
Abstract
Solid lubricants have been applied diffusely in numerous domains. This article investigates the impacts of each component in composite solid lubricants on the tribological performance and compares the antifriction effects of different kinds of solid lubricants to solve the lubrication problem of sliding bearing. Surface textures with dimples were fabricated on the surfaces of GCr15 bearing steel by a Q-switched solid-state Nd:YAG laser. The composite solid lubricants were filled in the micro-dimples by the deposition processes of heat-maintaining and pressure-maintaining, consisting of blinding elements and lubricating elements. Tribological performances under sliding friction for different kinds of adhesives and lubricants with different grain sizes were evaluated by ring-on-disk tribometer. On this basis, an orthogonal experiment of four factors and three levels (34) was designed to investigate the impacts of different components of the solid lubricants on the tribological performance. Solid lubricants with nanoparticles can enhance antifriction ability: the friction coefficient of nano-graphite is 18.9% lower than that of micron-graphite, and the friction coefficient of nano-sized molybdenum disulfide declines 7.6% comparing to that of micron-sized molybdenum disulfide. According to the results of the orthogonal experiment, the optimal formula of the composite solid lubricants was graphite:molybdenum disulfide:polyimide:carbon nano-tubes = 4:1:0.5:0.4.
Keywords
Introduction
Lubrication of sliding friction surfaces is meaningful for the normal operation and longevity of various mechanical systems such as automobile engine, sliding bearing, and machine tool guideways. 1 Reducing friction and wear of sliding contacts is considered to be necessary to save energy and avoid mechanical failure of components. Surface texturing is a novel technology to reduce friction and wear through the modification of material surface morphology. 2 In this technology, micro-textures such as micro-dimples or micro-grooves are created which can improve the tribological performances of mechanical parts. 3 Laser surface texturing (LST) has become the most successful technique in surface texturing for its excellent processing efficiency, high precision, and non-pollution.4–7 The technology of surface texturing has fruitfully been utilized in enhancing the performance of mechanical seals, sliding bearings of hydraulic machines, piston ring of diesel engine, cylinder liner, and thrust bearings.8–12
Recently, a great deal of research shows that surface textures embedded with solid lubricant can significantly improve the tribological properties of the surfaces, especially under low speed, overload, vacuum, high temperature and pressure working conditions.8–15 This is mainly because of the characteristics of high temperature, corrosion, radiation, and oxidation resistance as well as excellent lubricating effect of solid lubricants such as molybdenum disulfide, graphite, and tungsten disulfide. 13 Moreover, enormous efforts of combining LST with the incorporation of solid lubricants into micro-reservoirs have been made to refine tribological properties of the friction pairs. 14 Hua et al. 15 reported that the friction and wear can be reduced under different working conditions of load and rotational speed if the textured surface is filled with solid lubricants in rolling friction pairs. Qin et al. 8 investigated the friction properties of a laser surface textured and plasma electrolytic oxidation (PEO) duplex-treated Ti6Al4V alloy deposited with MoS2. The results of the ball-on-disk tribological tests showed that the low-friction region of the LST/PEO/MoS2 coating is much longer than that of the PEO/MoS2 coating. Zhang et al. 9 reported that the tribological properties of TiAlN-coated surfaces can be improved if the surface textures and burnished MoS2 addition are fabricated. Shimizu et al. 10 applied the micro-textured structures to the diamond-like carbon (DLC) films, and it was found that the smaller structure size of 40 μm showed the lower coefficient of friction than that of 80 μm. Puoza et al. 11 investigated the tribological properties of a textured surface filled with nano-composite solid lubricants under oil lubrication. The results of the friction and wear tests showed that the textured surface filled with solid lubricant exhibited an enhanced tribological performance as compared to the textured and smooth surfaces both under dry friction condition and in oil medium.
It can be concluded that the micro-textured technology combining with composite solid lubricants or lubricating films can effectively improve the tribological properties of the surfaces. However, the influence of each component in composite solid lubricants to the tribological performance has rarely been systematically studied, and the antifriction effects of different kinds of solid lubricants have seldom been compared. This article investigates the impacts of each component in composite solid lubricants on the tribological performance and compares the antifriction effects of different kinds of solid lubricants to solve the lubrication problem of sliding bearing. For this reason, the friction properties of different binding elements and lubricating elements in the composite solid lubricants were explored in this article. What’s more, an orthogonal optimization test was conducted to obtain the optimal formula for solid lubricants filled in the micro-textured surface in sliding contact.
Experimental details
Materials, LST, and solid lubricant deposition
Because bearings are mainly composed of GCr15 bearing steel with a hardness of 60–65 HRC, the substrate material employed in this study was GCr15 bearing steel with a hardness of 60–65 HRC after quenching. The samples were polished using the metallographic abrasive papers with a grit size ranging from 180# to 1500# before using a polishing machine for the final polishing. After polishing, the average surface roughness (profile arithmetic average error, Ra) was 0.05 μm. The chemical composition of GCr15 is shown in Table 1.
Chemical composition of GCr15.

Polyimide (PI) produced in Honghu City Shuangma New Material Co., Ltd, with the purity of 99% and the particle size of 2.5 μm. Soluble polytetrafluoroethylene (PFA) produced in Dongguan City Jinynlai Plastic Material Co., Ltd, with the melting point of 310°C and the particle size of 5–10 μm. Nano-sized graphite (nano-Gr) produced in Dongguan XGL Graphite Co., Ltd, with the purity of 99.9% and the particle size of 80 nm. Micron-sized graphite (micron-Gr) produced in Qingdao Huatai Graphite Co., Ltd, with the purity of 98% and the particle size of 2 μm. Nano-sized molybdenum disulfide (nano-MoS2) produced in Nanjing Aipurui Composite Material Co., Ltd, with the purity of 99.5% and the particle size of 40 nm. Micron-sized molybdenum disulfide (micron-MoS2) produced in Shanghai Shenyu Industry & Trade Co., Ltd, with the purity of 99.5% and the particle size of 0.5 μm. CNTs (carbon nano-tubes) produced in Qinhuangdao City Taijihuan Nanometer Co., Ltd, with the length of 3–12 μm and the diameter of 12.9 ± 3.5 nm. They were selected as the solid lubricants, because these materials can adhere to the surface firmly, with low shear strength and good stability. 16 Table 2 shows the properties of the materials.
The properties of the materials.

Surfaces of the disks were textured to produce arrays of micro-dimples using a diode-pumped solid state (DPSS) Nd:YAG laser machine (wavelength 1064 nm, pulse width 100 ns, laser power 15 W, and frequency 50,000 Hz). The samples were polished and cleaned ultrasonically in acetone to wipe off the slags produced in laser process. The three-dimensional (3D) morphology and the sectional dimension of a laser-induced dimple and the ring-shaped samples were untextured, which is shown in Figure 1. The depth of the dimple is 5.1126 μm, and the width of the dimple is 84.1214 μm.

The morphology of a laser-induced dimple.
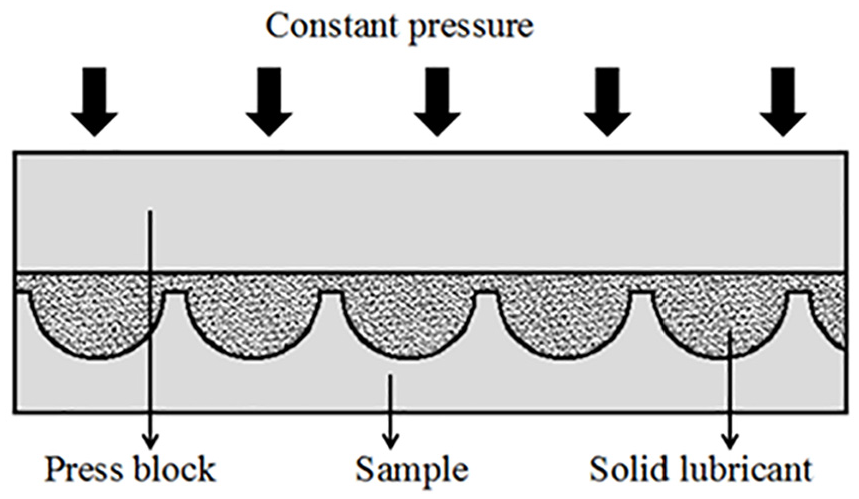
After laser texturing was performed, composite solid lubricants were deposited by a heat-maintaining and pressure-maintaining method as listed in the following steps (the principle of the deposition process is shown in Figure 2):
The composite solid lubricant powders were smeared evenly on the surface of the samples and then pressed into the micro-dimples by a sample-shaped lock block.
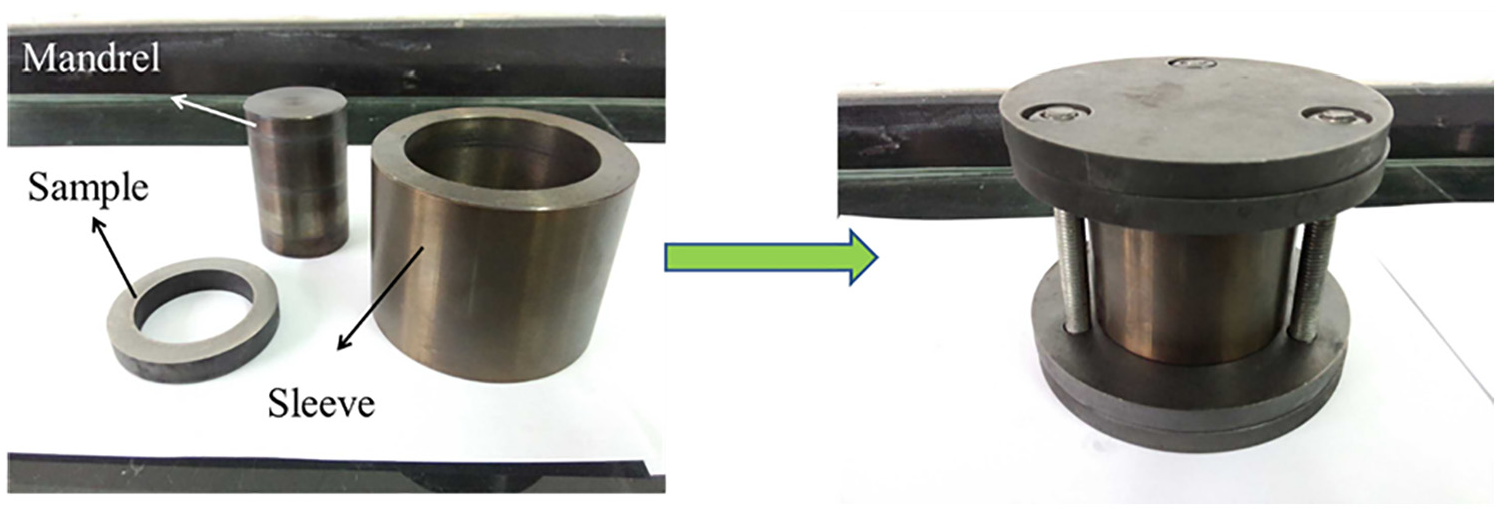
The textured samples and lock block were held in a mold pressure device with a mandrel inserted at the center and a sleeve outside of the samples (Figure 3). The samples were pressed tightly with the lock block by the bolt pre-tightening force of the mold. Afterward, the pressured mold, together with the samples, was heated for 40 min under the electric resistance furnace at the temperature of 250°C.
The heated mold was further pressed using a hydraulic pressing machine with the pressure intensity of 7.5 MPa for 20 min.
Repeat the above steps once again.
The principle of the deposition process.
The mold pressure device.
To evaluate the filling effect, the single micro-dimple was equivalent to a globoid and the calculation model of filling fraction for a single dimple was built as shown in Figure 4. The filling fraction for the single dimple is

where r refers to the semi-diameter of a single dimple before deposition,

The calculation model of a single dimple for filling rate.
The morphology of a single dimple and that of the whole textured surface after filling process, respectively, are shown in Figure 5. It can be seen that the whole textures are arrayed linearly. The symbols and properties used are shown in Table 3.

Morphology of: (a) a single dimple and (b) and the whole textured surface after filling process.
Symbols and properties used.

Tribotesting procedure
In order to simulate the sliding friction pair in bearings, a rotating test was rigged with a ring-on-disk configuration on the MMWU-1. A friction and wear testing machine (Ji’nan Yihua Friction Testing Technology Co., Ltd, China) was used to test and evaluate the friction and wear properties. The lower sample (textured) kept still while the upper sample (non-textured) rotated. Physical and geometry graphs of the upper and lower samples are, respectively, shown in Figures 6 and 7. The diagram of the friction pair is presented in Figure 8.

Pictures of: (a) the upper sample and (b) the lower samples.

Drawings of: (a) the upper sample and (b) the lower samples.

Photographic view of the friction pair.
The friction tests were conducted in turn as following steps:
In order to investigate the optimum temperature when the micro-dimples can collect more solid lubricants and show better antifriction effect, the textured samples with 80wt% Gr and 20wt% adhesives were prepared by the heat-maintaining and pressure-maintaining method, and the effects of filling temperature to the tribological performance of different adhesives (PFA and PI) were researched at the load of 100 N and the rotational speed of 100 r/min.
In order to obtain the excellent adhesives, PFA and PI powders were used as adhesives and filled into the textured surface (the formula was still 80wt% Gr and 20wt% adhesives) at their optimum filling temperature, respectively. The friction properties of PFA and PI were explored at the load of 100 N and the rotational speed of 100 r/min.
In order to research the friction characteristics of different solid lubricants and different particle sizes, MoS2, Gr, and CNTs with micron-sized and nano-sized particles were used as solid lubricating components, respectively, and PI was used as the adhesives (according to test (b)). The tribological tests were carried out under the same working condition as step (a) and (b).
In order to further explore the friction and wear properties when different lubricating elements mixed together, an L9(34) orthogonal tribology experiment was designed to seek the optimum formula of four different lubricating elements (Gr, MoS2, PI, and CNTs). The factors and levels are shown in Table 4. The friction tests were carried out under the same working condition as step (a), (b), and (c).
Factors and levels of the orthogonal experiment.
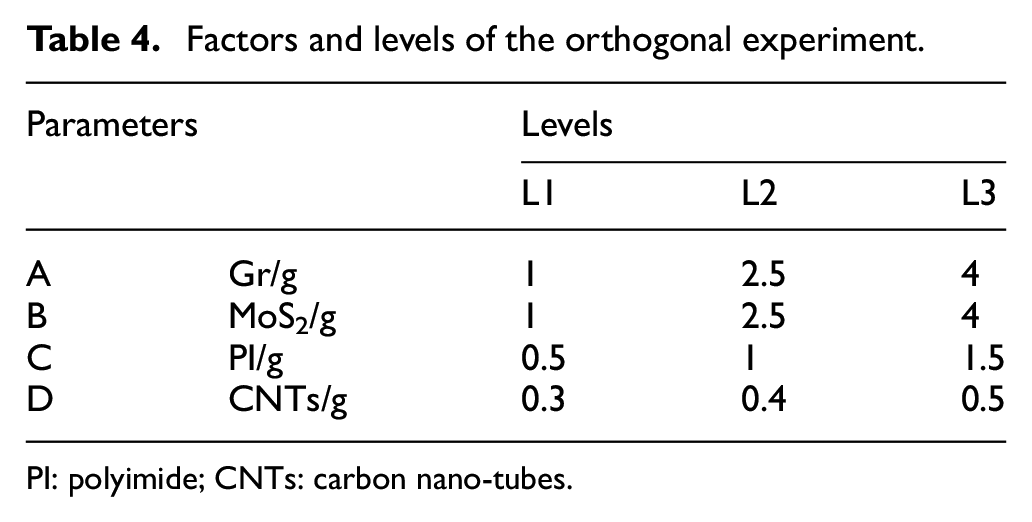
PI: polyimide; CNTs: carbon nano-tubes.
The ambient temperature and humidity were controlled at 22.5°C and 40%, respectively, when the experiments were in progress. The morphologies of the samples were observed by the 3D morphology analyzer (Wyko NT1100; Veeco, Tucson, AZ, USA).
Results and discussion
Effects of filling temperature on the tribology performance
Figure 9 shows the friction coefficient curves of textured samples filled with PFA and PI, respectively, at different filling temperatures with varying time from 0 to 900 s. As shown in Figure 9(a), the friction coefficients of PFA at different filling temperatures initially increase and gradually tend to be stable with the sliding time. This is because with time passing, the surface of the sample is gradually worn, bringing out numerous wear debris and causing a gradual increase in the friction coefficient. When the surface is textured, the maximum temperature during friction is relatively low, and the heat affected zone is small. It brings out small deformation, less wears, and small increase in friction coefficient. In addition, the friction coefficient first increases and then decreases with the increase in the filling temperature. The minimum friction coefficient is observed when the filling temperature is 350°C. It can be described that when the filling temperature is 350°C, the softening PFA is easier to be filled into micro-dimples. Thus, better lubricating performance can be obtained with a lower friction coefficient.
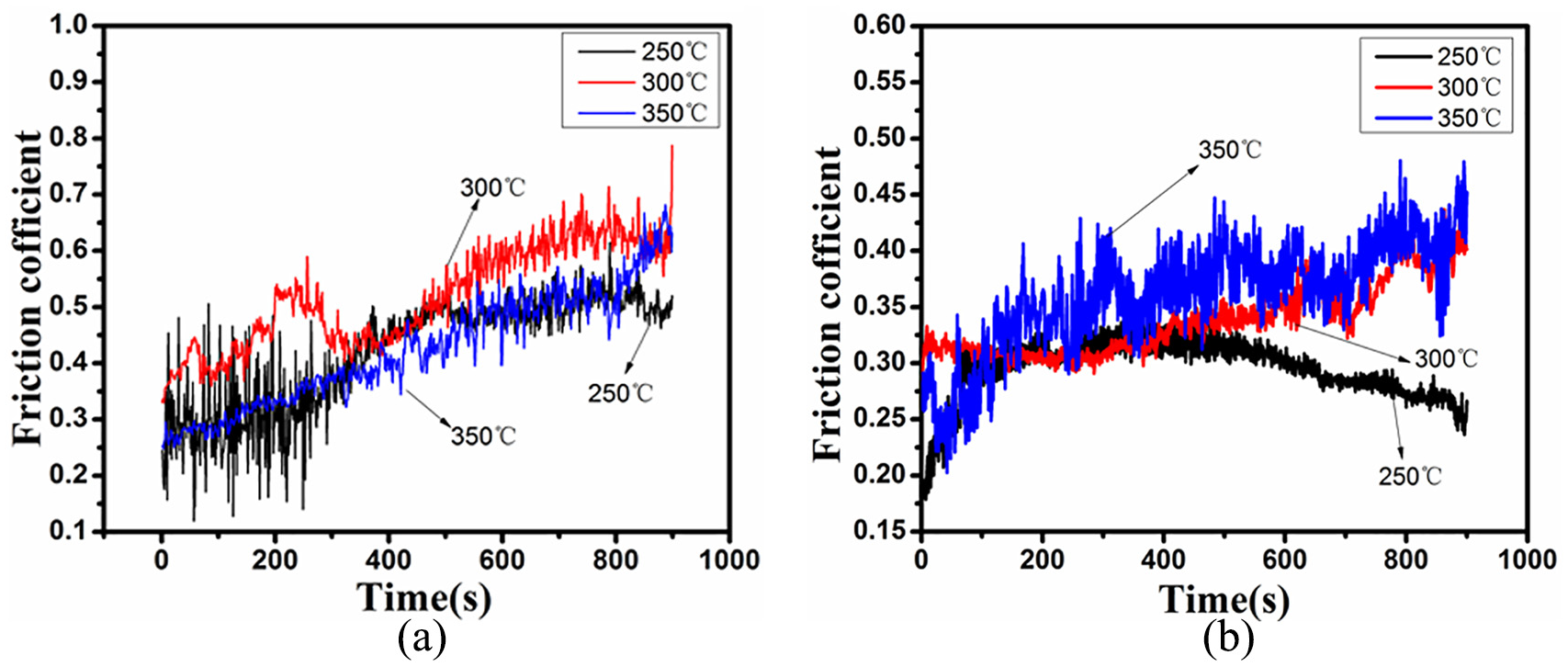
Friction coefficients of textured samples filled with solid lubricants at different filling temperatures using (a) PFA as adhesive and (b) PI as adhesive.
When the adhesives turn to PI, it can be seen from Figure 9(b) that the friction coefficients first rise and then slowly tend to be steady at the filling temperature of 300°C and 350°C. What’s more, the friction coefficient presents a large amplitude when the filling temperature is 350°C. However, when the filling temperature is 250°C, the friction coefficient tends to go up first, stabilize later, and then decrease slowly. The vitrification temperature of PI is 243°C, and the melting point is 334°C, thus the softening degree of PI increases constantly with the increase in temperature. If temperature goes up to a certain point, then PI will become viscous fluid. When the filling temperature is 250°C, PI is just softened and easier to be filled into the micro-dimples. When the filling temperature is 300°C, the softening degree of PI increases and it becomes more difficult to be filled into the dimples. When filling temperature increases to 350°C, the state of PI has been transformed into viscous fluid which is easily to be extruded out of the surfaces of textured samples, resulting in a large friction coefficient and amplitude.
Comparison of the frictional performance between PFA and PI
According to the above research, when the optimizing filling temperatures of PFA and PI are 350°C and 250°C, excellent lubricating properties can be obtained. In order to choose the preferable lubricating material to be the adhesive, the self-lubricating textured samples were fabricated using PFA and PI as adhesives at their own optimizing filling temperatures, respectively, and the tribological performance under sliding motion was investigated. The friction coefficient curves of the textured samples with PFA and PI, respectively, is shown in Figure 10. It can be clearly seen from Figure 10 that the friction coefficient of PFA tends to rise rapidly and then remains stable with the sliding time, but the friction coefficient of PI rises slowly initially and stabilizes later. What’s more, the average friction coefficient of textured sample filled with PI declines by 47.9% compared with the PFA during the whole sliding process. In addition, the PI curve demonstrates smaller amplitude than the curve of PFA. This is because PI has high tensile strength, excellent thermal stability, and stable chemical properties. Therefore, it can be concluded that as an adhesive, the friction performance of PI is better than that of PFA in sliding motion.
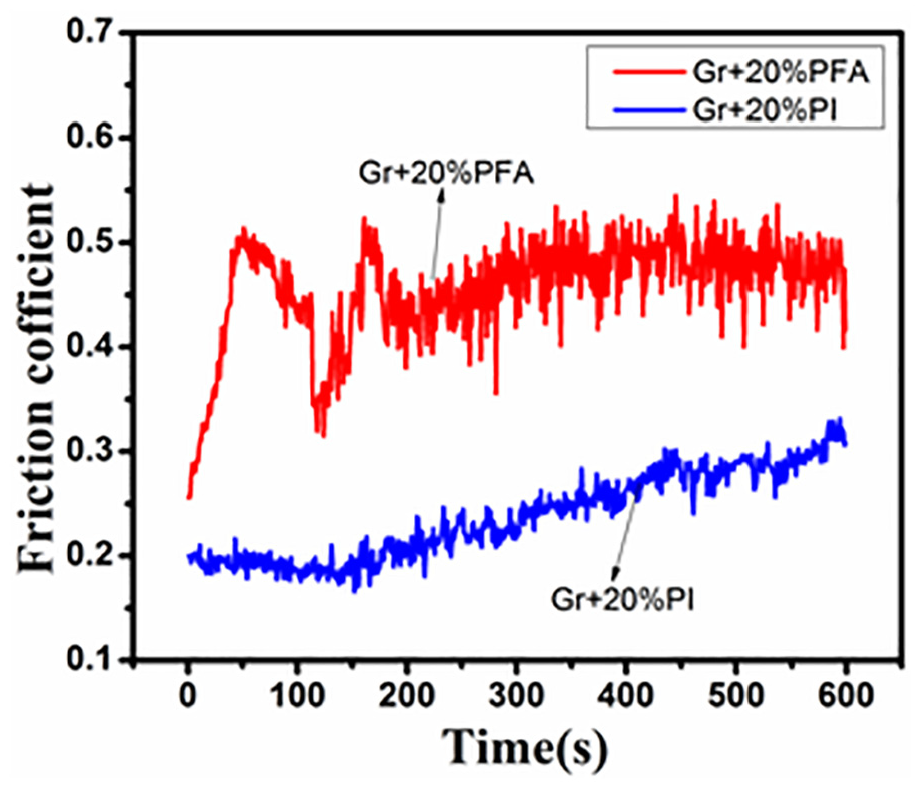
Friction coefficient curves of the textured samples filled with solid lubricants using PFA and PI as adhesives at the filling temperature of 350°C and 250°C, respectively.
Effects of different solid lubricants with different particle sizes on the sliding friction performance
In order to investigate the tribological performance of different kinds of solid lubricants with different particle sizes, the self-lubricating textured samples were prepared with PI used as the adhesive and MoS2, Gr, and CNTs with micron-sized and nano-sized particle served as the solid lubricants to carry out the friction tests. Friction coefficient curves of the self-lubricating textured samples filled with different kinds of solid lubricants and their average friction coefficients are, respectively, shown in Figure 11(a) and (b). The results indicate that the friction coefficients of all kinds of the samples increase first and then stabilize with the sliding time. Besides, the friction coefficients of nano-MoS2 and nano-Gr decrease by 18.9% and 7.6% compared with that of micron-MoS2 and micron-Gr, respectively. It can be concluded that the lubricating effect of the textured surface filled with nano-sized solid lubricants is better than that of the micron-sized lubricants because the particle size of nano-sized solid lubricants is small compared with that of the micron-sized one; thus, more solid lubricant particles can be reserved in the valleys on the surface and a continuous and dense solid lubricating film is more likely to be formed, which is beneficial for reducing friction coefficient. Besides, nano-sized particles can enhance Young’s modulus and tensile strength of the composites as well as reducing friction coefficient because of their superior physical and mechanical properties. 17

(a) Friction coefficients of textured samples filled with different kinds of solid lubricants. (b) Average friction coefficients of textured samples filled with different kinds of solid lubricants.
In addition, the solid lubricants reserved in the micro-dimples will be squeezed out because of the shear and extrusion between upper and lower samples during a sliding process. The nano-sized solid lubricants have higher surface energy which makes it more easily to be absorbed on the surface. Therefore, the broken solid lubricating films can be repaired rapidly, and the continued lubricating effect is ensured. However, it can be seen that the friction coefficient amplitudes of both nano-MoS2 and nano-Gr are larger than those of the micron-sized particles, that is, because higher surface energy also means greater instability of the friction coefficient. Thus, the nano-sized solid lubricants have lower friction coefficient value, but larger fluctuation is suitable to be filled in the micro-dimples.
Orthogonal tests of the composite solid lubricant formula
In this study, four factors and three levels of orthogonal experiments were designed. The weight of the four materials is four factors. Table 5 shows the orthogonal array of parameters and the frictional experiment results. The friction coefficients of the nine groups varying with sliding time and their average friction coefficients during the whole sliding process are, respectively, shown in Figure 12(a) and (b). It can be clearly seen from Figure 12(b) that the friction coefficients first increase sharply and then turn to be stable. The friction coefficients of groups 1, 2, 6, and 7 are relatively low, and group 3 has the highest friction coefficient. What’s more, group 5 has a large friction coefficient amplitude and a relatively large coefficient of friction value. According to Table 3, the content of CNTs in groups 2, 6, and 7 is 0.4 g, which indicates that the CNTs with a content of 0.4 g among the composite solid lubricants have a positive lubricating effect. However, as both groups 3 and 5 have 1.5 g of PI, it can be concluded that large amount of PI goes against the improvement of tribological performance. Although group 7 also has 1.5 g of PI, 0.4 g of CNTs and high content of Gr can make up for the weak lubricating effect caused by PI.
Orthogonal array of parameters and corresponding experiment results.

PI: polyimide; CNTs: carbon nano-tubes.

(a) Friction coefficients of the nine orthogonal groups varying with sliding time. (b) Average friction coefficients of the nine groups.
Figure 13 illustrates the average friction coefficients varying with different contents of each component among the solid composite solid lubricant formula. It can be seen that the friction coefficient decreases with the increase in the Gr content, which means the improvement of the lubricating properties. However, the friction coefficient increases with the addition of MoS2. Thus, the inferior content of MoS2 may be suitable among the complex formulation. Besides, as discussed above, too high content of PI may have no advantages of improving the lubricating effect and 0.5 g of PI is suitable.

Average friction coefficients of different contents of the solid lubricant components: (a) Gr, (b) MoS2, (c) PI, and (d) CNTs.
What’s more, the friction coefficient first declines and then rises with the increase in the CNT content, and 0.4 g of CNTs present the best antifriction effect. As a kind of carbon fiber tube in nano-diameter, CNTs have a certain antifriction effect. However, too little content of CNTs may lead to inadequate lubrication, while too much content of CNTs means higher surface activity energy is generated, which will cause agglomeration of the solid particles among the composite solid lubricants. As a result, the components of the composite lubricants will become difficult to mix with each other, and the excellent lubricating effect may not be attained. Thus, appropriate content of CNTs in the composite solid lubricants is beneficial for lubrication.
Table 6 presents the analysis results of friction coefficients from different factors of the composite solid lubricants. In the table, K refers to the summary of different lubricating components under different levels and k is the average friction coefficient of each solid lubricant. From the analysis of Table 3, it can be seen that the optimum combination of the four factors (A, B, C, and D) is A3, B1, C1, and D2 in order to achieve the lowest friction coefficient. In other words, the optimal formula of the composite solid lubricants is Gr: MoS2:PI:CNTs = 4:1:0.5:0.4. Besides, the influence degree of the factors on the friction coefficient can be estimated by the range values. Higher range value means greater influence of the change of the factor on the friction coefficient. According to Table 3, the influence degree of different factors from the largest to the smallest is D > A > C >B, that is, CNTs > Gr > PI > MoS2, and CNTs have the most visible influence on the antifriction effect of the self-lubricated textured surfaces. The CNTs are attached by the weak van der Waals forces, when in the case of metallic surface, the weak bonding between CNTs and metallic surface will cause slide and roll between the contact surface, and the direct contact can be avoided. Therefore, the friction of the metallic surface will decrease. Second, CNTs have excellent strength and toughness which can support the solid lubricating film and make it not easily destroyed. Third, tubular CNTs have a rollover effect during the sliding processes of the samples, which can make the solid lubricating film more uniform and compact. Besides, due to the good lubrication of CNTs, composite solid lubricants with suitable amount of CNTs will increase the lubricating properties. Finally, CNTs have a good heat transfer performance and a high transmission speed (10,000 m/s) which can ensure that the composite solid lubricants have an excellent heat resistance.
Analysis results for friction coefficient.

Conclusion
Based on the results reported earlier, the following conclusions can be drawn:
The optimum filling temperature for PFA and PI used as adhesive above when composite solid lubricants are filled in the textured samples are 350°C and 250°C, respectively. What’s more, the average friction coefficient of PI as the adhesive is 47.9% smaller and more stable than that of PFA.
Nano-sized particles of MoS2 and Gr reveal lower friction coefficient values but larger amplitude than the micron-sized particles of MoS2 and Gr when filled in the textured samples under the same condition.
The influence degree of different solid lubricant components from large to low is: CNTs >Gr > PI > MoS2, and among the tested compositions, the lowest friction was achieved for test 7—Gr: MoS2:PI:CNTs = 4:1:0.5:0.4 while the optimal composition has not been tested.
This article gives the instruction on optimal formula of the composite solid lubricants to reduce friction and wear of sliding friction, which saves energy and avoids mechanical failure of components.
In the future, the wear and topography of the material under the lubrication process with composition of solid lubricants of laser-modified sliding surfaces will be studied. The area of the impact of surface energy changes on tribological processes in sliding combination of properly lubricated solid lubricants will also be researched.
Footnotes
Handling Editor: James Baldwin
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by the Science and Technology Project of Jiangsu Province (grant no. BE2017122), the Science and Technology Achievements Transformation Project of Yangzhou City (grant no. YZ2018125), the Major Science and Technology Special Project of Zhenjiang City (grant no. ZD2018001), National Natural Science Foundation of China (Grant No. 51975252) and Industry foresight and generality research project of the Wuxi City (WX18IIAG405) and the High-tech Research Key Laboratory Project of Zhenjiang City (grant no. SS2018007).