
Abstract
This article considers problems arising from conventional techniques used to diagnose faults in the rolling-element bearings of rotor-bearing systems, with dampers used in centrifugal milk processing machinery. Such machines include milk separators and related processing machinery. The article asserts that where the rotor-bearing system is equipped with vibration dampers, conventional fault diagnostic measurements produce inadequate results. Hence, for rotor-bearing systems of this type, this article suggests a different way to diagnose faults in bearings and monitor conditions.
Introduction
Rolling-element bearings are a key component in rotating machinery 1 such as turbomachinery, electric motors, machine tools and gearboxes. In recent years, the use of such bearings has increased dramatically, yet bearing failure has impacted negatively the maintenance of machinery and has increased downtime costs.1–3 Unsurprisingly, there is considerable interest in developing more effective techniques to monitor bearing conditions that can help to identify the likely occurrence of faults.
A common time-domain feature used in the monitoring of the condition of bearings is the root mean square. 4 Kurtosis, the fourth standardized moment, is another statistical feature that can be extracted from the time-domain signal.2,4
In the case of traditional frequency domain bearing condition monitoring methods, frequencies of the bearing fault are key features extracted from the frequency spectrum. Particular peaks in this spectrum are associated with specific rolling element bearing faults,5,6 and the equations used to calculate bearing fault frequencies are presented in Siegel et al. 5
Fast Fourier transform is widely used in the analysis of frequency domain, 7 although for frequency spectrum analysis other common tools, among others, include graphical presentation of the spectrum, frequency filters, envelope analysis and minimum variance cepstrum.8–11 The Hilbert transform used to extract signal envelope is also used for machine condition monitoring and fault detection. The main disadvantage of frequency domain analysis is that it tends to average transient (short-term) vibrations and as a result is sensitive to background noise.
Randall and Antoni 10 proved that analysis of the envelopes yields more diagnostic information than the analysis of raw signals, so that when the rolling elements strike a local fault on the outer or inner race, a shock is introduced. The latter excites high-frequency resonances of the whole structure between the bearing and the vibration sensor, and the same applies in the case of a fault on the rolling element striking either the inner or outer race. See the work by McFadden and Smith, 12 which explains the series of broadband bursts which are excited by the shocks.
Each rolling element has a different effective rolling diameter and elements that roll at different speeds, 10 yet the bearing cage limits the deviation of rolling elements from their mean position, which causes a degree of random slip. Typically, the resulting change in bearing frequencies is about 1%–2%, both as a deviation from the calculated value and as a random variation around the mean frequency. This random slip is small; however, it causes a fundamental change in the character of the signal, which explains why envelope analysis usually extracts diagnostic information that cannot be obtained by frequency analysis of the raw signal alone. Thus, bearing signals can be considered as cyclostationary, which allows them to be separated from gear signals with which they are often confused. 10 With regard to a rotor-bearing system equipped with vibration dampers, the abovementioned methods used in bearing fault diagnostics are rendered less effective due to the low information content present in vibration signals.
Experimental section
The damped rotor-bearing system of centrifugal milk separator (Figure 1) was chosen for our experimental investigations. The rotational speed of the rotor was constant and equal to 6745 r/min. See Figure 1 for the accelerometer arrangement.
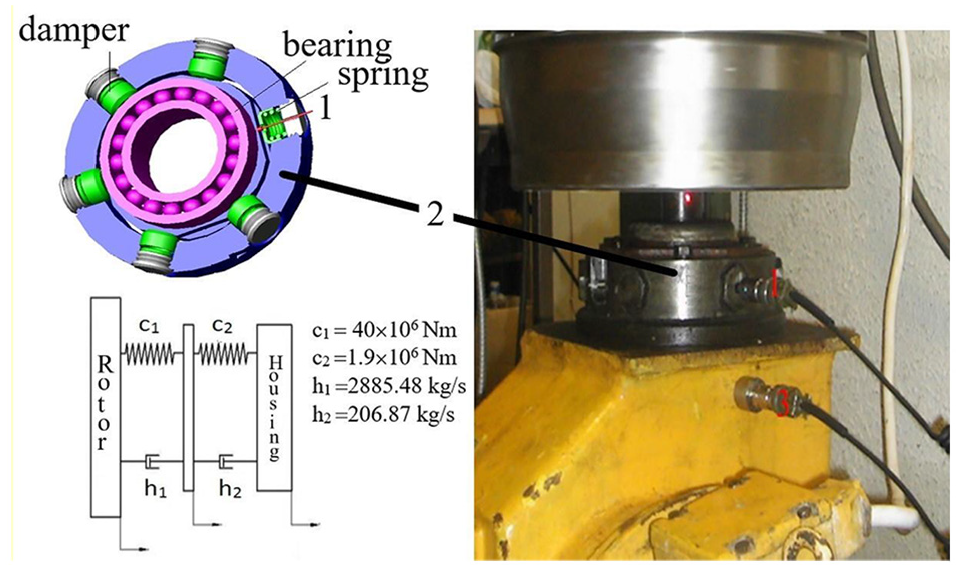
Centrifugal milk separator (bowl shell is not shown), its rotor’s damping system (shown on the top-left corner) and its dynamic model (shown on the bottom-left corner).
The experimental setup was adapted for both direct and indirect bearing vibration measurements. In the first case, the vibration acceleration of outer bearing ring is measured by accelerometer 1 (Figure 1). In the second case, housing vibrations are measured by means of accelerometer 3 attached to the separator housing (Figure 1). In order to compare results, vibration measurements were performed for both healthy and faulty bearings used in the rotor-bearing system of the separator.
Results and discussion
See Figure 2 for vibration velocity frequency spectra obtained for 112.4 Hz rotational frequency of the rotor. It can be seen from Figure 2 that vibration velocity amplitudes of the housing differ about 10 times and more from those obtained by measuring direct vibrations of the outer ring of the bearing. This indicates the effective operation of the vibration damping system.
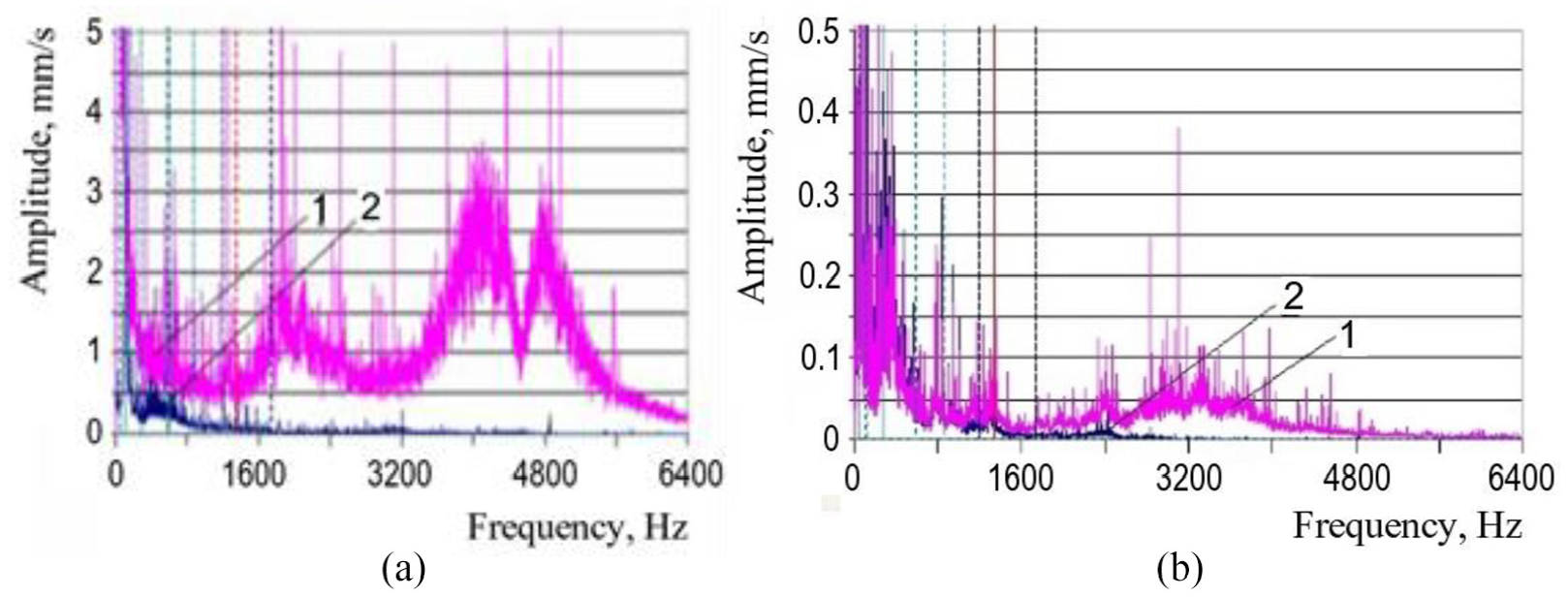
Vibration velocity spectra: (a) obtained from bearing vibration measurements and (b) obtained from housing vibration measurements.
Figure 2(a) demonstrates that differences between vibration velocity amplitudes of a faulty bearing and a healthy bearing occur across the entire frequency range where direct measurements are made. For indirect measurements, velocities differ at high frequencies only, that is, in the frequency range from 1000 to 5000 Hz (Figure 2(b)). Thus, measuring the vibrations through the damping system provides low informative and reliable data, especially at frequencies up to 1000 Hz, that is, at the bearing pass frequencies.
Figure 3 shows the correlation function plots. For direct measurements, calculated correlation coefficients show a weak correlation between the vibration velocities of healthy and faulty bearings. The Pearson correlation coefficient is equal to 0.34166 and the Spearman correlation coefficient is equal to 0.04746, indicating that the statistical relationship is weak. It shows that vibration levels are different (Figure 2(a)), which indicates a fault in the bearing. There is, however, a strong correlation between housing vibration velocities where a healthy bearing and a faulty bearing are used in a rotor-bearing system. The Pearson correlation coefficient is equal to 0.85954 and the Spearman correlation coefficient is equal to 0.72366, which is a good correlation indicating that the damping system is having a significant impact. This shows that the damping system effectively damps vibrations of the faulty bearing, and the housing amplitudes are less dependent on the condition of the bearing. It can again be noted that results of indirect vibration measurements are noninformative and cannot be used to diagnose faults in bearings.

Correlation function between vibration velocities of a healthy bearing and a faulty bearing: (a) bearing vibration measurements and (b) housing vibration measurements.
Housing vibrations of various industrial milk separation and purification equipment were measured also under production conditions. Diagnostic measurements were performed at the milk processing plant according to the scheme presented in Figure 4. Here, the main bearing of a vertical rotor in the milk processing equipment is supported by a vibration damping system attached to the housing. A traditional diagnostic technique would measure vibrations of the housing near the bearing, and the vibration velocity or acceleration values obtained are then compared with the standard ISO values. In this case, vibrations of various components (e.g. electromotor, multiplier gearbox (Figure 4)) were measured; however, the main focus was on the housing vibrations near the main bearing. See Figure 5 for the results.
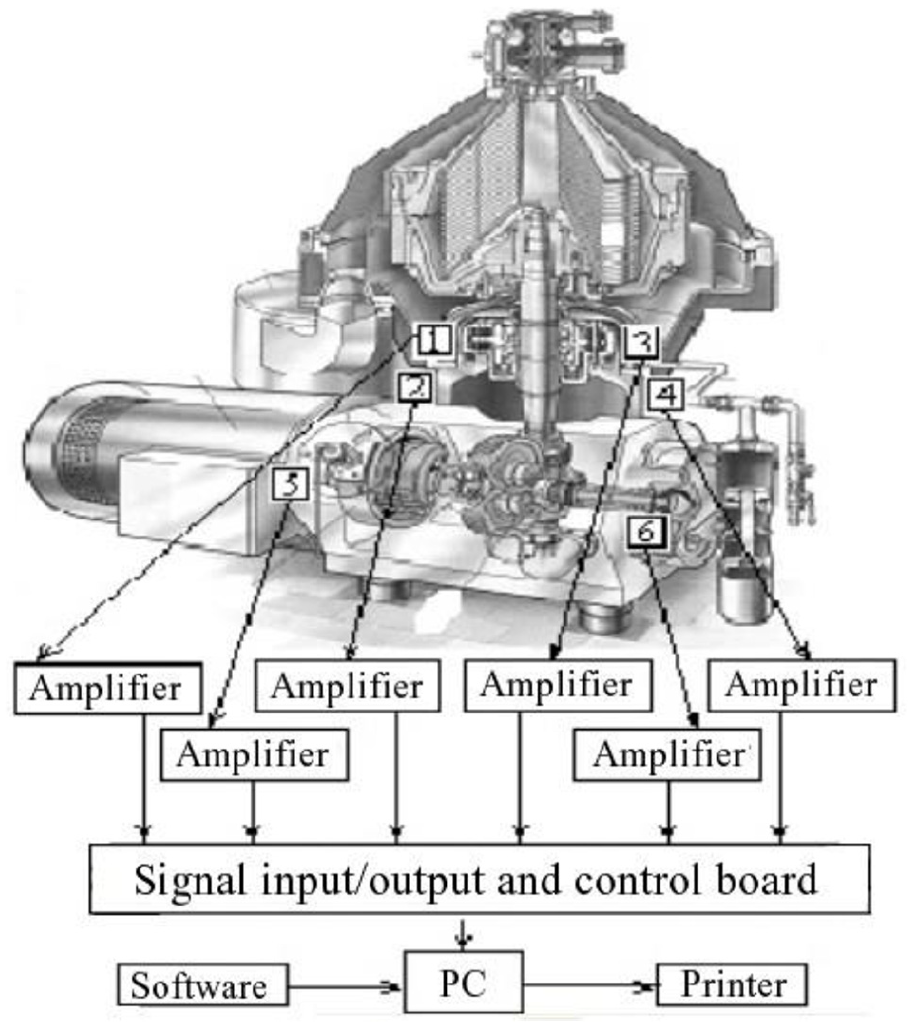
Scheme of diagnostic measurements of industrial milk separators, purifiers and bactofuges.
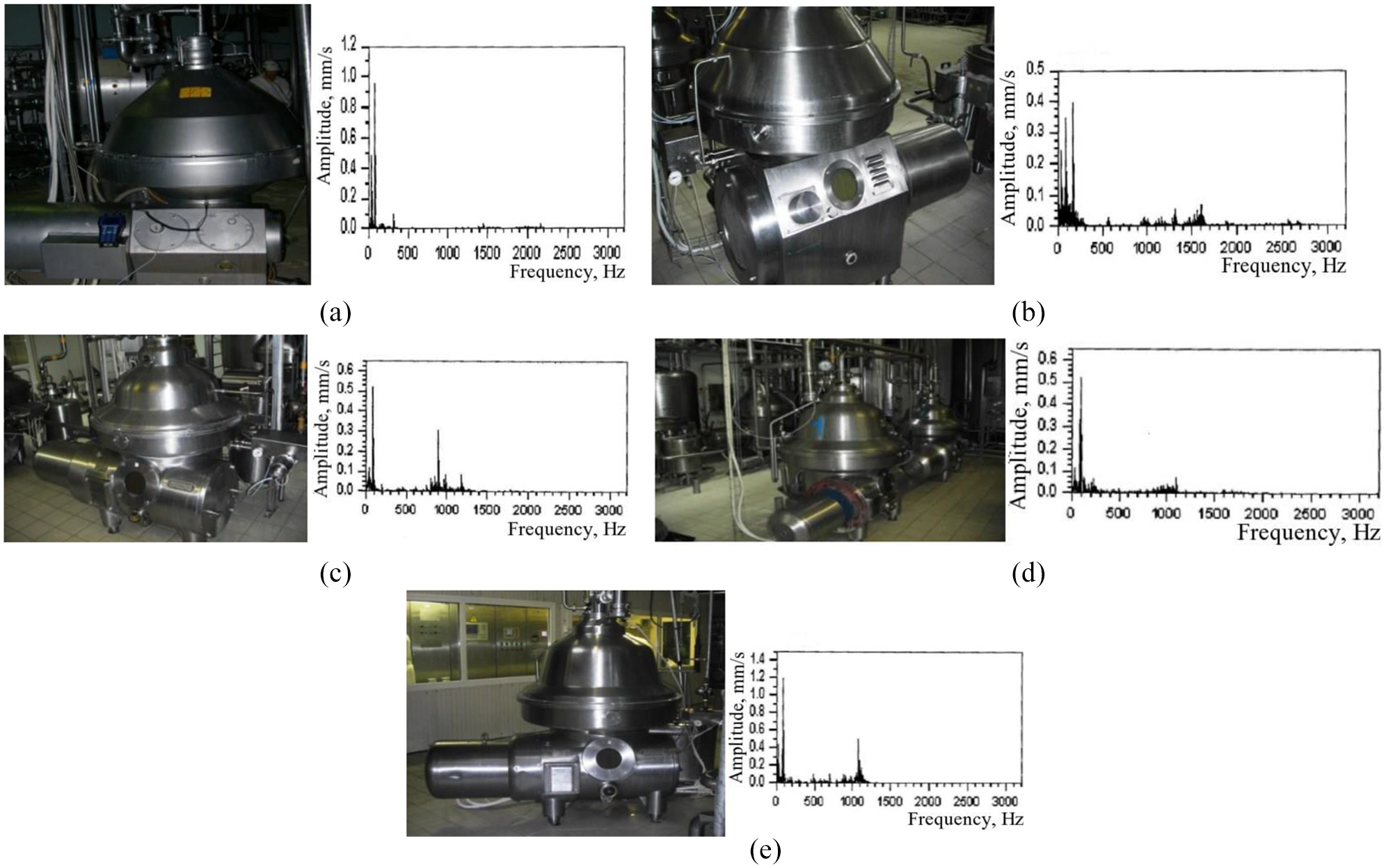
Housing vibration velocity spectra of various rotating machines used in milk processing industry: (a) milk separator (25 t/h, 22 kW), (b) milk purifier (15 t/h, 17 kW), (c) milk purifier (25 t/h, 20 kW), (d) milk purifier (35 t/h, 26 kW) and (e) milk bactofuge (25 t/h, 20 kW).
These results (Figure 5) show that the rotational frequency of the rotor is dominant in the frequency spectra of industrial milk processing equipment. Other frequencies are present in vibration spectra obtained for milk purifiers and bactofuges, and these usually represent doubled frequencies excited by the bearing balls rolling between an outer and an inner ring. It can be seen from Figure 5 that vibration velocity amplitudes obtained are similar in magnitude to those obtained by indirectly measuring bearing vibrations in a test separator (Figure 2(b)).
Our experiments (Figure 2 and 5) show that as damping system distorts diagnostic measurements results, indirect vibration measurements of centrifugal milk separators and other centrifugal milk processing devices provide insufficient data, and that it would therefore not be possible to use the results of indirect measurements to determine the condition of rotor bearings. We propose to use the direct bearing vibration measurement method for rotor-bearing systems equipped with vibration dampers to improve the reliability of fault diagnostics. Thus, its application (with information about parameters of the bearing) will allow us to establish the condition of the rotor-bearing system in cases where indirect measurements prove unreliable. Hence, the proposed fault diagnostic technique should include rotor-bearing system vibration monitoring module, vibration calculation and modelling module, and vibration measurement result processing module (Figure 6). Once the bearing condition monitoring system has been installed, feedback from the vibration measurement result processing module will allow us to coordinate measurement results with vibration simulation results, as well as compare the results with limit values specified in ISO 10816-1:2004 standard. A decision can reliably be made about the serviceability of the bearing. The vibration amplitude, velocity and acceleration are kept as vibration parameters of the rotor-bearing system of a centrifugal milk separator, and these parameters can be expressed one through the other. Subsequent diagnostic measurements confirm or reject the assumption about performance improvement of the rotor-bearing system.

Modules of the diagnostic system.
The proposed diagnostic technique allows us to monitor the condition as well as perform periodic measurements.
Conclusion
These experimental studies demonstrate that the design and type of the bearing vibration damping system have the greatest influence on the accuracy of diagnostic measurements. Indirect diagnostic vibration measurements (through the housing) in comparison with direct measurements yield in cases where the rotor-bearing system of the centrifugal milk separator is equipped with vibration dampers.
Consequently, we propose to use the direct rolling element bearing vibration measurement method to improve the reliability of diagnostic measurements. Based on information obtained from the performance of bearing parameters it is therefore possible to determine the condition of a rotor-bearing system in cases when a decision cannot be made based on the results of indirect vibration measurements.
Footnotes
Handling Editor: James Baldwin
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.