
Abstract
The mechanical performance of reactor pressure vessel materials is an important factor in the safety and economics of the operation of a nuclear power plant. The ductile-to-brittle transition temperature tested by Charpy impact test is the key parameter for evaluating the reactor pressure vessel embrittlement. In this article, the study of thermal aging embrittlement of temperature sets of reactor pressure vessel surveillance Ni-Cr-Mo-V steel weld metal was conducted by Charpy impact test. The thermal aging effect on the impact fracture behavior was analyzed. The impact test of the three batches of weld surveillance sample indicated that the weld metal embrittled during thermal aging. The study of impact fracture and Auger electron spectroscopy indicated that the element P segregated to the grain boundaries and lowered their cohesion strength during the long-term thermal aging. Therefore, the non-hardening embrittlement of Ni-Cr-Mo-V steel welds in a reactor pressure vessel caused by segregation of impurity elements P occurs during thermal aging.
Keywords
Introduction
For engineering structures and components in service, studies on fatigue mechanism and modeling of fracture behavior of engineering materials based on multiscale and probabilistic approaches1–11 are important. During the long-term service of engineering structures, the structural integrity should be assessed using different approaches, for example, multiscale deterministic and probabilistic methods.1–7 The different aging mechanism, for example, brittle fracture,1,4,6 fatigue,2,3,5,7 creep to fracture, thermal aging to fracture, and failure modes should also be studied, and advanced crack detection setups are developed.8–11 In this article, fracture due to thermal aging is considered as the aging mechanism.
Reactor pressure vessel (RPV) is irreplaceable due to its large size and is the third barrier to prevent radioactive material from overflowing, and loads the active zone and all components in the reactor, and seals the primary coolant and maintains its pressure. The RPV will operate under high temperature, high pressure, corrosion, and strong radiation condition for a long time, and thermal aging embrittlement and irradiation embrittlement may occur.12–15 In order to monitor the mechanical performance of Ni-Cr-Mo-V steel for RPV during service, a surveillance component with samples in the pressure vessel is placed in advance to be taken out for inspection and relevant data. At the same time, monitoring experimental data provides basis for reactor operation safety and lifetime extension. 16 Among these topics, thermal aging of the weld material has been widely studied.
Early researchers employed the accelerated thermal aging on Ni-Cr-Mo-V steel of RPV and found that the thermal aging embrittlement of the steel is caused by the hardening embrittlement mechanism of carbide. 17 Shtrombakh et al. 18 and Kuleshova et al. 19 found that the phase composition, quantity, and size of carbides in Ni-Cr-Mo-V steel and its welds did not change obviously during service. It is also found in Utevskiy et al. 20 that temper brittleness of Ni-Cr-Mo-V steel with BCC structure caused by P segregation is easy to occur in the service environment of 300°C–320°C, resulting in brittleness of Ni-Cr-Mo-V steel and weld. Therefore, P segregation is one of the non-hardening embrittlement mechanisms which directly affect the operational safety of the reactor.
Since the weld is a weak link of the pressure vessel, its performance directly affects the safety and reliability of the entire pressure vessel, and less data and research on P segregation in welds are found. Therefore, this article aims to study the Charpy impact performance of the RPV Ni-Cr-Mo-V steel weld metal and the corresponding fracture mechanisms after thermal aging of the weld material.
Material, specimen, and experimental procedure
The material used in this article is Ni-Cr-Mo-V weld thermal aging surveillance sample of RPV in a nuclear power plant. The as-received samples, and the first and second surveillance samples are studied. The aging time of the as-received samples, and the first and second batch of surveillance samples were 0, and 34,555 and 120,430 h, respectively. The specific composition is shown in Table 1.
Chemical composition of Ni-Cr-Mo-V steel weld.

In the study of thermal aging behavior of weld samples, 15 samples were selected for analysis. The sample number and service time are listed in Table 2. The sample No. 15 is only used for scanning Auger nanoprobe analysis. The ductile-to-brittle transition temperatures (DBTTs) are −23°C ± 9°C (9°C is the systematic and measurement deviation), −6°C ± 9°C, and −1°C ± 4°C, for unaged specimen, specimen aged for 34,555 h, and aged for 120,430 h, respectively. The sample geometry is shown in Figure 1.
Number and service time of weld metal sample.


Impact specimen size.
The impact test was carried out by the Zwick/Roll RKP450 impact tester in accordance with GOST 9454-78 regulation (Test method for impact bend at lower, ambient and higher temperatures). The working modes of the temperature control furnace are resistance wire thermal and liquid nitrogen spraying. The control accuracy meets the standard ±1°C, and the test compensation temperature is set according to the standard, see Table 3.
Test compensation temperature.

Using impact energy to characterize material toughness is a conventional procedure. 18 The impact energy Et includes the crack formation energy Ei and the crack growth energy Ep. Hence, in order to study the effect of thermal aging on Ei and Ep, the Charpy impact test behavior after thermal aging will be discussed.
A typical impact load–time curve is shown in Figure 2. In the right part of Figure 2, the energy axis is shown. The left part shows total load value. In correspondence to the impact process, the curve in Figure 2 is divided into different parts. It is shown that the impact fracture process consists of elastic deformation (OA), plastic deformation (AB), crack stability expansion (BC), crack instability expansion (CD), and tearing process (after D). 19

Load–time curve for a typical impact test. 18
The Zeiss Supra 55 SEM was used to observe the fracture surface of the impact samples. A total of 64 scanning electron microscope (SEM) images were used to count the brittle edge fragmentation. The size of each photo was 380 μm × 255 μm. The PHI-710 scanning Auger nanoprobe (Auger electron spectroscopy (AES)) was used to analyze the grain boundary and transgranular fracture surface of samples No. 15, No. 3, and No. 4. Approximately 30 different location points were studied for each sample.
The obtained spectral lines were analyzed using ULVAC-PHI MultiPak software. The analysis method of the software is based on differential Auger spectrum analysis. The concentration expression (1) 16 of each element at the grain boundary is as follows
where
Results
Charpy impact test
Figure 3 shows the load–time curves of samples No. 5 and No. 8. It is seen from Figure 3 that the fracture process of sample No. 5 includes the crack formation stage, which is divided into elastic deformation, plastic deformation, and crack formation at the maximum load. Then, it is followed by crack propagation stage, which is divided into crack stability expansion, crack instability expansion, and the final shear lip fracture. Fracture process of sample No. 8 is generally consistent with sample No. 5, except that after the crack is formed at the maximum load, it does not undergo the crack stable expansion phase but directly enters the instability expansion phase. The impact energy characteristic values Ei and Ep (Table 4) are obtained by decomposing the oscillographic impact curves of all the samples, and the samples having the same initial performance but different thermal aging times were grouped and compared. It can be seen from Table 4 that for each group of samples, the difference in Ei before and after thermal aging is generally small, while Ep and Ep/Et are significantly decreased after thermal aging. This is confirmed by samples No. 3 and No. 4 that Ei is 53 and 54 J, respectively. In this case, Ep is reduced from 11 J (No. 3) to 3.0 J (No. 4), and Ep/Et is reduced from 17% (No. 3) to 5% (No. 4). For samples No. 5 and No. 8, Ei for both is 52 J. In this case, Ep is reduced from 56 J (No. 5) to 2.5 J (No. 8) and the Ep/Et value decreased from 51% (No. 5) to 5% (No. 8). In summary, the weld samples were significantly embrittled after thermal aging.

Charpy impact load and absorbed energy curves of samples: (a) No. 5 and (b) No. 8.
Et and ratio of Ep to Et of weld metal sample.

This article mainly analyzes the fracture surfaces of samples No. 5 and No. 8 for which the test temperature is near the DBTT of Ni-Cr-Mo-V steel weld. Figure 4(a) and (b) shows the macroscopic topographies of samples No. 5 and No. 8, respectively. By observing the impact fracture surface, it is found that the fracture surface of sample No. 5 includes the dimple region (Figure 4(a1)) and the transgranular fracture region and intergranular fracture region from specimen notch root. The impact fracture of sample No. 8 includes the dimple region and the mixed fracture region (intergranular fracture (Figure 4(b1)) and transgranular fracture), intergranular fracture region, and transgranular fracture region. According to statistics, after thermal aging, the ratio of intergranular fracture fraction of sample No. 8 increased by 10% compared with sample No. 5. This is the main reason for obtaining smaller Ep of sample No. 8, compared to sample No. 5.
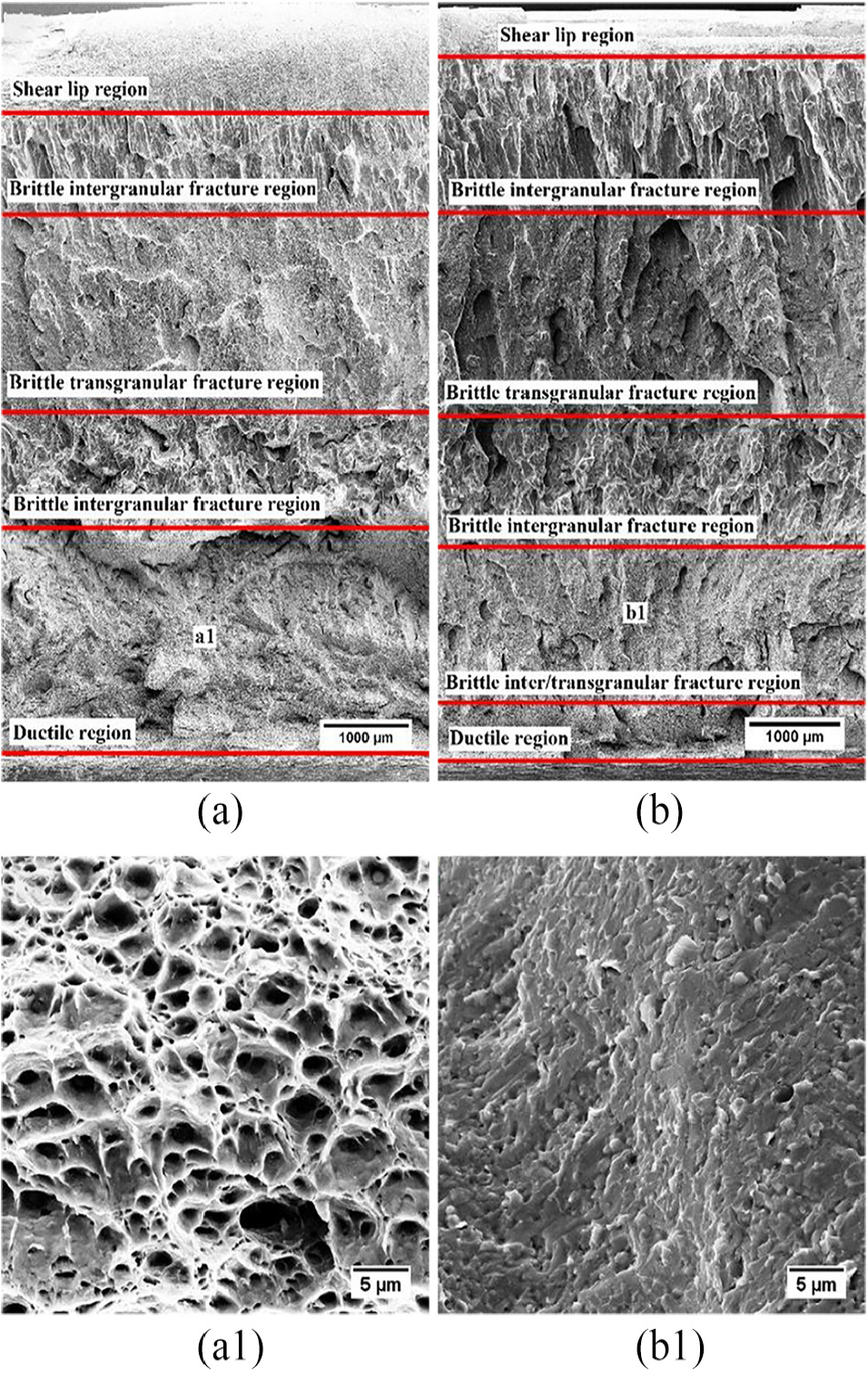
SEM images of facture surfaces of samples: (a) No. 5 and (b) No. 8.
Thermal aging embrittlement mechanism
Figure 5 shows the AES spectrum of the grain boundary and the transgranular fracture surface of samples No. 15, No. 3, and No. 4. It can be seen from Figure 5 that the grain boundary surface contains P, and the transgranular fracture surface, that is, the inside of the crystal grain, is substantially free of P, indicating that the P element is segregated at the grain boundary. Figure 6 shows the variation of P concentration at grain boundary of the sample measured with the service time. As shown in Figure 6, as the service time is extended, P concentration at grain boundary gradually increases. Segregation of P to the grain boundary is due to the fact that the structure of the grain boundary region is different from the structure of the complete lattice of the matrix. The atoms are randomly arranged in most of the grain boundary regions, and some atoms are arranged closely at the grain boundary, and some atoms are arranged. The arrangement at the grain boundary is loose, and there is a gap between the atoms. At this time, the free energy of the atom in the complete lattice position in the grain will be higher than the free energy at some position on the grain boundary, and the higher part of the free energy will become the driving energy of the atom from the complete lattice in the grain to the grain boundary. 21 Hondros and Seah 22 started from the Gibbs isotherm equation and analyzed that the lower solubility of P in steel leads to significant reduction in the grain boundary energy. The reduced grain boundary energy becomes the driving energy of the P element to the grain boundary segregation, so that P is segregated to the grain boundary. For a certain service temperature, the concentration of atoms segregated at the grain boundary is certain, so this segregation is called equilibrium grain boundary segregation, and the equilibrium segregation concentration can be reached only when the holding time tends to infinity.

AES spectra of grain boundary and transgranular fracture of samples: (a) No. 15, (b) No. 3, and (c) No. 4.

P atomic concentration versus service time (for sample No. 15, test temperature is −69°C; for samples No. 3 and No. 4, test temperature is −28°C).
Summary
In this article, based on the study of the thermal aging embrittlement behavior of Ni-Cr-Mo-V steel weld material for RPV of a nuclear power plant, the following conclusions are drawn:
The crack initiation energy of the sample is basically unchanged before and after thermal aging, and the crack propagation energy and the ratio of crack propagation energy to total impact energy is significantly reduced. The crack propagation energy of typical samples can be reduced from 56 to 2.5 J after thermal aging for 120,430 h, indicating that the weld sample is significantly embrittled during thermal aging.
Scanning Auger nanoprobe test found that P element segregated at the grain boundary and weakened the grain boundary bonding force, resulting in a brittle intergranular fracture ratio of the sample serving 120,430 h increased by about 13% compared with the sample serving 34,555 h.
P concentration at grain boundary gradually increased with the extension of the service time, indicating that the non-hardening embrittlement caused by the segregation of the impurity element P occurred during the thermal aging.
The future work will be developing a framework of lifetime prediction considering thermal aging mechanism for engineering structures.23–29 Some new designs of the structures inspired from composite materials made with the additive manufacturing technique may be helpful for future RPV material.30,31
Footnotes
Author note
Wenwang Wu is now affiliated with Department of Engineering Mechanics, School of Naval Architecture, Ocean and Civil Engineering, Shanghai Jiao Tong University, Shanghai, China.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors acknowledge the financial support by the Large-Scale Advanced PWR Nuclear Power Plant Major Projects (2018ZX06002008).