
Abstract
A spreadsheet-based simplified and direct toughness scaling method to predict the temperature dependence of fracture toughness Jc in the ductile-to-brittle transition temperature region is proposed. This method uses fracture toughness test data and the Ramberg–Osgood exponent and yield stress at the reference temperature, and yield stress at the temperature in interest to predict Jc. The physical basis of the simplified and direct toughness scaling method is the strong correlation between Jc and yield stress. The simplified and direct toughness scaling method was validated for Cr–Mo steel Japan Industrial Standard SCM440 and 0.55% carbon steel Japan Industrial Standard S55C by comparing the simplified and direct toughness scaling prediction results with the median results of an experiment performed at four temperatures ranging from −55°C to 100°C and at three temperatures ranging from −85°C to 20°C, respectively. The simplified and direct toughness scaling method can predict Jc from both low to high temperatures, and vice versa. Thus, 12 and 6 predictions were made for each material. The prediction discrepancy for these 18 cases ranged from −50.4% to +25.8% and the average absolute discrepancy was 22.1%. These results were acceptable considering the large scatter generally observed with Jc. In particular, in case of predicting Jc at temperatures higher than the lowest temperature of −55°C for SCM440, the simplified and direct toughness scaling method predicted Jc more realistically than the American Society for Testing and Materials E1921 master curve approach. Although the simplified and direct toughness scaling method requires additional tensile test data compared with the master curve approach, the acceptable prediction accuracy at high temperatures seems beneficial because the mass and time required for tensile tests are admissible.
Keywords
Introduction
To evaluate the structural integrity of deteriorated steel and cracked structures over time in the ductile-to-brittle transition temperature (DBTT) region, it is necessary to understand the following three characteristics of the fracture toughness Jc of the member, that is, (1) large temperature dependence (approximately 1000% change with a temperature change of 100°C),1–3 (2) Jc–specimen size dependence,4–11 and (3) large scatter,12,13 as shown in Figure 1. The temperature dependence on Jc has been attributed to embrittlement caused by a decrease in temperature. 2 Owing to its simplicity, the empirical American Society for Testing and Materials (ASTM) E1921 master curve (MC) approach2,14,15 has attracted increasing attention, although some studies have noted that the prediction needs to be improved for relatively high temperatures. 1 In contrast, the authors’ group has been developing an analytical approach that uses three-dimensional elastic–plastic finite element analysis (3D EP-FEA) with a focus on transferring the mean Jc between different specimen sizes9–11 and temperatures. 16 The theoretical basis of this analytical approach is the perspective that the scaled fracture stress is independent of the test specimen size and temperature.

Temperature dependence of fracture toughness Jc.
Assuming that the fracture in the DBTT region occurs under the small-scale yielding (SSY) condition and Ramberg–Osgood (R–O) stress–strain relationship, the author’s group proposed the stress distribution T-scaling method to scale the EP-FEA crack opening stress distribution at fracture at different temperatures. 16 Accordingly, by assuming the fracture stress for slip-induced cleavage fracture is temperature independent, 17 the authors applied the T-scaling method to scale the critical distance at different temperatures and enabled the direct prediction of the ratio of fracture load Pc between two temperatures (referred to as the critical distance scaling (CDS) method, which is briefly introduced in section “CDS method”). 16 The CDS method indicated a strong dependence of Pc on (1/σ0) (σ0: R–O fitting parameter correlated with the yield stress). Finally, Ishihara et al. 16 proposed a framework for predicting Jc at a temperature of interest Ti from Jc at a reference temperature Tr (see Figure 2). The framework was validated at temperatures ranging from −25°C to +20°C for Japan Industrial Standard (JIS) S55C and −100°C to −64°C for the A533B reactor pressure vessel steel.

Three-step procedure to predict the Jc temperature dependence using the CDS method. 16 Details of these procedures are explained in section “CDS method.” This study proposes a simplified method that does not require performing EP-FEA.
This framework is advantageous compared with the MC approach because (1) fracture toughness tests can be performed at arbitrarily selected single temperatures (cf. the MC approach recommends preliminary tests to be performed so that the test temperature is close to the estimated reference temperature T0), and (2) Jc at Ti can be predicted by performing EP-FEA.
The disadvantage of the proposed framework compared with the MC approach is that it requires tensile test results at Tr and Ti, specifically, the stress–strain relationships at these temperatures to obtain R–O parameters α and n and to run EP-FEA at Ti. However, this disadvantage seems to be allowable because the tensile test specimens are small compared with the fracture toughness test specimens and they show small scatter; therefore, two tests are usually enough.
Another disadvantage is that detailed 3D EP-FEA is required for Jc temperature dependence prediction. Practitioners and design engineers suggested that because they were unfamiliar with 3D EP-FEA, its use in the framework for predicting the Jc temperature dependence was a bottleneck.
Thus, in this study, the Jc temperature dependence framework shown in Figure 2 16 is extended so that Jc at a temperature of interest Ti can be predicted using spreadsheet calculations with minimal test data (specifically, fracture toughness test results Jc and Pc at a single arbitrary temperature Tr, R–O exponent n at Tr, and σYS at both Tr and Ti). For this purpose, (1) the Pc ∝ 1/σYS relationship was discussed and validated in a wide temperature range (target temperature range is over 100°C) for more than one material, and (2) a simplified method that uses the Pc ∝ 1/σYS relationship to predict the Jc temperature dependence using spreadsheet calculations was proposed and validated. This method was referred to as the Simplified and Direct Toughness Scaling (SDTS) method.
The Pc ∝ 1/σYS relationship and the SDTS method was validated for Cr–Mo steel JIS SCM440% and 0.55% carbon steel JIS S55C for a temperature range of −55°C to 100°C and −85°C to 20°C, respectively. The prediction discrepancy for these 18 cases ranged from −50.4% to +25.8%, and average absolute discrepancy was 22.1%. These results were acceptable considering the large scatter generally observed with Jc. In particular, in case of predicting Jc at temperatures higher than the lowest temperature of −55°C for SCM440, the SDTS method predicted Jc more realistically than the MC approach. Although the SDTS method requires additional tensile test data compared with the MC approach, the prediction improvement at high temperatures seems beneficial because the mass and time required for tensile tests are admissible.
CDS method
First, the CDS method to predict the ratio of fracture load Pc between two temperatures and a framework for Jc temperature dependence prediction (Figure 2) is briefly introduced. 16 Assuming that (1) the stress–strain relationship for a material is described by the R–O power law as

where σ0 and ε0 is the reference stress and strain, respectively; (2) fracture occurs in the DBTT region under the SSY condition, where the EP-FEA stress distribution is enveloped by the theoretical stress intensity factor (SIF) K and Hutchinson–Rice–Rosengren (HRR) stress distributions; 17 (3) the fracture stress for a slip-induced cleavage fracture is temperature independent; 18 and (4) the J-integral Je under SSY is equal to (Ke) 2 /E′, where Ke is the elastic SIF and E′ = E/(1 − ν2) (E: Young’s modulus, ν: Poisson’s ratio); the relationship between the two fracture SIFs Kcr and Kci at the reference temperature Tr and temperature of interest Ti, respectively, was deduced as shown below. Because fracture load Pc is proportional to Kc, the fracture load (Pci) can be predicted directly from the fracture load at Tr (Pcr), and this is called the CDS method

where In and
The CDS method was validated experimentally in the temperature range of −25°C to +20°C for 0.55% carbon steel JIS S55C (σ0: 444–394 MPa, α: 2.08–1.85, and n: 4.63–4.71), and −100°C to −64°C for the A533B reactor pressure vessel steel (σ0: 640–544 MPa, α: 4.18–3.77, and n: 6.05–5.85). In addition, the CDS method proved to be applicable for KJc/Kc ≤ 1.9; although this is not expected from the classical definition of the SSY condition, it was found to satisfy the redefined SSY condition in which the EP-FEA stress distribution is enveloped by the theoretical K and HRR stress distributions. Here, KJc is the fracture toughness Jc converted to SIF, and Kc is the SIF corresponding to the fracture load Pc of the specimen. 16
Based on equation (2), the following three-step framework was proposed to predict the Jc at temperature in interest Ti from minimal experimental data obtained at reference temperatures Tr and Ti (Figure 2): 16
Obtain the mean fracture load Pcrave at reference temperature Tr and perform tensile tests at both Tr and Ti to obtain stress–strain relationships and R–O parameters;
Predict the fracture load Pci at Ti using equation (2);
Finally, perform EP-FEA at Ti up to the predicted fracture load Pci and predict the fracture toughness as J corresponding to Pci.
Interestingly, the results for the aforementioned two materials showed the following approximate relationship

irrespective of whether T1 < Tr or Tr < T2, though equation (2) gives different expressions for these two cases.
Equation (3) is understood as showing Pc’s strong yield stress dependence; this does not contradict with equation (2) on the point that the R–O parameter n shows small temperature dependence and that α tends to decrease with temperature. 20 Specifically, by substituting n1 = n2 = n

is deduced. For T1 < Tr, the relationship Pc ∝ 1/σYS is directly deduced. For Tr < T2, the relationship Pc ∝ 1/σYS is numerically possible because σ0 and α show inverse tendency with temperature.
Equation (3) was considered useful because in many cases, although tensile tests are performed as check tests and σYS is available, the detailed stress–strain relationship is not determined in many cases and thus R–O parameters, which are necessary to predict Pci by equation (2), are not available. This semi-analytical empirical Pc prediction method shown in equation (3) was called the simplified and direct scaling (SDS) method.
Thus, the SDS method was validated in a wide temperature range (target temperature range is over 100°C) for more than one material. Then, a simplified spreadsheet-based method was proposed to predict the Jc temperature dependence using the SDS method, so that the time-consuming EP-FEA is not necessary. Finally, the proposed method was validated by comparing the predicted results with the experimental results.
Material
Materials
The materials considered are 0.55% carbon steel JIS S55C and Cr–Mo steel JIS SCM440, whose room temperature falls within the DBTT region. The S55C plate was quenched at 850°C and tempered at 550°C, and the SCM440 plate was used as received. Tables 1 and 2 show the chemical compositions of S55C and SCM440, respectively, and they indicate that the specimen materials met the JIS G 4051 and JIS G 4053 standards.
Chemical compositions of test specimens in wt% for S55C.

JIS: Japan Industrial Standard.
Chemical compositions of test specimens in wt% for SCM440.

JIS: Japan Industrial Standard.
Charpy impact tests
Charpy impact tests were conducted for the two materials in accordance with JIS Z 2242 21 using 2-mm-deep 45° V-notched specimens with dimensions of 10 mm × 10 mm × 55 mm. The results are shown in Figure 3. For S55C, −166°C and −85°C were selected for the lower shelf region and −45°C and 20°C were selected for the DBTT region. For SCM440, −166°C and −110°C were selected for the lower shelf region and −55°C, 20°C, 60°C, and 100°C were selected for the DBTT region. Because the DBTT differs for the Charpy and fracture toughness tests, tensile and fracture toughness tests were performed at all of these temperatures (indicated in red in Figure 3).

Charpy impact test results for (a) S55C and (b) SCM440.
Tensile tests
Next, stress–strain relationships were obtained for the selected temperatures in accordance with JIS Z 2241. 22 JIS standard 6-mm-diameter round bar specimens with 30-mm gage length were used. Up to 0.2% proof stress, the load rate was set at 20 MPa/s. Beyond 0.2% proof stress, the load rate was set at 30%/min, and this met the requirement of the standard 3–30 MPa/s up to 0.2% proof stress and 18%–48%/min beyond 0.2% proof stress.
Tables 3 and 4 show tensile test results together with R–O parameters for S55C and SCM440, respectively. The results obtained in the DBTT region, decided from the following fracture toughness tests, are listed. σB, σYS, and σ0.2 are the tensile strength, yield stress, and 0.2% proof stress, respectively. SCM440 does not show a clear yield point, and thus, σYS was not listed. Linear least squares regression analyses were performed on the logarithms of σ/σ0 and plastic component εp/ε0 to obtain α and n in equation (1); this is similar to the procedure used by James 20 for ASTM 302-B steel. R2 is the coefficient of determination for the fitted curve compared with each test result. S55C shows a clear yield point, and σ0 was set as σYS and ε0 was set as σYS/(Young’s modulus). SCM440 does not show a clear yield point, and σ0 was set as 0.2% proof stress and ε0 was fixed as 0.002. The lowest mean R2 was 0.9971 for S55C at −45°C. The R–O parameters for two specimens were averaged and used for data analysis in the following section.
Tensile test results (σB, σYS, and σ0.2 are the tensile strength, yield stress, and 0.2% proof stress, respectively) and R–O parameters (σ0, α, and n) for S55C in the DBTT region.

DBTT: ductile-to-brittle transition temperature; R–O: Ramberg–Osgood.
R 2 is the coefficient of determination for the fitted curve compared with each test result.
Tensile test results (σB and σ0.2 are the tensile strength and 0.2% proof stress, respectively) and R–O parameters (σ0, α, and n) for SCM440 in the DBTT region.
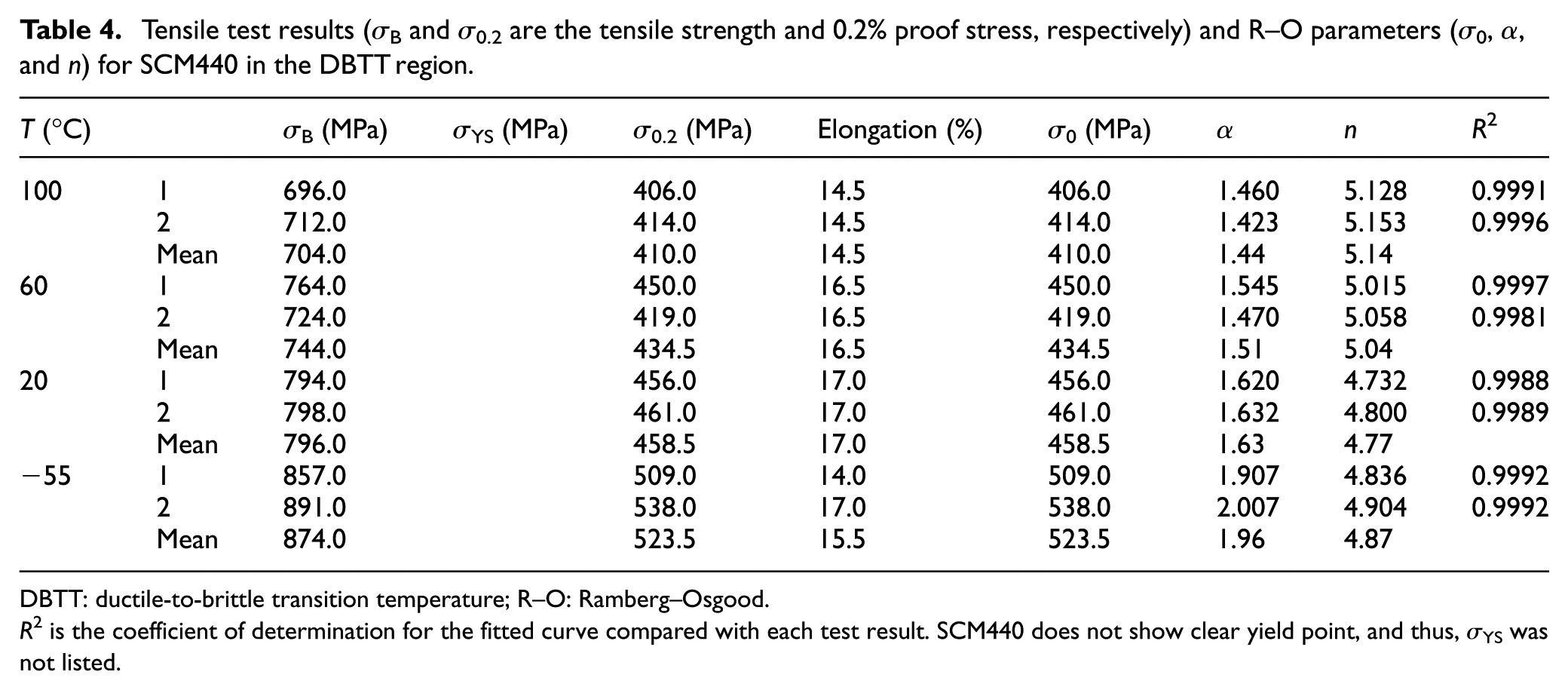
DBTT: ductile-to-brittle transition temperature; R–O: Ramberg–Osgood.
R 2 is the coefficient of determination for the fitted curve compared with each test result. SCM440 does not show clear yield point, and thus, σYS was not listed.
Figure 4 shows the temperature dependence of the nominal yield stress σYS, tensile stress σB, and R–O parameter σ0. Note that σYS for SCM440 is the 0.2% proof stress. Figure 5 shows the temperature dependence of the other R–O parameters n and α.

Relationship between tensile properties and tested temperature T for (a) S55C and (b) SCM440. σ0 is the R–O parameter related to σYS.
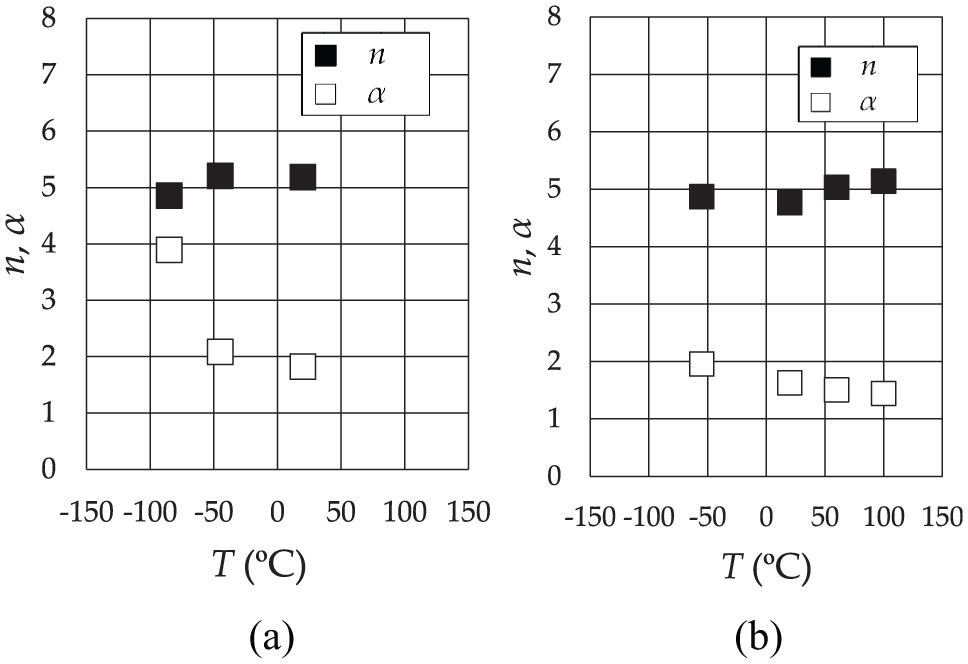
Relationship between R–O parameters and tested temperature T for (a) S55C and (b) SCM440.
According to Figure 5, the R–O parameters n and α are only slightly dependent on temperature in the DBTT region. The n for S55C at −85°C in the lower-shelf region showed values close to those in the DBTT region. However, α showed a significant change. As a small temperature dependence of n and α is a prerequisite for applying the SDS method, the method’s validation was examined using the DBTT temperature data along with the data at −85°C for S55C.
Fracture toughness test
Fracture toughness test procedure
Fracture toughness tests were conducted in accordance with ASTM E19212 using single-edge notched bend bar (SE(B)) test specimens of width W = 25 mm, thickness-to-width ratio of B/W = 0.5, and support span S = 4W, as shown in Figure 6. The specimens were sampled in the T–L direction in accordance with ASTM E399. 23
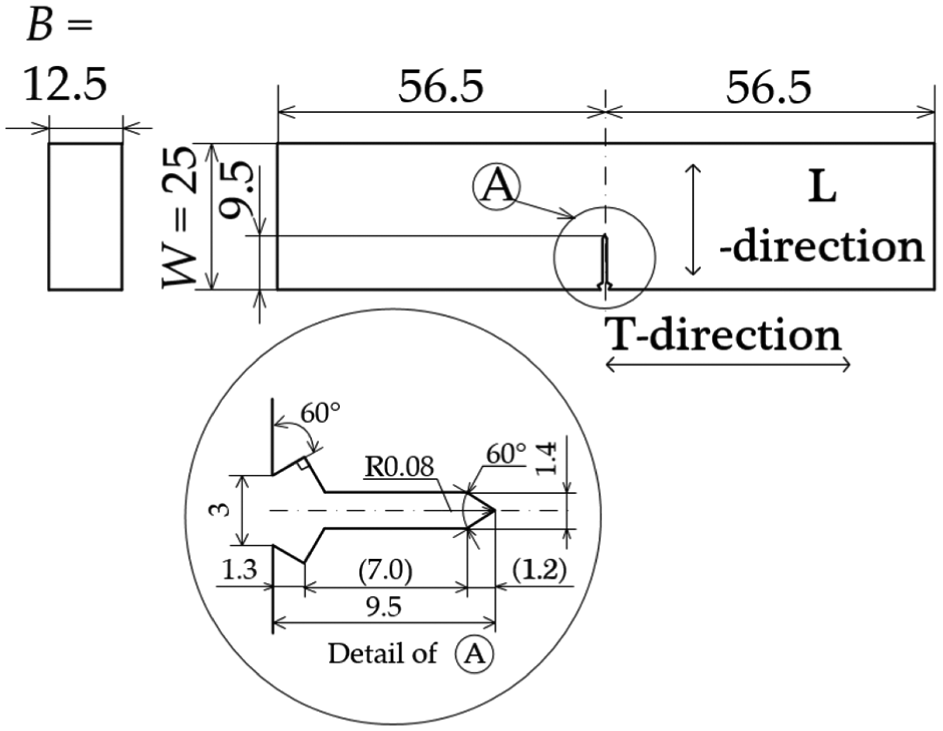
Dimensions of SE(B) fracture toughness test specimen. All dimensions are in millimeters. The support span was 4W, with width W = 25 mm.
Fatigue precracks of 3 mm were introduced at room temperature from the machined notch tip such that the initial crack length a prior to fracture testing was in the range of a/W = 0.496–0.504 (standard requirement: a/W = 0.45–0.55). These precracks were inserted with loads corresponding to Kmax = 20.8 and 14.0 MPam1/2 at the initial and final stages, respectively (standard requirement at the initial stage is Kmax ≤ 25 MPam1/2 and at the final stage is Kmax ≤ 15 MPam1/2). The maximum reduction in Pmax in these steps was 15.3%; this satisfies the requirement of reduction of ≤20%. The load ratio R = Pmin/Pmax was 0.1, and the load frequency was 10 Hz. The fatigue precrack propagation was measured automatically using a clip gauge by applying the compliance method.
In fracture toughness tests, the loading rate was set to 1.2 MPam1/2/s (standard requirement: 0.1–2.0 MPam1/2/s). The specimen temperature was maintained at T ± 1°C for 30 min (standard requirement: T ± 3°C for 15 min).
Tables 5 and 6 show the test results, where μ and ∑ are the median and standard deviation of each quantity, respectively. Pc is the fracture load, and Kc is the SIF K calculated using the crack depth a at Pc with the SIF equation for SE(B) according to ASTM E19212 as follows
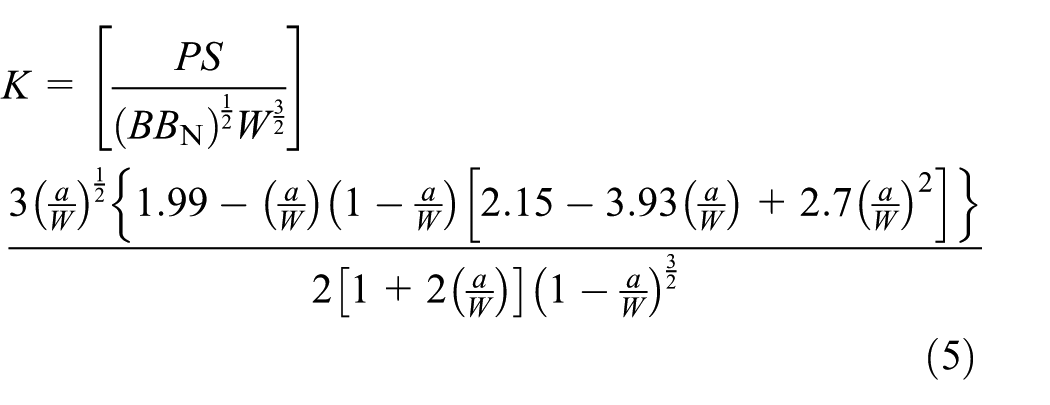
where B and BN is the specimen thickness and net specimen thickness, respectively. S = 4W is the support span.
Fracture toughness test results for S55C (SE(B) specimen: W = 25 mm, B/W = 0.5).

Here, μ and Σ are the median and standard deviation of each parameter, respectively. Data in parenthesis indicate KIc data that were not used for calculating µ and σ in this table and in the data analysis in the following section.
Fracture toughness test results for SCM440 (SE(B) specimen: W = 25 mm, B/W = 0.5).
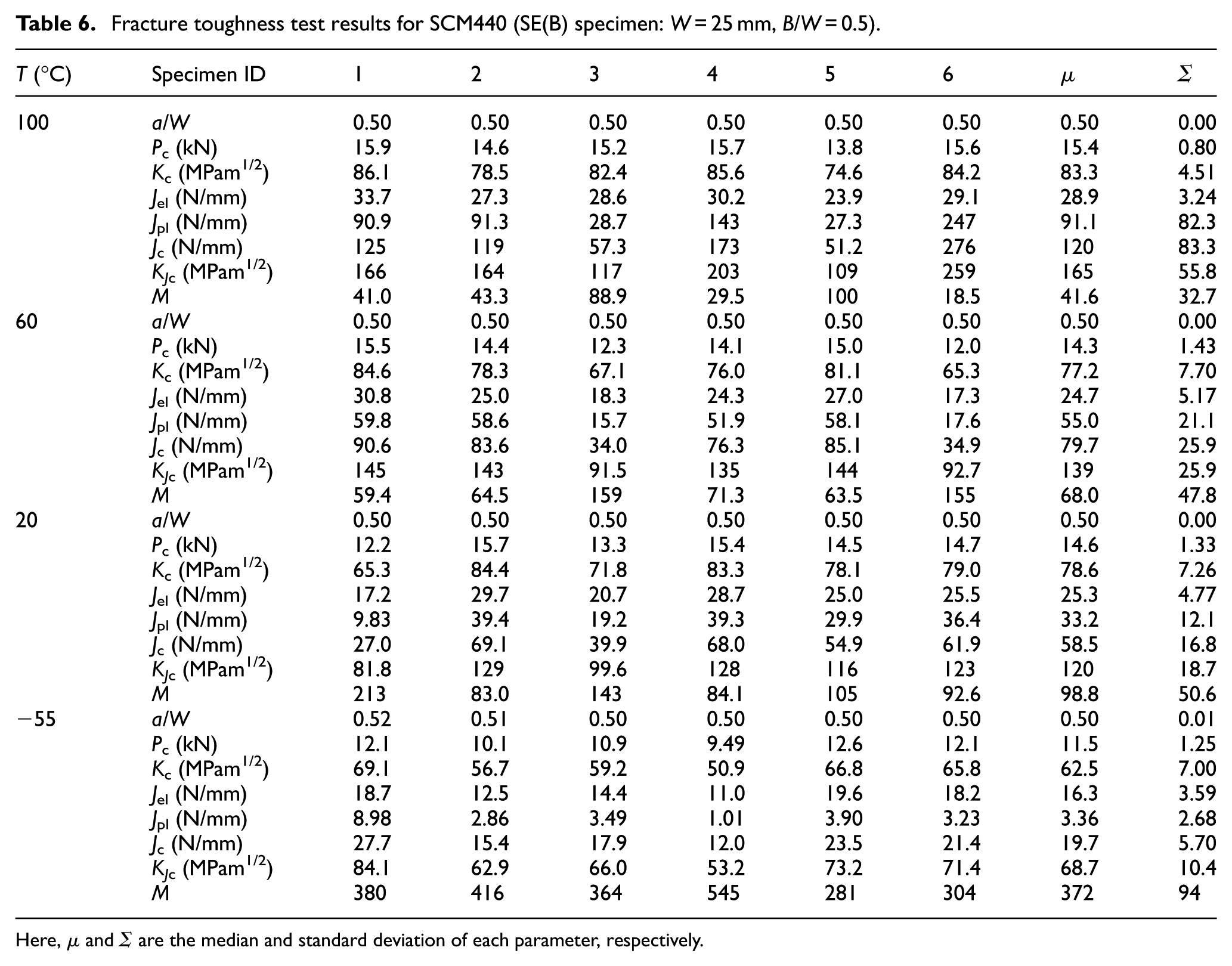
Here, μ and Σ are the median and standard deviation of each parameter, respectively.
J c is the fracture toughness calculated using equation (6) based on the load P–crack mouth opening displacement Vg diagram (P–Vg diagram) obtained according to ASTM E19212

where area Ap is the plastic component corresponding to the P–Vg diagram and η = 3.667 − 2.199(a/W) + 0.4376(a/W) 2 . KJc = (EJc/(1 − ν2))1/2, where E is Young’s modulus and ν = 0.3 is Poisson’s ratio. M = (W − a) σYS/Jc.
Fracture toughness test results
The test data for both materials obtained at −166°C were the plane–strain fracture toughness KIc, defined in ASTM E399 23 as Pc/PQ < 1.1, where PQ is the cross point of the P–Vg diagram and 95% slope of its linear region. Because this study aims to validate the SDS method in the DBTT region, the test results at −166°C were not included in these tables. Three KIc data (specimen id 1, 2, and 4, for which Pc/PQ < 1.1 and thus Jpl ≈ 0) were observed for S55C at −85°C, and thus, they were excluded in the data analysis. Two data points with M < 30 (specimen id 4 and 6) were obtained for SCM440 at 100°C. Because these two data points showed the stable crack extension to be less than (W – a)/20 and showed cleavage fracture, they were considered valid KJc data.
Figure 7(a) and (b) show the relationship between fracture load Pc and tested temperature T for S55C and SCM440, respectively. All data were plotted regardless of whether they belonged to KIc or KJc or whether they satisfied the ASTM E1921 requirement of M = σYS (W − a)/Jc ≥ 30. Figure 8 shows the temperature dependence of the fracture toughness KJc or plane–strain fracture toughness KIc for S55C and SCM440.
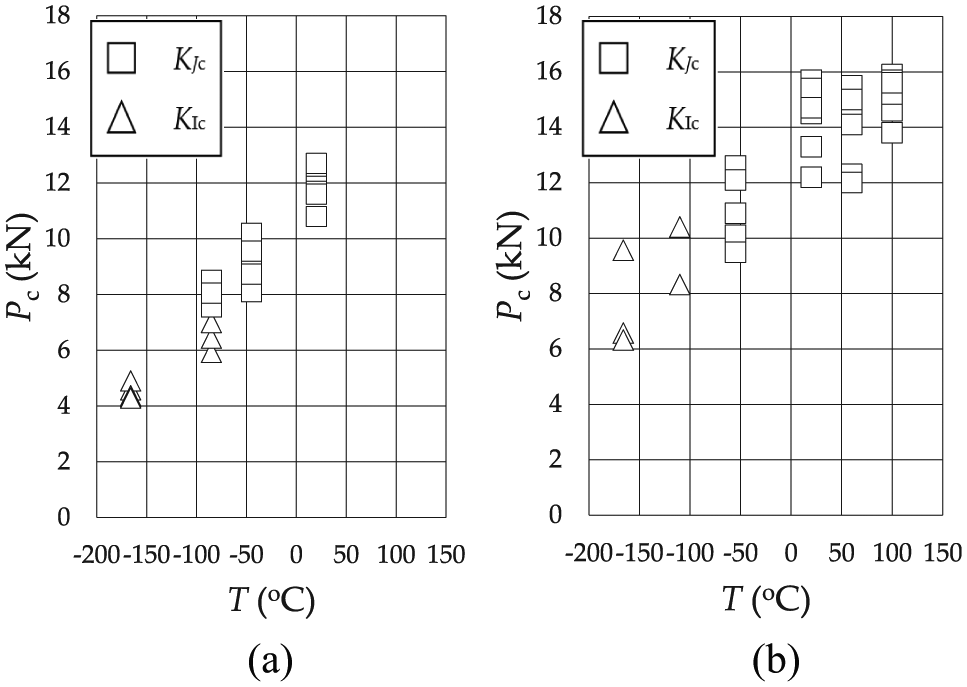
Relationship between fracture load Pc and tested temperature T for (a) S55C and (b) SCM440.
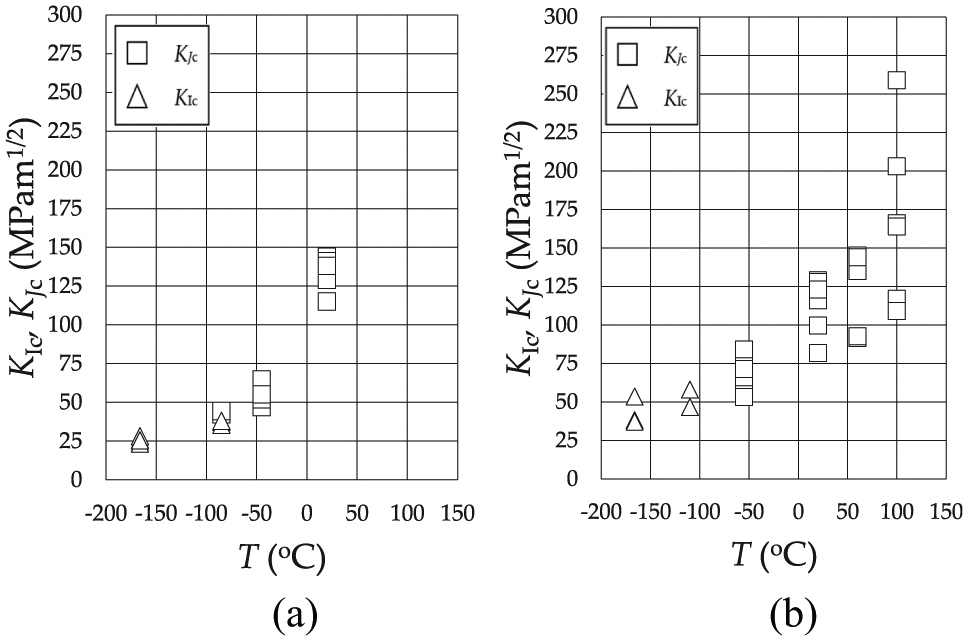
Temperature dependence of fracture toughness KJc or KIc for (a) S55C and (b) SCM440.
Validation of SDS method
The temperature dependence of Pc was reinterpreted as relationships between Pc and 1/σYS for S55C and SCM440 in Figure 9(a) and (b), respectively. Here, Pc for data corresponding to KIc was excluded. Considering that S55C showed a clear yield point but SCM440 did not, 0.2% proof stress was commonly used for σYS. The straight line in this figure was determined from a linear regression using all data. The experimental data indicated by the marks suggest a clear linear relationship for S55C and a probable linear relationship for SCM440. Thus, a cross-validation method 24 was used to examine the validity of the linear regression.

Temperature dependence of fracture load Pc reinterpreted as a relationship between Pc and σYS−1: (a) clear linear relationship for S55C and (b) probable linear relationship for SCM440.
A polynomial f(x) of highest order Q as defined in equation (7) is assumed, and the sample data set is fitted to this f(x), where x = σYS−1. Then, the root-mean-square error (ERMS) defined in equation (8) is evaluated for the remaining data set of sample number N, where y = Pc. From the combination of the selected sample data set, the minimum, median, and maximum ERMS were obtained as shown in Table 7. The highest Q is equal to the number of x data minus one; for S55C and SCM440, the number of x data is 3 and 4, so the highest Q is 2 and 3, respectively.
Root-mean-square error ERMS for fitting the Pc – (1/σYS) relationship by polynomial of order Q.

According to Table 7, the median ERMS was minimum for Q = 1 regardless of material, and thus, the linear relationship between Pc and 1/σYS was validated for the two materials. This conclusion is supported by a comparison of the fitted f(x) of order Q, where ERMS is closest to the mean ERMS in Figure 10(a) and (b)



Relationship between Pc and σYS−1: linear regression was validated by the cross-validation method for (a) S55C and (b) SCM440.
SDTS method
Derivation of SDTS method
In this study, the SDS method was validated for two materials in a wide temperature range, and the fracture load Pc was shown to be proportional to the inverse of the yield stress σYS in the DBTT region. Therefore, if a fracture toughness test is performed at a reference temperature Tr and fracture load Pcr is obtained, then fracture load Pci at the temperature of interest Ti can be predicted by performing tensile tests at Tr and Ti. If a detailed stress–strain relationship can be obtained for Ti, the fracture toughness could be predicted accurately by running 3D EP-FEA up to the maximum load of Pci. However, in many cases, tensile tests are performed as check tests, and only the yield and tensile stresses are known.
In the following, a four-step spreadsheet-based method to predict the Jc temperature dependence using the yield stress as tensile test data is proposed and is referred to as the SDTS method. Specifically, a situation is assumed in which the fracture toughness test data (median fracture load Pcr(med) and median of fracture toughness elastic and plastic contributions Jcrel(med) and Jcrpl(med)), yield stress σYSr, and R–O parameters (nr and σ0r) at reference temperature Tr are known and the prediction of median fracture toughness Jci(med) at the temperature of interest Ti is considered. At Ti, only a check tensile test was performed, and thus, R–O parameters are not known and only yield stress σYSi is known. By assuming that the difference in R–O exponent n between the two temperatures is small, the SDS method can be applied from an engineering viewpoint.
Step (1)—prediction of Pci: fracture load at Ti.
P ci is predicted from Pcr(med) by applying the SDS method, as described by equation (3). Because R–O parameter σ0i is not known at Ti, yield stresses are used instead as follows

Considering that the proposed method is applicable to both materials irrespective of whether they show a clear yield point, 0.2% proof stress was commonly used for σYS.
Step (2)—prediction of Jeli: elastic contribution to fracture toughness at Ti.
J eli can be evaluated immediately by calculating the SIF Ki corresponding to Pci and using the following equation

where Ei and ν are Young’s modulus and Poisson’s ratio of the material, respectively. Because a detailed stress–strain curve is assumed to not be available at Ti, Ei = σYSi/0.002 is used to calculate Jeli. ν = 0.3 is always used. In the case of SE(B) specimens, Ki is calculated using the following equation given in ASTM E1921 2

where ξ = a/W is the ratio of crack length a to the specimen width W, B and BN are the nominal and net specimen thickness, respectively. S = 4W is the support span.
Step (3)—prediction of Jpli: plastic contribution to fracture toughness at Ti.
For the plastic contribution Jpl, the following Electric Power Research Institution (EPRI) equation 25 was tentatively considered

where ligament length b = W – a; α, σ0, and n are the R–O parameters; and ε0 = 0.002. h1 is a function of a/W and n, which depends on the structure type. P0 is the reference load given for the structure type of interest. In the case of SE(B) specimens, P0 for SE(B) specimens is given as

where span S = 4W and c is a constant specified for a plane–strain or stress condition. By combining these two equations, Jpl for SE(B) specimens is expressed as

Because the EPRI Jpl equation is given for limited cases of plane–strain and stress condition, whereas the actual specimens are 3D and are different from these two extreme cases, it was considered that the absolute value of Jpl could not be predicted by the EPRI equation even if the load, specimen dimensions, and R–O parameters were given. However, if the functional shape of the EPRI equations can be used for 3D specimens, the 3D effects will be reflected in h1 and c in equation (14). If this assumption is accepted, it was considered that the Jpl ratio at the fracture load between temperatures Tr and Ti could be predicted using equation (14) as follows

Under another assumption that the temperature dependence of R–O parameters n and α is small in the considered temperature range and by combining equation (9) and replacing σ0s with σYSs, equation (15) can be expressed in a very simple form as follows

Using the median test value at Tr, Jpli is finally predicted as

Step (4)—prediction of Jci: median fracture toughness at Ti.
Finally, Jci is predicted as the sum of the predicted elastic and plastic components as follows

Validation of SDTS method
The application of the SDTS method to S55C has been explained in detail, in a situation where fracture toughness tests were performed at Tr = –85°C and the median fracture toughness Jci at temperature of interest Ti = –45°C was predicted.
Specifically, by referring to Table 5, the median fracture load at Tr was obtained as Pcr(med) = 8.05 kN. The median elastic contribution Jelr(med) and plastic contribution Jplr(med) to the median fracture toughness Jc(med) were obtained as 8.23, 0.48, and 8.71 N/mm, respectively. The stress–strain relationship is known at Tr, with yield stress (0.2% proof stress in this method) σYSr = 561.5 MPa, and R–O exponent nr = 4.86 is obtained from Table 3. Here, a situation in which the tensile test performed at the temperature of interest Ti = –45°C was a check test, that is, the yield stress σYSi = 474.5 MPa is known but the R–O exponent is unknown, is considered. Table 8 presents the spreadsheet inputs and the predicted results for this case:
Step (1). First, by applying equation (9), the fracture load at Ti was predicted as Pci = 9.53 kN. This was only 0.64% different from the median of experimental results, which is 9.47 kN, as listed in Table 5.
Step (2). This naturally leads to an acceptable Jeli prediction using the SE(B) SIF equation given in equation (11).
Thus, Jeli calculated from equations (10) and (11) shows a difference of −6.48% from the median test value of 10.8 N/mm. In this calculation, Young’s modulus at Ti was calculated as Ei = σYSi/0.002, and Poisson’s ratio of ν = 0.3 was used.
Step (3). Next, the plastic contribution Jpli was predicted using equation (17). Table 8 shows that this prediction of 2.92 N/mm was comparable with the median test value of 1.65 N/mm.
Step (4). Finally, the fracture toughness Jci at Ti was predicted by equation (18). Jci = Jeli+Jpli= 13.0 N/mm differed by only 4.00% from the median test value of 12.5 N/mm.
Prediction result for S55C for reference temperature Tr of −85°C and temperatures of interest Ti of −45°C and 20°C.

Tables 8–10 show the other temperature combination results for S55C. Similarly, Tables 11–14 show the results for SCM440. The average difference (absolute) between the predicted and mean test Jc values for 18 cases was 22.1%. The maximum observed difference for S55C was −50.4% for Tr = –45 and Ti = 20°C, and the minimum difference was 4.00% for Tr = –85 and Ti = –45°C. Generally, the prediction difference was small when Tr > Ti because Jpli is sensitive to Pci change at higher temperatures.
Prediction result for S55C for reference temperature Tr of −45°C and temperatures of interest Ti of −85°C and 20°C.

Prediction result for S55C for reference temperature Tr of 20°C and temperatures of interest Ti of −85°C and −45°C.

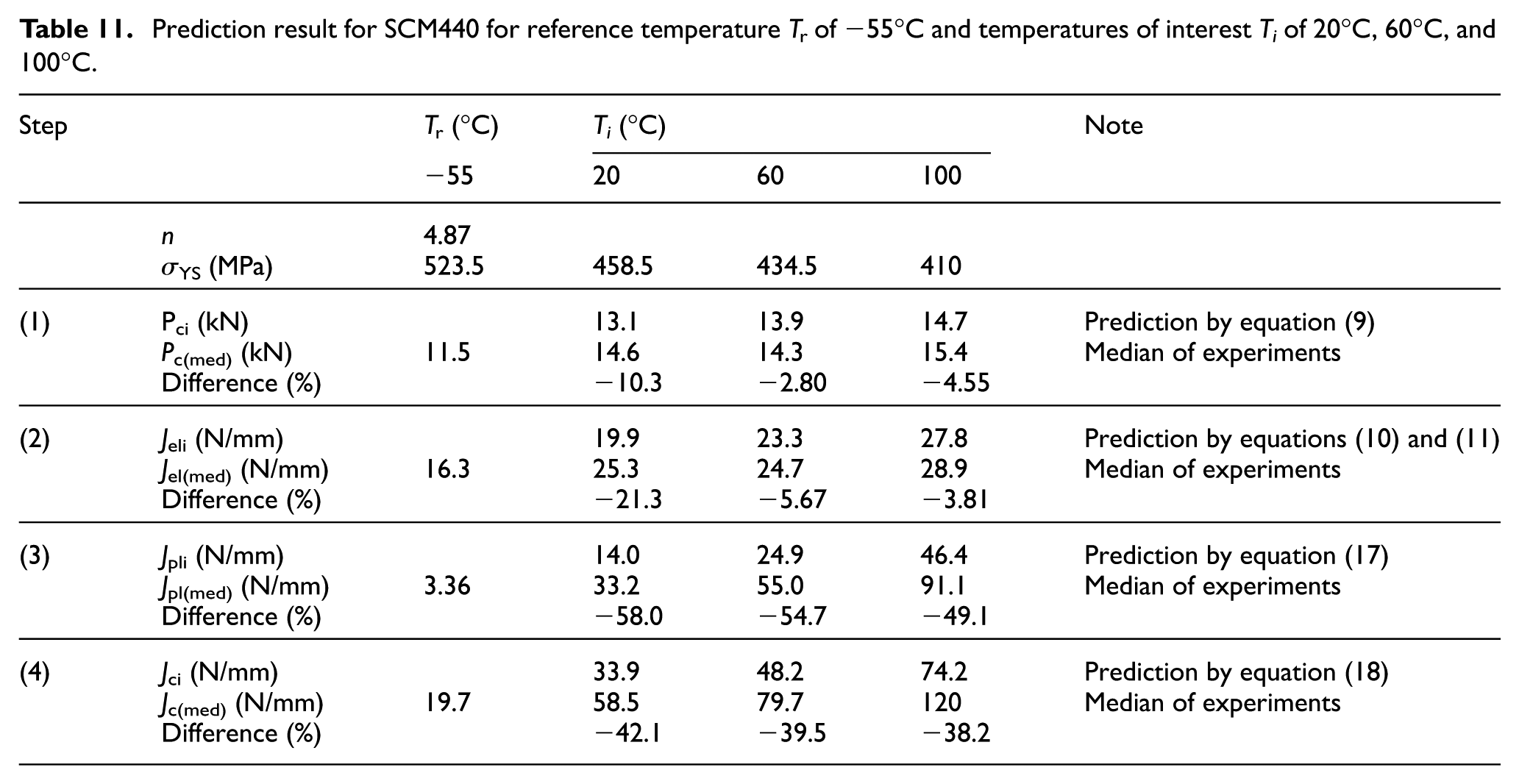
Prediction result for SCM440 for reference temperature Tr of −55°C and temperatures of interest Ti of 20°C, 60°C, and 100°C.
Prediction result for SCM440 for reference temperature Tr of 20°C and temperatures of interest Ti of −55°C, 60°C, and 100°C.

Prediction result for SCM440 for reference temperature Tr of 60°C and temperatures of interest Ti of −55°C, 20°C, and 100°C.

Prediction result for SCM440 for reference temperature Tr of 100°C and temperatures of interest Ti of −55°C, 20°C, and 60°C.
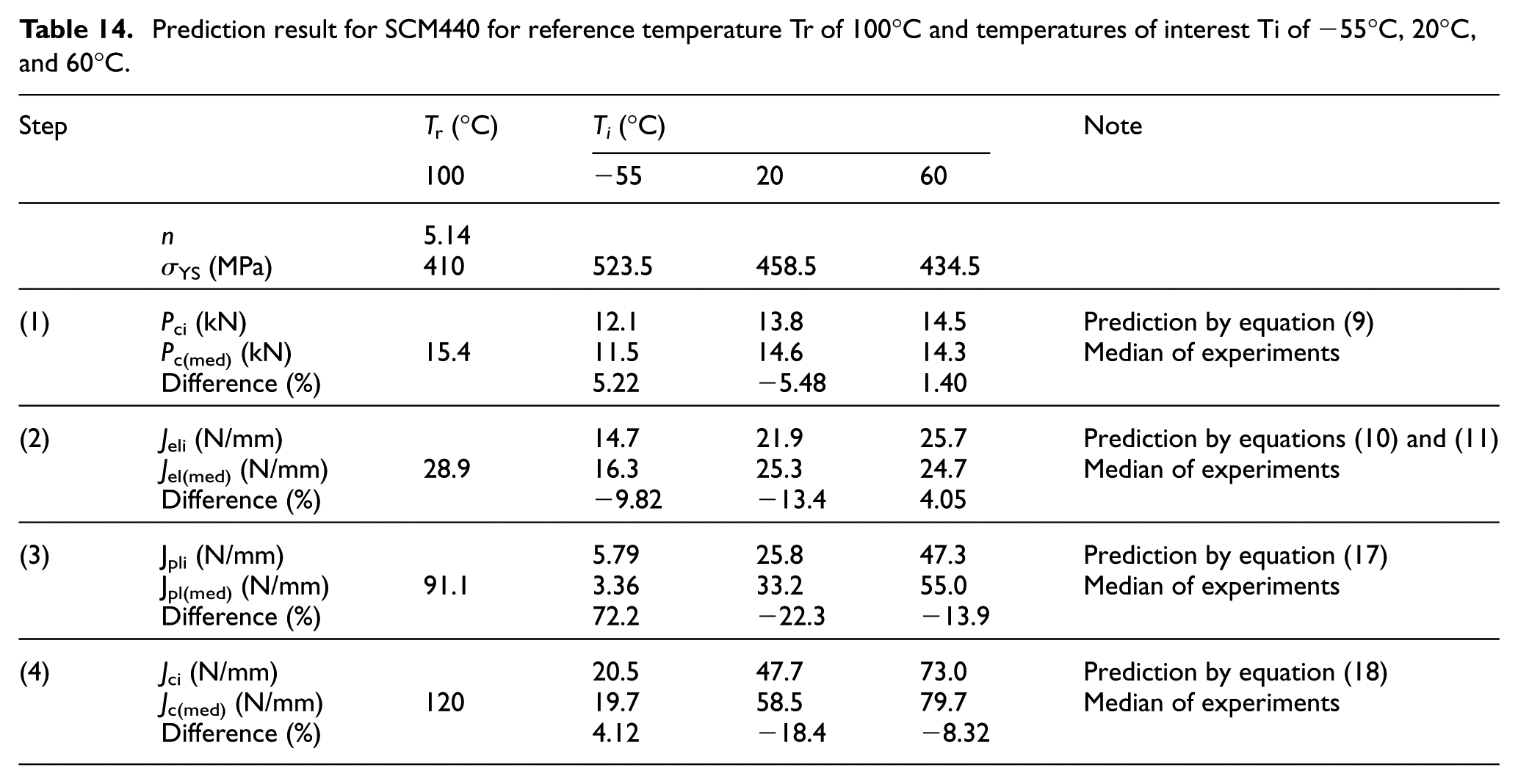
A similar tendency was observed for SCM440. The maximum observed difference was −42.1% for Tr = –55°C and Ti = 20°C, and the minimum difference was 4.12% for Tr = 100°C and Ti = –55°C.
In summary, the prediction discrepancy for these 18 cases ranged from −50.4% to +25.8%, and the average absolute difference was 22.1%. Considering the large scatter in Jc values, the proposed SDTS method seems to achieve prediction accuracy that is sufficient from an engineering viewpoint.
Discussion
The significance of the SDTS method is that it will enable design engineers and practitioners to predict the Jc temperature dependence in minimal time without requiring costly fracture toughness tests. Specifically, the SDTS method is advantageous because (1) it does not require preliminary tests to determine a suitable fracture toughness test temperature (cf. MC approach requires preliminary tests such as the Charpy impact test to select the fracture toughness test temperature so that this temperature is close to the desired reference temperature T0) and an arbitrary temperature can be selected as the reference temperature Tr, and (2) Jc at the temperature of interest Ti can be predicted by a simple spreadsheet calculations.
The disadvantage of the SDTS method is that it requires tensile test results at Tr and Ti; specifically, it requires the R–O exponent n and σYS at Tr and σYS at Ti. This means that check tensile test is not sufficient and a detailed stress–strain relationship is necessary at Tr. However, this disadvantage seems allowable because tensile test specimens are small compared with fracture toughness test specimens and they show small scatter; therefore, two tests are usually enough.
Moreover, there exist an equation based on Considere’s construction to estimate the R–O exponent n from the nominal yield and tensile stress σYS and σB obtained from tensile tests as following 26

Equation (19) estimated n within a range of −5.3% to +21.7% for S55C compared with the values listed in Table 3, and −5.5% to +2.6% for SCM440 compared with the values listed in Table 4. These results are acceptable, and in cases where a detailed tensile test to obtain a stress–strain relationship cannot be performed, this estimate will help.
The significance and advantages of the SDTS method compared with the ASTM E1921 MC approach are that it enables better Jc prediction at high temperature using low-temperature Jc data. For example, assume that the only data available for SCM440 were tested at −55°C; its SDTS reference temperature is Tr = –55°C and MC reference temperature is T0 = –8.9°C. Because|T0—Tr| = 46.1°C, this test was valid. Figure 11 shows the predictions performed using the two methods. The MC approach gave a non-conservative prediction for temperatures higher than 20°C, whereas the SDTS approach predicted KJc around the median value for all temperatures of interest.

Comparison of fracture toughness KJc temperature dependence prediction from test data obtained at −55°C for SCM440 by SDTS method and by ASTM E1921 MC method. The SDTS method showed better prediction than the MC method at temperatures higher than the test temperatures.
Figure 11 shows that the effort of obtaining supplemental tensile test data at Ti, which is required in the SDTS method, is worthwhile because of the resulting large improvement in KJc prediction accuracy. The SDTS method is expected to solve the problem of improving the prediction for relatively high temperatures that is faced in the MC approach. 1
The SDTS method was validated for application to the SE(B) specimen in this study. Because the EPRI Jpl functional form for other fracture toughness test specimen types is similar, the SDTS method is expected to be useful for other specimen types. Future studies should validate the SDTS method for other specimen types. In these future studies, if Jpl equations are developed for fracture toughness specimens that consider 3D size effects, improvement in the accuracy of Jc temperature dependence prediction is expected. Development of these equations is also our future work.
Conclusion
In this work, a spreadsheet-based method called the SDTS method was proposed to predict the temperature dependence of fracture toughness Jc in the DBTT region. Necessary data are fracture toughness test data (Pc, Jc with its components Jel and Jpl) and R–O exponent n and σYS at reference temperature Tr and σYS at the temperature of interest Ti to predicted Jc. The physical basis of the SDTS method is that the fracture stress for slip-induced cleavage fracture is temperature independent. The SDTS method was validated in a wide temperature range of −85°C to +20°C for S55C and −55°C to +100°C for SCM440. The prediction discrepancy for these 18 cases ranged from −50.4% to +25.8% and the average absolute difference was 22.1%. In particular, in cases for predicting Jc at temperatures higher than the lowest temperature of −55°C for SCM440, the SDTS method predicted Jc more realistically than the ASTM E1921 MC approach, even in a case of Ti = 100°C. Although the SDTS method requires additional tensile test data compared with the MC approach, the prediction improvement at high temperatures seems beneficial because the mass and time required for additional tensile tests are admissible.
Footnotes
Appendix 1
Acknowledgements
The author thanks Mr Takashi Inoue, Ms Momo Kusakabe, and Masayoshi Yamashita for their contributions to the fracture toughness tests. Furthermore, the author thanks Mr Hiroki Nakano, Mr Kazuki Shimomura, and Go Yakushi for their contributions to the data analysis.
Handling Editor: James Baldwin
Author contributions
T.M. conceived and designed the analysis and wrote the paper.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: A part of this work was supported by JSPS KAKENHI (grant no. 17K06050).