
Abstract
Mechanism of roll forming for the extra-thick plate is more complicated, which is greatly influenced by the thickness characteristics of extra-thick plate and affects the machining accuracy of the extra-thick plate. In order to improve the forming quality of the three-roll coiling machine for the extra-thick plate, a stress–strain model with a linear distribution of the thickness is established. Based on the analysis of roll deformation of extra-thick plate, the analytical model of the three-roll rolling process is established. The stress field distribution in the bending deformation zone was analyzed with the use of ABAQUS software. The influence of the pressure on the upper roller, the friction between the roll and the sheet, and the processing speed of the sheet on the forming of the plate were analyzed. The results show that compared with the medium-thick plate, extra-thick plate appeared more obvious stress concentration in the contact area between the roll and the plate and the maximum equivalent stress increased by 15.3%. When the upper roller moves down the same distance, the roll forming curve of the extra-thick plate is basically consistent considering the thickness characteristics or not, and the maximum deviation of the forming radius is 5.7%. The forming radius is constant when the roll processing speed is between 0.15 and 0.45 rad/s, and the forming radius of the extra-thick plate is larger than that of the 30 mm medium-thick plate by 2.3%. The forming radius of the plate increases with the increase of friction coefficient between the rollers and plate. Compared to the 30-mm medium-thick plate, the forming radius of the extra-thick plate increases by 20%.
Introduction
With the rapid development of shipbuilding, gas pipelines, aerospace, and other industries, the demand for large-scale thick-walled parts increases year by year. 1 In the actual rolling process, extra-thick plate is under the influence of many factors and its bending forming mechanism is also more complicated. In order to improve the roll forming quality and increase the processing efficiency, it is necessary to conduct an in-depth research on the roll forming process of the extra-thick plate.
The thickness characteristics of the plate are important factors which influence the bending of the extra-thick plate, and have a great influence on the forming results of the extra-thick plate. For the roll forming process of sheet metal, scholars from home and abroad have done a lot of research. Fujll et al. 2 found that during the rolling process, there is a strain gradient in the thickness direction of the plate, and the residual stress distribution in the thickness direction, the yield stress distribution, and the material hardening characteristics are very different. Zhang et al. 3 established a three-roll asymmetric pre-bending model, and the relationship between the pressure under the upper roller, the rebound angle, the rebound radius, and the pre-bending angle was studied. Quan et al. 4 established a three-dimensional dynamic finite element model of asymmetric roll-bending process using ANSYS software, analyzed the influencing factors of sheet forming, and verified by experiments. Alexandrov and Hwang 5 studied the bending moment and rebound phenomenon of all the opposite-shaped sheets during pure bending, and analyzed the distribution rules of residual stress and the influence of material and process parameters on springback. In order to explore the extra-thick plate’s forming mechanism, Liu et al. 6 conducted numerical analysis and experimental verification of the residual stress and strain generated during cold bending of thick steel plate. Weiss et al. 7 studied the influence of the thick residual stress distribution on the bending deformation process of aluminum sheets. The results showed that the thick residual stress distribution reduced the curvature value of the elastoplastic deformation transition moment of the sheet. Zhang et al. 8 analyzed the effect of thickness distribution on the pre-bending of the extra-thick plate. The results showed that the vertical force of the upper roller increased about 0%–13% when the thickness characteristics of the extra-thick plate was changed from 0% to 20%. There was a slight increase in rebound ratio, no significant change in the pre-bending angle before unloading. Salem et al. 9 conducted experimental analysis on the three-roll asymmetrical roll-bending process. The results show that the roll-bending force required for the rolling process increases as the thickness of the sheet and the yield stress increase. At present, many scholars have carried out a large number of simulation analysis and experimental verification of roll forming process of plate, but relatively few studies have been done on the roll forming of extra-thick plate, and have not been able to effectively study the influence of the thickness characteristics of extra-thick plate on the roll forming of plate by combining the three-roll finite element model.
In view of the above problems, this article mainly analyzes the thickness characteristics of the extra-thick plate and builds a numerical model of roll forming of the extra-thick plate. The three-roll finite element model of extra-thick plate was built using ABAQUS software. The stress field of roll deformation area was analyzed, and the influence of roll down pressure, friction force, and plate processing speed on the forming of extra-thick plate roll was studied. The difference of the forming process of the medium-thick plate and the extra-thick plate in the roll forming process was analyzed and the optimal process parameter interval for the three-roller was determined. Through the three-roller bending machine special thick plate bending test, the numerical model of the extra-thick sheet roll forming and the accuracy of the finite element model of the coiling machine were verified. Therefore, the research results of this article have found the theoretical basis for the actual machining process and have certain guiding significance for the practical engineering applications.
Stress–strain modeling for linear distribution of thickness characteristics
Thickness characteristic is thickness material characteristic. The extra-thick plate passes through roughing roll process and finishing roll process. Because of different rolling times, rolling reduction, and cooling rate, there will be strain gradient in the thickness direction of the plate. And the distribution of residual stress, yield stress, and hardening properties in the direction of material thickness is quite different. This is bound to have an impact on the plate bending process.
As the bending model of the extra-thick plate in accordance with the equal distribution of the thickness characteristics will lead to a large calculation error inevitably, it is necessary to establish a bending model of the extra-thick plate with non-uniform thickness characteristics. In order to analyze the model, the paper makes the following provisions on the strength distribution and hardening characteristics in the cross section of the sheet:
The extra-thick plate is equally divided into several thin plate layers along the thickness direction and each plate layer is parallel to the middle layer. The properties of the materials in each slab are consistent, and the yield stress of the plate is related to the actual distance (d) from the slab to the middle layer.
Assuming that the thickness distribution is linear and

In the expression,

From expressions (1) and (2), it can be seen that the yield strength of the plate with distance d from the middle layer is

If the curvature of the extra-thick plate is within the elastic-plastic range, then a approximate linear curve can be used to approximate the true stress–strain curve. In other words, different lamellar materials have the same elastic modulus and the hardening curves are parallel.
Then, the stress–strain mathematical model of the linear material considering the thickness distribution is

Extra-thick plate bending model
Analysis of three-roll bending process
Different specifications of the plate have different three-roll bending processes. In order to improve the stability of the bending of the extra-thick plate and to get less stress when pre-bending work rolls and fuselage, this article adopts the three-roll multi-pass rolling process as shown in Figure 1.

Multi-pass roll forming process: (a) alignment, (b) left pre-bend, (c) right pre-bend, (d) one-pass roll bending, (e) multi-pass roll bending, and (f) end of roll.
The process is as follows: (a) preparation stage, (b) left-side pre-bending, (c) right-side pre-bending, (d) first pass roll bending, (e) second pass roll bending, and (f) nth pass roll bending. Among them, the first pass rolling, the second pass rolling, and the nth pass rolling are collectively referred to as the continuous rolling process.
The lower rollers of the three-roll bending machine are a driving roller, which perform the rotating action by driving the motor. The upper roller is a passive roller, which has a vertical lifting function, and the movement of rolling depends on the curvature of the target of the sheet roll forming. During the actual bending process, the lower rollers start to rotate first. Because of the friction between the lower work rollers and the plate, the plate can be fed in the machining direction, and then the upper work roller is rotated. The entire roll-bending process is completed with the cooperation of the upper roll pressing amount.
Specific steps are as follows: First, as shown in Figure 1(a), the feed roller feeds to the appropriate location. Then, as shown in Figure 1(b), the upper roller moves left and moves down in order to make the left-plate pre-bent. As shown in Figure 1(c), the upper roller is right-shifted and pressed down to pre-bend the right side of the plate. After the first bending, the plate is subjected to the first pass roll forming as shown in Figure 1(d), the upper roller is pressed to a certain position according to the radius that needs to be formed, and then the two lower rollers start to rotate in the positive direction. Due to the friction between the lower roller and the plate, the plate is driven to move forward, and the plate rotates the upper roller to roll the plate. As shown in Figure 1(e), the upper roller continues to press and the lower roll rotates in reverse during the second roll-bending process. Then, as shown in Figure 1(f), repeat Figure 1(d) and (e) for the third pass roll bending. At this point, the roll formed cylinder is divided into three sections: a pre-bending section, a continuous bending section, and a remaining straight edge, while the forming radius of the continuous bending section is the overall size of the cylinder.
Analysis of roll deformation in extra-thick plate
As shown in Figure 2, the roll forming process of special thick plates can be divided into three stages: elastic bending stage, elastic-plastic bending stage, and unloading rebound stage.

Three roller bending diagram.
First of all, the plate gradually enters into the rolling deformation zone under the driving of the roller, and the elastic deformation has not occurred yet when the micro-segment reaches the cross section of the point A (the contact point between the right roller and the plate). After passing through point A, the micro-section plate gradually bears the bending moment applied by the roller, the plate near the cross section begins to undergo elastic deformation, the curvature gradually increases, and the center of curvature points to the direction of the upper roller. With the continuous feed of the plate, this micro-section plate gradually enters the section at point B (the boundary between the elastic deformation and the plastic deformation), the bending moment acting near point B gradually increases, and the sheet near the section begins to undergo elastic-plastic deformation. The area where elastic-plastic deformation begins to occur is the roll deformation area. When the micro-section plate reaches the point C (the contact point between the upper roller and the plate), the maximum bending moment of the micro-section is reached, and the radius of the forming curvature of the plate is also the minimum. Subsequent micro-section gradually moves from the C-point cross-section to move the D-point (the contact point between the left roller and the plate) cross-section, and the bending moment is gradually reduced to 0. This phase is the unloading rebound phase of the sheet.
In summary, the loading and unloading stages of roll forming are simultaneously happening in different areas. The AB segment is the elastic deformation segment, the BC segment is the elastic-plastic deformation segment, the CD segment is the unloading rebound segment, and the plate has the smallest forming radius at the C point. Due to the rebound effect of plate, the forming radius of the plate at D point is the final roll forming radius.
Establishment of roll mathematical model
The radius of the roll forming before and after the rebound of the plate will change,10–12 and the relationship between the radius of the plate before and after the rebound of the plate needs to be deduced. In order to improve the quality of the sheet metal formed by three-roll bending machines after springback, the three-roll springback theoretical model was established to predict the rolling radius of the plate after springback. 13 When the plate undergoes elastoplastic bending, the relationship between the radius of curvature before and after the rebound of the plate is

In the formula, R is the plate curvature radius before rebound (m),
Elastoplasticity bending total moment formula 1

The following equation can be obtained from equations (6) and (5)
Thickness strength of the extra-thick plate has a great impact on bending; its impact needed to be taken into account, bringing formula (4) into formula (7), formula (8) can be obtained

The roll-bending mathematical model establishes the relationship between the forming radius of the plate before and after rebound, and can predict the target curvature after unloading rebound, which has certain guiding significance for practical engineering application.
Finite element model simulation
Finite element model establishment
Sheet bending forming is a typical nonlinear dynamic process. It is difficult to analyze the dynamic nonlinear forming of plates in multiple processes by theoretical calculation alone. In order to study the actual rolling process of the extra-thick plate and to analyze the difference between extra-thick plate and the medium-thick plate, we can choose the extra-thick plate (t = 220 mm) and the medium-thick plate (t = 30 mm) for research. The dynamic process of three-roll continuous roll forming of sheet metal was simulated by finite element software, and the key factors affecting the quality of roll forming were analyzed and the process parameters were further optimized. As shown in Figure 3, finite element analysis model was established by ABAQUS software according to the real parameters (upper roller radius: 700 mm, lower roller radius: 425 mm, lower roller center distance: 850 mm) of CDW300 three-roll coiler. 14 The roll basically does not have elastic deformation in the actual rolling process. Therefore, the effect of elastic deformation can be ignored. So, the roll can be defined as discrete rigid body in the simulation and it is not necessary to assign material properties to it. The plate material is Q235B and its material properties are shown in Table 1.

Three-roll finite element model: (a) 220 mm thick plate finite element model and (b) 30 mm thick plate finite element model.
Mechanical properties of Q235B.

Stress analysis of roll deformation zone
The plate is greatly affected by the plate thickness in the rolling deformation. The thickness of the plate directly affects the stress field distribution of the plate, so the stress field analysis of the plate with different thickness is needed. For the plate thickness of 220 mm and 30 mm, the stress cloud diagram of the roll deformation zone is shown in Figure 4 when the upper roller is pressed down 20 mm.
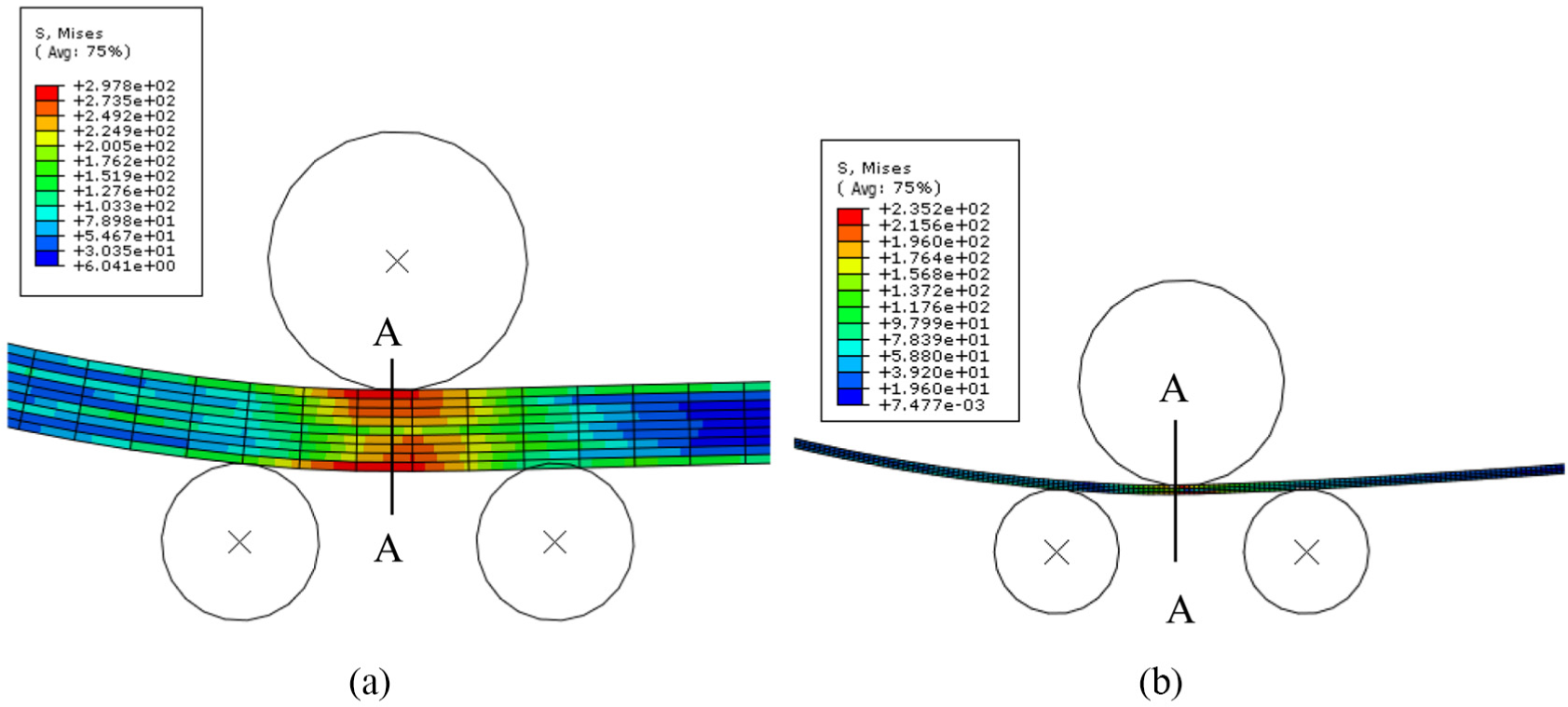
Sheet bending deformation zone stress map: (a) stress analysis of rolling deformation zone of extra-thick plate and (b) stress analysis of rolling deformation zone of medium-thick plate.
The rolling deformation of the equivalent stress distribution is quite different for the different thickness of the plate in the continuous roll-bending process. It can be seen from Figure 4(a) and (b) that the stress distribution in the rolling deformation zone of the extra-thick plate is not uniform and the stress concentration is obvious. The stress concentration is mainly concentrated in the contact area between the roller and the plate and the equivalent stress is extremely large, and the maximum of equivalent stress is 297.8 MPa. It can be seen from Figure 4(b) that the stress distribution of plate is more uniform and no obvious stress concentration occurs, and the maximum of equivalent stress is 235.2 MPa.
It can be seen from Figure 4(a) and (b) that the extra-thick plate appeared more obvious stress concentration in the contact area between the roll and the plate compared with the medium-thick plate, and the maximum equivalent stress extreme increased by 26.6%. This is because the extra-thick plate has a strong anti-deformation ability in the actual rolling process, and it needs to rely on the roll to provide a larger rolling force, so the stress concentration zone is the contact area between the roll and the plate. At the same time, because extra-thick plate is more thicker, the process of stress can be described as the pressure on the pull-down, the stress area is mainly concentrated in the upper and lower surface of the plate, the center layer is less affected, and lead to the plate’s force is not uniform along the longitudinal direction.
As shown in Figure 5, in order to further analyze the distribution of stress field in longitudinal cross section during sheet rolling, we need to number the nodes of section A-A and obtain the stress distribution of section A-A.
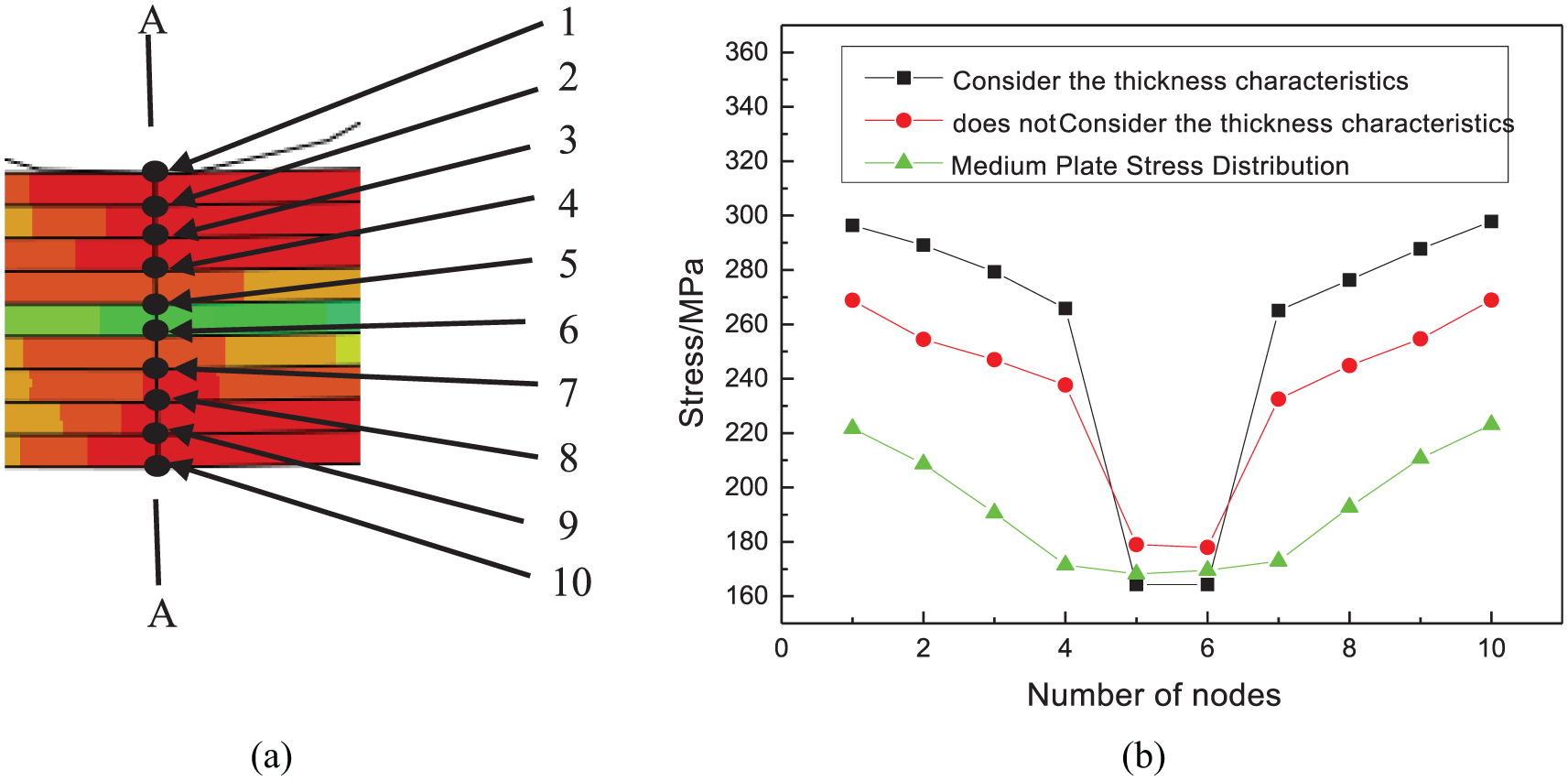
A-A section of the plate stress distribution diagram: (a) A-A section node numbering chart and (b) A-A section stress distribution chart.
It can be seen from Figure 5(b) that the stress distribution of the extra-thick plate tends to decrease from the surface layer to the middle layer, and the obvious inflection points appear at the nodes 4 and nodes 7. This is because the upper and lower surface of the extra-thick plate was subjected to force and a significant elastoplasticity deformation occurred in the actual rolling process, while the neutral layer was less affected and basically has no deformation. Compared with the extra-thick plate, medium-thick plate has less stress and its stress distribution is more uniform; this is because the medium-thick plate is relatively thin and has poor anti-deformation ability and the required rolling force is small. When the plate is continuously rolled and bent, its whole body will undergo elastoplasticity deformation, so the stress distribution is more uniform. The thickness of the upper and lower surface of the extra-thick plate considering the thickness direction is 9.8% higher than that of the non-thickness plate, while the stress value of the middle layer is small, which is reduced by 7.9%. This is due to the fact that the yield stress of the surface layer material considering the thickness characteristic of the extra-thick plate is large, and the stress of the middle layer material is small. There is a stress difference in the thickness direction of the plate, and the larger the thickness of the plate, the greater the difference in the yield stress in the thick direction and the smaller the stress in the middle layer. It can be seen from the above analysis that the greater the thickness of the sheet, the greater the uneven distribution of the thickness direction strength. Therefore, the greater the thickness of the sheet, the more attention should be paid to the influence of the material properties of the thick sheet on the sheet processing.
The influence of the amount of pressing on the extra-thick plate
The deformation degree of the plate is greatly influenced by the amount of pressing on the upper roller in the actual rolling process. The elastoplasticity deformation zone of the plate will change when the amount of pressing on the upper roller changes, which will affect the sheet forming, and the simulation results are shown in Figure 6.
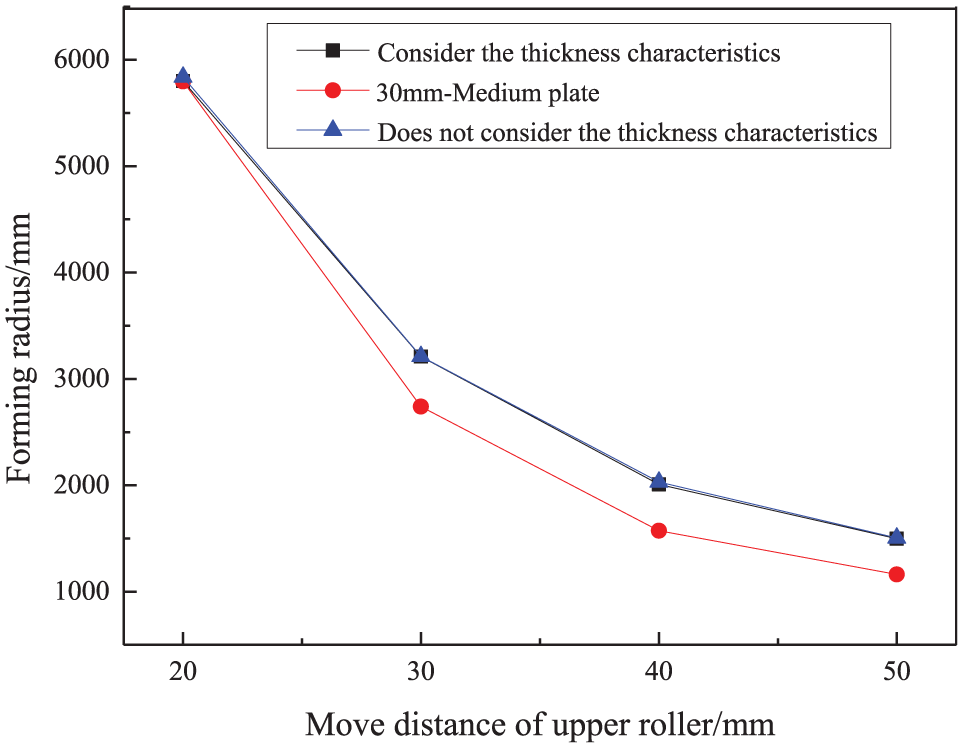
The roll forming chart of different amount of pressure.
As can be seen from Figure 6, when the upper roller moves downward by the same distance, the roll forming curve of the extra-thick plate taking into account the thickness characteristics or not is basically consistent, and the maximum deviation of the forming radius is 5.7%. This shows that the thickness characteristics have little influence on the forming radius of the extra-thick plate, which cannot be considered in practical engineering applications. The forming radius of the extra-thick plate is larger, and the maximum deviation is 19.8% compared with the medium-thick plate. This is because the thicker the plate, the stronger the resistance to the deformation. The less material that undergoes plastic deformation nearer to the middle layer, the more elastically deformed materials are, and the more springback after unloading, the larger the forming radius. The forming radius of the sheet decreases with the increase of the pressure on the upper roller. When the pressure of the upper roller is relatively low, the decreasing trend of the forming radius of the sheet is obvious. However, the downward trend gradually tends to be gentle with the increase of the pressure on the upper roller. This is because the greater the amount of pressure on the roller, the greater the deformation of the inner and outer surfaces of the plate, the greater the amount of plastic deformation, and the smaller the amount of elastic deformation in the total deformation of the plate. The springback rate decreases, the forming radius decreases, and the decreasing trend of the plate forming radius gradually decreases as the plastic deformation decreases.
The effect of processing speed on the extra-thick plate
The extra-thick plate is more difficult in the roll-bending processing. The roll-bending processing speed directly affects the forming efficiency of the plate. On the premise of ensuring the quality of forming, increasing the processing speed of the plate properly has great significance for the actual production. At the same time, the rolling is a slow forming process, the bending quality varies with the rolling speed, and the different bending quality is obtained at different speeds. The influence of the rolling speed on the forming radius is analyzed as shown in Figure 7.
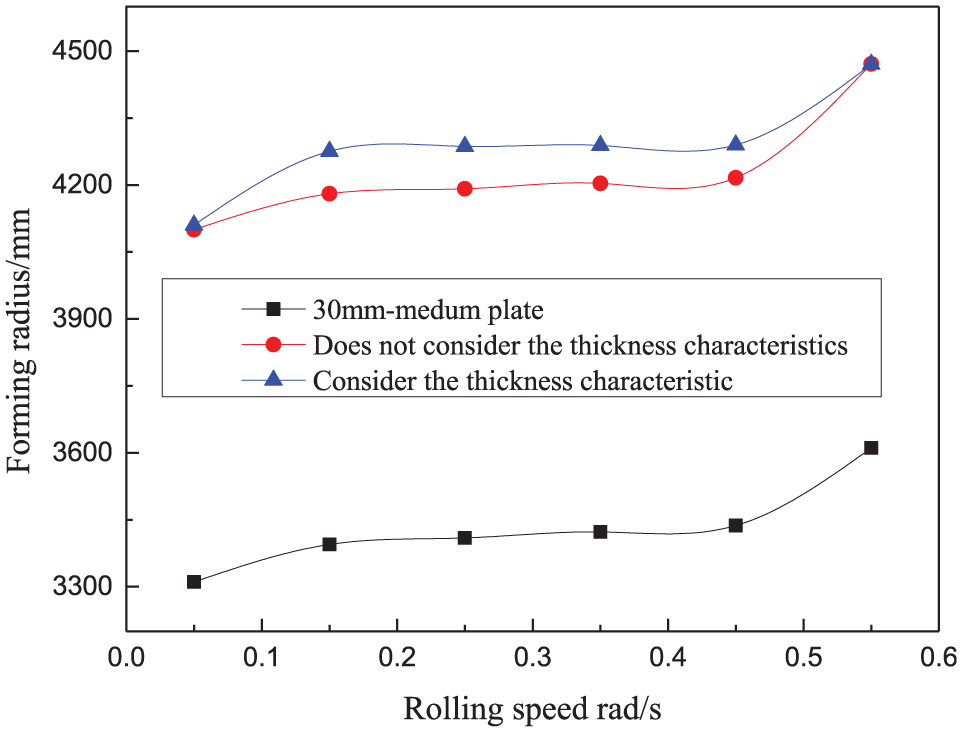
Rolling of plate at different roll speeds.
It can be concluded from Figure 7 that the greater the rolling speed of the plate is, the larger the forming curvature of the plate is, but the overall amplitude does not change much. The forming radius obtained is constant when the roll processing speed is between 0.15 and 0.45 rad/s. At this time, the forming radius of the sheet remains substantially with the increase of the bending processing speed. The forming radius of the plate increases sharply and cannot reach the target curvature when the roll processing speed exceeds 0.45 rad/s. The forming radius of the plate is obviously reduced, and the target curvature cannot be achieved when the roll processing speed is less than 0.15 rad/s. Compared with the plate (30 mm), the forming radius of extra-thick plate is larger, which has increased by 15%. This is because of the strong deformation resistance of extra-thick plate, the proportion of plastic deformation area is relatively small, and the elastic deformation zone in the middle of the sheet increases, which makes the final forming radius larger. Compared with the extra-thick plate without considering the thickness direction, the forming radius is larger considering the thickness characteristics. This is because that the yield strength difference between the rolling surface and the middle surface of the extra-thick plate considering the thickness direction is larger. Therefore, the strain gradient exists in the inner thickness direction inevitably, and the elastic deformation area occupies a relatively large proportion, so that the springback amount and the forming radius is relatively large. Therefore, in order to improve the forming precision of the bending machine, it is necessary to control the rolling speed.
The influence of friction on the processing of extra-thick plate
The plate feeding needs to be provided by the friction between the sheet and the roll in the roll forming process, and the frictional force directly affects the roll forming quality of the sheet. The friction coefficient between the roll and the plate is adjusted to 0.1, 0.2, 0.3, 0.4, and 0.5, and the simulation results are shown in Figure 8.
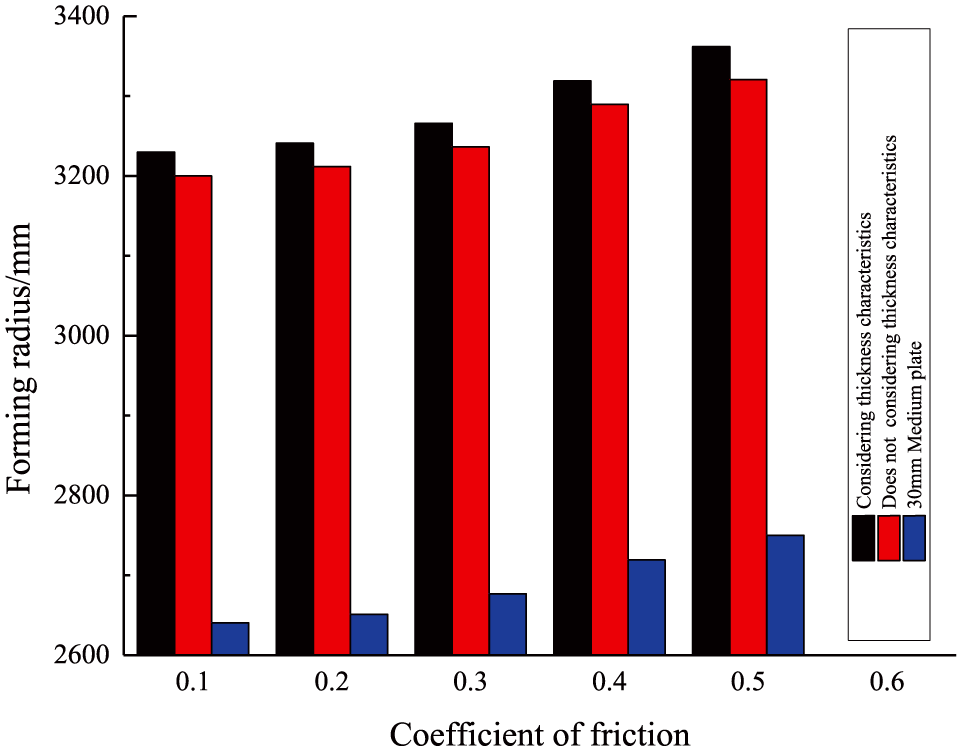
Roll forming radius at different coefficients of friction.
As can be seen clearly from Figure 8, the forming radius of the plate gradually increases as the friction coefficient between the roll and the plate increases. This is because the greater the friction force between the rollers and plate, the smaller the actual bending moment and the greater the forming radius. When the friction coefficient is between 0.1 and 0.3, the forming radius of the plate increases slowly. When the friction coefficient is greater than 0.3, the forming radius of the plate increases relatively. Therefore, when the friction coefficient does not exceed 0.3 in the actual production, the forming radius changes less, and its influence on the rolling forming of the plate can be ignored.
The forming radius of extra-thick plate is larger compared with the plate (30 mm) and increases by about 20%. This is because the deformation of the plate becomes very large, and the final forming radius is small when the roll down amount is 30 mm. Although the deformation of extra-thick plate is also very large, there is still some part of the elastic deformation that occurs due to the thicker plate and anti-deformation ability, so the final forming radius of the plate after rebounding becomes larger. The final forming radius of extra-thick plate considering the thickness characteristics is slightly increased compared with without considering the thickness characteristics. This is due to the large difference in yield strength between the rolling surface and intermediate surface of the extra-thick plate, which inevitably causes a strain gradient in the internal thickness direction. At the same time, the proportion of its elastic deformation area is relatively large, so that the rebound amount of the plate is relatively large and the forming radius is relatively large.
Generally speaking, rolling can produce the required radius of the plate. However, there are shortcomings in this process. The plate will have straight edges after bending. There is an unbending section at the front end and back end of the plate. The length depends on the distance from the center roller to the side roller. Therefore, in order to eliminate the straight edge, the plate must be pre-bending. Rolling time also affects the quality of the sheet. The longer the rolling time is, the more uniform the plastic deformation and curvature radius of the plate are. In the rolling process, if the bending deformation is large, the thickness of the material in the deformation area will become thinner. It also causes cold deformation and strengthening of metals. This will reduce the plasticity and toughness of metal materials and increase their strength and hardness. Brittle fracture is easy to occur.
In summary, by analyzing the bending mechanism of the thick plate and the bending forming process of the large coiling machine, the stress–strain model with a linear distribution of thickness strength is established. The simulation of the process parameters in the special thick-rolled sheet bending is analyzed. The influence law of sheet metal processing has improved the design and process level of large-scale coiling machine, and improved the rolling efficiency and forming quality of extra-thick sheet.
Conclusion
In this article, according to the characteristics of the thick material and the roll-bending mechanism of the extra-thick plate, a roll-bending mathematical model is established for the relationship between the forming radius before and after springback of the plate. The roll-bending process analysis and finite element simulation analysis of large three-roller plate rolling machine are also carried out. Compared with medium-thick plate, the influence of upper and lower roller pressure, processing speed, and friction on extra-thick plate processing is studied. The main conclusions are as follows:
The equivalent stress of the roll deformation zone of the different thickness plates in the continuous roller bending process is quite different. The extra-thick plate has obvious stress concentration phenomenon in the contact area between the roller and the plate compared with the medium-thick plate, and the maximum equivalent stress extreme value increases by 15.3%. This is because the extra-thick plate has strong anti-deformation ability, and it needs a larger rolling force in the actual roll-bending process. This is mainly achieved by pressing down the upper roll, so the stress concentration zone is the contact area between the roll and the plate.
The roll forming curve of the extra-thick plate taking into account the thickness characteristics or not is basically consistent when the upper roller moves downward by the same distance, and the maximum deviation of the forming radius is 5.7%. The forming radius of the extra-thick plate is larger, and the maximum deviation is 19.8% compared with the medium-thick plate. The thicker the sheet, the stronger the resistance to deformation. After the unloading, the springback increases and the forming radius increases correspondingly.
The forming radius is constant when the roll processing speed is between 0.15 and 0.45 rad/s. The forming radius of the plate sharply increases and cannot achieve the target curvature when the roll processing speed exceeds 0.45 rad/s. The forming radius of the plate is obviously reduced when the roll processing speed is lower than 0.15 rad/s, and the target curvature cannot be achieved. Compared with the plate (30 mm), the forming radius of the extra-thick plate is larger and increases by 2.3%. Compared with the extra-thick plate without considering the thickness characteristic, the forming radius of the extra-thick plate is larger considering the thickness characteristic.
The forming radius of the plate increases with the increase of the friction coefficient between the roll and plate. The forming radius of the plate increases slowly when the friction coefficient is between 0.1 and 0.3, and its influence on roll forming can be neglected. The forming radius of the extra-thick plate is 20% larger than that of 30 mm plate.
Footnotes
Acknowledgements
The authors gratefully acknowledge the financial assistance provided by Jiangsu Province Key R&D Plan of China (BE2015139), and also would like to acknowledge the support provided by Zhenjiang Forging Machine Tool Factory. Authors are also thankful to the reviewers whose learned comments have helped a lot in improving the quality of this work.
Handling Editor: James Baldwin
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The financial assistance provided by Jiangsu Province Key R&D Plan of China (BE2015139).