
Abstract
The purpose of this article is to solve the uneven deformation problem of electrical steel strip caused by high-temperature phase transition during hot rolling process. The hot rolling process of electrical steel strip is built by ABAQUS software, importing the constitutive model of electrical steel. The effect of temperature drop in the edge of electrical steel strip on the profile and flatness of strip is studied. Simulation results show that the strip edge temperature drop has great effect on hot rolling process of electrical steel strip. When electrical steel strip is in single-phase state, the strip edge temperature drop can reduce the strip crown, but also lead to larger rolling pressure and local high point height in the strip edge. When electrical steel strip is in two-phase state, the local high point height in the strip edge does not exist, but the strip edge temperature drop can lead to larger strip crown.
Introduction
Electrical steel is a kind of ferrosilicon soft magnetic alloy with high efficiency, energy saving, and low carbon content, which is the key material for national defense and military project. Electrical steel can also support national electromechanical industry and energy development strategy.
The quality of profile and flatness of electrical steel strip are very demanding, which have been paid more and more attention by producers and users.1–3 The upstream of hot rolling mill is the key frame for both crown and flatness control. However, because of the particularity of material composition, electrical steel strip has the phenomenon of high-temperature phase transition when it is rolled in the upstream. On the other hand, the temperature of strip edge decreases rapidly and the transverse temperature distribution of strip is uneven, which results the uneven deformation of strip. The above phenomenon leads to the complex plastic deformation of electrical steel strip during hot rolling process. Therefore, profile and flatness control method of carbon steel cannot achieve high precision profile and flatness control for electrical steel strip.
Temperature is an important factor for profile and flatness control of electrical steel strip during hot rolling process, especially in the upstream of hot rolling mill. Temperature is the most sensitive parameter and has direct effect on the microstructural evolution and further the mechanical properties.4,5 The accurate control of temperature guarantees the quality of products and homogeneity of properties along the strip length. Many researchers have made studies on the evolution law of strip temperature during hot rolling process. Based on the actual hot strip mill, the thermal models were established by Sha et al. to simulate the temperature distribution along the whole strip length from the reheating furnace exit to the down coiler. A self-learning algorithm was thus employed to improve the calculation accuracy. 6 The hot rolling process was modeled in three dimensions by Bagheripoor and Bisadi. The appropriate models for heat transfer mechanisms were considered and the temperature distribution along the rolled strip and the temperature variation during hot strip rolling process were predicted. 7 After a systematic analysis of the methods and results in the literature, the experimental data collected using a specific experimental apparatus to measure the transverse strip temperature distribution out of the last finishing stand of an 1800-mm-wide thin hot strip rolling mill were presented by Zhang et al. 8 A mathematical model based on the finite element method and the Scheil additivity rule was presented by Serajzadeh 9 for predicting the temperature distribution and phase transformation behavior on the run-out table during the hot strip rolling of a low carbon steel. The mathematical models related to phase transformation were established by regression analysis and then written to be ABAQUS subroutines, which were subsequently embedded into the heat transfer model and rolls-strip coupling model. The finite element models were used to accurately predict the transverse distribution of the temperature field and phase field, and analyze the effect of phase transformation and latent heat on the total roll force. 10
Finite element method is an important method for the research of strip profile and flatness control mechanism. Hot rolling process has been built by many researchers based on finite element method. The strip crown, rolling force, residual stress, and microstructure of strip all can be obtained by finite element simulation.11,12 A new three-dimensional finite element model coupled with constrained node failure was built by Yu et al. 13 to understand better the initiation and growth of surface defects on strips during the hot rolling process. A thermal, microstructural, and mechanical coupling analysis model for predicting flatness change of steel strip during the run-out table cooling process was established by Wang et al. 14 using ABAQUS finite element software. An enhanced iterative algorithm for the effective numerical simulation of the contact between an elastic roll stack and an elasto-viscoplastic strip or plate in hot rolling was presented by Kainz et al. 15 Based on finite element method, elastic deformation and heat conduction/convection with different boundary conditions were discretized and solved by Zhou. Combined with a metallurgical model, the recrystallization kinetics and the phase transformation in the strip were predicted. 16 In the hot continuous rolling process, the relationship between the final grain size of the typical element and the inlet velocity of the first stand was regressed by Sui et al. 17 based on finite element method, and the lower rolling speed is beneficial to the grain refinement.
Through the summary of references, it is found that there is little research about the effect of strip edge temperature drop of electrical steel on profile and flatness during hot rolling process. For the electrical steel strip, there is little understanding about the effect of high-temperature phase transition on the inhomogeneous plastic deformation.
Based on previous research results and methods, the mathematical models related to phase transformation of electrical steel are established by regression analysis and then written to be ABAQUS subroutines. The effect of the temperature drop of strip edge on the profile and crown of strip is analyzed based on the finite element model in this article. It illustrates the formation mechanism of profile and flatness of strip with inhomogeneous temperature distribution during hot rolling process better.
Experimental
Materials
Experimental electrical steel comes from the largest production line in China. The mass fraction of its main elements is shown in Table 1. Electrical steel is processed into a cylinder specimen for hot compression test. Its diameter and height are 8 and 15 mm.
Mass fraction of the main elements of electrical steel.

Methods
Hot compression test of electrical steel
Gleeble-1500 thermal simulation machine is used for hot compression test of electrical steel. The experimental steps are shown below. At first, the sample is heated to 1200°C and then kept for 5 min to make it fully austenite and keep the microstructure uniform. Then the sample is cooled to different experimental temperatures, kept for 30 s, and compressed at different strain rates. The stress and strain of the sample are recorded by computer during compression process. Temperature and deformation rate in hot compression test are shown in Table 2.
Temperature and deformation rate in hot compression test of electrical steel.

High-temperature phase transformation of electrical steel
The experimental results are shown in Figure 1. When temperature is between 950°C and 1050°C, the stress is decreased with temperature. It is called softening phenomenon of metal at high temperature. The phenomenon also exists when temperature is between 800°C and 900°C. The peak stress of 950°C–1050°C is higher than that of 800°C–900°C, because the microstructures of electrical steel in these two temperature ranges are different. Electrical steel is composed of austenite when temperature is between 950°C and 1050°C and composed of ferrite when temperature is between 800°C and 900°C. Deformation resistance of austenite is higher than that of ferrite.
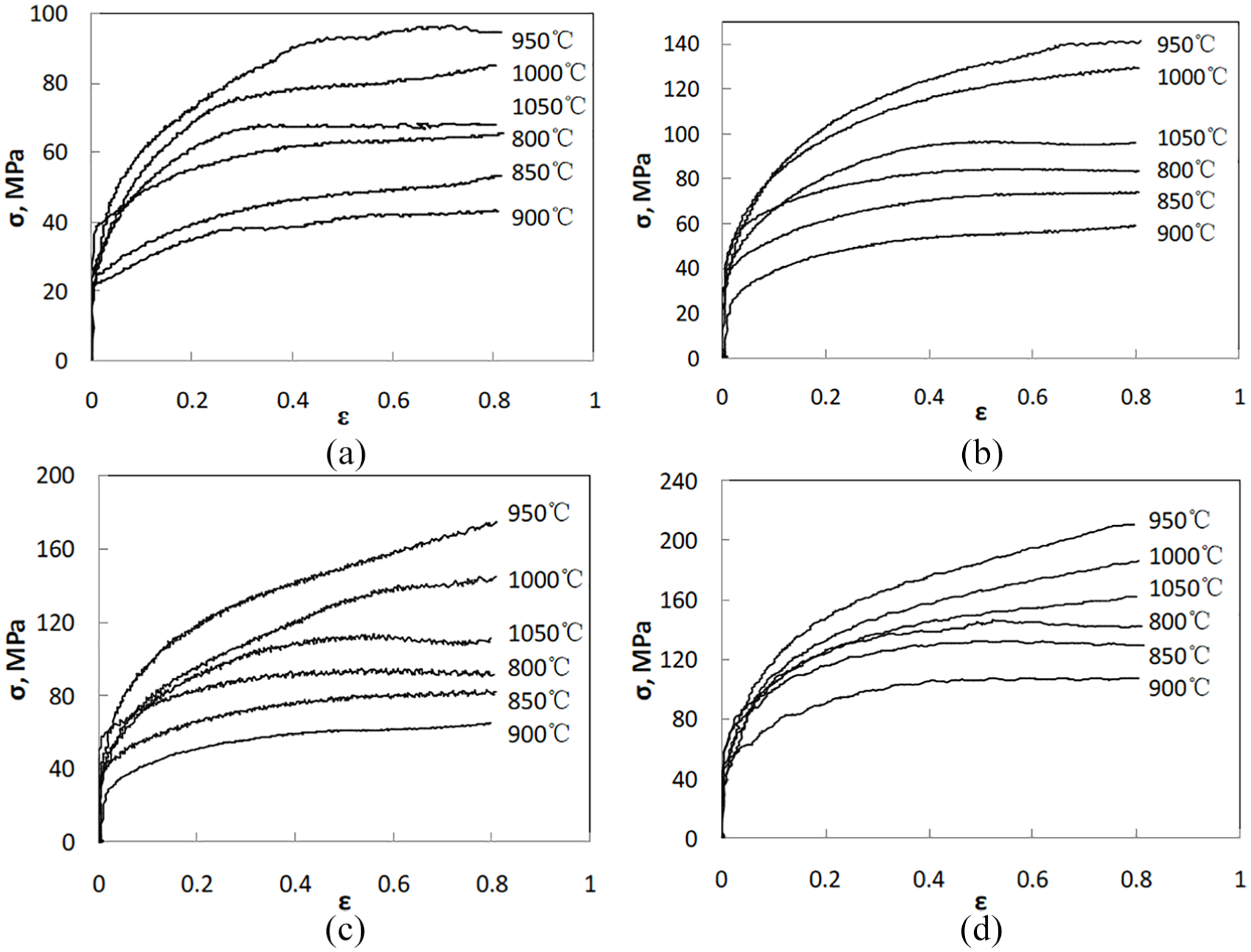
Stress–strain curve of electrical steel during high-temperature compression process: (a) strain rate is 0.1 s–1, (b) strain rate is 0.5 s–1, (c) strain rate is 1 s–1, and (d) strain rate is 10 s–1.
Austenite and ferrite coexist when temperature is between 900°C and 950°C, which is called two-phase region. When electrical steel is in the two-phase region, the stress is increased with temperature.
Establishment of the constitutive model of electrical steel
Constitutive model of electrical steel in different phases needs to be built because work hardening, dynamic recovery and dynamic recrystallization softening mechanism of electrical steel in different phases are different. The thermal deformation activation energy and thermodynamic temperature of material can be reacted by the Arrhenius type equation. When the internal structure of material is changed, thermal deformation activation energy of the material can also be changed. Therefore, the Arrhenius type equation is used for establishment of the constitutive model of electrical steel in single-phase state. For electrical steel in the two-phase state, the change of thermal deformation activation energy is used for establishment of its constitutive model.
The Arrhenius type equation includes three forms, as shown below. The physical meaning of the parameters is attached to the end of the article.
Low stress level (

High stress level (

Hyperbolic sine form

where
The effect of temperature on strain rate is represented by

where the
Therefore, unified constitutive relation model is shown below

According to electrical steel in ferrite phase, related parameters of unified constitutive relation model is shown below, based on Cao et al. 18

According to electrical steel in austenite phase, related parameters of unified constitutive relation model is shown below, based on Cao et al. 18

According to electrical steel in two-phase, related parameters of unified constitutive relation model is shown below, based on Cao et al. 18

The comparison between the predicted value of the constitutive model and the measured value is shown in Figure 2. It proves the feasibility and correctness of the constitutive model of electrical steel.

Comparison between the predicted value of the constitutive model and measured value.
Establishment of finite element model of hot rolling process
Hot rolling process is a complicated problem with boundary condition and material property nonlinearity. Therefore, the elastoplastic deformation of roll and strip during hot rolling process is built by ABAQUS software. On the premise of ensuring the computational accuracy and efficiency, the corresponding simplification and assumption are carried out for the finite element model.
The strip model with finite length is established. The calculation results are extracted from the stable part of profile and flatness.
Considering the symmetry in vertical direction of the mill, 1/2 model for roll and strip is established. The strip is isotropic, and the elastic–plastic model is established, as shown in section “Experimental.”
Considering the elastic flattening and bending deformation of rolls during hot rolling process, the material properties of rolls are set as elastic bodies.
Based on the hot rolling mill with the largest output of electrical steel in China, the related parameters of the finite element model are shown in Table 3.
Related parameters of hot rolling process.

The finite element model of hot rolling process consists of two analytical steps. In the initial state, the strip is located in the roll gap between the top and bottom work rolls. In the first analysis step, the vertical downward displacement load is applied to the center point at the two ends of backup roll. The backup roll moves downward, the work roll moves to the strip surface and reaches a certain amount of reduction. In the second analysis step, the work roll rotates along its own axis and drives the strip forward and gradually completes the hot rolling process.
Eight-node three-dimensional reduced integral element C3D8R is chosen for the finite element model. In order to take into account the calculation accuracy and calculation efficiency, the element is subdivided into the contact area between rolls and the contact area between work roll and strip, as shown in Figure 3. The finite element model after meshing is presented.

Finite element model of hot rolling process after meshing.
Transverse temperature distribution of strip during hot rolling process
Transverse temperature distribution of strip during hot rolling process is obtained by infrared thermal imager, as shown in Figure 4. In the analysis of Figure 4, there is a temperature drop at the edge of every strip because the heat dissipation of strip edge is faster. As shown in Figure 4, the temperature drop is about 100 mm away from the strip edge, and the reduction range is about 50°C–80°C.

Transverse temperature distribution of strip during hot rolling process.
Results and discussion
Effect of temperature drop on rolling pressure and strip profile
The temperature drop is about 100 mm away from the strip edge, and the reduction range is about 50°C–80°C. As shown in Table 4, the effect of strip edge temperature drop on hot rolling process is studied based on the conditions. For these conditions, the thickness, width, and reduction ratio of strip are 6.6 mm, 1000 mm, and 10%. For conditions 1–4 in Table 4, the temperature in the middle of electrical steel strip is 900°C and electrical steel strip is in single-phase state. For conditions 5–8 in Table 4, the temperature in the middle of electrical steel strip is 950°C and electrical steel strip is in two-phase state.
Temperature in the middle and edge of strip.

In this part, the effect of temperature drop on rolling pressure and strip profile when electrical steel strip is in single-phase state and two-phase state can be compared. The particularity of profile and flatness control of electrical steel strip can be obtained by the simulation of these conditions in Table 4.
When temperature in the middle of strip is 900°C, the rolling pressure distribution along the width of electrical steel strip is shown in Figure 5. When the temperature in the middle of strip is 900°C, the strip edge is getting harder and harder with temperature drop. Therefore, the rolling pressure in the strip edge is larger than that in the middle of strip. Maximum rolling pressure is in the edge of strip and is increased from 792 to 988 MPa when temperature drop is increased from 0°C to 80°C. This phenomenon is the same as carbon steel strip because both electrical steel and carbon steel are in single-phase state when the strip temperature is less than 900°C.

Rolling pressure when temperature in the middle of strip is 900°C.
When temperature in the middle of strip is 900°C, the profile of electrical steel strip is shown in Figure 6. When there is no temperature difference between edge and middle part of strip, the elastic deformation of work roll corresponding to the middle part of strip is larger than that corresponding to the strip edge because of the classical elastic beam theory. When the strip edge is getting harder and harder, the local elastic deformation of work roll corresponding to the strip edge is increased. Therefore, the local high point height in the edge of strip is getting more and more obvious. The local high point height in the edge of strip is increased from 0.15 to 0.18 mm when temperature drop is increased from 0°C to 80°C. When the temperature in the middle of strip is 900°C, the strip crown is decreased from 0.19 to 0.17 mm when temperature drop is increased from 0°C to 80°C. It is because that the harder strip edge narrows the elastic deformation difference between the middle and end part of work roll.
Strip profile when temperature in the middle of strip is 900°C.
The above analysis results can be summarized as follows. When electrical steel strip is in single-phase state, the strip crown is decreased because of the strip edge temperature drop. Compared with the condition without strip edge temperature drop, this phenomenon is beneficial. However, the strip edge temperature drop can also result the larger local high point height in the strip edge, which is not a favorable phenomenon.
When temperature in the middle of strip is 950°C, the rolling pressure distribution along the width of electrical steel strip is shown in Figure 7. When the temperature in the middle of strip is 950°C, the strip edge is getting softer and softer with temperature drop. Therefore, the rolling pressure in the strip edge is smaller than that in the middle of strip. Rolling pressure in the edge of strip is decreased from 956 to 663 MPa when temperature drop is increased from 0°C to 80°C. This phenomenon is different with carbon steel strip because electrical steel is in two-phase state when the strip temperature is between 900°C and 950°C.

Rolling pressure when temperature in the middle of strip is 950°C.
When temperature in the middle of strip is 950°C, the profile of electrical steel strip is shown in Figure 8. When the strip edge is getting softer and softer, the local elastic deformation of work roll corresponding to the strip edge is decreased. Therefore, the local high point height in the edge of strip is getting smaller and smaller. The local high point height in the edge of strip disappears when temperature of strip edge is less than 900°C. When the temperature in the middle of strip is 950°C, the strip crown is increased with the strip edge temperature drop. When the temperature in the middle of strip is 950°C, the strip crown is increased from 0.24 to 0.27 mm when temperature drop is increased from 0°C to 80°C. It is because that the softer strip edge increases the elastic deformation difference between the middle and end part of work roll.

Strip profile when temperature in the middle of strip is 950°C.
The above analysis results can be summarized as follows. When electrical steel strip is in two-phase state, the strip crown is increased because of the strip edge temperature drop. Compared with the condition without strip edge temperature drop, this phenomenon is not beneficial.
The strip edge temperature drop is not beneficial for electrical steel strip no matter what state electrical steel is. This article illustrates the importance of strip edge temperature control during hot rolling process of electrical steel strip.
Effect of strip width on rolling pressure and strip profile with strip edge temperature drop
As shown in Table 5, the effect of strip width on hot rolling process when there is strip edge temperature drop is studied based on the simulation of these conditions. For conditions 1–8 in Table 5, the thickness and reduction ratio of strip are 6.6 mm and 10%. The effect of strip width on rolling pressure and strip profile with strip edge temperature drop is studied in this part.
Temperature in the middle and edge of strip with different widths.

When temperature in the middle and edge of strip is 900°C and 850°C, the rolling pressure distribution along the width of electrical steel strip is shown in Figure 9. When the temperature in the middle of strip is 900°C and the temperature in the edge of strip is 850°C, the strip edge is harder than the middle part. The maximum rolling pressure in the width direction of electrical steel strip is getting closer to the end of work roll with the strip width. The maximum rolling pressure in the width direction of electrical steel strip is decreased with strip width.

Rolling pressure of different strip widths when temperature in strip middle and edge is 900°C and 850°C.
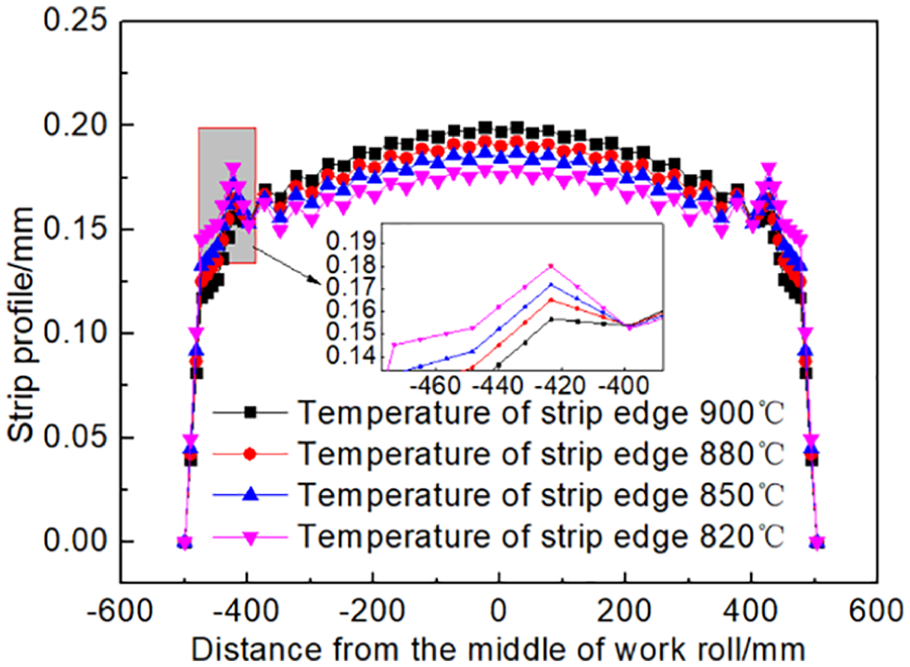
When temperature in the middle and edge of strip is 900°C and 850°C, the profile of electrical steel strip is shown in Figure 10. When the temperature in the middle of strip is 900°C and the temperature in the edge of strip is 850°C, the strip crown is almost invariable with strip width. The local high point height in the edge of strip is decreased with strip width because of the decrease of maximum rolling pressure in the width direction of electrical steel strip.

Strip profile of different strip widths when temperature in strip middle and edge is 900°C and 850°C.
When temperature in the middle and edge of strip is 950°C and 900°C, the rolling pressure distribution along the width of electrical steel strip is shown in Figure 11. When the temperature in the middle of strip is 950°C and the temperature in the edge of strip is 900°C, the strip edge is softer than the middle part. The maximum rolling pressure in the width direction of electrical steel strip is in the middle of work roll.

Rolling pressure of different strip widths when temperature in strip middle and edge is 950°C and 900°C.
When temperature in the middle and edge of strip is 950°C and 900°C, the profile of electrical steel strip is shown in Figure 12. When the temperature in the middle of strip is 950°C and the temperature in the edge of strip is 900°C, the strip crown is almost invariable with strip width.

Strip profile of different strip widths when temperature in strip middle and edge is 950°C and 900°C.
Effect of reduction ratio on rolling pressure and strip profile with strip edge temperature drop
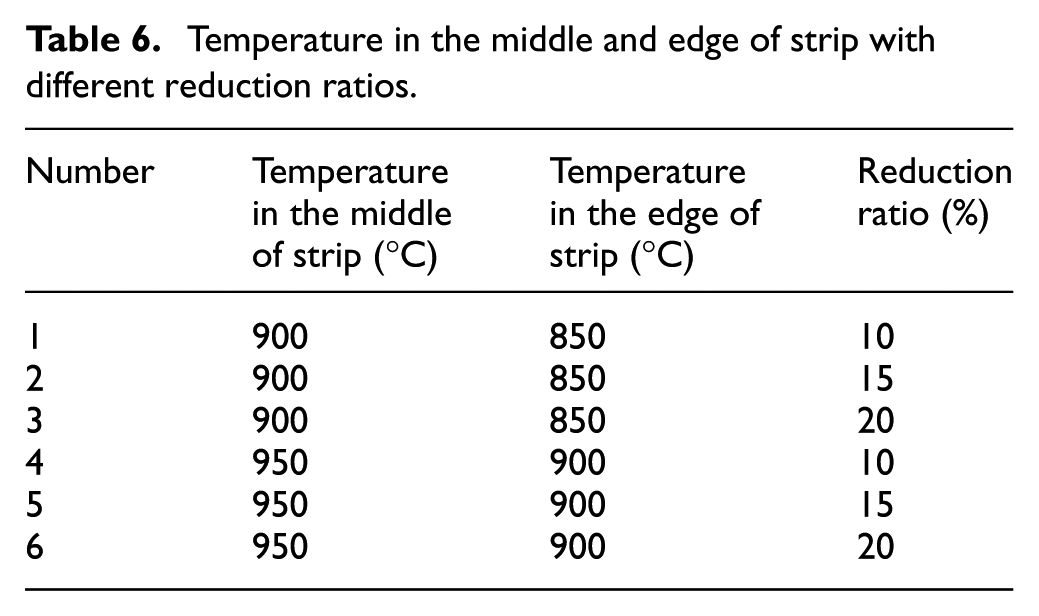
As shown in Table 6, the effect of reduction ratio on hot rolling process when there is strip edge temperature drop is studied based on the simulation of these conditions. For conditions 1–6 in Table 6, the thickness and width of strip are 6.6 and 1300 mm. The effect of reduction ratio on rolling pressure and strip profile with strip edge temperature drop is studied in this part.
Temperature in the middle and edge of strip with different reduction ratios.
When temperature in the middle and edge of strip is 900°C and 850°C, the rolling pressure distribution along the width of electrical steel strip is shown in Figure 13. The maximum rolling pressure is increased from 810 to 1601 MPa when reduction ratio of strip is increased from 10% to 20%. The difference between maximum rolling pressure in the strip edge and rolling pressure of central strip is increased with reduction ratio. Therefore, the local high point height in the edge of strip is increased with reduction ratio, as shown in Figure 14.

Rolling pressure of different reduction ratios when temperature in strip middle and edge is 900°C and 850°C.
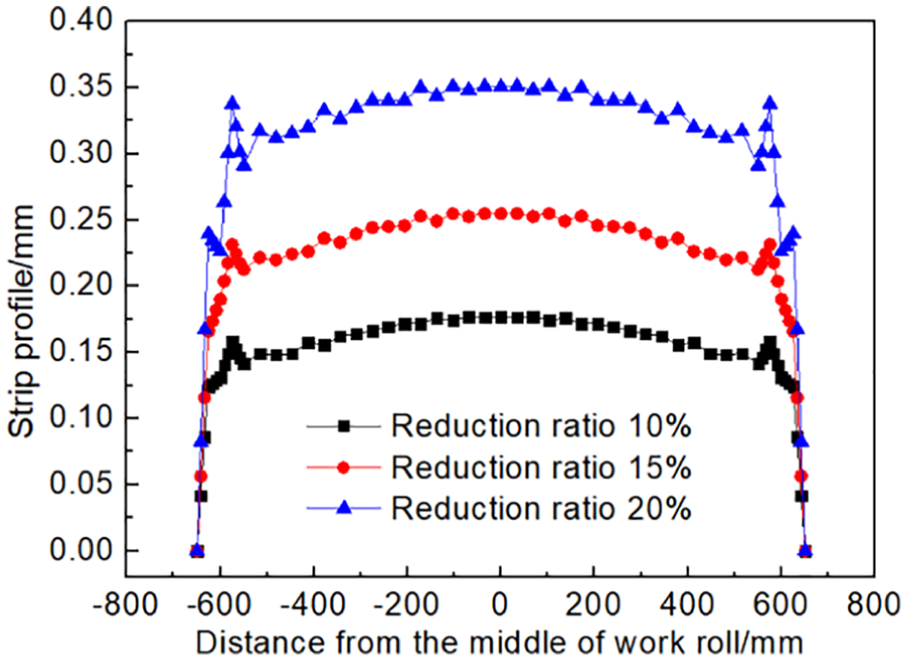
Strip profile of different reduction ratios when temperature in strip middle and edge is 900°C and 850°C.
When temperature in the middle and edge of strip is 950°C and 900°C, the rolling pressure distribution along the width of electrical steel strip is shown in Figure 15. The rolling pressure is increased with reduction ratio. Therefore, the strip crown is increased with reduction ratio, as shown in Figure 16.

Rolling pressure of different reduction ratios when temperature in strip middle and edge is 950°C and 900°C.

Strip profile of different reduction ratios when temperature in strip middle and edge is 950°C and 900°C.
Conclusion
The strip edge temperature drop has great effect on hot rolling process of electrical steel strip. When electrical steel strip is in single-phase state, the strip edge temperature drop can reduce the strip crown, but also lead to larger rolling pressure and local high point height in the strip edge. The local high point height in the edge of strip is increased from 0.15 mm to 0.18 mm and the strip crown is decreased from 0.19 mm to 0.17 mm when the temperature in the middle of strip is 900°C and temperature drop is increased from 0°C to 80°C.
When electrical steel strip is in two-phase state, the local high point height in the strip edge does not exist, but the strip edge temperature drop can lead to larger strip crown. When the temperature in the middle of strip is 950°C and temperature drop is increased from 0°C to 80°C, the strip crown is increased from 0.24 to 0.27 mm. The effect of strip edge temperature drop on hot rolling process of electrical steel strip is influenced by strip width and reduction ratio by a certain degree.
The research results in this article show the special effect of strip edge temperature drop on the profile and flatness of electrical steel strip. It provides important basis for profile and flatness control of electrical steel strip during hot rolling process.
Footnotes
Appendix 1
Handling Editor: Raffaella Sesana
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was financially supported by the Fundamental Research Funds for the Central Universities (FRF-TP-17-054A1), Innovation Method Fund of China (2016IM010300), and Lv yang Jin feng Programme for the Innovation Leading Talents (yzlyjfjh2015CX055).