
Abstract
This article proposes a new model for concurrent Lean-Kaizen based on the Lean production thinking. According to the concept and application scenarios of value stream mapping and DMAIC (Define, Measure, Analyze, Improve, and Control), we proposed an integrated VSM-DMAIC by adopting their advantages and avoiding their disadvantages. The VSM-DMAIC model is applied to tackle the production problems on production line. Value stream mapping is used to identify the production problems during production processes by waste identification. Then, the production problems are clustered into different production problem sets according to the changed types of production resources while solving production problems. The data envelopment analysis method is used to rank the production problems by input–output ratio, and the most important production problem in each set can be the concurrent Lean-Kaizen. DMAIC provides a structured problem-solving method for production problems. Finally, the production problems and production problem sets will be reassessed for the next concurrent Lean-Kaizen. A case study of an air-conditioner assembly line verified the feasibility and efficiency of the proposed VSM-DMAIC model, which can be used to improve the economic benefits and decrease the waste of production line.
Introduction
Following the market competition in superheating and rising cost of production, enterprises try to overcome this situation and become more profitable, and they turned to Lean production (LP), which is a concept based on the Toyota Production System. 1 LP is generally considered to be a systematic method for production waste minimization by enhancing value added (VA) activity and eliminating non-value added (NVA) activity with specialized Lean principles. 2 Within the context of production systems, there exist original seven types of production waste: Overproduction, Waiting, Transport, Processing, Inventory, Motion, and Defects. 3 The core of LP is to locate production waste and find appropriate methods for eliminating them. LP also emphasizes that elimination processes should have a continuous improvement mind-set in productivity and quality.
The first step of LP is identifying production waste and pointing out improvement directions. Value stream mapping (VSM) is a visualized Lean-management method for analyzing the current production state and designing a future production state by current VSM and future VSM, respectively, so the production waste would become clear by recognizing the gaps between current VSM and future VSM. 4 The production waste may cause different kinds of production problems (PPs), such as imbalance of production line, stopping line, and waiting. However, VSM as a systematic Lean tool avoids sporadic implementation of improvements and builds toward a dependable system that everyone connected within the value stream could work together to improve the whole not just optimize the parts. 5 However, VSM has some inherent defects as: (1) VSM is a powerful diagnostic and planning tool, but it fails to propose feasible solutions. Even though some other Lean tools or methods may apply to tackle these PPs, the procedures of PP-solving and Lean tool selection are chaotic;6,7 (2) The identified PPs are static and the relations among them are fuzzy, so the PPs may interference with each other during the procedures of improvement. After one PP has been solved, the rest of the related PPs may change. These two defects have impeded the development and application of VSM and need to be solved.
Unstructured PP-solving procedure and confused relationships among PPs are the main problems during VSM application. Scholars proposed different kinds of solving procedures or models for VSM according to the characteristics of the PPs and enterprise’s capabilities.8–10 The proposed procedures or models applied VSM with other Lean tools to solve practical PPs and achieved desired results. However, these procedures or models are lack of universality for various PPs and need a mess of cases to verify their reliability. Proposing a novel procedure or model may not be a feasible way for various PPs, and VSM should integrate with a mature procedure tool and build a relationship evaluation method to overcome its defects. This article proposed a novel model to tackle the mentioned defects of VSM by establishing a standard procedure for PP-solving and a dynamic evaluation mechanism. For PP-solving procedure, DMAIC (Define, Measure, Analyze, Improve, and Control), as an effective problem-solving method in Six Sigma, provides a structured problem-solving procedure, and it is suitable for rather extensive problem-solving tasks. 11 Integration of VSM with DMAIC is a novel method to accomplish standard procedures for increasing PP-solving performance. For the relationships among PPs, we applied incidence matrix and data envelopment analysis (DEA) method to clarify them. This article aims at proposing the VSM-DMAIC model, and verifying the feasibility and efficiency of this model by a case study of air-conditioner assembly line.
The rest of this article is organized as follows: section “Literature review” reviews the related works on VSM, DMAIC, and their integration. Section “The model to be applied” details the methodology of VSM and DMAIC integration for PP-solving. Section “Case study” analyzes a case of air-conditioner assembly line from a Chinese white electrical appliances enterprise. Section “Discussion” discusses the generalizability of the proposed model. Conclusion, limitations, and future scope conclude this article.
Literature review
The development of LP
The foundation of LP is waste elimination, by enhancing VA activity and eliminating NVA activity for finally achieving zero waste. Panwar et al. 12 investigated the status of Lean manufacturing in Indian process industries and declared that the implementation level of LP in Indian process industries is still low, but LP thinking has already been accepted by some enterprises and confirmed very useful to reduce waste and to increase quality. Zhou 13 studied more than 200 small- and medium-sized enterprises (SMEs) in the United States about the implementation of LP, and the results suggest that most of the SMEs have a relatively accurate understanding of Lean thinking and principles; varied Lean tools have been applied and they are positively related with performance of SMEs. Chiarini 14 observed five European motorcycle components manufacturing enterprises which have implemented five Lean tools: VSM, 5S, cellular manufacturing, Single Minute Exchange of Die (SMED), and Total Productive Maintenance (TPM). He found that implementing LP principles and tools not only decrease the waste during production but also help enterprises to reduce environmental impacts and realize manufacturing-greening processes. Taj investigated the adaptation of LP and assessed its current state of practice in 65 plants of China. He found that the petroleum industry is in lead among all industries, followed by computer, telecommunication/wireless, and electronics industries. 15 Jasti and Kodali 16 reviewed and analyzed recent research articles on LP, and they believed that LP has a big impact on academicians and is very useful for production around the world. Based on the results, the suggestions for the future scope of research possibilities and development are identified. LP thinking has applied to a lot of areas and achieved considerable benefits on waste elimination. Enterprises pay more attention on introduction and implementation of LP thinking to production. Lean tools support the realization of LP thinking based on special LP principles, and different Lean tools assist enterprises to eliminate waste from various perspectives. VSM, as one of the basic Lean tools for LP, is used as a tool for identifying waste and directing improvement.
VSM and DMAIC for Lean-Kaizen
LP is a procedure of waste elimination and efficiency promotion; however, Toyota Production System focuses on not only improvement but also continuous improvement. Kaizen is a Japanese word for “continuous improvement,” hence Lean-Kaizen means continuous elimination of waste and efficiency promotion. 17 For realizing Lean-Kaizen, Kaizen event is proposed as a focused and structured improvement project which concentrates on a special target to produce positive change in business results. 18 Since Lean-Kaizen develops based on LP, the principles and tools of LP are equally applicable to Lean-Kaizen.
Identifying and locating waste are the preliminary steps for Lean-Kaizen, and VSM is the most commonly used Lean tool for representing production flows and identifying some types of waste. 19 Hines and Rich 20 presented a set of seven mapping tools and linked to the identification of the seven wastes. Yang et al. 21 proposed five factors for designing future VSM and used VSM tool for reducing the work in process (WIP) and increasing the service level of a fishing net manufacturing system. Matt 22 studied an Italian steel construction company to identify best practice guidelines for the adaptation and use of VSM in the design of Lean engineer-to-order production systems. Based on the original VSM, researchers have extended VSM to more specialized and complex production systems for adapting the diversity.23,24
After waste identifying, hundreds of tools assist VSM to eliminate the waste, such as Pareto chart, Fishbone diagram, and poka-yoke. As the procedures of waste elimination are confusing and undisciplined in most scenarios, a structured problem-solving frame should be introduced to VSM for guiding waste elimination. DMAIC as a widely used Six Sigma approach for quality improvement, and it provides a structured and systematic problem-solving procedure. In most cases, DMAIC is applied to improve the performance and quality of production.25–27 From the perspective of problem-solving, DMAIC is a generic and versatile method which can be extended for rather extensive problem-solving tasks. De Mast and Lokkerbol 11 analyzed the characterization of the types of problems for which DMAIC is a suitable method, and the results showed that DMAIC is applicable to empirical problems with larger scope ranging from well-structured to semi-structured. So, DMAIC can be used as a powerful tool for realizing structured waste elimination procedure. In addition, integration of VSM with DMAIC should be a way to perfect the contents of VSM and extend VSM method to more application domains.
Integration of VSM with DMAIC
According to attributes and applications of VSM and DMAIC, there are mainly three integration model types as shown in Figure 1. 28 The first model type presents DMAIC is a part of VSM that identifies and locates waste and PPs from current VSM to future VSM, then solving the PPs by the procedure of DMAIC. This kind of model is close to the integration model proposed in this article. Based on this model, we developed and perfected this model by defining the functions and mechanism of VSM-DMAIC, realizing concurrent Lean-Kaizen, and dynamic updating of PPs. The second model type presents VSM is part of DMAIC that acts as a tool for supporting the specific phase of DMAIC. This kind of integration is often called as Lean Six Sigma, and most of scholars focus on this type model.29–31 The third model type presents that VSM and DMAIC are used separately from each other to solve different types of PPs. In this mode, the PPs should be separated according to their attributes.
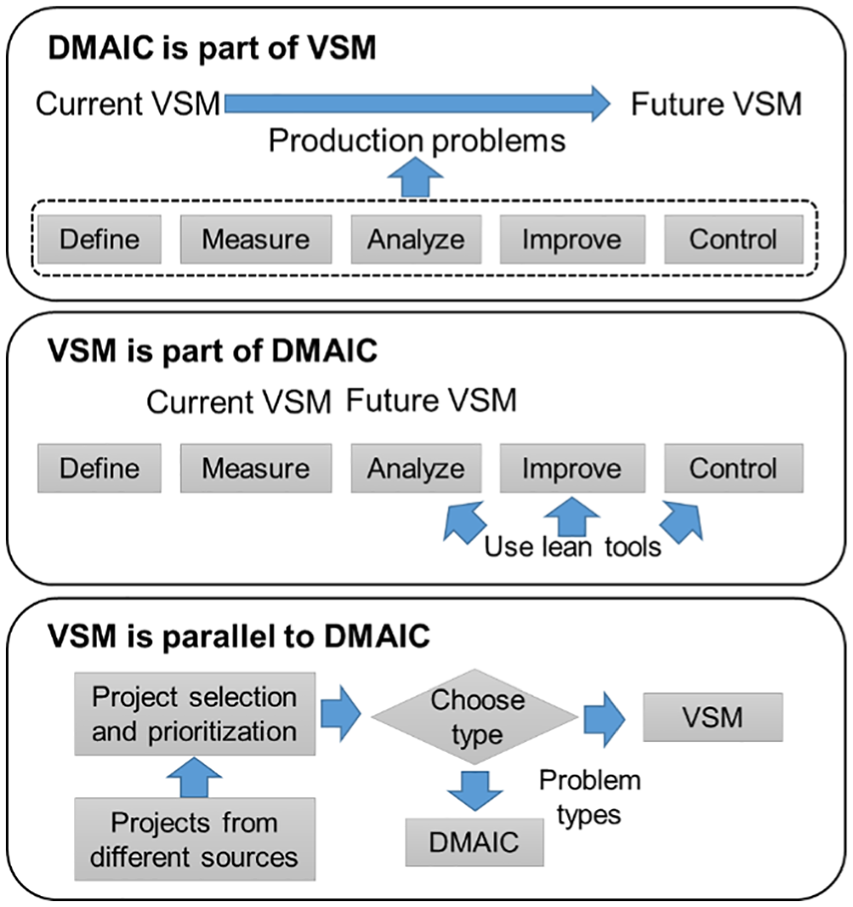
Three model types on integration of VSM with DMAIC.
According to what we have discussed above, LP is applied to different kinds of enterprises for waste elimination and obtained plentiful achievements. VSM is a powerful LP tool for identifying and locating waste to assist PP improvement; however, the procedures of waste elimination are confusing and undisciplined. DMAIC can provide a structured procedure for problem-solving, and scholars proposed three types of VSM-DMAIC models for different scenarios. We selected and developed the first model (DMAIC is a part of VSM), since the PPs of assembly line are VSM-driven.
The model to be applied
For realizing concurrent Lean-Kaizen, the integration model is proposed with the basic functions of PPs: identifying, clustering, ranking, and solving. Based on the idea of integration of VSM with DMAIC, and Lean-Kaizen, a systemic PP-solving model is proposed, as shown in Figure 2. The VSM-DMAIC model consists of five steps for realizing identifying and solving PPs. The five steps of VSM-DMAIC are detailed as follows:
Step 1: identifying PPs. Finding and locating PPs are the preliminary steps of Lean-Kaizen. The PPs can be identified from current VSM to future VSM by analyzing the waste during production processes. In essence, PP-solving is to optimize the attributes of production resources of each station in production line. The relationship mapping among waste, PPs, production resources, and resources attributes is illustrated in Figure 3.
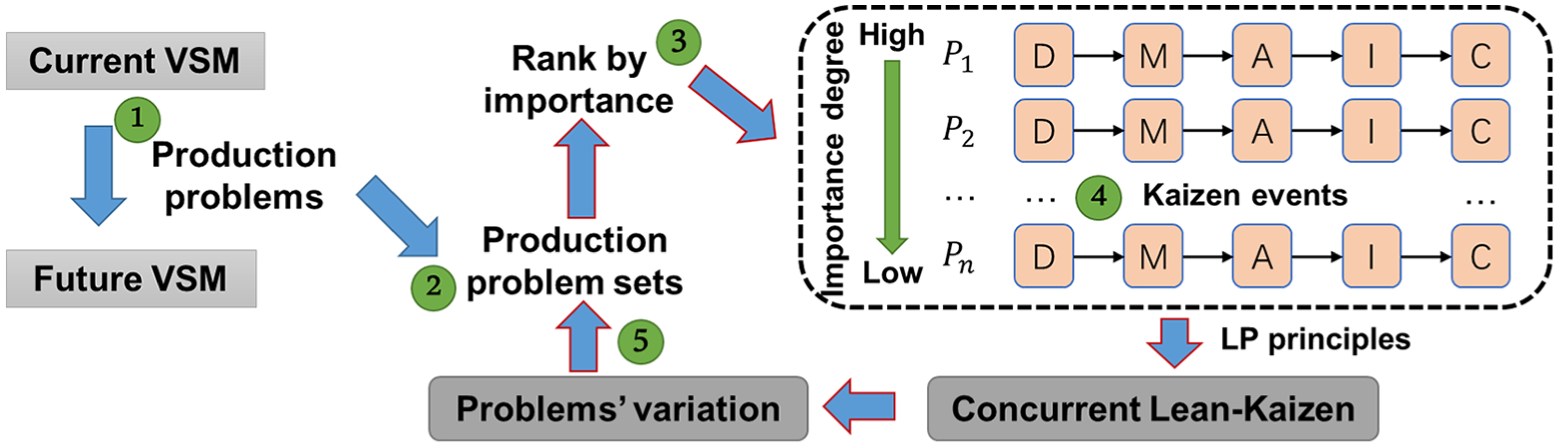
The framework of VSM-DMAIC.

The relationships among waste, PPs, production resources, and resources attributes.
The seven wastes may cause PPs, and the relationships among them are many-to-many. To solve a PP equals to optimize the production resources of relevant production station which include man, machine, material, method, and environment (4M1E). Each kind of resource may have the attributes of activity, quantity, position, function/type, and performance. By changing the attributes of production resources, PPs can be solved suitably.
Step 2: creating PP sets. In most cases, researchers just found and tackled the PPs and the relationships among them are neglected. During the procedure of PP-solving, two or more solving procedures may change attributes of the same production resource. So, the solving procedure can only focus on one of PPs and tackle them one by one.32,33 To realize concurrent Lean-Kaizen, the relations among PPs must be cleared and related PPs should be clustered into one PP set.
A team is built up with engineers from equipment department, industrial engineering (IE) department, product department, quality department, and engineering department. The engineers independently analyze the relationships among PPs and then the team holds a meeting and analyzes the relationship from overall perspective with the method of Brainstorm or Delphi. Based on engineers’ experience, incidence matrix is applied to identify the relationships among PPs with different production resource attributes. If solving procedure of
Step 3: PP importance ranking. In the last step, the relationships among PPs are clustered into PP sets. In a PP set, which PP should be tackled first is decided by IOR or results of PP-solving. The standard DEA method has been successfully applied for the evaluation of efficiencies where multiple inputs and outputs occur. 34 Based on this characteristic, researchers extend DEA to the field of ranking, such as cross-efficiency DEA ranking, super-efficiency DEA ranking, and benchmark DEA ranking. 35 This article applies super-efficiency DEA ranking method 36 for realizing IOR rank of PPs, and the method can be described as below

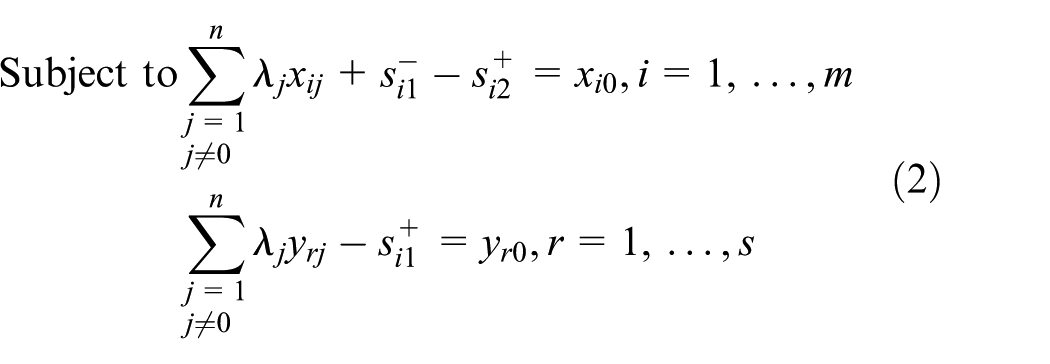

where j represents PP (j = 1, …, n) that all the PPs have m inputs

The relationships among PPs by incidence matrix.
The inputs of super-efficiency DEA ranking on PPs are the changing cost of 4M1E and the outputs are economic benefits and cost-saving. It is a typical multiple inputs and outputs model and can be properly handled by super-efficiency DEA ranking method.
Step 4: Kaizen events based on DMAIC. According to PP sets and ranking results, the most important PP in a set should be tackled first, then comes the second, and so on. The PPs in different sets can be improved concurrently. Each PP corresponds to a Kaizen event which is a focused and structured improvement project with the potential of improving both a technical system and a social system. 37 The DMAIC-based Kaizen event is proposed as shown in Figure 5, and full name of the tools are illustrated in Appendix 1. Each phase of DMAIC has corresponding tools to support it, 38 and the tool selection is based on the outputs of previous phase. One PP may use one or more tools at a phase.
Step 5: changes on PPs. After a round of concurrent Lean-Kaizen, the most important PP of each set is tackled and the rest PPs may change. The variational directions of PPs can be described as follows: New PP generation. Solving the previous PPs may cause new PPs, since they change the attributes of 4M1E. In a general way, new PPs have lower importance than tackled PPs. Original PPs vanish. During the procedures of PP-solving, some other unresolved PPs may vanish since the solved PPs have strong relationships with them. That means the solved PPs include the procedures of solving vanished PPs. Changing on original PPs’ importance. PP-solving may have effects on the rest PPs; unlike PPs vanishment, the effects may change the ranking of the rest of the PPs. Some PPs may become less important and others become more important than before.

Kaizen events based on DMAIC.
According to the changes on PPs, the ranking of PPs and PP sets should be reassessed synchronously. And then, the concurrent Lean-Kaizen will run again based on the five steps of VSM-DMAIC.
Case study
The chosen enterprise is a leading air-conditioner manufacturer, which commands 17% of the air-conditioner market in China. The identity of the manufacturer is protected; however, we shall refer to it as HR. In China, total sales of air-conditioner increased from 110 to 140 million between 2013 and 2017. However, the profit of single air-conditioner has declined 19% since the increasing cost of labors and original materials lead to increased manufacturing cost. However, the saturation of urban markets compels air-conditioner manufacturer to reduce the price for expanding the rural markets.
Facing the challenges mentioned before, HR upgraded one of its air-conditioner outdoor unit assembly line in 2016 by adding automation equipments, such as automatic nut machine, automatic casing machine, and automatic refrigerant inject and test equipments. Also, HR has added digital equipments for recording production processes and production data. The assembly line layout is illustrated in Figure 6, and it can be divided into four areas with 55 main processes: component assembly area, electronic assembly area, inject and test area, and final assembly area. These areas assemble original materials to make integrated air-conditioners. The assembly processes are complicated and rely on assemblers, machines, assembly techniques, original materials, and environment, which can be seen as production resources or 4M1E. Based on the production resources, each area can perform the specified tasks as shown in Figure 7.
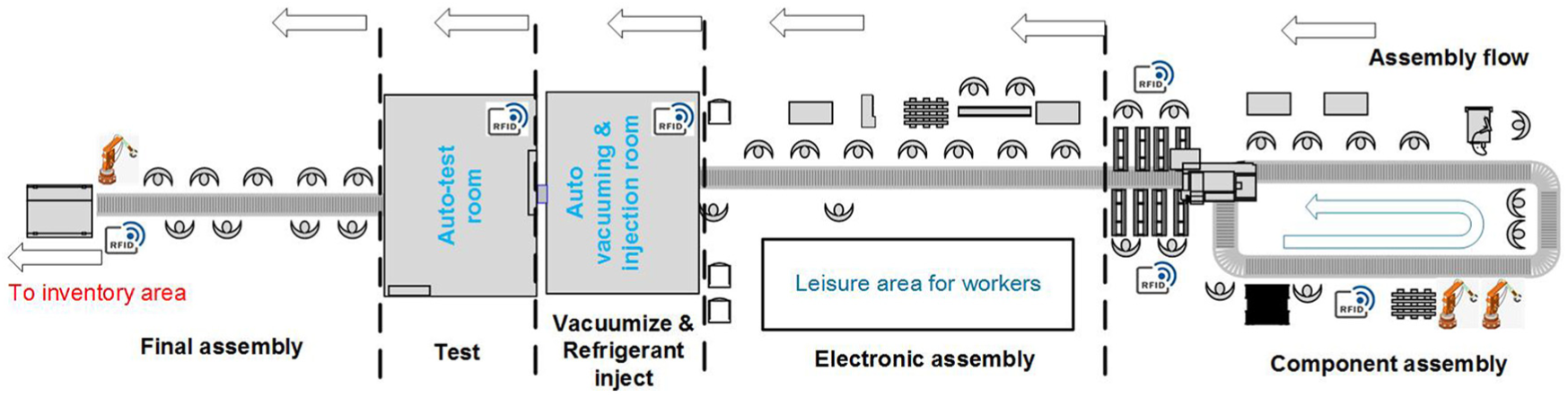
The production line layout of air-conditioner outdoor unit.

Brief description of production line task.
The new assembly line did not sharply improve the production efficiency and decrease the production cost. On the contrary, the product quality, assembly line capacity, and production continuity decreased. In some worst scenarios, more than 1 h stopping line took place in a shift and rejected air-conditioners are fully piled up on the repair area. The upgraded assembly line failed to realize the preset goals and made the production even worse. Therefore, we try to apply the novel integrated method VSM-DMAIC and relative tools to tackle the PPs of this assembly line.
Data collection and analysis—current VSM of the assembly line
The assembly line assembles different types of air-conditioner outdoor units, but they have similar assembly processes and takt time only with a slightly difference on refrigerating capacity of compressor. We selected the maximum yield product type KFR-35W/1222AT as research object, since it has greatest impact on production and the improvement will be maximized. The data were collected by taking personal visits to the manufacturer over a period of 35 days. The data contain two parts: (1) production data exported from the manufacturing execution system (MES) system of HR, it included daily output, production types of air-conditioner, lead time, stopping line, yield, customers’ information, suppliers’ information, and so on. (2) Production process data are obtained from stopwatch and video. By analyzing these data, cycle time (CT), changeover time (C/O), numbers of assembler, WIP inventory, and VA activity were recorded. Based on the collected data, some key indicators of the assembly line are proposed to support the development of current VSM.
Takt time
Takt time is the rate or time required measure at which a manufacturer must produce a product to satisfy customer demand. 39 Equation (3) is used to calculate the takt time (T) of assembly line, and HR is operating on two shifts (S) of 10 h per day with an average customer demand of 23,510 units per week (O). The number of effective days in a week (D) is 6 days by excluding Sunday, and average number of working hours per shift (H) is 8 h by excluding lunch break of 1 h and dinner break of 1 h for each shift. The takt time is 14.7 s—that means the assembly line must assemble an air-conditioner within 14.7 s. So, the assembly line should be optimized in such a way to meet the calculated takt time

Line of balance rate
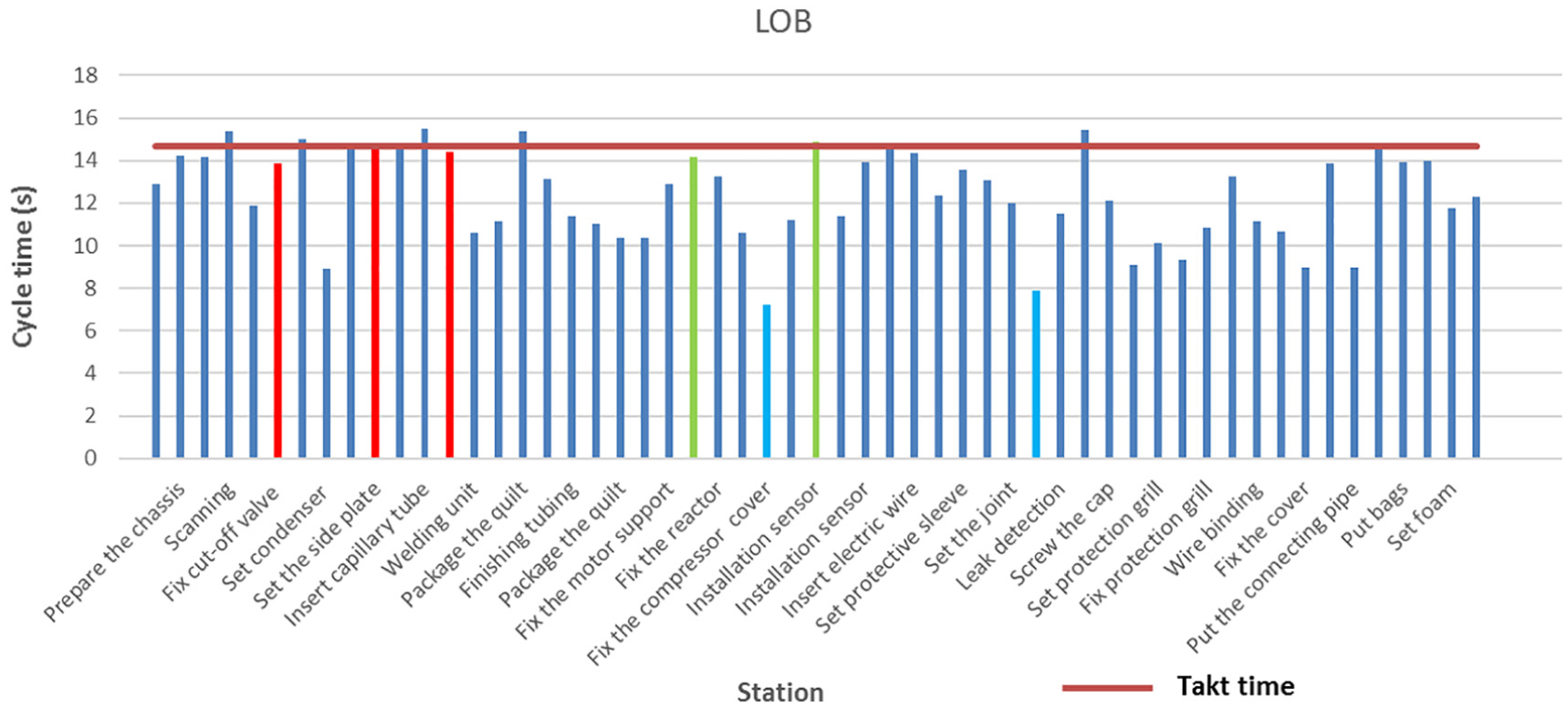
Continuous flow is one of the most important targets of LP, and it requires CT of each assembly station to be as close as possible to takt time. 40 Line of balance (LOB) provides a feasible way for realizing continuous flow by balancing the CT of each assembly station within takt time. The LOB state of this assembly line is shown in Figure 8.

LOB rate of assembly line.
The CTs of green marked stations are very short and far away from the takt time, and the CTs of the red marked stations are very long and beyond the takt time. In general, this assembly line is in an unbalanced state, and the LOB rate

where
Motion analysis of assembly station
For most assembly stations, the motion analysis includes not only VA activity and NVA activity but also necessary but non-value added (NNVA) activity, for example, holding and positioning. We recorded videos and decomposed assembly motions of each station. Table 1 shows the analysis results of fixing cut-off valve station, and the other stations were analyzed in the same way.
Motion analysis of fixing cut-off valve station.

NVA: non-value added; NNVA: necessary but non-value added; VA: value added.
There are two NVA motions: one is pick up motion, since the cut-off valves are put on the floor and assemblers have to stoop for picking up the valves; the other is adjusting valves’ position motion, since sometimes the cut-off valve should be adjusted to the right position before fixing. The VA rate of this station is 46.32%.
Current VSM provides a pictorial view of existing processes and guides to identify gap areas for improvement. Figure 9 shows the current VSM of the air-conditioner assembly line. From the current VSM, it is found that about 270.41 s, or 2.80% out of 9673.01 s, were VA activities, compared to 9402.6 s or 97.2% of NVA activities. Except the preparation time and logistics waiting time, the VA activities are 40.18%. Other data such as defective rate, equipment failure, and stopping line duration can be drawn from the enterprise resource planning (ERP) system directly.

The current VSM of air-conditioner assembly line.
Identifying PPs
According to the recorded data and key indicators calculated before, the current VSM has been developed as shown in Figure 9. So, the waste and PPs can be identified and are illustrated in Table 2.
The identified waste and PPs of assembly line.

LOB: line of balance; WIP: work in process; CT: cycle time; VA: value added; NVA: non-value added.
We summarized 12 relative important PPs of the assembly line which can be easily identified by the seven wastes and have obvious influence on production. These PPs may have relationships with each other, and the Kaizen event for each PP may cause conflicts with other PPs.
Using VSM-DMAIC for concurrent Lean-Kaizen
For realizing concurrent Lean-Kaizen, the first thing is to clarify the relationships among PPs. The incidence matrix is proposed for distinguishing the unrelated PPs according to the production resources with 4M1E. Mapping to the air-conditioner assembly line: man represents the assembler; machine includes torque gun, tooling car, and so on; material represents the component for assembly; method is the assembly technique of air-conditioner; environment includes luminance, temperature, and so on. If the Kaizen events of two PPs change the same production resources, they cannot be improved synchronously since they may conflict with each other during the Kaizen events. The PPs incidence matrix of the air-conditioner assembly line is shown in Figure 10, and the relationships are determined by experiences of engineers. HR built a special improvement team includes 13 engineers that have 5.4 average years of Lean-Kaizen experience from equipment department, IE department, product department, quality department, and engineering department.

The PPs incidence matrix of the air-conditioner production line.
According to the incidence matrix, the 12 PPs can be clustered into four PP sets: (1, 2), (3, 5, 7, 10, 12), (4, 6, 9), and (8, 11). After that, the IOR of each PP should be calculated and ranked by super-efficiency DEA ranking method. The estimated inputs and outputs are illustrated in Table 3. The inputs represent the changing cost of 4M1E and outputs represent benefits in 3 months after changing, since HR completes a Lean-Kaizen cycle around every 3 months.
The estimated inputs and outputs of PPs (Unit: 1000 RMB).

Table 4 shows the rank result of PPs by super-efficiency DEA ranking method; we neglected the intermediate results, and only left final rank and score result. So, the PPs of each set can be ranked as (1, 2), (3, 12, 10, 5, 7), (4, 9, 6), and (8, 11). The PPs of No. 1 imbalance, No. 3 preparation time, No. 4 stopping line, and No. 8 waste motion should be concurrent Lean-Kaizen first since they obtain relatively high scores in each set and have no relationship among them, especially imbalance problem which obtained the highest score of 11.46. Excess WIP, preparation time, and stopping line are also important comparing with other PPs. Since imbalance problem and excess WIP problem are in the same set, they cannot be tackled simultaneously.
The ROI rank result of PPs.

PP: production problem.
Four PPs can be concurrently tackled and apply the VSM-DMAIC framework. Considering the length of this article, we chose the most important and representative imbalance problem as an example to explain the idea of VSM-DMAIC. By analyzing the current VSM and production data, the current state of LOB rate is clear and DMAIC is ready for tackling this PP. Table 5 shows the tools in each phase of DMAIC, and it should be pointed out that the tool selection is based on the output of last phase.
The tools apply to DMAIC.

Define phase
The imbalance problem of air-conditioner assembly line can be defined as improving the LOB rate of assembly line. By applying benchmarking tools, we compared the air-conditioner assembly line with benchmarking assembly line in air-conditioner industry. Gaps and disadvantages are analyzed, and the aim of LOB rate is set around 85%–90%. Then, the Lean-Kaizen team is built, and detailed responsibilities and time lines are assigned to every participator.
Measure phase
We used stopwatches to measure the operation time of each station, and the result can be seen in Figure 8. For reflecting the accurate operation time of air-conditioner assembly line, the measurement times are calculated by equation (5) according to the IE handbook from HR

where n is the predefined measurement times of stations, we measure the operation time of each station five times (n = 5). Then, we selected a key station’s operation time as standard times, x1 = 16.08 s, x2 = 14.24 s, x3 = 13.99 s, x4 = 14.59 s, and x5 = 14.10 s, respectively. The calculation result is 8.77, approximately equal to nine times. So, each station should be measured four more times despite predefined measurement times.
Analysis phase
Fishbone diagram was used to analyze the possible factors for imbalance of the air-conditioner assembly line from the aspects of 4M1E as shown in Figure 11. Based on the factors, the importance of each factor is determined by SOD (Severity, Occurrence, Detection) method. Severity represents the influence of each factor on the imbalance problem, Occurrence represents frequency of each factor, and Detection represents whether the factors are easy to detect or not. Integers 9, 6, 3, and 1 are applied to show the importance of factors, 9 means very important and 1 means unimportant. In total, 12 engineers are invited to grade the factors. To clearly reflect the importance of factors, Pareto chart is used to illustrate proportion of each factor as shown in Figure 12.

Fishbone diagram for imbalance factors analysis.
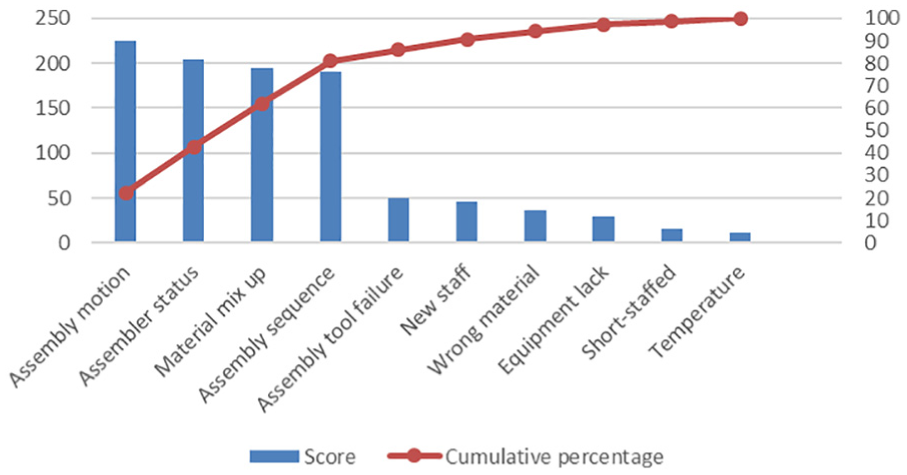
Pareto chart for importance of imbalance factors.
According to Figure 12, cumulative percentage of assembly motion, assembler status, material mix up, and assembly sequence accounts for more than 80%. So, these four factors are the important factors for imbalance problem and need to be tackled.
Improve phase
For solving these four factors, ECRS (Eliminate, Combine, Rearrange, and Simplify), Ergonomics, and 5S tools are applied to enhance LOB rate. ECRS is often used to optimize assembly technique by combining two stations into one station, simplify assembly motion of a station, or rearrange the assembly sequence. 41 According to results of motion analysis of each assembly station, whether a station can be eliminated, combined, rearranged, or simplified will be clear. The ECRS result for imbalance is shown in Figure 13. Blue blocks represent the eliminated station, green blocks represent combined stations, and red blocks represent simplified station.
The ECRS for imbalance problem.
After applying ECRS tool, some stations still are the bottlenecks because unfit assembly motion may affect the assemblers’ status. Ergonomics was introduced to analyze the assemblers’ status, and it aims at reducing the assemblers’ fatigue and increasing assembly efficiency. 42 Figure 14 shows an example on changing from standing posture to sitting posture during assembly.

Ergonomics was applied to improve assemblers’ status.
Material mix-up is another important factor on imbalance, and it might cause assemblers take wrong materials or take a long time to find the right materials. 5S tools are used to standardize materials placing of the assembly line, and Figure 15 shows an example on improving the materials placing of motor assembly station.

Using 5S tools for standard materials placing.
Using the tools of ECRS, ergonomics, and 5S, the LOB rate of assembly line has increased from 72.6% to 87.8%. The four important imbalance factors have been tackled; the improved assembly line is economical and efficient than ever before, but there is still space for Lean-Kaizen.
Control phase
To maintain the achievements of Lean-Kaizen, Standard Operating Procedure (SOP) method is proposed for standardizing the motion of assemblers. Figure 16 shows a station’s SOP document, which includes assembly motions, materials, and announcements with pictures for illustration.

An SOP document (in Chinese and English).
An Xbar-R control chart was introduced for monitoring the balance rate along with a control plan. Stopwatches were used to measure the operation time of each station five times per shift and then calculate the average LOB rate. In total, 20 shifts were measured and the average LOB rate of each shift was calculated as shown in Table 6. Based on that, the Xbar and R charts were used to control the stability of LOB as shown in Figure 17. The charts show that LOB improving tools obtain a satisfied result and stable fluctuation with the model of VSM-DMAIC.
The average balance rate of 20 shifts.


The Xbar-R charts for LOB.
Evaluation on Lean-Kaizen results
Since the VSM-DMAIC is a concurrent Lean-Kaizen model, a single evaluation indicator cannot reflect the results of concurrent Lean-Kaizen. Based on other researchers’ studies,7,43,44 we proposed 10 evaluation indicators as shown in Table 7.
Evaluation indicators for concurrent Lean-Kaizen.
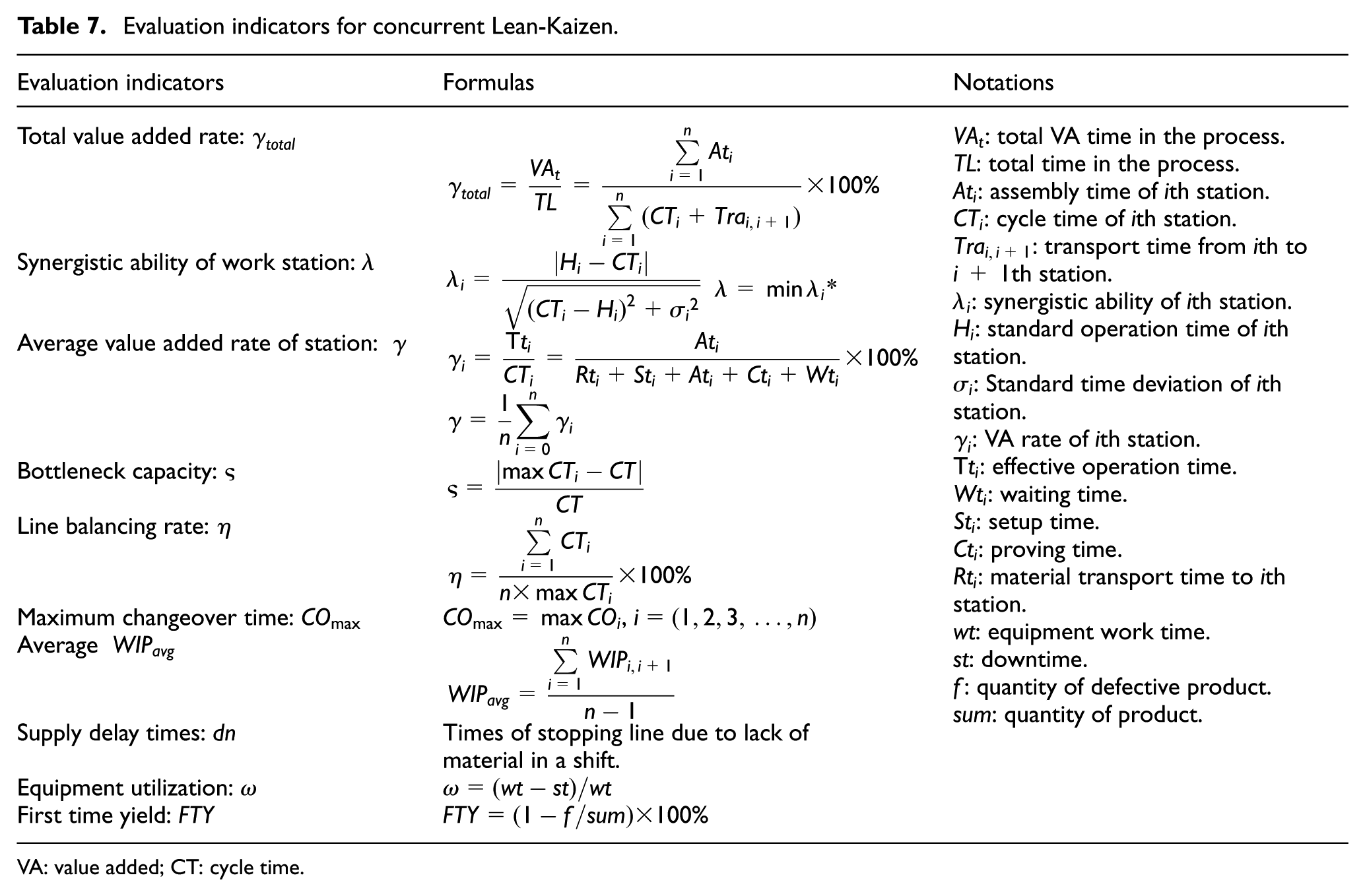
VA: value added; CT: cycle time.
In this case, the concurrent Lean-Kaizen PPs are Nos 1, 3, 4 and 8. After the first round of concurrent Lean-Kaizen, the evaluation indicators are calculated, and radar chart is applied to illustrate the Lean-Kaizen results as shown in Figure 18. The normalization procedure is applied to simplify the value of evaluation indicators.
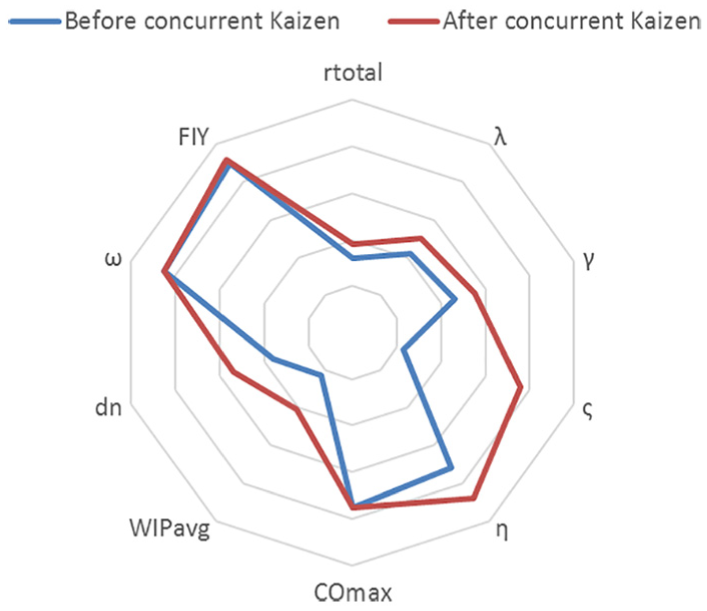
The evaluation indicators before and after concurrent Lean-Kaizen.
The LOB rate, average WIP, and supply delay have obviously improved after the first round. However, VA rate and synergistic ability of work station are still at low levels. We should pay more attention on the PPs which have relations with the two evaluation indicators.
For an air-conditioner manufacturer, promoting economic benefits is the ultimate and core goal. The economic benefits from tackled PPs can be calculated by equation (6), which quotes from the “Calculating method for economic benefits of enterprise innovation” by China State Council

where

Discussion
First, generalizability of the VSM-DMAIC model is discussed for verifying that the model can achieve concurrent Lean-Kaizen not only for an air-conditioner assembly line but also for other production scenarios. Second, the challenges and risks are discussed for clarifying the direction of VSM-DMAIC model improvement. Third, theoretical and managerial implications of the article are illustrated.
It is obvious that VSM is a powerful tool for identifying waste and DMAIC provides a structured procedure for problem-solving, and integration of VSM and DMAIC has been verified by a case study that the VSM-DMAIC model is useful and reliable. The VSM-DMAIC model was applied to an air-conditioner assembly line, which is a typical production line, and these kinds of lines have similar production flow and always face similar PPs, so the VSM-DMAIC model can be applied to identify and tackle PPs of various assembly line. However, the generalizability theoretical saturation of the model still should be enhanced by multiple cases in the future. We will apply VSM-DMAIC to other production lines of HR.
The proposed VSM-DMAIC model was verified by only one case, and this model is in an early stage of implementation. Some challenges and risks are still need to be solved, and they are illustrated as follows: (1) we just consider 4M1E to analyze the relationships among PPs; sometimes, 4M1E cannot contain all production resources. Two PPs may interact with each other and the procedures of improvement may change the same production resource. (2) DMAIC is used to realize the improvement; however, some PPs are solved properly and some others are not, such as eliminating time waste problems cannot obtain satisfied result. (3) The PPs summary, PPs relationship analysis, and PPs rank are empirical, and if some engineers leave the company, that may result in decision-making mistakes and have a direct effect on the PPs improvement.
The VSM-DMAIC provides a method to realize concurrent Lean-Kaizen, and the relationship analysis among PPs and dynamic PPs update mechanism greatly improved the efficiency of PPs improvement. This model applied feedback mechanism to realize continuous improvement, and we can manage the unordered PPs with problem sets.
Conclusion and further research work
VSM is a visualization Lean-management method for identifying the PPs by finding the gaps between current VSM and future VSM. DMAIC is a generic and versatile method which can be extended for rather extensive problem-solving tasks, and it provides a way of solving problem. VSM and DMAIC have their own advantages and disadvantages; VSM can easily and accurately identify PPs, but do not offer an idea to tackle them, and DMAIC offers a structure for problem-solving, but lacks in identifying PPs. So, integrating VSM and DMAIC is a feasible approach to adopt their advantages and avoid their disadvantages. In this article, we proposed the framework of VSM-DMAIC that VSM is applied to identify PPs and then DMAIC is applied to tackle them. Beyond that, PP set and PP ranking are used to realize concurrent Lean-Kaizen.
The case study focused on a new air-conditioner assembly line with the aim of solving the PPs during assembly processes. In total, 12 PPs have been identified by VSM and classified into four PP sets. That means the most important PP in each set can be tackled at the same time. In this article, the most important and typical problem on imbalance was selected and then DMAIC applied for improving LOB rate of this assembly line. The calculation results of evaluation indicators show that LOB rate, average WIP, and supply delay have obviously improved, especially the economic benefits—the first round of concurrent Lean-Kaizen has created 797,051 RMB profit per month.
This case study was the first application of VSM-DMAIC in production and practice. It has demonstrated significant improvement on air-conditioner assembly line. However, this model is in the early stage and needs to study more cases in the future.
Footnotes
Appendix
The full name of the tools in Figure 5.
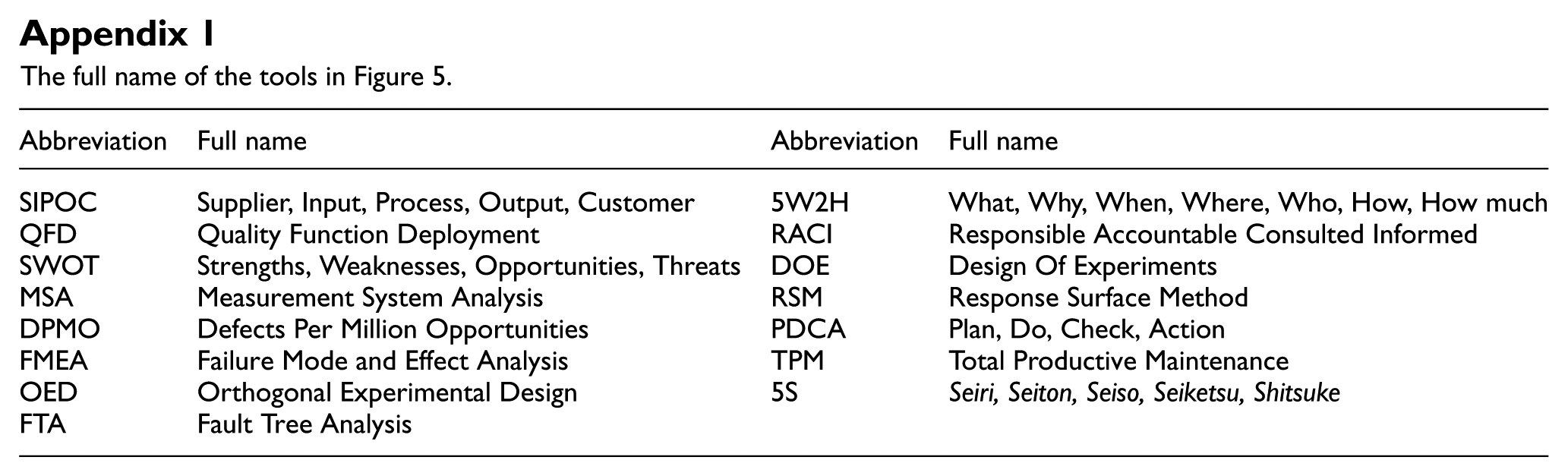
| Abbreviation | Full name | Abbreviation | Full name |
|---|---|---|---|
| SIPOC | Supplier, Input, Process, Output, Customer | 5W2H | What, Why, When, Where, Who, How, How much |
| QFD | Quality Function Deployment | RACI | Responsible Accountable Consulted Informed |
| SWOT | Strengths, Weaknesses, Opportunities, Threats | DOE | Design Of Experiments |
| MSA | Measurement System Analysis | RSM | Response Surface Method |
| DPMO | Defects Per Million Opportunities | PDCA | Plan, Do, Check, Action |
| FMEA | Failure Mode and Effect Analysis | TPM | Total Productive Maintenance |
| OED | Orthogonal Experimental Design | 5S | Seiri, Seiton, Seiso, Seiketsu, Shitsuke |
| FTA | Fault Tree Analysis |
Handling Editor: Xichun Luo
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by the Innovation Method Fund of China, and Ministry of Science & Technology (MOST), with grant no. 2016IM010100.