
Abstract
Aluminum matrix composites reinforced with SiC particles (SiCp) were prepared by electromagnetic stirring. This article aims to study the effects of SiCp addition on microstructure and mechanical properties of SiCp/ZL105, finally leading to expended range for ZL105 alloy application. Microstructural studies were carried out by optical microscope, scanning electron microscopy, and energy dispersive spectrometer. Tensile and hardness tests were conducted in order to identify mechanical properties. It was found that addition of 1.5 wt% SiCp causes the refined microstructure (including primary α-Al and eutectic Si) and reduced secondary dendrite arm spacing of α-Al matrix (12.6 μm). Compared to the ZL105 alloy, the ultimate tensile strength, elongation, and hardness of the composite with 1.5 wt% SiCp were increased by 24.6%, 37.3%, and 27.0%, respectively. The improved mechanical properties can mainly be attributed to the refinement of primary α-Al and eutectic Si, and uniformed dispersion of SiCp. Furthermore, the effects of voltage and agitation frequency of magnetic field on microstructure of composites were discussed.
Keywords
Introduction
Al-Si alloys are widely used in the aerospace, military, and automobile industries due to their superior castability and good balance of strength, ductility, and corrosion resistance.1–4 However, under the conditions of traditional casting processes, Al-Si alloys usually contain massive coarse, or long needle or lamellar shape eutectic Si phases, which degrades the microstructure of alloy, and reduces the mechanical properties and decreases corrosion resistance. 5
The addition of rare earth (RE), Sr, Al2O3 or ceramic elements, and the heat treatment 6 is an effective way to change the morphology and distribution of eutectic silicon phase in Al-Si alloys. Compared to the traditional preparation method of composites, electromagnetic stirring (EMS) has the characteristics of adjusted parameters, no stirring dead zone, pollution free, and low cost, so it is one of the most promising methods for producing cast products. Due to the stable chemical property, high thermal conductivity, and smaller thermal expansion coefficient, SiC particles (SiCp) attracted many scholars to study it. The method of producing aluminum matrix composite–reinforced SiCp has received more attention.
Wang et al. 7 studied the influence of EMS on the microstructure and mechanical property of Incoloy 825 superalloy. They found that the equiaxed grain region increased and the average grain size decreased when EMS was applied. The application of EMS can also decrease the total number of TiN, especially for the inclusion in large scales. Wu et al. 8 investigated the microstructural characteristics of Mg2Si/Al composites under different superheat and EMS. They revealed that the low superheat and EMS process refined the grain structure of the primary α-Al and (α-Al + Mg2Si) eutectic cell. Zhang et al. 9 found that the dispersion coefficient of particles was lower with reduced stirring power and prolonged stirring time. Lu et al. 10 investigated the effect of stirring current on the microstructure of Si phase. They found that the diameter of the Si particles is decided by the cooperation of the congregation effect and refining effect of EMS. In addition, a relatively weak EMS was more effective in refining the primary Si particles than a strong EMS. Wang et al. 11 fabricated (Al2O3+ Al3Zr)p/Al composites by the method of EMS. The report revealed that the Lorentz force improved the kinetic condition and accelerates the nucleation of endogenetic particulates (Al2O3 and Al3Zr). The mechanical properties of the composites were also greatly improved. From these reports, EMS technology can be used to prepare composites with excellent mechanical properties, and the appropriate parameters are the key to success.
Due to poor wettability between SiCp and aluminum alloy melts, it is not easy to introduce SiCp to the melts. Cui et al. 12 studied the wetting ability of SiCp during the preparation of SiCp/Al composites. They found that the surface of SiCp was formed with a SiO2 layer after high-temperature oxidation, which reduces the formation of brittle Al4C3 phases. In addition, high-temperature oxidation can also remove the gas adsorbed on the surface of SiC particles. Thus, high-temperature oxidation has a significant effect on improving the wetting.
In summary, the EMS method can improve the microstructure of alloys, finally leading to the improvement of mechanical properties of the alloys. However, until now, few studies have been reported in the literature concerning the effect of SiCp addition on the microstructures. This study investigated the effect of rotating magnetic fields on distribution of SiCp, and that of SiCp addition, excitation voltage, and rotational frequency on the microstructure of the ZL105 alloy.
Experimental procedure
SiC particles (purity 99.9%; Guanye, China) with an average particle diameter of 15–20 μm were used as reinforcement of the ZL105 alloy. The SiC particles were first subjected to high-temperature oxidation (at 1000°C for 4 h) in air using a tube furnace. This reduced the tendency of the SiCp to form a brittle Al4C3 phase when it made direct contact with Al alloy. 10 It was found that the high-temperature oxidation could form a SiO2 layer on SiCp surface so that the wettability of SiCp was improved due to the well crystallographic orientation relationship between SiCp and α-Al. The powders were preheated for 1 h at 100°C before the alloy was melted. The ZL105 alloy (Chinalco) was used as the matrix alloy in this research. The composition of this alloy is listed in Table 1.
Chemical composition of the ZL105 alloy used in the experiment (mass fraction, wt%).
The EMS processes with different voltages and agitation frequencies were used for preparation of the composites. In this series of experiments, composites with different SiCp contents were prepared under the environmental conditions of voltage 350 V (57.5 A) and frequency 35 Hz to obtain the optimal SiCp content. The ZL105 alloy ingot was melted at 750°C and held for 10 min. Then, the molten temperature was decreased to 650°C and the EMS was started. Meanwhile, the pretreated SiCp was added to the alloy melt at a rate of 0.3 g/min. The stirrer was stopped when the molten temperature decreased to 585°C at a cooling rate of 4°C/min. The molten alloy was then rapidly heated to 635°C again and poured into a steel mold. As a result, four types of samples were generated: ZL105 alloy, 1.0 wt% SiCp/ZL105 alloy, 1.5 wt% SiCp/ZL105 alloy, and 2.5 wt% SiCp/ZL105 alloy. The effects of different frequencies and voltages on the microstructures of composites containing the optimal SiCp content are then fabricated and compared. The experimental parameters are listed in Table 2.
Chart of experimental parameters.

The cast samples were mounted, polished, and then etched in an aqueous solution composed of 0.5 vol.% HF. The middle section of samples was used for microstructural study. Image processing software Image pro-plus 6.0 was used to measure the secondary dendrite arm spacing (SDAS) of primary α-Al, average size of eutectic Si phase, and the aspect ratio of grain. Calculation methods of mean area and aspect ratio are given 13 by

where
The microhardness was measured using a HVS-1000A Vickers hardness instrument. The set load was 0.3 kgf and the duration of load was 10 s. To evaluate the tensile properties, the test samples were machined into tensile test bars with a diameter of 6 mm and a gauge length of 30 mm (Figure 1) according to the standard of ASTM-B557M.15,16 The tests were carried out at room temperature using a SUNC UM5105 electro-servo testing machine. A controlled tensile speed of 1 mm/min and a 100-kN load cell were used. Each test was repeated seven times in order to obtain a precise mean value for each property. The microstructure of the samples was observed using scanning electron microscopy (SEM; FEI Quanta200 F). EDS analysis was performed with an NCA 250XMax 50 instrument.

Illustration of the standard tensile test sample.
Results and discussions
Effect of addition of SiCp on α-Al phase
Figure 2 shows the effect of SiCp addition on the microstructures of SiCp/ZL105 composites. The upper right corner of each chart is the enlarged view of a local organization. Figure 2(a) shows the organization of the ZL105 alloy produced by EMS. As shown, the structure consisted of bulky α-Al dendrites, long-needle eutectic Si, and bone-like iron-rich γ phase. The phases of α-Al, eutectic Si, and γ in the composites appeared to be refining after the addition of 1.0 wt% SiCp to the ZL105 alloy. Compared to the ZL105 matrix, the distribution of α-Al, eutectic Si, and γ phase in the reinforced composites was more uniform. At the same time, Si and γ phases were transformed into granular or short rods as shown in Figure 2(c). However, the α-Al phase, Si, and γ phases appeared to become coarsened with the addition of 2.5 wt% SiCp as shown in Figure 2(d).

Effect on microstructures of SiCp/ZL105 composites by adding SiCp: (a) 0 wt%, (b) 1.0 wt%, (c) 1.5 wt%, and (d) 2.5 wt%.
Figure 3 shows the effect of SiCp addition on the SDAS of the α-Al. The SDAS value decreased with increasing SiCp addition and decreased slightly from 39.8 to 12.6 μm for the modified alloy. The SDAS of α-Al decreased from 39.8 to 26.2 μm with the addition of 1.0 wt% SiCp to the alloy. A further increase in the SiCp content to 1.5% caused the SDAS to attain its lowest value (12.6 μm), which was a 68.4% reduction over that of the alloy without SiCp. This demonstrates that adding 1.5 wt% SiCp to the alloy produces the optimum α-Al refinement. However, addition of 2.5 wt% SiCp greatly reduced this refinement and the SDAS increased to 28.1 μm.

Effect on SDAS of composites with the addition of different SiCp content.
Kurz and Fisher 17 have defined SDAS as


where λ2 is the SDAS,
Qiu et al.
18
found that the SDAS depended on the size of the solute distribution coefficient
Figure 4 shows the SEM images of 1.5 wt% SiCp/ZL105. In Figure 4(a), the dark gray base is the Al matrix and the accumulation-type bone shape shown is the γ iron-rich phase. The long needle shape is the eutectic Si phase. It was found that the eutectic Si phase in Figure 4(a) exhibited a random distribution in the sample. This results from the melt flow caused by the EMS.

SEM images of 1.5 wt% SiCp/ZL105 composite: (a) microstructure at low magnification, (b) higher magnification micrograph showing the SiC, and (c) EDS result of the bright structure.
Figure 4(c) shows the EDS of the bright structure, and it shows that the mass percentage of carbon (C) and silicon (Si) was 3.58:8.14, which translated to an atomic percentage (7.72:7.51). This is close to the stoichiometry of SiC phase.
Effect of addition of SiCp on eutectic Si phase and iron-rich phase
Figure 5 shows the effect of SiCp addition on the average area and aspect ratios of eutectic Si phase. The average area of Si phase in the composite was lower than alloy without SiCp, which indicates that SiCp has an effect of refining Si phase, as shown in Figure 2. Adding 1.5 wt% SiCp has the best effect of refining Si phase. The average area of Si phase decreased to 30.2 μm2, which was 77.3% lower than the alloy without SiCp. In addition, the length–width ratio of eutectic Si phase was also reduced after the addition of SiCp. When the length–width ratio of the phase is close to 1.0, the mechanical properties of the composites significantly improved. 20 It can be seen from Figure 5(b) that the length–width ratio of the eutectic Si phase gradually reduced when the SiCp content is less than 2.5 wt%. As the SiCp content increased to 2.5 wt%, the average size, length–width ratio of eutectic Si phase, and primary α-Al secondary dendrite arm increased compared to the results obtained with 1.5 wt% SiCp.
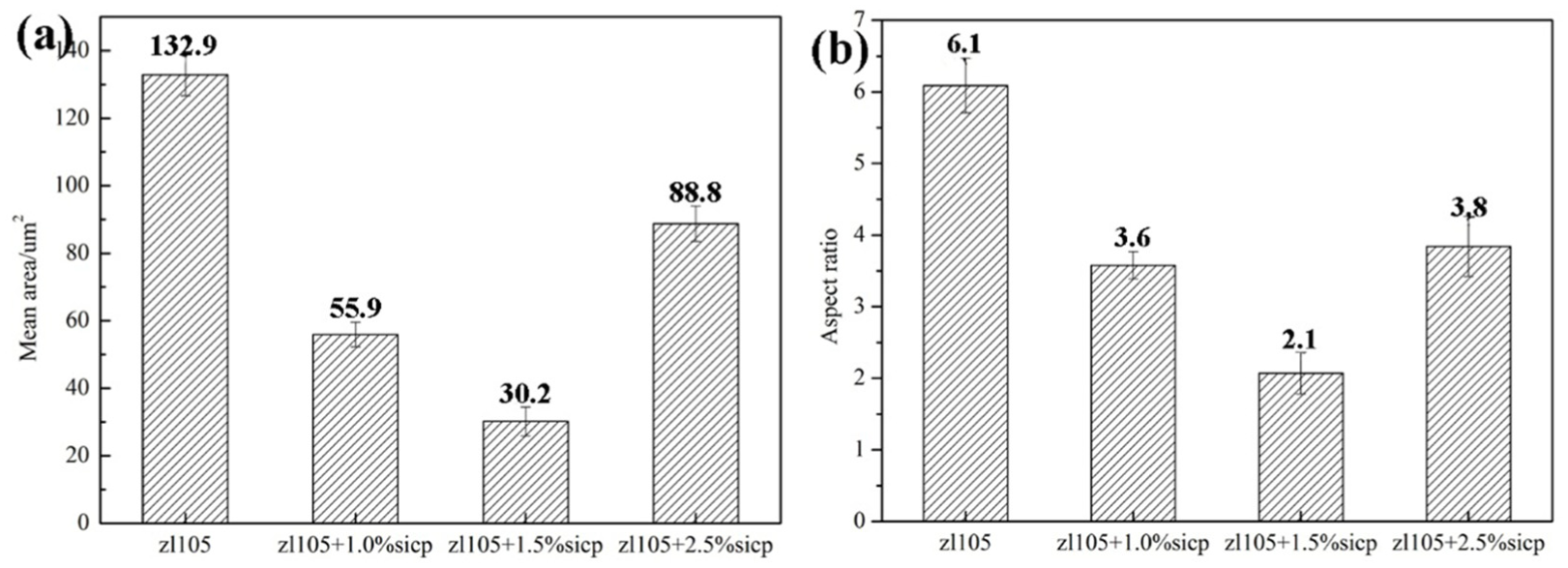
Effect on (a) average area and (b) aspect ratio of eutectic Si with different SiCp content.
The thermal hysteresis model can be used to explain the quadratic phase thinning phenomenon caused by the addition of SiCp. 21 The thermal conductivity and thermal diffusivity of SiCp are lower than those of the Al matrix, and the cooling rate of the SiCp is not as fast as the Al matrix during the later stage of solidification. As a consequence, the surrounding temperature of the SiCp is higher than the α-Al, which leads to the fact that most of the α-Al nuclei are located farther from the SiCp due to the lower temperature. However, the uniform distribution of the SiCp can be seen in Figure 4(a). The rapid solidification rate results in an even dispersion of the SiCp in the alloy during the solidification process. Based on the phenomenon of solute redistribution, Fe and Si are easy to gather in the melt and the dispersed SiCp also helps to prevent the solute elements from diffusing, which limits the nucleation and growth of the eutectic Si and quadratic phase γ.
To increase the rate of eutectic Si phase nucleation, Rohatgi et al. 22 and Wang et al. 23 found that SiCp promotes heterogeneous nucleation of the Si phase. As shown in Figure 6, the bright structure indicates that nucleation and growth of the eutectic Si phase are attached to the SiC particles.

(a) Nucleation and growth of eutectic Si approached to SiCp and (b) EDS result of the bright structure.
Effect of voltage on SiCp/ZL105 microstructure
The primary α-Al would collide and shear each other, and the hard SiC particle would have effect on primary α-Al. However, the conductivity of SiCp and ZL105 alloy has significant difference, so the mutual effect has linked to Lorentz force caused by EMS. Based on Faraday’s law, 24 the Lorentz force is directly proportional to the magnetic induction intensity (B) induced by melt


where F is the Lorentz force, J is the induced current, and R is the electrical resistivity. The magnetic induction intensity is directly proportional to the excitation voltage. Bo is the magnetic induction intensity of the external coil. K is associated with the quantity of coil, so it is seen as constant. 23
According to equations (4) and (5), with the increase in the applied voltage, the induced current in the melt becomes much larger, so the Lorentz magnetic force gets larger. SiCp in semi-solid slurry leads to the α-Al collision and shear. It will improve the compatibility and consistency of SiCp in Al alloy. However, as mentioned before, SiCp can hinder the diffusion of solute elements (Si and Fe), which can limit the quadratic phase nucleation and growth. Therefore, with the increase in the excitation voltage, the interaction of electromagnetic force with melt becomes larger. The disorder intensity of melt flow is large, indicating a significant effect on refining microstructure.
Figure 7 shows the microstructure of 1.5 wt% SiCp/ZL105 composite at different excitation voltages with the same frequency of 35 Hz. Figure 7(a) shows that the primary α-Al phase showed a dendritic state with large size and the gray-rich iron-rich phase exhibited the bone shape. Meanwhile, the eutectic Si phases showed the long needle-like shape and unevenly distributed in the composite. When the excitation voltage increased to 250 V, primary α-Al, iron-rich phase γ, and eutectic Si phase refined and had a better distribution. When the excitation voltage is continuously improved to 300 V, the microstructure becomes uniform and refined. Therefore, as the excitation voltage increases, the microstructure of the SiCp/ZL105 composites becomes better.

Effect of excitation voltage on microstructure of SiCp/ZL105 composite: (a) 200 V, (b) 250 V, and (c) 300 V. The rotational frequency was kept at 35 Hz.
Figure 8 shows the effect of excitation voltage on the SDAS of primary α-Al phase, the average area, and the aspect ratio of eutectic Si phase. When the excitation voltage was 200 V, the flowing intensity of the molten liquid was not strong, so the microstructure of SiCp/ZL105 composite was not effectively refined. The SDAS of α-Al, the average area, and the aspect ratio of eutectic Si phase are 33.7 μm, 101.2 μm2, and 5.9, respectively. When the excitation voltage was 350 V, the microstructure of the composite was significantly refined. The SDAS of primary α-Al, the average area, and the aspect ratio of the eutectic Si phase are 12.6 μm, 30.2 μm2, and 2.1, respectively, which are 62.7%, 70.2%, and 65.2% lower, respectively, compared to the condition at 200 V. In summary, when the stirring frequency is consistent, with the increasing excitation voltage, the nominal stirring power becomes larger. Thus, the intensity of molten liquid’s disorder flowing is stronger, leading to the better refining effect of SiCp to the microstructure.

Effect of excitation voltage on (a) SDAS of primary α-Al, (b) mean area, and (c) aspect ratio of eutectic Si phases.
Effect of agitation frequency on microstructure of SiCp/ZL105 composites
The effect of stirring frequency on the microstructure of the composites was investigated at the excitation voltage of 250 V. Figure 9 shows the effect of different stirring frequencies (25, 30, and 38 Hz) on the microstructure of 1.5 wt% SiCp/ZL105 composite with the excitation voltage of 250 V. In contrast to Figure 9(a)–(c), it was found that the microstructure of the agitation frequency 25 Hz was more refined. With the increase in the stirring frequency, the primary α-Al becomes coarse and non-uniform, and both the iron-rich phase γ and the eutectic Si phase were coarsened, where the former was a skeletal-like distribution and the latter was directional in the local area needle-like arrangement, which would deteriorate the mechanical properties of the composites.

Effect of rotational frequency on the microstructure of SiCp/ZL105 composites: (a) 25 Hz, (b) 30 Hz, and (c) 38 Hz. The applied voltage was kept at 250 V.
As shown in Figure 10, the SDAS of primary α-Al, the average eutectic Si phase, and the aspect ratio of composites can be measured using the Image-Pro Plus 6.0 software. When the stirring frequency is 25 Hz, the SDAS of the primary α-Al is only 25.9 μm; the average area and the aspect ratio of the eutectic Si phase are only 35.8 μm2 and 2.4, respectively. With the increase in the frequency of EMS, the microstructure is gradually coarsened. The average area and the aspect ratio of eutectic Si phase become maximum when the stirring frequency is 38 Hz. The SDAS of the primary α-Al, the average area, and the aspect ratio of eutectic Si phase were 32.9 μm, 68.6 μm2, and 5.8, respectively, which increased by 26.8%, 91.6%, and 145.8%, respectively, compared to the stirring frequency of 25 Hz. When the excitation is consistent, with the increasing stirring frequency, the microstructure becomes coarser.
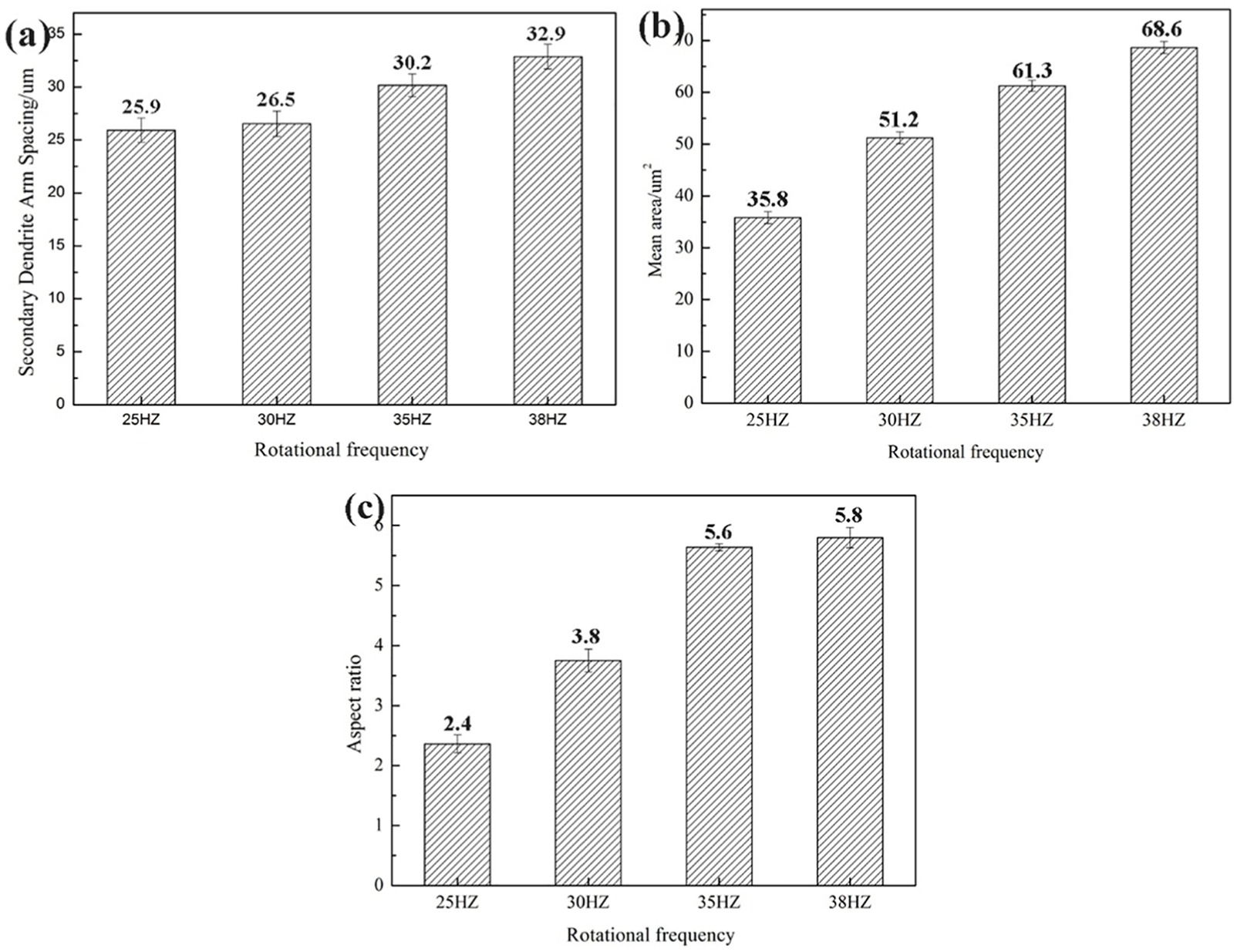
Effect of rotational frequency on (a) SDAS of primary α-Al, (b) mean area, and (c) aspect ratio of eutectic Si phase.
In general, the higher the agitation frequency, the higher the generated rotational rate during the EMS process. However, the actual rotational speed of the melt is lower than the rotational speed of the rotating magnetic field. The improvement in frequency results in an increase in the rotational speed of the magnetic field, which also causes the rotational speed difference between the melt and the rotating magnetic field and leads to a decrease in the stirring power factor. However, the increase in the stirring frequency also results in the improvement in the impedance and the decrease in the actual output current. Therefore, the nominal stirring power reduced at the same excitation voltage. Basically, the nominal stirring power determines the turbulence level of the melt. Hence, the grains are coarsened due to the decrease in the stirring power factor and the improvement in the impedance resulting in the decrease in the turbulence.
Mechanical properties
Figure 11 shows the mechanical properties of the alloys with various concentration of SiCp at room temperature. It can be seen that the addition of SiCp has a significant effect on the mechanical properties of the ZL105 alloys. Both the ultimate tensile strength (UTS) and elongation were enhanced by addition of SiCp ranging from 1.0% to 1.5%. The UTS and elongation of this sample were found to be 238.6 MPa and 4.6%, respectively. Further addition of SiCp resulted in a reduction in the mechanical properties. Therefore, the amount of SiCp added to the ZL105 alloys must be limited within a rational range.

(a) Ultimate tensile strength and (b) tensile stress–strain curves of specimens with the addition of different SiCp content.
Table 3 shows the effects of EMS process on different alloys. In contrast, the UTS of the alloys is improved after EMS process. Meanwhile, it is also noted that the mechanical properties of the alloys were further improved due to the addition of SiCp.
Effects of electromagnetic stirring process on different alloys.

UTS: ultimate tensile strength.
It is well known that the mechanical properties of the Al-Si alloys largely depend on the size and morphology of (Al) dendrites, iron-rich phases, and eutectic silicon characteristics.27,28 The addition of SiCp to the alloys increased the undercooling, and also formed adsorptive SiCp elemental films at the boundaries of growing crystals, resulting in a reduction in the grain growth rate and the formation of a fine-grained structure. The smaller grain size increased the deformation resistance, accordingly leading to the improvement in the tensile strength and elongation of the composites. However, the smaller Chinese script–like iron-rich phases and eutectic Si phases also help to improve the mechanical properties of Al-Si alloy. 29 The SiCp can effectively change the size and morphology of Chinese script–like iron-rich phases and eutectic Si phases, thus reducing the effects of their separation from the alloy matrix, finally improving the mechanical properties of the Al-Si alloy. Compared to the alloy without SiCp, the UTS and elongation of the ZL105 with 1.5 wt% SiCp increased by 24.6% and 37.3%, respectively. However, an excess of SiCp caused a slight decline in the tensile property and elongation. The decrease in the mechanical properties of the 2.5 wt% SiCp-modified alloy probably results from a disordered distribution of the eutectic silicon and iron-rich phase which makes the composites prone to fracture during tensile test (Table 4).
Effect of SiCp addition on parameters of microstructure and tensile properties in composites.

SDAS: secondary dendrite arm spacing; UTS: ultimate tensile strength.
The microscopic hardness of the alloys was transformed significantly by the addition of SiCp as shown in Figure 12. The introduction of 1.0 wt% SiCp produced a 14.5% increase in hardness. After adding 1.5 wt% SiCp, the microscopic hardness of the alloy attained 101.86 HV. Compared to the alloy without SiCp, the microscopic hardness of the 1.5 wt% SiCp-modified alloys increased by 27.0%. The alloy without SiCp had the lowest hardness. The difference in hardness between the alloy and the SiCp-modified alloy can be explained by the homogeneous distribution of eutectic silicon and iron-rich phase in the modified alloy. The more homogeneous the distribution of these phases in the alloy, the better the mechanical properties of the composite. Furthermore, when the SiCp addition reached 2.5 wt%, a disorder distribution of eutectic silicon and iron-rich phase caused the decreasing in the hardness.

Effect of SiCp addition on microhardness.
Conclusion
The following conclusion can be drawn:
The α-Al dendrites in cast Al-Si alloys were effectively refined by addition of various concentrations of SiCp. The SDAS value of the alloy decreased slightly from 39.8 to 12.6 μm when the SiCp content of the alloy approached 1.5 wt%.
The average area and the aspect ratio of the Si phase in the alloy were optimized by SiCp addition. The aspect ratio of Si phase decreased from 6.1 to 2.1 with the addition of SiCp reached to 1.5 wt%.
Adjusting the parameters of EMS process can change the degree of melt turbulence. Thus, it affects the dispersion of SiCp in the Al matrix and the microstructure of the composites. The study found that the excitation voltage of 350 V and the stirring frequency of 35 Hz are the optimal parameters.
The proper addition of SiCp and the optimization of EMS process parameters can effectively improve the microstructure. Under conditions of optimal EMS parameters, the mechanical properties improved with the increase in SiCp content. The optimal coefficient is 1.5 wt%. Accordingly, the best UTS and elongation were found to be 238.6 MPa and 4.6%, respectively.
Footnotes
Handling Editor: Kang Cheung Chan
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China (no. 51364035) and the Natural Science Foundation of Jiangxi Province (no. 20171BAB206034).