
Abstract
The effect of different amounts (0 wt%, 0.02 wt%, 0.04 wt%, 0.06 wt%) of Sr modification on the microstructure of AlSi5Cu1Mg alloy was investigated. The wear resistances of the alloys were tested using an MMD-1 pin-on-disk wear-testing apparatus. Worn surfaces were examined using a scanning electron microscopy equipped with an energy-dispersive spectrometer. The relationship between the microstructure and wear properties of the alloy was discussed. The results show that the addition of Sr caused the grain refinement and AlSi5Cu1Mg with 0.04 wt% Sr has short rod-like Fe-rich intermetallic, minimal size of α-Al phase and secondary dendrite arm spacing, and granular or fibrous eutectic Si phase distributed uniformly at grain boundaries. Compared to the matrix alloy, the tensile strength, Brinell hardness, and elongation of the AlSi5Cu1Mg with 0.04 wt% Sr increased by 15%, 48%, and 73%, respectively. Both the lowest friction coefficient and the best wear resistance were achieved by the AlSi5Cu1Mg with 0.04 wt% Sr. Compared to the matrix alloy, the wear mass loss and friction coefficient of the AlSi5Cu1Mg with 0.04 wt% Sr increased by 42% and 18%, respectively. The adhesive wear and abrasive wear are the main wear mechanisms.
Introduction
Aluminum alloy is often applied as a structural material in the aerospace, electronics, and automotive industries. This lightweight material is favored because of its high specific strength, good electrical and thermal conductivities, good plastic deformation performance, and easy processing.1,2 Al-Si alloy plays a pivotal role in the large-scale production of aluminum alloy castings for its good casting properties and air tightness.3,4 However, the wear resistance of Al-Si alloy is not good enough to make them wide applied as wear resistance materials which limits their use. So, it is meaningful to enhance the wear resistance of aluminum alloy. Wear resistance of the cast alloy is significantly influenced by the microstructure of the alloy, including the size and shape of Fe-rich intermetallic, coarse eutectic Si phase, and minimal α-Al phase and its secondary dendrite arm spacing (SDAS). 5 In order to improve the wear resistance property of Al-Si alloy, two major approaches have been developed to modify the microstructure of the alloy. One is heat treatment. Heat treatment can refine the grain. However, heat treatment requires a lot of energy at low efficiency, which limits its application. Another one is adding rare-earth modifier. Rare earth modifier can significantly refine the grain, strengthen the matrix mechanical properties, and improve the processing performance, as well as wear resistance.
Some studies have shown that the addition of Sr can effectively refine the silicon phase and improve the mechanical properties of the alloy.6,7 FJ Tavitas-Medrano et al. 8 found that Sr-modified alloy with additions of Mg in the T6 condition showed improved ultimate tensile strength (UTS), yield strength, elongation, and hardness. A Fabrizi et al. 9 studied the effect of Sr modification on the high-pressure die cast AlSi9Cu3(Fe) alloy. The results indicated that Sr plays an important role in the reductions of SDAS and the size of Al grain. Besides, the wear resistance is also the important property for aluminum–silicon alloys. In fact, some researchers have improved it through other metamorphic elements. WX Shi et al. 10 studied the effect of Nd on the microstructure and wear resistance of hypereutectic Al20%Si alloy and found that the alloy with 0.3 wt% Nd has the best wear properties. However, few works have been done about the effect of Sr addition on the microstructure and wear resistance of Al-Si eutectic alloy.
In this work, additive Sr was used to modify the microstructures of AlSi5Cu1Mg alloys, as well as to improve its wear resistance. The relationship between microstructure and wear performance of AlSi5Cu1Mg was also discussed.
Experiment
The AlSi5Cu1Mg alloy samples were melted in a clay/graphite crucible at 760°C (1043 K) in an electric resistant furnace. Different amounts, 0 wt%, 0.02 wt%, 0.04 wt%, and 0.06 wt%, of Sr (in the form of Al-10%Sr master alloy) were added into the molten alloys, respectively. The chemical compositions of the as-cast alloys have been detected by an inductively coupled plasma mass spectrometer (ICP-MS) and are listed in Table 1.
Chemical compositions of AlSi5Cu1Mg alloys with different Sr additions (wt%).

An etchant of 0.5 wt% hydrofluoric acid (HF) water solution was used to reveal the microstructure of polishing samples. Metallographic specimens were mechanically ground and polished through standard routines and examined with an optical microscope (Nican 300) at different magnifications to see the morphology change of the compounds in the alloys with different amounts of Sr addition. The precipitated phases of the specimens were characterized by Quanta 200 scanning electron microscopy (SEM) with energy-dispersive spectroscope (EDS). Image-Pro Plus (IPP) image analysis software was employed to determine the size of α-Al phases of the samples. The mean diameter (MD), aspect ratio (AR), and the SDAS were selected as the evaluation parameters for grain size and morphology. Calculation methods of MD, AR, and SDAS are shown as follows



where MD is the mean diameter, Di is the diameter of single grain, AR is the aspect ratio, ll/ls is the ratio of length and width of the grain, SDAS is the secondary dendrite arm spacing, and Dj is the space of the two secondary dendrites.
In order to test the tensile properties of the alloy, the samples were processed as Ф9 mm×100 mm tensile test bars in accordance with ASTM B557M standard specifications. The tensile tests were carried out at room temperature at a strain rate of 1 mm/min and UTS and elongation were measured by UTM5105 test machine. The HB-3000B Brinell hardness test machine was used to measure the hardness of the alloys.
The wear test samples were cut into Ф4.5 mm×11 mm test pins by a wire-electrode cutting machine. The wear property tests were carried on a MMD-1 pin-on-disk wear-testing apparatus at ambient temperature. The 45 steel with 50HRC was selected as the disk. Mean sliding diameter of the grinding disk is 36 mm during the tests. Before the test, the sample pins and disk were polished to a surface finish of about 0.5 μm, washed with ethanol solution, and dried to obtain stable friction coefficient. Constant sliding speed of 100 r/min (0.188 m/s),11–13 load of 40 N, and sliding time of 15 min were the parameters (Figure 1) selected for the tests (35%–50% relative humidity, room temperature). The weight of the sample before and after the test was measured using a FA2204B electronic balance (accuracy ±0.1 mg). SEM was used to observe the specimen wear surface.
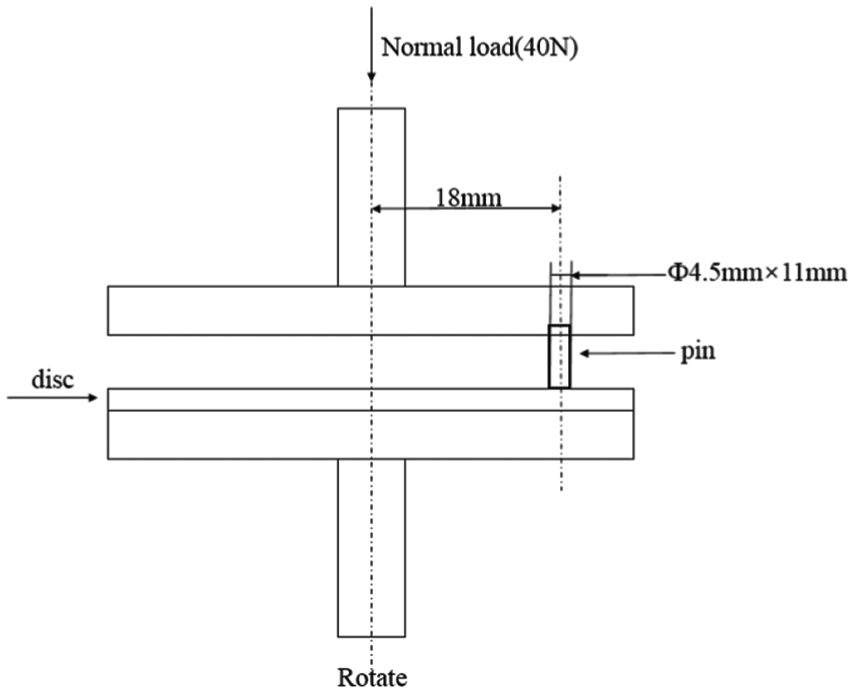
Schematic representation of the wear test.
Results and discussion
Microstructures
Eutectic Si phase and α-Al phase
The microstructure images of the eutectic Si phase and α-Al phase in the alloy samples are shown in Figure 2. According to Figure 2(a), the eutectic Si phase in AlSi5Cu1Mg without Sr is a long needle-like structure and distributes at grain boundaries irregularly. The α-Al phase is a dendritic structure with messy growth directions and large grain size. Due to the addition of Sr, the microstructures of the eutectic Si and α-Al phases have changed significantly, and those phases all have been significantly refined. As shown in Figure 2(c), the shape of the eutectic Si turns into granular and evenly distributes in boundaries. The dendritic α-Al phases in AlSi5Cu1Mg with 0.04 wt% Sr become round with small size and distribute uniformly. In general, Sr addition can effectively refine the eutectic Si and α-Al phases and change the appearance. Moreover, Sr also reduces the Si phase boundary energy in AlSi5Cu1Mg. The decrease in the energy of the Si phase boundary causes the eutectic Si phase to increase simultaneously in each direction and increases the possibility of twinning generation in the crystallization process.

Morphologies of eutectic Si phase and α-Al phase in AlSi5Cu1Mg with different amounts of Sr addition: (a) 0 wt% Sr, (b) 0.02 wt% Sr, (c) 0.04 wt% Sr, and (d) 0.06 wt% Sr.
However, with more Sr addition, as shown in Figure 2(d), the eutectic Si phases segregate into α-Al dendrite boundaries and distribute unevenly compared with the ones in Figure 2(c). The size of α-Al phases also shows an increasing trend with increasing Sr addition. According to the literature, 14 the morphology of α-Al in casting aluminum alloy has great influence on the mechanical properties, especially for the plasticity of aluminum alloy. The coarseness of the grain tends to reduce the mechanical properties of materials. Therefore, the optimal addition amount of Sr is 0.04 wt% under the current experimental conditions.
The MD and AR of the α-Al grains are shown in Figure 3(a) and (b). In AlSi5Cu1Mg without Sr, the MD was 51 μm and the AR was 3.6. As increasing Sr addition from 0 to 0.04 wt%, the size of the α-Al grains decreased with the increase in Sr addition. The MD and AR of the alloy with 0.04 wt% Sr were 18 and 1.3 μm, respectively. Compared to the ones of AlSi5Cu1Mg alloys without Sr, their increment rates are 64% and 63%, respectively. However, with further increase in Sr addition, the MD and AR of the AlSi5Cu1Mg alloys become larger.

Size of α-Al of AlSi5Cu1Mg with different Sr additions.
SDAS is the vertical distance of two α-Al secondary dendrite arms. As shown in Figure 3(c), the SDAS in the AlSi5Cu1Mg without Sr is 39 μm and is the largest of all the samples. As increasing Sr addition from 0 to 0.04 wt%, the SDAS decreases from 39 to 15 μm. However, with further increasing Sr addition, SDAS of the AlSi5Cu1Mg alloys will become larger.
Intermediate phase
Fe is a common impurity element in aluminum alloys. Compared to other impurities, Fe has much more negative effects on the performance of aluminum alloy. The Fe element generally solidifies in the form of a long needle-like β-Al5FeSi phase, which severely penetrates the substrate and significantly reduces the properties of the aluminum alloy. 15 White α-Al phases, gray-black Si phases, and light gray Fe-rich phases can be seen in Figure 4. In Figure 4(a), the Fe-rich phases are strip-shaped or long needle-like. Sr addition can make the strip-shaped Fe-rich phases become small and causes fragmentation. In AlSi5Cu1Mg with 0.04 wt% Sr, as shown in Figure 4(c), Fe-rich phase is completely refined and dispersed in the middle of the Si phase. However, further increasing the Sr addition, as shown in Figure 4(d), Fe-rich phase has a tendency to increase.

Morphologies of Fe-rich intermetallics in AlSi5Cu1Mg with different amounts of Sr addition: (a) 0 wt% Sr, (b) 0.02 wt% Sr, (c) 0.04 wt% Sr, and (d) 0.06 wt% Sr.
The SEM morphology of AlSi5Cu1Mg with 0.04% Sr is shown in Figure 5. The white bright spot (spectrum 1) was analyzed by EDS. According the EDS analysis, the position of spectrum 1 is compounds of Sr. The size of the compound of Sr is about 2–3 μm. Reports show that compounds of Sr can generate in the aluminum alloy by the addition of Sr during the casting process. The generated compounds could be Al4Sr, Al2Si2Sr, and SiSr.16,17 Al2Si2Sr forces the eutectic Si phase to evolve with enhanced growth velocity, thus shifting the growth process toward interface control. The Sr-altered interface kinetics, once brought into effect, further amplifies the depression of the eutectic temperature and leads to refined coral-like fibrous growth. 18

SEM and EDS results of the compounds of Sr in AlSi5Cu1Mg alloy with 0.04 wt% Sr addition.
Mechanical properties
The tensile strength, Brinell hardness, and elongation of the alloy samples are shown in Table 2. As increasing the Sr addition from 0 to 0.04 wt%, the mechanical properties of the AlSi5Cu1Mg alloys are improved greatly. The tensile strength, Brinell hardness, and elongation of the AlSi5Cu1Mg alloys with 0.04 wt% Sr are 220 MPa, 113 HB, and 6.80%, respectively. Compared to the ones of AlSi5Cu1Mg alloys without Sr, their increment rates are 15%, 49%, and 73%, respectively. However, further increasing Sr addition, the tensile strength, Brinell hardness, and elongation of the AlSi5Cu1Mg alloys are all deteriorated.
Performance data of the AlSi5Cu1Mg alloy modified by different amounts of Sr.

Figure 6 shows the SEM morphologies of tensile fracture of AlSi5Cu1Mg alloy with different amounts of Sr addition. As shown in Figure 6(a), the fracture surface of AlSi5Cu1Mg without Sr has the typical morphology of brittle fracture. The fracture surface consists of many smooth step-like cleavages with different sizes and no dimple can be found. This type of fracture must be avoided in order to enhance the tensile properties of the alloy. Sr addition has a significant effect on the fracture property of AlSi5Cu1Mg. In Figure 6(b), besides many step-like cleavages, some dimples can be found in the fracture surface. The fracture surface of AlSi5Cu1Mg with 0.02 wt% Sr indicates that the fracture is not only brittle fracture but also ductile fracture. In Figure 6(c), it can be seen that the fractures of the alloy have the typical feature ductile fracture. There are many dimples and almost no step-like cleavage can be seen from the AlSi5Cu1Mg alloy added with 0.04 wt% Sr. In accordance with Figure 6(d), the brittle plain area reappears, the amount of dimples on the fracture was reduced, indicating the reduction in the modification effect. In one word, 0–0.06 wt% Sr addition has an active effect on the fracture property of AlSi5Cu1Mg.
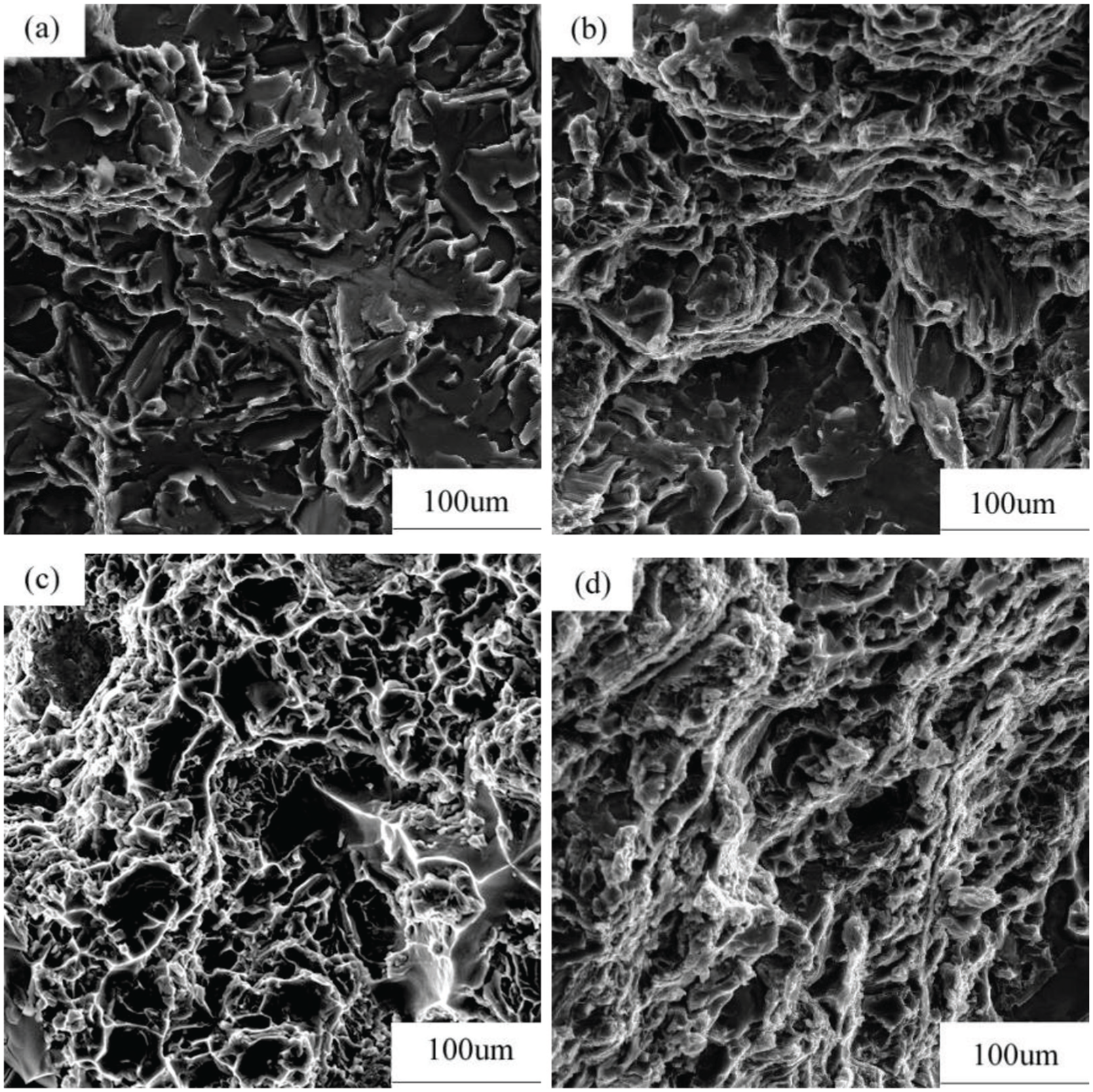
SEM of tensile fractures of AlSi5Cu1Mg alloy with different amounts of Sr addition: (a) 0 wt% Sr, (b) 0.02 wt% Sr, (c) 0.04 wt% Sr, and (d) 0.06 wt% Sr.
Wear properties
Wear mass loss
Wear mass loss of the alloy samples is shown in Figure 7. The wear mass loss of AlSi5Cu1Mg without Sr is the highest of all samples. As increasing the amount of Sr addition from 0 to 0.04 wt%, the wear mass loss of AlSi5Cu1Mg decreases from 11.9 to 6.8 mg. However, with the further increase in Sr addition, the wear mass loss of the AlSi5Cu1Mg increases.

The effect of Sr modification on wear mass loss.
In general, alloy wear mass loss is inversely proportional to its hardness. 19 As shown in Table 1, the hardness of AlSi5Cu1Mg with Sr 0.04 wt% reaches the maximum value 113 HB, at the same time, as shown in Figure 7, the wear mass loss of AlSi5Cu1Mg with Sr 0.04 wt% has the minimum value 6.84 mg. These properties have great relationship with the microstructure characteristics of the alloy. 20 In AlSi5Cu1Mg without Sr, the needle-like eutectic Si phase and Fe-rich phase cause the stress concentration at grain boundaries, which can promote the debris generation at the resulting interfaces and lead to the increase in wear rate. However, In AlSi5Cu1Mg with 0.04 wt% Sr, the granular eutectic Si phases are evenly distributed in α-Al dendrite boundaries and the Fe-rich phase is completely refined and dispersed in the middle of the Si phase. Therefore, the stress concentration between the secondary phase and substrate is reduced and the adhesion between the secondary phase and substrate could be greatly improved; as a result, the wear resistance is improved.
In addition, due to the generation of compounds of Sr, which play the reinforcement role of hardening, AlSi5Cu1Mg with suitable amount of Sr addition has a better wear resistance compared with the one without Sr. However, too much hard and brittle rare-earth compounds also can cause the deterioration of wear resistance.
Coefficients of friction
The average friction factors of the alloy samples are shown in Figure 8. The average friction factor of AlSi5Cu1Mg alloys without Sr is the highest of all groups. With the increase in Sr content, the average friction factors of the alloys grew smaller and smaller. When the amount of Sr addition is up to 0.04 wt%, the average friction factor of alloy reaches a minimum value of 0.31. Compared to the ones of AlSi5Cu1Mg alloys without Sr, their decrement rate is 18%. However, further increasing Sr addition, the wear rate of the AlSi5Cu1Mg alloys becomes larger.

The effect of Sr modification on average friction factors.
Friction arises because the molecules on both surfaces bond with each other and resist when the surfaces try to move away and break the bonds. As mentioned, when the amount of Sr addition was up to 0.04 wt%, the wear mass loss reached a minimum of 6.84 mg; this shows that the amount of wear debris accumulated between asperities is also greatly reduced. In the constant normal load, friction reducing would lead to lower friction factor.
Wear mechanism
The wear surfaces of AlSi5Cu1Mg with different amounts of Sr addition are shown in Figure 9. A dense oxidation film can be deposited on the surface of aluminum alloy at room temperatures in the atmosphere. Particularly, in the high load sliding wear process, the released heat and the surface roughness prompt the generation of oxidized film on the grinding surface of aluminum alloy. As a lubricant, the oxide film prevents the direct contact between the alloy and the disk. Therefore, the oxide film not only reduces the friction factor but also improves the wear resistance. However, under sufficient normal force, plastic deformation may occur on the alloy surface, which leads to the crack in the oxide film. As shown in Figure 9(a) and (c), plastic deformation occurred and parallel scratches were generated due to the scratching of the opposite hard spots of the friction pair. As shown in Figure 9(b) and (d), large flaking pit can be found on the grinding surface. It indicates that delamination wear occurred in the wear test. Delamination wear is a kind of fatigue wear, which is caused by repeated sliding wear of the alloy. The flake crack initiated in surface layer and developed in subsurface stratum; multiple cracks extended to wear surface will cause material peeling off. Due to the brittleness, the oxide film will be broken when the alloy is beyond its load limit of the external force, so that the softer aluminum matrix and the friction pair contact each other directly, resulting in the significant increase in wear rate.

Worn surfaces of AlSi5Cu1Mg alloys with different amounts of Sr additions under load of 40 N: (a, b) 0 wt% Sr, (c, d) 0.02 wt% Sr, (e, f) 0.04 wt% Sr, and (g, h) 0.06 wt% Sr.
Compared with the one in Figure 9(d), the peeling pit in Figure 9(b) is wider and deeper. With Sr addition, the shape of the eutectic Si and Fe-rich phase is granular, which makes the tight adhesion between the secondary phase and the matrix. It not only keeps grain boundary from sliding but also effectively prevents the shear effect between the hard asperity and the soft alloy and reduces the generation, growth, and expansion of cracks. The Sr addition can modify the matrix microstructure to increase the hardness of the material. Therefore, the scratches on the wear surface of AlSi5Cu1Mg with 0.02 wt% Sr in Figure 9(d) are finer than the ones of AlSi5Cu1Mg without Sr addition in Figure 9(b). As shown in Figure 9(e), almost no plastic deformation or peeling pit was observed on the worn surface of AlSi5Cu1Mg containing 0.04% by weight of Sr. The ground surface is less damaged than other samples. Figure 10(a) and (b) shows the wear debris generated from the wear test. According to the images, the size of debris belonging to AlSi5Cu1Mg with 0.06 wt% Sr is smaller than that of the matrix. EDS shows that the debris is composed of O, Al, Si, and Fe elements, which means that it is a mixture of alumina, silica, and iron oxide. The guess is caused by abrasive wear. The wear mechanism of the composite during the wear process is mainly abrasive wear. Thus, the collected grinding debris is small, and it is difficult to observe the laminar wear debris. However, as shown in Figure 9(g) and 9(h), AlSi5Cu1Mg with 0.06 wt% Sr has less mechanical mixing layers and more peeling pits compared to Figure 9(e) and (f). It indicates that the delamination wear was the main wear mechanism of AlSi5Cu1Mg with 0.06 wt% Sr. In conclusion, AlSi5Cu1Mg with 0.04 wt% Sr has the best wear resistance of all the samples, and the adhesive wear and abrasive wear are the main wear mechanisms.

SEM images of debris corresponding to 40 N load for (a) 0.04 wt% Sr/AlSi5Cu1Mg and (b) 0 wt% Sr/AlSi5Cu1Mg.
Conclusion
Sr addition causes significant refinement of AlSi5Cu1Mg microstructure, not only reducing the average size of the α-Al phase and the SDAS but also refining the coarse Si phase and Fe-rich phase.
The tensile strength, Brinell hardness, and elongation of the AlSi5Cu1Mg with 0.04 wt% Sr are 220 MPa, 113 HB, and 7%, respectively. Compared to the ones of AlSi5Cu1Mg alloys without Sr, their increment rates are 15%, 48%, and 73%, respectively.
As increasing the amount of Sr from 0 to 0.04 wt%, the wear mass loss and friction coefficient of AlSi5Cu1Mg decrease from 11.9 to 6.8 mg and 0.38 to 0.31 mg, respectively. Further increasing the Sr addition, however, the wear rate and friction coefficient increase. The main wear mechanism of AlSi5Cu1Mg with 0.04 wt% Sr was a combination of abrasive wear and adhesive wear.
Footnotes
Handling Editor: Noel Brunetiere
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Natural Science Foundation of Jiangxi Province (no. 20171BAB206034).