
Abstract
High-strength shotcrete is always needed to strengthen rock support. However, it will reversely increase the crack risk. Crack normally goes against the durability and shortens the service life of shotcrete. The objective of this article was to improve the crack resistance of shotcrete with expansive agent and internal curing agent. C50 shotcrete with 10% of silica fume was taken as reference mix composition. Ring test and thermal stress test simulating actual temperature, relative humidity, and constraint were carried out to directly assess crack resistance. Restrained deformation, autogenous volume deformation, and pore structure were measured to study how expansive agent and internal curing agent resisted crack. The results indicated that 4% of expansive agent was enough to improve crack resistance of C50 shotcrete. It could fill internal pores and produce compressive pre-stress at earlier age which could be used to compensate shrinkage at later age. Furthermore, the crack resistance of C50 shotcrete could be further promoted when internal curing agent was employed together with expansive agent. The internal curing agent was able to reduce auto-shrinkage by decreasing the loss of internal relative humidity. In addition, it could also enhance the hydration degree of expansive agent, which would strengthen the role of expansive agent on resisting crack.
Introduction
Shotcrete has become one of the most vital building materials, which plays an important role in support. It can make the excavation safer in underground openings than other measures. As was said by Morgan, a consulting engineer in Canada, shotcrete could save lives around the world in the construction such as mines and tunnels. In other words, the support capacity of shotcrete has been widely accepted because it can timely and effectively keep surrounding rock stable. However, the durability such as freeze-proof ability,1,2 permeability, 3 and chloride ion penetration resistance 4 are in doubt when shotcrete linings are regarded as a permanent structure. Crack is one of the most critical factors which go against the durability. It always happens because of the shrinkage such as auto-shrinkage, drying shrinkage, and chemical shrinkage. What’s worse, too much shrinkage is the typical characteristic of shotcrete. 5 Especially in recent years, high-strength shotcrete was needed to meet the requirement of rock support in the southwest of China, where the bad geological conditions 6 such as high ground stress and high external water pressure spread. As is known to all, high-strength shotcrete containing more cementitious materials has higher crack risk. What is deeply in mind is that not only the temporary security but also the permanent safety of rock support should be considered. There is almost no choice but improving the crack resistance of high-strength shotcrete. The standpoint making a shotcrete with high strength and crack resistance at the same time is much more challenging than before.
Crack in shotcrete normally occurred because of restrained shrinkage. 7 However, the issue was always ignored in the tunnels instructed by New Austrian Tunneling Method in China. Expansive agent (EA) 8 and internal curing agent (ICA) 9 were two measures to improve crack resistance. They had been proved in high-performance concrete, which was placed based on normal construction technology. They might also fit for shotcrete. A few researches reported that some attempts using EA or ICA to improve the crack resistance had been done. But present researches mainly focused on low-strength shotcrete from C25 to C30,10,11 whose crack risk were evidently lower than that of high-strength shotcrete. In addition, the constraint resulting from the concrete itself had a great effect on crack resistance at early age. The constraint might be strengthened when the strength of shotcrete was increased, which would decrease the amount of expansion and reduce the role of EA or ICA on resisting crack. Moreover, EA or ICA was used as single component at present. What about the role of ICA used with EA together was a valuable research topic. Besides, the method assessing crack risk mainly depended on deformation tests, 12 which could not provide direct crack evident. Therefore, deformation tests needed to be replaced by other methods to directly evaluate the crack resistance of shotcrete.
In this study, high-strength shotcrete at a strength grade of C50 specified in Chinese standard DL/T 5330-2015 13 was regarded as reference concrete. The effect of EA and ICA on crack resistance was assessed using thermal stress test and ring test, which could simulate actual temperature, relative humidity, and constraint. After that, the reason that how EA and ICA improve the crack resistance was also discussed by restrained deformation test, autogenous volume deformation test, and pore structure analysis.
Materials and methods
Materials
Portland cement with fineness of 359 m2/kg, specific gravity of 3.08, and 28-day compressive strength of 46.7 MPa was employed. Silica fume was considered as one of the cementitious materials. The volume average diameter and SiO2 content of silica fume were 168 nm and 92%, respectively. EA whose free calcium oxide content was 78% was used. The restrained expansive ratio of EA was tested according to Chinese standard GB/T 23439-2017. 14 It was 0.15% when specimens were cured in water for 7 days. And then it was reduced to 0.10% after the specimens were exposed to dry air for 21 days. A super absorbent polymer was used as ICA. The components mainly consisted of low crosslinking sodium polyacrylate, water, and crosslinking agent. They accounted for 88%, 8%–10%, and 0.5%–1.0% with respect to the total mass. The particle diameter was about 75–90 μm. The stacking density and water absorbency were 0.72 g/cm3 and 480 g/g, respectively. Fine aggregate was manufactured using crushed limestone. Its fineness modulus, stone powder content, and saturated surface-dry water absorption were 2.8, 17.2%, and 1.28%, respectively. The size distribution of fine aggregate is illustrated in Figure 1. Coarse aggregate was also manufactured with crushed limestone, whose specific gravity was 2.71. The particle size of coarse aggregate was between 5 and 10 mm. Solid water reducer was made of polycarboxylic acid. Its water reducing rate was 28% when 0.1% was added. Solid silicone defoaming agent was also applied. The defoaming time was 45 s when cylinder was shaken for 100 times. Alkali-free accelerator was synthesized in previous research 15 with a compressive strength rate of 124%, an initial setting time of 3 min 20 s, and finial setting time of 6 min 55 s when 8% was added.

Size distribution of fine aggregate.
Mix compositions
There were six shotcrete mixtures in this study. They were marked as A035, A235, A235I, A435, A435I, and A635. All the mix compositions are given in Table 1. A035 represented a reference shotcrete without any EA or ICA. Its strength grade was C50. A235, A435, and A635 were mix compositions with EA, of which the EA contents were 2%, 4%, and 6%, respectively. The percentage values were replacement ratios by mass with respect to total mass of cementitious materials. A235I and A435I were shotcrete mixtures together using EA and ICA. They are introduced to investigate the interaction of EA and ICA on crack resistance. Shotcrete only with EA such as A235 and A435 were considered as a contrast.
Mix compositions of shotcrete (kg/m3).

The total mass of cementitious materials was a sum of cement, silica fume, and EA. The water-to-binder ratio and silica fume content of those six shotcrete mixtures in Table 1 were all 0.35 and 10%, respectively.
The 28-day compressive strength of cubic specimens of shotcrete mixtures in Table 1 were at a range of 60.1–62.3 MPa. Therefore, all the mixtures could meet the designed requirement of C50 shotcrete according to DL/T 5330-2015. To keep the consistency of workability, the amount of water reducer or defoaming agent was made a little change. The slump and air content varied from 190 to 210 mm and from 2.8% to 3.3%, respectively.
The mixing program of shotcrete mixtures was divided into three procedures. First, silica fume, coarse aggregate, and the half of mixing water were mixed for 30 s. Second, ICA, water reducer, and defoaming agent were poured into the rest of mixing water and pre-mixed. Then, the rest of mixing water containing above additives, cement, and EA were added to the mixer and mixed for another 30 s. Finally, fine aggregate was added. After that, all the components were mixed together, which would take about 180 s.
Methods
Ring test
Ring test was carried out referring to ASTM C1581-2009. 16 Shotcrete specimens were fabricated by vibration. Moreover, to simulate the rapid hardening process of shotcrete, 4% accelerator with respect to the mass of cementing materials was added. The specimen size and experimental procedures were executed as prescribed in ASTM C1581. Figure 2 presents a representation of ring test.

Representation of ring test.
The temperature and relative humidity in the environment were constant, which were 20°C ± 2°C and 60% ± 5%, respectively. The age at crack could be regarded as the major index to evaluate the capacity of crack resistance. The way to determine the crack evident was as described in ASTM C1581. The details specified about determining the crack was as follows: the strain along circular direction was first recorded after specimens were cast for 24 h. The crack was determined to have occurred just when there was a sudden decrease in strain. The age at crack was calculated from the casting day on.
Thermal stress test
Temperature stress testing machine as described in previous research 17 was an equipment which could measure temperature and stress with respect to the age. Thermal stress test was executed based on temperature stress testing machine. What was different from normal crack test was that a uniaxial constraint was set in thermal stress test, and it could be changed at the degree of 0% to 100% according to experimental requirement. The temperature surrounding the specimens could also be controlled during the whole period from casting to fracture. There was an automatic data acquisition system inside the machine, which could record the information from the beginning of the casting on.
In this study, to simulate the feature of rapid hydration of shotcrete, 2% accelerator was applied to fabricate specimens. Although shotcrete was often employed in thin-wall supporting linings, it had a great deal of temperature rise at early age. Hence, the temperature history was set as follows: the temperature of shotcrete at the beginning of casting was kept about 20°C. Then the temperature was slowly raised to 30°C at a constant speed, which would take about 16 h. After that, the temperature was maintained at 30°C for approximately 15 days. The temperature was reduced at the rate of 0.5°C/h until the crack occurred if the specimens did not crack after 15 days. Typical procedure of thermal stress test is shown in Figure 3. The dimension of shotcrete specimen was 1500 mm × 150 mm × 150 mm.

Typical procedure of thermal stress test.
Typical stress-age curve is illustrated in Figure 4.
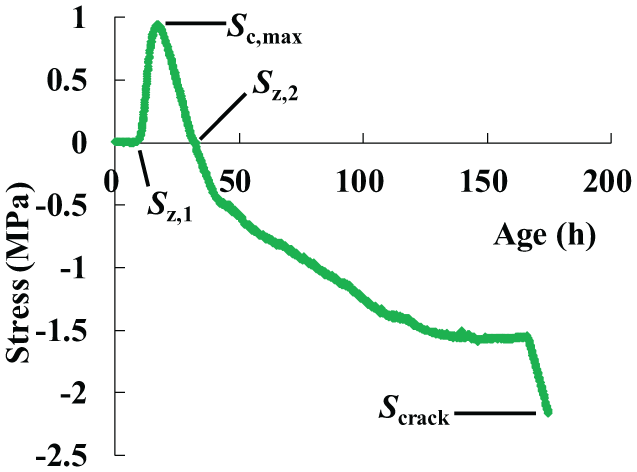
Representation of typical thermal stress-age curve.
According to previous relevant investigations, 18 the first zero stress point Sz,1 (where concrete was transformed from plastic stage to hardening stage), the second zero stress point Sz,2 (where compressive pre-stress was reduced to zero), the maximum compressive stress point Sc,max (where the peak of compressive stress-age curve occurred), and the stress point at crack Scrack (where the concrete cracked and was usually at the end of the stress-age curve) were determined. And the temperature related to the stress point at crack was crack temperature.
Restrained deformation test
Many factors such as relative humidity, hydration process, and reactive activity all could affect the shrinkage of shotcrete. The shrinkage could be transformed to tensile stress when concrete was in constraint. Crack might occur when tensile stress surpassed tensile strength. In other words, reducing shrinkage was able to improve the crack resistance. To measure shrinkage under restrained conditions, restrained deformation test was carried out referring to Chinese standard GB/T 23439-2017. The restrictor is made of steel. And the dimension of shotcrete specimen is 100 mm × 100 mm × 355 mm. The shotcrete specimen was fabricated by vibration with an accelerator content of 4%. The steel mold was removed when compressive strength of shotcrete had approached 3–5 MPa. The initial length of the specimen was measured at the meanwhile of removing mold. From then on, the specimen length measured at any time must be compared with the initial length, which could help provide a restrained deformation. The restrained deformation was a relative deformation which was calculated as equation (1). In this study, two environments with different humidity were contrasted as shown in Figure 5. In one environment, the specimens were sealed using plastic membrane. The other circumstance was that the specimens were exposed to drying air. The temperature and relative humidity were both 20°C ± 2°C and 60% ± 5% in these two environments, respectively

where ε is the restrained deformation representing a relative deformation with a unit of 10−6 in terms of strain, LT is the length of specimens at any time, LI is the length of specimens at initial time when the steel mold with restrictor is removed, and LR is the reference length of specimens whose value is 300 mm.
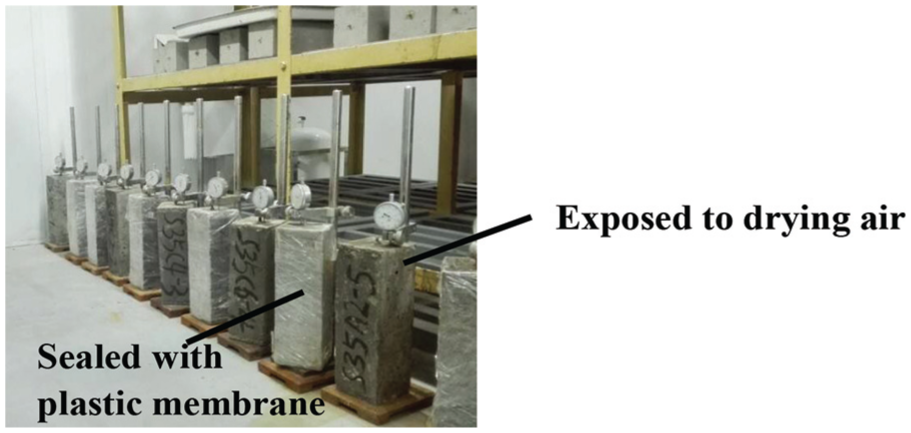
Restrained deformation test.
Autogenous volume deformation test
Autogenous volume deformation test was carried out referring to Chinese standard DL/T 5150-2017. 19 The dimension of shotcrete specimen was Φ100 mm × 500 mm, which was sealed in the plastic cylinder at a constant temperature. Specimens were fabricated using 4% accelerator by vibration. After the concrete was cast for 24 h, the deformation began to be measured and recorded, which was considered as reference length.
The deformation of shotcrete was measured using a sensor named LVDT and recorded by a data acquisition system. The testing instrument and LVDT are shown in Figure 6.

Data acquisition system and specimens of autogenous volume deformation test.
Pore structure analysis
Pore structure analysis was carried out by mercury intrusion porosimetry (MIP) method. Samples were prepared as follows: 28-day shotcrete specimens of restrained deformation were first crushed to 5–8 mm in diameter, then dried, and vacuumed. After that, the sample had been prepared and could be tested. Penetration pressure of mercury varied from 0 to 200 MPa during the test. The data of pore size distribution and porosity could be provided automatically by the measuring equipment.
Results and discussion
Effect of EA on crack resistance
Results of ring test
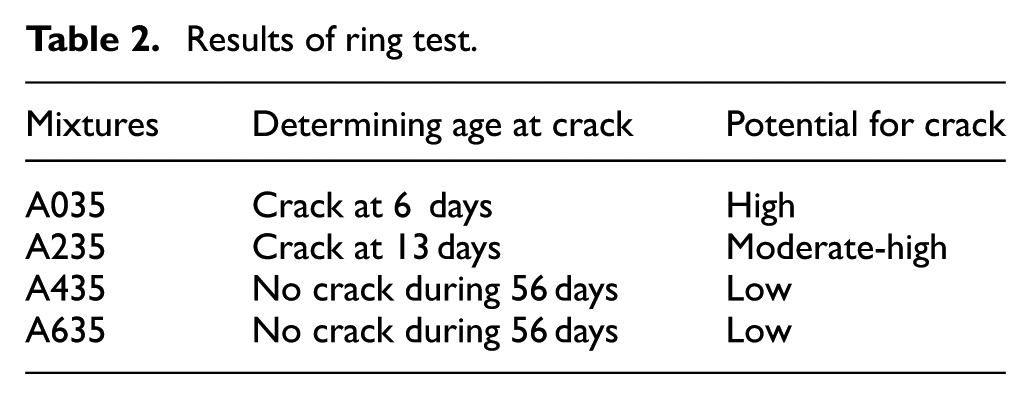
The ring test was used to assess the effect of EA on crack resistance of shotcrete. Results of ring test are illustrated in Table 2. Age at crack and potential for crack were both listed. Potential for crack depended on the age at crack, which was determined by the criterion specified in ASTM C1581. The typical characteristic of crack is exhibited in Figure 7.
Results of ring test.
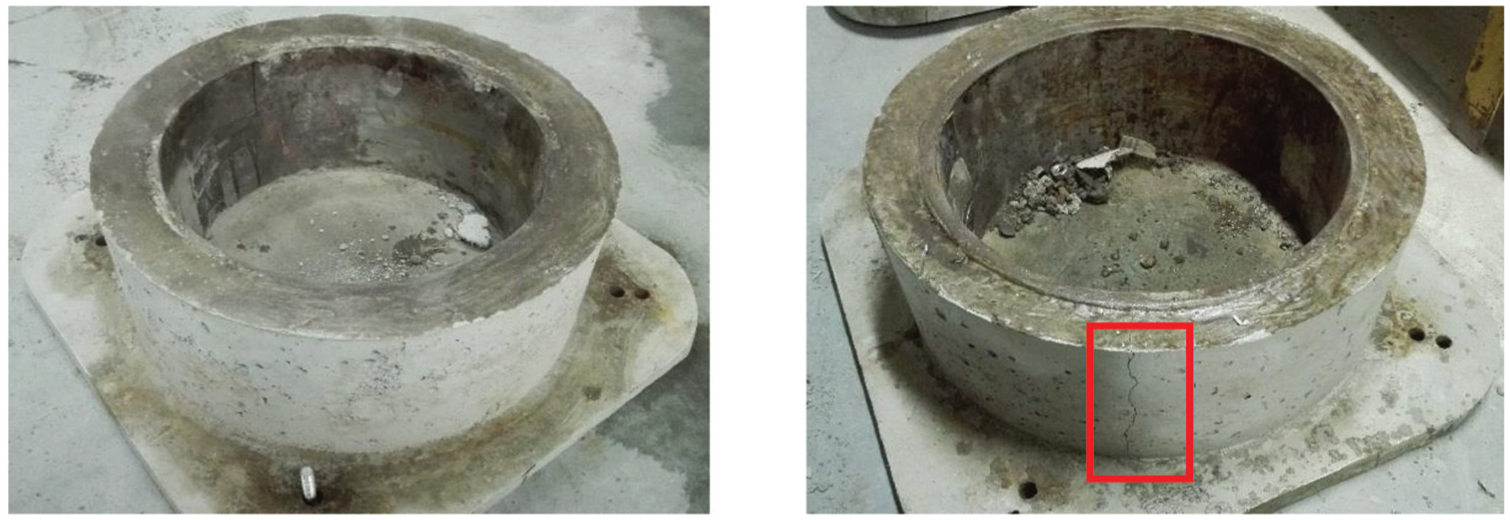
Typical crack characteristics of ring test: (a) no crack and (b) crack in cross direction.
There are totally four shotcrete mixtures in Table 2. The mixture without EA marked as A035 was considered as the reference shotcrete. The strength grade of reference shotcrete was C50 according to DL/T 5330-2015, and its age at crack was 6 days which was the earliest one in the four mixtures. The age at crack was so early that the potential for crack of reference shotcrete was high. Obviously, the crack resistance of C50 reference shotcrete needed to be improved. Decreasing crack risk could help keep the bear capacity and durability. EA was one of the best choices to promote the capacity of crack resistance, and the ages at crack of shotcrete were all delayed in ring test when EA was applied (A235, A435, and A635). For instance, the age at crack of shotcrete with 2% of EA was 13 days. The age at crack was postponed about one time of that of C50 reference shotcrete (A035). And the potential for crack of shotcrete could be transformed from high to moderate-high only with 2% of EA. It was apparent that EA was able to reduce the crack risk. Even no crack happened in 56-day ring test when 4% of EA or 6% of EA was introduced to C50 shotcrete. The potential for crack was also further decreased to low compared with shotcrete without EA or only with 2% of EA. In other words, the crack risk of C50 shotcrete could be reduced with EA, and it could be further decreased with the increment of EA content. However, there were no differences for crack resistance between shotcrete with 4% of EA and shotcrete containing 6% of EA in ring test. It was clear that 4% of EA was enough to improve the crack resistance. 6% of EA or higher EA content might produce a waste of material. Furthermore, higher EA content might also result in negative effect on crack resistance. For example, many microcracks could be produced resulting from extra expansion due to too high content of EA.
Reason for EA to improve crack resistance
To investigate why EA could promote the crack resistance, restrained deformation tests of C50 shotcrete under sealed curing and drying curing were executed.
Results of restrained deformation test under sealed curing are illustrated in Figure 8. The relative humidity in external environment had little effect on the shotcrete. Four shotcrete mixtures in total relatively including 0%, 2%, 4%, and 6% of EA were measured.
Restrained deformation under sealed curing.
As was shown, C50 reference shotcrete (A035) without EA exhibited shrinkage deformation. The shrinkage deformation first was decreased once EA was used. After that, the shrinkage deformation was transformed to expansion deformation little by little. Then, the expansion deformation was increased with the increment of EA content. For example, the shrinkage deformation of C50 reference shotcrete was about 124 × 10−6 at 14 days. And the shrinkage deformation was reduced to 77 × 10−6 at 14 days when 2% of EA was employed. Especially shotcrete could exhibit expansion deformation when EA content surpassed 4%. For instance, the expansion deformation of shotcrete with 6% of EA was 56 × 10−6 at 14 days. Crack in ring test resulted from shrinkage. Therefore, the crack resistance could be improved when shrinkage was decreased by EA. The action that EA affecting deformation was called as compensate-shrinkage function, which was fit for improving the crack resistance of C50 wet-mix shotcrete. Besides, the variation tendency of crack resistance in ring test was in accordance with the effect of EA on compensating shrinkage. In other words, shrinkage could be compensated using EA. And the compensating-shrinkage function of EA increased with the increment of EA content. That was why the crack resistance was improved by EA in ring test.
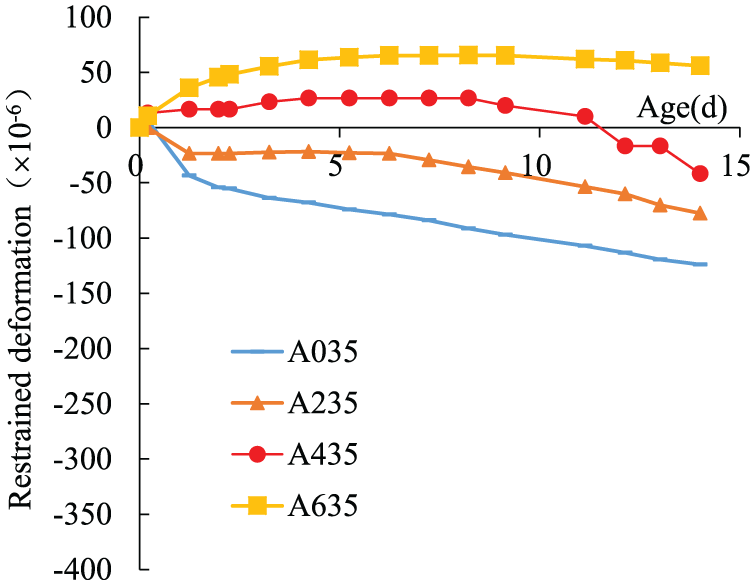
To further reveal the reason that EA enhancing the crack resistance in ring test, restrained deformation whose experimental conditions were similar to that of ring test was measured. The temperature and relative humidity were both the same as that in ring test. The constraint was also set in the deformation test. The results of deformation tests under drying curing are shown in Figure 9.

Restrained deformation under drying air curing.
Obviously, all the shotcretes exhibited shrinkage deformation mainly due to drying shrinkage. In Figure 9, the shrinkage of C50 reference shotcrete (A035) was remarkably greater than that of any other shotcrete. It suggested that the reference shotcrete had the highest crack risk. The reference shotcrete cracked at 6 days in ring test. In the meanwhile, the restrained shrinkage deformation of reference shotcrete was about 253 × 10−6. The crack happened because of the high shrinkage deformation. The crack did not happen at 6 days when shotcrete contained EA, whose shrinkage deformation was only 67 × 10−6 to 95 × 10−6. The evident suggested that shrinkage deformation could still be greatly reduced using EA under drying curing. In addition, crack age of shotcrete with 2% of EA in ring test was postponed from 6 to 13 days. And the shrinkage deformation was 257 × 10−6, which was close to that of C50 reference shotcrete when crack occurred. The results indicated that there was close correlation between age at crack in ring test and restrained shrinkage deformation. EA could promote crack resistance mainly by compensating shrinkage. It usually provided expansive deformation at early age which could be used to reduce or offset the shrinkage deformation at later age. Hence, even no crack occurred when EA content was increased to 4% or 6%. That is to say, shrinkage deformation leaded to the final crack. And the shrinkage could be reduced using EA. Furthermore, shrinkage decreased with the increment of EA content. Therefore, crack resistance of shotcrete could be improved using EA. And increasing EA content could further raise crack resistance. The role could be marked as compensating-shrinkage function.
Interaction of EA and ICA on crack resistance
Interaction of EA and ICA in ring test
To evaluate the interaction of EA and ICA on crack resistance, two shotcretes mixtures, respectively, with 2% of EA and 4% of EA (A235 and A435) were regarded as contrast. Another two shotcretes together using EA and ICA (A235I and A435I) were compared with them. Results of ring test of these four shotcretes are illustrated in Table 3.
Results of ring test.

As mentioned earlier, the crack age was delayed from 6 to 13 days when 2% of EA was introduced to C50 reference shotcrete. And the crack age of C50 shotcrete could be further postponed from 13 to 20 days when ICA was introduced to shotcrete with 2% of EA (A235I) in ring test. After ICA was used, potential for crack was transformed from moderate-high to moderate-low. The results indicated that EA and ICA applied together could make an improvement of crack resistance of shotcrete, which was prior to shotcrete only with the same content of EA.
However, no matter if ICA was applied together with EA, no crack occurred in 56-day ring test when EA content surpassed 4%. The potential for crack of shotcrete only with EA or shotcrete together with EA and ICA were both low. The results suggested that the method of ring test could not distinct the crack resistance of shotcrete when EA content surpassed 4%. As was illustrated, 4% of EA was enough for resisting crack. Another suggestion was that if ICA and EA were used together, EA content might be reduced. It could help save a consumption of EA, which was benefit for enhancing the economic advantages of C50 wet-mix shotcrete.
Interaction of EA and ICA in thermal stress test
To further study the effect of EA and ICA on crack resistance of C50 shotcrete, thermal stress test was carried out, and two shotcrete mixtures were tested. The one was C50 reference shotcrete without EA and ICA (A035). The other one was C50 shotcrete together with EA and ICA (A435I). The results of thermal stress test were in the terms of temperature history curve and stress history curve. They are, respectively, shown in Figures 10 and 11.

Temperature history based on thermal stress test.
Stress history based on thermal stress test.
As shown in Figure 10, the two temperature history curves could be divided into three stages. They were temperature rising stage, temperature consistent stage, and temperature decreasing stage. Temperature rising stage and temperature consistent stage were almost the same for these two mixtures because they were mainly dominated by the curing method of temperature matched curing. However, the temperature decreasing stage was different. The parameters such as crack temperature, difference between maximum temperature and crack temperature, and crack time could be obtained based on temperature history curve. They all could be used to assess the crack resistance of shotcrete. The crack temperature, difference between maximum temperature and crack temperature, and crack time of C50 reference shotcrete (A035) were −3.5°C, 33.5°C, and 423 h, respectively. After ICA and 4% of EA were introduced to shotcrete (A435I), the crack temperature decreased to −11.4°C, and the difference between maximum temperature and crack temperature increased by 7.9°C. In thermal stress test, decreasing temperature was one of the causes of formation of tensile stress. Therefore, the lower the crack temperature, the better the crack resistance. The difference between maximum temperature and crack temperature could be regarded as an index which presented a quantitative distinction of crack resistance. On the basis of results in thermal stress test, the crack resistance could be improved using EA and ICA. The crack of C50 shotcrete together using ICA and 4% of EA (A435I) occurred at 453 h. Compared with reference shotcrete, crack time was delayed by 30 h. As was apparent, the crack risk was reduced obviously.
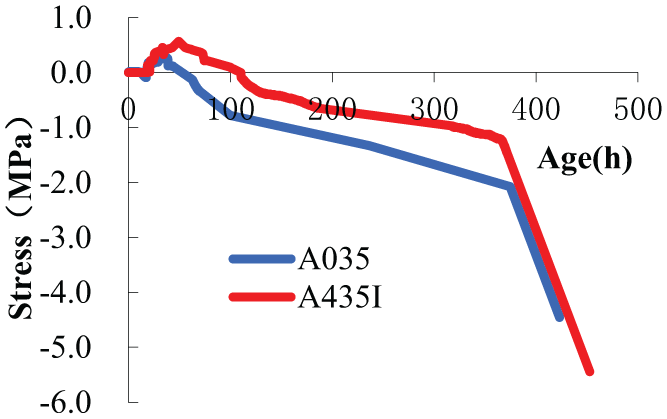
Stress history curve is shown in Figure 11. Crack stress could be obtained in stress history curve. In the curve, the positive number and negative number relatively represented compressive stress and tensile stress. Shotcrete together using EA and ICA (A435I) had an obvious peak of compressive stress, which differed from C50 reference shotcrete (A035). The compressive stress was about 0.57 MPa. The difference of compressive stress among these two shotcretes mainly resulted from the additives such as EA and ICA based on the same curing method of temperature-matched curing. C50 wet-mix shotcrete could produce free expansive deformation when an appropriate content of EA was added. While there was a strong constraint at the degree of 100% in thermal stress test, expansive deformation could be transformed to expansive energy under restrained conditions. In stress history curve, expansive energy existed in the form of compressive stress. The compressive stress always formed at early age. And it would be reduced little by little when shrinkage increased due to auto-shrinkage and chemical shrinkage with respect to the age. The temperature decreasing stage normally emerged at 15 days later since the beginning of the thermal stress test. During temperature decreasing stage, tensile stress was rapidly increased. Some of tensile stress was used to consume compressive pre-stress. The rest of tensile stress resulted in actual effect on concrete. And the crack would happen once it surpassed the tensile strength. The crack occurred at last when tensile stress exceeded tensile strength of shotcrete. Hence, crack stress could directly reflect the crack resistance of shotcrete. As was known from the stress history curve, the crack stress of C50 reference shotcrete was 4.5 MPa. And crack stress of shotcrete could be increased to 5.4 MPa when ICA and 4% of EA were applied. Crack stress was promoted about 20%. Crack resistance was improved obviously based on similar compressive strength. On basis of the results, the implication could be known that EA and ICA could help shotcrete produce compressive pre-stress at earlier age, which was used to reduce or offset the tensile stress formed at later age. That was why the crack resistance of shotcrete was improved using ICA and 4% of EA.
First zero stress point of these two shotcretes could be also observed in the stress history curves. They almost emerged at the same time, which indicated that ICA and 4% of EA could not greatly affect the setting and hardening process of shotcrete. But there was apparent difference in second zero stress point between these two shotcretes. In other words, the compressive stress reserved at earlier age was different. And the capacity of offsetting tensile stress for these two shotcretes was unequal. There was no doubt that 4% of EA and ICA could postpone the second zero stress point. They could improve the crack resistance of C50 wet-mix shotcrete based on the similar compressive strength.
There were a few tensile stresses in shotcrete produced before the temperature decreasing stage. They resulted from auto-shrinkage, chemical shrinkage, and drying shrinkage under restrained conditions. Obvious differences in tensile stress between these two shotcrete mixtures could be found. The tensile stress of C50 reference shotcrete (A035) was about 2.20 MPa. And it could be reduced to 1.38 MPa when 4% of EA and ICA were introduced because they could help produce some expansive deformation which partly compensated the shrinkage deformation and reduce the tensile stress. The crack risk depended on the amount of tensile stress. The bigger the tensile stress, the higher the crack risk. In other words, 4% of EA and ICA could improve the crack resistance of shotcrete by reducing tensile stress and increasing compressive pre-stress at earlier age.
Reason for EA and ICA to improve crack resistance
As was known in ring test and thermal stress test, EA and ICA could obviously improve the crack resistance of C50 shotcrete. Ring test also accounted for that the crack resistance of shotcrete together using EA and ICA was higher than that of shotcrete only with EA. In other words, ICA could improve the crack resistance of shotcrete with EA. The results of autogenous volume deformation test are shown in Figure 12. In total, five shotcrete mixtures were measured. C50 reference shotcrete (A035) had the highest shrinkage deformation. Other mixtures either only using EA (A235 and A435) or together using EA and ICA (A235I and A435I) all could reduce shrinkage deformation or increase expansive deformation. Compared with shotcrete only with EA (A235 and A435), shotcrete together using EA and ICA (A235I and A435I) had less shrinkage deformation or more expansion deformation. In other words, ICA could enhance the compensating-shrinkage function of EA, which was benefit for resisting crack.

Autogenous volume deformation.
The specimens of autogenous volume deformation test were under sealed curing, of which the curing method was similar to that of thermal stress test. It could be used to explain the results of thermal stress test. As was shown in Figure 12, ICA and EA could help produce some expansive deformation which was used to compensate shrinkage deformation. Then, the shrinkage deformation was reduced or the expansive deformation was increased. That was why the compressive pre-stress was produced by ICA and EA under restrained conditions.
The shrinkage deformation of C50 reference shotcrete (A035) at 13 days was about 300 × 10−6. However, the deformation transformed from shrinkage to expansion when EA and ICA were added (A435I). Especially C50 shotcrete with ICA and 4% of EA had an expansive deformation of 200 × 10−6 at 13 days. The deformation produced by EA and ICA could be divided into two parts. Some of the deformation could offset auto-shrinkage and chemical shrinkage, and the rest of them was used to provide a great deal of compressed pre-stress. It was fit for resisting the tensile stress at the temperature decreasing stage, which greatly improved the crack resistance of shotcrete.
To study how ICA improves the crack resistance of shotcrete containing EA, the capacity of ICA adjusting the internal relative humidity was discussed. The internal relative humidity of the concrete with respect to age is shown in Figure 13.

Effect of ICA on internal relative humidity of concrete. 20
As was surveyed in Figure 13, the experiment testing internal relative humidity lasted 28 days, and the internal relative humidity was promoted at each age when ICA was added to the concrete. Especially the internal relative humidity kept almost 100% in first 7 days during which the specimens were exposed to drying air. In other words, ICA could increase the internal relative humidity of the shotcrete.
Increasing the internal relative humidity of shotcrete could improve the crack resistance at two aspects. On one hand, increasing the internal relative humidity could improve the humidity environment needed by hydration of EA, which was able to promote the hydration degree of EA. As was proved by scanning electron microscopy (SEM) and X-ray diffraction (XRD) tests, 21 the amount of hydration products of EA such as calcium hydroxide was increased when ICA was together used with EA. The crack risk resulted from shrinkage of cementing paste was reduced. The results indicated that the hydration degree of EA had been enhanced. On the other hand, increasing internal relative humidity could reduce auto-shrinkage resulting from self-desiccation. Experiments 22 using capillary tension approach suggested that the lower the relative humidity, the higher the surface tension. And ICA could promote internal relative humidity, which helped reduce surface tension and self-desiccation.
EA played a major role in improving the compactness of shotcrete by increasing the amounts of hydraulic products. Therefore, air void structure of shotcrete could be considered as a criterion to justify if hydration degree of EA was increased. To further investigate the improvement of ICA on hydration degree of EA, the air void structure of hardening shotcrete was tested. The pore size distributions of shotcrete with ICA or shotcrete without ICA are exhibited as Figure 14.
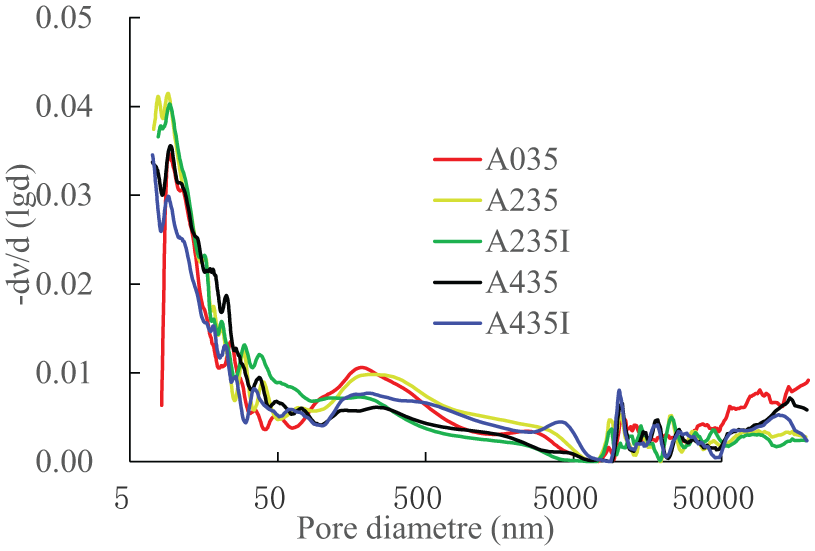
Pore size distribution of C50 wet-mix shotcrete.
The most probable pore size of five shotcrete mixtures were all about 20 nm, which were less than that of traditional shotcrete. 10% of silica fume and water binder ratio of 0.35 mainly contributed to the high compactness of shotcrete. Compared with C50 reference shotcrete (A035), shotcrete containing EA and shotcrete together containing ICA and EA both had lower porosity. The differences among these five shotcrete mixtures mainly presented at the pore diameter range of 50–500 nm. The pores whose diameter surpassed 50 nm would greatly weaken the performance of shotcrete. In other words, ICA and EA reduced the quantities of harmful pores. The improvement in compactness of shotcrete resulted from the filling effect of hydration products of EA. Compared with shotcrete only with EA (A235 and A435), together using ICA (A235I and A435I) and EA could further reduce the quantities of harmful pores and increase the proportion of fine pores. The results indicated that ICA promoted the hydration degree of EA. Therefore, the amount of hydration products was increased and the porosity was decreased.
Conclusion
Crack is a prominent problem for shotcrete in rock support, which is harmful for durability of shotcrete and the bearing capacity of structure. Especially crack problem in high-strength shotcrete is much more severe. However, there is no way to well solve the crack problem of shotcrete. This makes a limitation of shotcrete application. To solve this problem, a wet-mix shotcrete with a strength grade of C50 according to DL/T 5330-2015 was investigated. The measures of crack resistance such as EA and ICA were discussed. Advanced evaluation method of crack resistance such as thermal stress test and ring test were used to assess the complex crack resistance of concrete. The reason how EA and/or ICA improved the crack resistance was also studied. The findings were summarized as follows:
It was easy for C50 wet-mix shotcrete with 10% of silica fume to crack. It cracked within 1 week in ring test, and its restrained shrinkage deformation was about 253 × 10−6 to 257 × 10−6.
EA could obviously improve the crack resistance of C50 wet-mix shotcrete. Even no crack occurred in 56-day ring test when EA content surpassed 4%.
C50 wet-mix shotcrete with EA and ICA had higher crack resistance than that of shotcrete only with the same content of EA. The shrinkage could be further reduced and crack time also could be further postponed.
EA made an improvement of crack resistance at two aspects. On one hand, EA could lead to expansive deformation to compensate shrinkage such as auto-shrinkage, chemical shrinkage, and drying shrinkage. On the other hand, EA could help shotcrete produce a great deal of compressive pre-stress, which was able to be used to reduce or offset the tensile stress resulted from decreasing temperature, shrinkage, load, and so on.
ICA could improve the crack resistance of shotcrete with EA. There were two reasons. First, ICA increased the internal relative humidity of shotcrete and promoted the hydration degree of EA. It increased the effect of EA on crack resistance. Second, increasing the internal relative humidity could reduce the occurrence probability of self-desiccation, which was benefit for decreasing the auto-shrinkage and compensating drying shrinkage.
Footnotes
Handling Editor: Grzegorz Golewski
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by National Key research and development plan (Grant no. 2016YFC0401610), National science fund project (Grant no. 51739008), and Central Public-Interest Scientific Institution Basal Research Fund (Grant no. Y418008).