
Abstract
The lack of optimized lifting velocity model for cassava tuber lifting results in the shortage of evidence of design of lifting velocity control system and large harvest loss during mechanized harvesting of cassava. First, an optimized velocity model of manually pulling tubers and a velocity model of mechanical lifting tubers were established using physical experiments. And then using the mechanical tuber-lifting velocity model, the mathematical models between coefficients of mechanical tuber-lifting velocity model and cassava harvesting quality were established based on numerical simulation and regression analysis. Moreover, the coefficients were optimized using optimization method and the mechanical optimal tuber-lifting velocity model was obtained. Finally, the optimization results and the mechanical optimal tuber-lifting velocity model were verified by simulation and physical experiment, respectively. The results show that the optimized manual pulling velocity model can be superimposed by a line and a sine curve or a concave downward parabola and a sine curve. The optimal coefficients’ combination of mechanical tuber-lifting velocity model is shown as follows: A = 0.056, B = 0.521, C = 0.048, D = 0.086, E = 38.506, and F = 1.165. The mechanical optimal tuber-lifting velocity model’s expression is simple and the model is reasonable. The mechanical optimal tuber-lifting velocity model, which is established using physical experiments, simulation method, and optimization technique, has great significance for designing lifting velocity control system.
Keywords
Introduction
Cassava is the fourth largest crop, after wheat, rice, and maize for food feeding over 600 million people in the world,1,2 but harvesting efficiency and quality still remain the biggest challenge in cassava production.3,4 Cassava harvesting mechanization can be one of the most effective solutions for addressing those challenges. Currently, “dig-pull” method is the main approach used in mechanized cassava harvesters. 5 During cassava harvesting, the soil around tubers is dug first and then the stem is pulled up to lift the tubers out of the soil by the tuber-lifting device of the harvester. If the soil hardness were low, the tubers would be easily lifted up. However, tubers might be broken or lost if the tuber-lifting velocity was improper for cassava harvesting in soils having different hardness, which would result in poor harvesting quality.6–8 Thus, an optimal mechanized tuber-lifting velocity model (TLVM) is critical for designing an efficient “dig-pull” cassava harvester, which can significantly reduce tuber-lifting pulling time and tuber losses.
At present, no optimal mechanized TLVM has been reported in the literature. Yang et al. developed a numerical model of human-stem-tuber-soil system (HSTSS) to simulate manual tuber-lifting mechanism of experienced farmers at a microlevel. Coupling algorithm of finite element method (FEM) and smoothed particle hydrodynamics (SPH) was applied to the HSTSS model. The results showed that the numerical simulation method can be effectively used on the research of the process of tuber lifting. 9 Generally, experienced farmers have 30%–35% higher efficiency and 20%–30% lower tuber loss rate than those of non-experienced farmers and that indicates tuber-lifting pulling time and tuber losses can be significantly reduced based on the long-term harvesting experience of farmers. As the sequent study of Yang et al., this study is aimed at establishing an optimal manual TLVM and a mechanized TLVM using physical experiments of experienced farmers pulling tubers and optimization method. And then using the mechanical lifting velocity model, the mathematical models between coefficients of mechanical lifting velocity model and cassava harvesting quality would be established based on numerical simulation and regression analysis. Moreover, the coefficients would be optimized using optimization method and mechanical optimal lifting velocity model would be obtained. Finally, the optimization results and the mechanical optimal lifting velocity model would be verified by simulation and physical experiment, respectively. The goal of this study is to obtain an optimal mechanized TLVM, which provides the control basis for the velocity adaptive regulation of tuber-lifting velocity control systems in a cassava harvester.
Manually optimal lifting velocity model
Test method
In order to establish the optimized lifting velocity model of manually pulling tubers, 10 farmers who have 25 years’ experience of harvesting cassava tubers were selected randomly to pull tubers on 15 cassava fields to generate velocity curves. One plant of cassava on each field was randomly selected and pulled up by a farmer. The velocity curves were determined using a dynamic tester when the farmer was pulling the cassava stem. After the tubers were pulled out of the soil, tuber loss and/or damage rate (ratio of the number of broken tubers and the total number of tubers) were also measured.
Test equipment and test field
The main test equipment are as follows: self-made cassava tuber lifting device, dynamic tester (Donghua DH5937, Jiangsu Donghua Test Technology Co., Ltd, sampling frequency is 50 Hz), and speed sensor (Donghua DH101V, the range is 1 m/s, the working frequency is 2 Hz–2.5kHz, and the sensitivity is about 4 mV/mm/s). The built-in hardware of the dynamic tester is as follows: signal conditioner, DC voltage amplifier, low-pass filter, A/D converter, embedded processor, sampling controller, and computer communication. The measurement system for the determination of lifting velocity and force is shown in Figure 1.

Diagram of measurement system for lifting velocity and force.
The cassava fields located in Wuming, Guangxi province, are the largest cassava farms in China. The soil is red clay. The soil hardness was 40.01–58.10 N cm−2 and moisture content was 21.29%–27.45%. The variety of cassava is South China 205, which is widely planted in China. The shape of South China 205 cassava tuber is conical. The tubers have good growth habit. They are thick, strong, and concentrated. The cassava is cultivated by ridge method. An example of a test scene during field measurement of cassava lifting velocity and force is shown in Figure 2.

Field determination of cassava lifting velocity and force.
Test results and analysis
A total of 150 velocity curves were obtained in the tests. According to the analysis of the curves, the results show that due to the differences in growth conditions of cassava tubers and the experience and physical strength of the farmers, the velocity variation and lifting time were different in the tests. Therefore, to select the representative optimized velocity model of manually pulling tubers, the optimal velocity curves which was selected from each farmer’s velocity curves. And the selection criteria was the shortest pulling time and no tuber losses. Finally, when the pulling time is less than 2 s, the manually optimal velocity curves were determined, as shown in Figure 3.
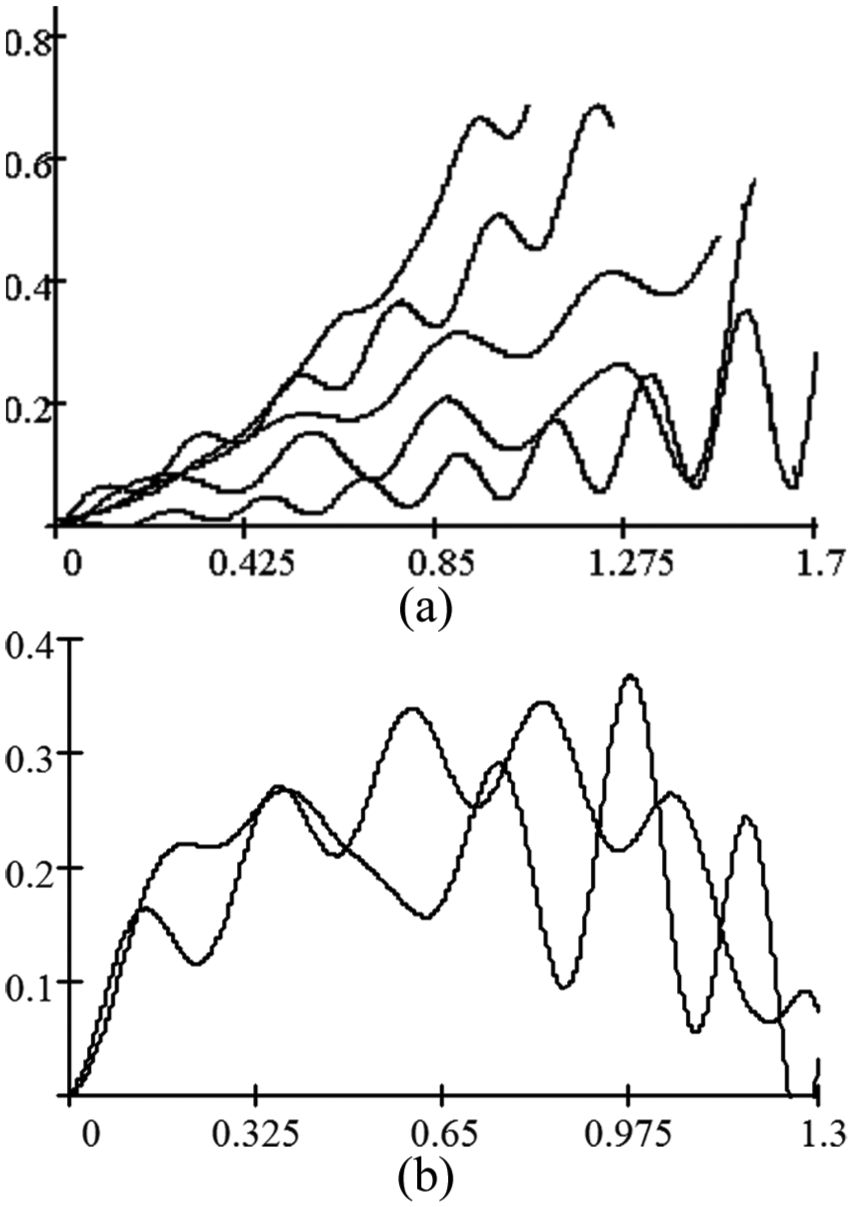
The change law of the optimum manual pulling velocity. In Fig. 3(a) and 3(b), the abscissa are “Time t/s”, the ordinate are “Speed m/s”.
Figure 3 shows that the velocity variation can be divided into two classes, as shown in Figure 3(a) and (b), respectively. In Figure 3(a), velocity variation curves can be superimposed by a line and a sine curve. In Figure 3(b), velocity variation curves can be superimposed by a concave downward parabola and a sine curve. Therefore, the mathematical model can be approximately expressed in equation (1)

where A, B, C, D, E, and F are constant coefficients. When coefficient A = 0, velocity variation curve can be superimposed by a line and a sine curve. Thus, for convenience in designing lifting velocity control system of tuber lifting mechanism, improving harvesting efficiency and reducing tuber losses, the simple expression equation (1) can be the lifting velocity model of the lifting mechanism.
Numerical simulation tests
Numerical simulation test method
The lifting velocity model of lifting mechanism is determined by the coefficients, A, B, C, D, E, and F in equation (1). The lifting velocity model has close relationship with harvesting quality of cassava tubers. Thus, the coefficients serve as the experimental factors in the numerical simulation tests.
Indicators of harvesting quality include harvesting efficiency, relative uncleanness rate of separation between soil and tuber, the rate of tuber losses, and maximum lifting force. Therefore, these parameters are selected as indicators for testing the harvesting quality of tubers. Since harvesting efficiency is measured by lifting time, according to actual situation, when the height of lifting tuber is 0.3 m, the lifting time (y1) is the indicator of harvesting efficiency. It is difficult to calculate the rate of tuber losses in the numerical simulation experiment directly, but it can be estimated by maximum effective stress of tuber (y3) that has a close relationship with the rate of tuber losses. y4 is the maximum lifting force. The relative uncleanness rate is given in equation (2)

where g1 is the mass of remaining soil on the tubers after the tuber is lifted in the test without jitter on the tubers, when the coefficient D is zero; g2 is the mass of remaining soil on the tuber after the tuber is lifted in the test with jitter.
The numerical simulation tests were carried out by quadratic regression general rotation design method. The different combinations of the coefficients were obtained by the experimental design method first. And according to these combinations, different lifting velocity models were obtained. Moreover, these velocity models were applied in the numerical simulation model to carry out the numerical simulation tests, and the mathematical models of interaction between coefficients and harvesting efficiency were established.
Numerical simulation tests were carried out by the numerical simulation model in Yang et al. 9 Numerical simulation model of tuber lifting is shown in Figure 4. Based on the symmetry of the model, a 1/4 of solid model was built. Because the model shown in Figure 4 is a 1/4 of solid model, y4 is a quarter of the total maximum lifting force. The numerical simulation screenshot of the complete tuber-lifting process obtained by symmetric display is shown in Figure 5.
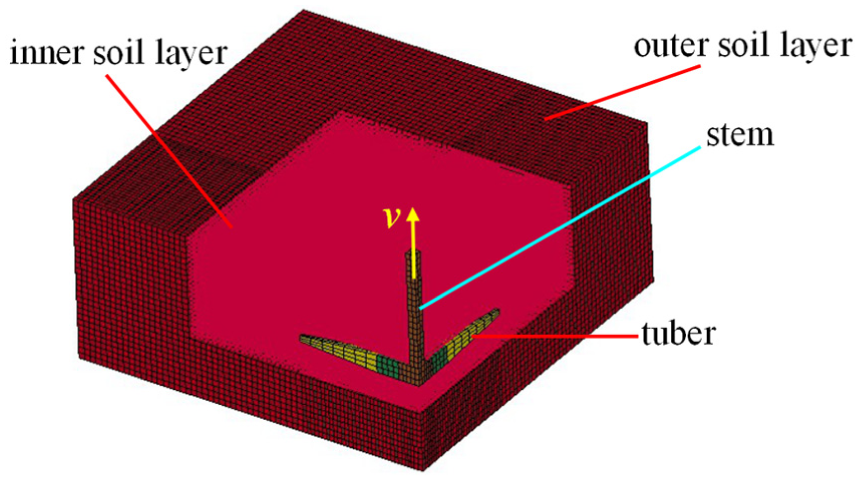
Numerical simulation model of tuber lifting.
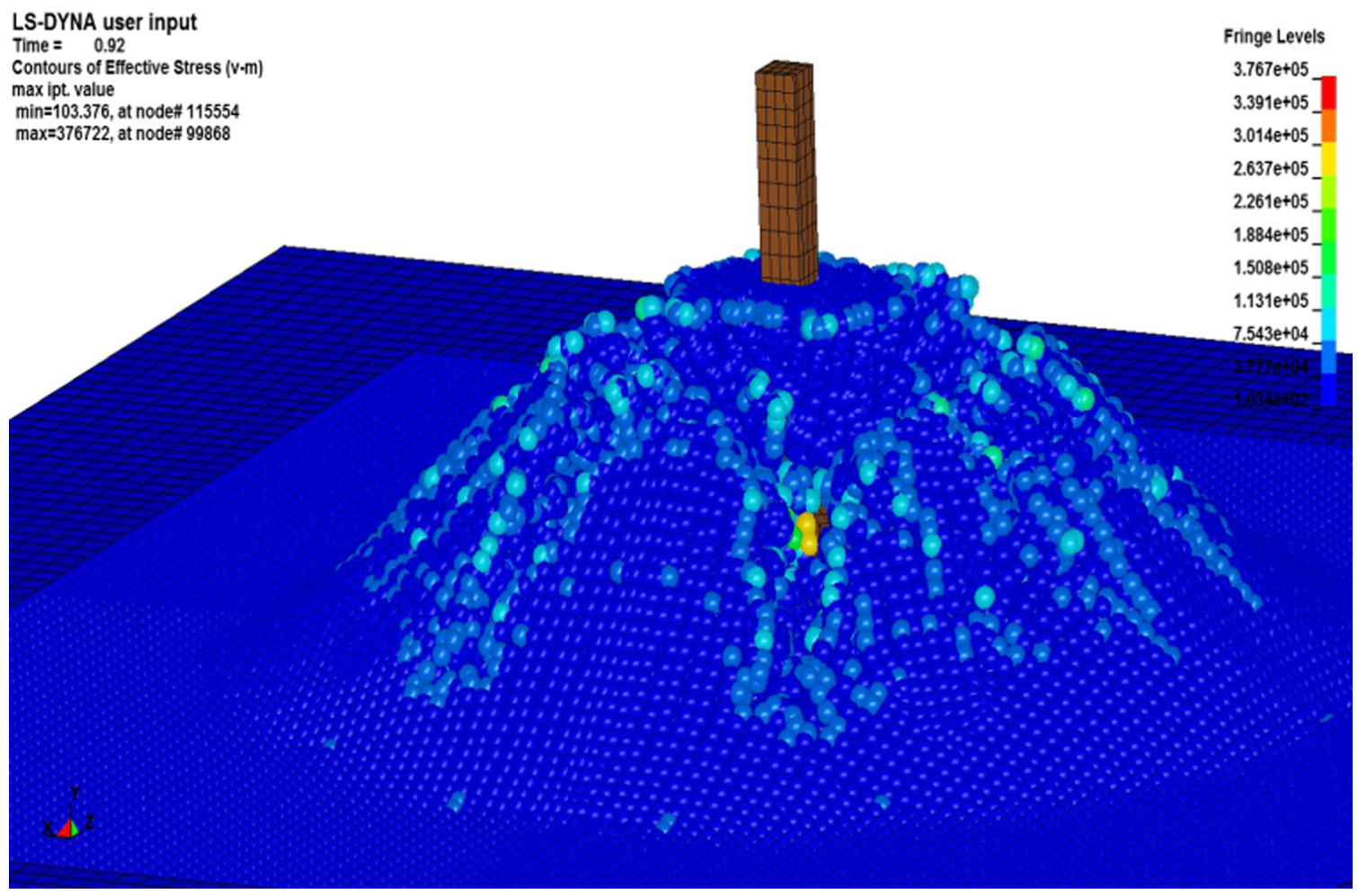
Numerical simulation of the lifting procedure of the cassava tuber.
Experimental scheme and result
According to lifting velocities of experienced farmers, research results in Yang et al. 9 and requirement of efficiency of machine which is larger than manual, range of the coefficients in the tests were determined. The coding of factor and levels, scheme, and results of experiment are shown in Tables 1 and 2.
Coding table of factor and levels.

Scheme and results of experiment.

Analysis of experimental results
Regression analysis of data in Table 2 is done by SPSS. The mathematical models of harvesting quality are shown from equations (3) to (6)



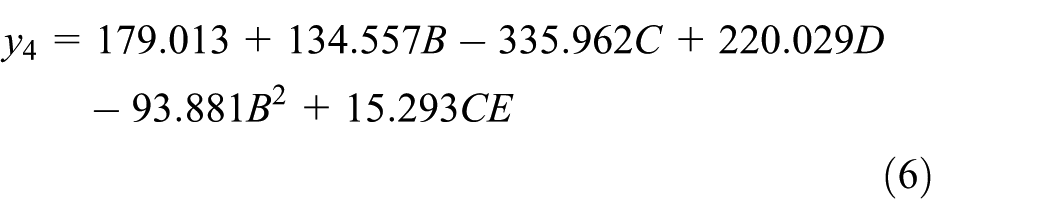
The results of F-test on the mathematical models mentioned above show that the regression models are significant at the level of 0.0001, and the regression equations’ coefficients are significant at the level from 0.04 to 0.001. It shows that the fitting degree of the mathematical models is high.
Optimization of mechanical lifting velocity model
Coefficients’ optimization of mechanical lifting velocity model is a multi-objective optimization problem, which can be solved by Gamultiobj function based on non-dominated sorting genetic algorithm II (NSGA-II). 10 And the function is embedded in the MATLAB’s GADST toolbox, which makes it easy to be applied. Therefore, Gamultiobj function is used in this study for coefficients’ optimization in lifting velocity model.
The purpose of optimization is to select a set of coefficients meeting the condition of no tuber losses when maximum effective stress of tuber is smaller than its bending strength 2 66MPa, 11 short harvesting time, the small relative uncleanness rate, and small maximum lifting force. For a multi-objective optimization problem, there is no unique optimal solution but a group of eligible solution sets, called Pareto optimal solution sets. Thus, in order to select a group of non-inferior solutions from the Pareto optimal solution sets, selecting criteria must be established. According to the actual situation, selecting criteria are as follows: (1) feasible solution is better than infeasible solution; (2) the lifting time under average lifting time is better than the lifting time above average lifting time; (3) the relative uncleanness rate under average uncleanness rate is better than the relative uncleanness rate above average uncleanness rate; (4) the maximum lifting force under average maximum lifting force is better than the maximum lifting force above average maximum lifting force; and (5) when the feasible solution satisfies these four criteria above, maximum effective stress of tuber must be smaller than the strength of a tuber.
The theoretical basis of evolutionary algorithm of multi-objective optimization is the solution of the minimum value. The M file code is as follows

where f(1) is the function of lifting time, f(2) is the function of relative uncleanness rate, f(3) is the function of maximum lifting force, x(1) is A, x(2) is B, x(3) is C, x(4) is D, x(5) is E, and x(6) is F.
According to the parameter range of the test, applying Gamultiobj function in GADST toolbox, the range of variables (A, B, C, D, E, and F) is set. The upper limits of the variables are 0.4, 0.95, 0.07, 0.13, 42, and 2, respectively, and the lower limits are 0, 0.05, 0, 0, 10, and 0, respectively. According to references,12–15 and because in a genetic algorithm, the size of the selecting initial population is large and diversity of populations is great, the optimal solution can be searched easily, but the corresponding computation is also large. However, if the population size is small, local optimum solution can be searched easily. Meanwhile, when the number of evolutional generations reaches a certain value, the individual performance will reach the upper limits. Therefore, in order to ensure optimal quality and reduce the computation time, parameters of the function are selected as follows: the population size is 100; the number of maximum evolutional generations is 200; the number of stall generations is 200; Pareto front population fraction is 0.3; function tolerance is 10−100. Finally, 30 Pareto optimal solutions are obtained by iterative calculation of 200 generations. According to selection criteria, the optimal coefficient combination of the lifting velocity model is shown in Table 3.
Optimal coefficient combination.

The optimal combination of the coefficients A, B, C, D, E, and F was substituted into equation (2), and the optimal mechanized TLVM is obtained as follows

Optimization result verification
The optimization result and the validity of the optimal mechanized TLVM were verified using the simulation test and field test method, respectively. When the optimization result was verified, the coefficients in the optimal combination were substituted into the harvesting quality mathematical model. The corresponding lifting time is 0.8 s, the relative uncleanness rate is 0.012, the maximum lifting force is 1030.96 N (four times of the calculation value), and the maximum effective stress is 2.538 MPa, within the interval
In the field test of the optimal mechanized TLVM, 20 plants of cassava without pests and diseases were selected for lifting. The velocity of tuber lifting met the requirement of the optimal mechanized TLVM by velocity control. The main test equipment are as follows: 1-row cassava harvester prototype produced by Guangxi University, which can control the lifting velocity, Shanghai 654 type tractor, notebook computer, and so on. Test site is the experiment base of cassava planting in Guangxi University. The soil is red clay. The soil hardness was 40.5 N cm−2 and moisture content was 17.8%, and the cassava variety was South China 205. Figure 6 is the field scene of the cassava tuber-lifting test.

The field scene of the cassava tuber lifting test: (a) is the clamping device of the cassava harvester prototype; and (b) is the cassava harvester prototype.
Table 4 is the verification test results of tuber lifting in the field. In Table 4, the average soil residual rate (ratio of the mass of remaining soil on the tubers and the mass of tuber–soil mixture after the tuber is lifted in the test) is 3.2%, the average tuber maximum lifting force is 976 N, and the average tuber losses rate is 5%. It shows that the average soil residual rate, the maximum lifting force, and the tuber losses rate are all smaller. The optimal mechanized TLVM is reasonable.
Verification test results in the field.

Harvesting quality could be higher, if equation (7) was used as mechanical lifting velocity model. But actually, there are differences among growth situation and soil’s hardness of cultivated fields of each cassava plants. Therefore, in order to meet the mechanical harvest quality requirements better, taking equation (7) as the control basement, the lifting velocity would be adaptively adjusted by real-time sensing the tubers’ growth condition of each cassava and the corresponding soil hardness condition. It should be the development trend in the future.
Conclusion
The optimized manual pulling velocity model is complicated and nonlinear. The velocity variation curves can be superimposed by a line and a sine curve or a concave downward parabola and a sine curve. The mathematical model of cassava harvesting quality was established using quadratic regression orthogonal rotary design method and numerical simulation experiment, and the fitting degree of the mathematical models is high. The effect of the coefficients on the harvest quality is significant.
The optimal coefficients’ combination of mechanical lifting velocity model is shown as follows: A=0.056, B = 0.521, C = 0.048, D = 0.086, E = 38.506, and F = 1.165. Under such conditions, the lifting time is 1 s and relative uncleanness rate is 0.034. The maximum lifting force on tuber is 1091.64 N and maximum effective stress on tuber is 2.56 MPa. The expression of the mechanical optimal lifting velocity model is simple and the model is reasonable.
To adapt different condition of cassava tubers and soil quality and further improve the harvest quality of the harvester, it is suggested that taking the simple expression mechanical optimal lifting velocity model as the adaptive regulation basement of velocity.
Footnotes
Handling Editor: Davood Younesian
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by a grant from the National Natural Science Foundation of China (Grant Nos 51565003 and 51365005), Guangxi Natural Science Foundation (Grant No.2018GXNSFAA138196), Guangxi Key Laboratory of Manufacturing System & Advanced Manufacturing Technology (Grant No. 17-259-05S006) and the Dean Project of Guangxi Colleges and Universities Key Laboratory of Modern Design and Advanced Manufacturing (Grant No. GXXD16ZD-02).