
Abstract
Thermal relaxation behavior of residual stress and microstructure in the near-surface layers of dual shot peened Inconel alloy 625 was investigated by X-ray diffraction method. Residual stress on the top surface layer was significantly relaxed in the first 15 min at the elevated temperatures of 500°C, 600°C, and 700°C. However, there was still high maximum compressive residual stress in subsurface layers. The relaxation behavior of residual stress has contributed to the thermally activated process. The activation enthalpy ΔH and m were calculated according to the Zener–Wert–Avrami method, the values of which were 1.59 eV and 0.4934, respectively. Microstructural evaluation revealed that it was slightly changed in the near-surface layers after various isothermal treatments. Accordingly, high level of compressive residual stress and dislocation density resulted in the retained mechanical properties of dual shot peened Inconel 625, which was discussed based on the relaxation of microstructure and microhardness.
Introduction
Due to the superior thermal, fine fatigue, and creep properties, Inconel 625 has been widely used in aerospace, chemistry, and nuclear power industries. 1 The components are normally working at very high temperatures, such as turbine engines, nuclear reactor, and pumps. The shot peening (SP) process can introduce high compressive residual stresses and optimize the microstructure in the near-surface layers of materials. As a result, smaller domain size and high microstrain were refined and generated. The high level of compressive residual stress and the finer microstructure can improve the mechanical properties of the material.2–7 However, residual stress and microstructure can be relaxed at elevated temperatures. Fatigue strength and yield strength can also be decreased largely. In this article, we focus on studying the relaxation behavior of residual stress and microstructure in the near-surface layers of dual shot peened Inconel 625 after various isothermal treatments.
Experiments
Table 1 shows the chemical composition of Inconel 625 samples, which were cut to 20 mm × 15 mm × 5 mm dimensions from a hot rolled plate, then isothermally treated at 1080°C, and cooled down to ambient temperature in Shanghai Baosteel group corporation. Subsequently, the dual SP processes were carried out on the surface of the samples by an SP machine (manufactured by Shanghai Carthing Machinery). In the first step, the samples were shot peened by cast steel balls (610 HV, 0.6 mm round) with the intensity of 0.45 mmA and 100% coverage. Then, the second SP process was performed by ceramic balls (700 HV, 0.3 mm round) with the intensity of 0.2 mmA and 100% coverage to strengthen the effect of SP. The SP intensity was measured by Type A Almen specimen before the SP process. To study the relaxation behavior, isothermal treatments were proceeded at the elevated temperatures of 500°C, 600°C, and 700°C with the annealing times of 1, 2, 4, 8, 15, 30, 60, 90, and 120 min. Alumina powders were used to ensure the uniform heat treatments.
Chemical composition of Inconel alloy 625 (mass percentage).

Residual stresses were measured on both the top surface and subsurface layers at various isothermal temperatures and annealing times by a Proto laboratory X-ray diffraction (LXRD) residual stress instrument, which employs d – sin2 ψ technique to calculate stress. 8 The parameters are as follows: (311) hkl plane, Mn target, and λ = 2.10314 Å. In the meanwhile, X-ray diffraction (XRD) patterns were collected by Rigaku Ultima IV XRD with Cu target and λ = 1.54056 Å. The scanning speed and step are 2°/min and 0.01°. The measured line profile h(x) can be expressed as 9

The integral breadth β calculated using Voigt method as follows 10

where G and C are Gaussian and Cauchy integral breadths and h, f, and g are the measured line profile, the structural profile, and the instrumental profile, respectively

The domain size and microstrain can be calculated by Cauchy and Gaussian integral breadths above, where
After the domain size and microstrain were determined, the dislocation density

To characterize the residual stress gradient, domain size, and microstrain in the near-surface layers, each 25-µm-thin layer was electrolytically polished from the top surface to a depth of 100 µm, and subsequently a 50-µm layer was removed from 100 to 600 µm at ambient temperature with NaCl saturated solution.
The distribution of microhardness was measured by a DHV-1000 digital hardness system (2.9 N and 15 s) at various temperatures and annealing times. Five measurements of different locations were performed and then the values were averaged on the surface layers of the isothermally treated Inconel 625 samples.
Results and discussion
Before and after the isothermal treatments, the XRD patterns were collected on the top surface of Inconel 625 samples and are shown in Figure 1. The typical austenite peaks reveal that there is no new phase generated after various isothermal treatments. In addition, it is obvious that the intensity and breadth of the diffraction peaks changed, which can be attributed to the microstructural modification including domain size refinement and microstrain generation.

XRD patterns of the Inconel alloy 625 before and after various isothermal treatments.
High compressive residual stresses (>–800 MPa) were introduced on the top surface layer after the dual SP process and then extremely relaxed after various isothermal temperatures, which is shown in Figure 2. Compressive residual stresses were quickly relaxed from −837 to −487, −332, and −178 MPa and were then relatively stable at the elevated temperatures of 500°C, 600°C, and 700°C in the first 15 min, respectively. After 120 min annealing time, compressive residual stresses at the elevated temperatures of 500°C, 600°C, and 700°C were, respectively, 70%, 81%, and 86% relaxed. The relaxation rate is related to both temperature and annealing time. Higher temperature resulted in a faster relaxation rate, which is easy to be found from the comparison of residual stresses at the same annealing time.

Variation of compressive stresses on the top surface layer with annealing time.
Figure 3 reveals the relaxation behavior of residual stress gradient after 60-min isothermal treatment. The maximum compressive residual stress (MCRS) was relaxed from −1114 (as peened) to −756, −700, and −523 MPa at the elevated temperatures of 500°C, 600°C, and 700°C, respectively. Compared to the as-peened sample, the MCRS locations of the isothermally treated samples were deeper. At the same depth, the relaxation rate was mainly related to isothermal temperature. However, it should be noticed that there were still high compressive residual stresses in the near-surface layers (<200 µm) after various isothermal treatments. A high compressive residual stress can improve the fatigue strength of the material in the deformed layers. The effect of fatigue limits can be evaluated by the modified Goodman diagram. 11
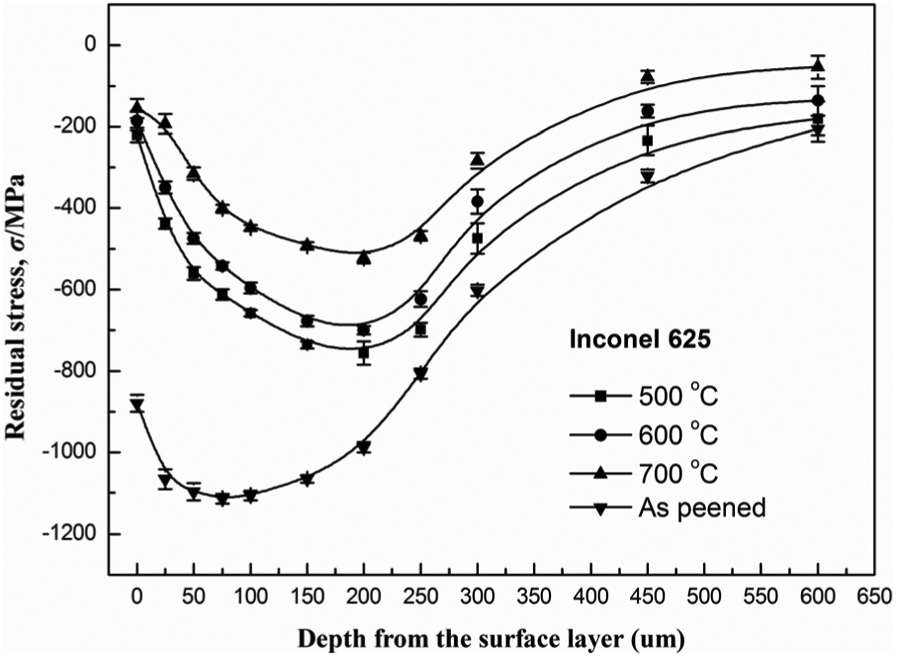
Compressive residual stress gradient in the near-surface layers after 60-min isothermal treatment.
The relaxation of residual stress was attributed to the thermally activated process. Previous research showed that high temperature creep caused dislocation motion, which affected the relaxation of residual stress. The activation energy can be calculated by the Zener–Wert–Avrami method as follows12,13


where

Influence of annealing time and temperature on residual stress in
Based on Voigt method, the distributions of domain size and microstrain on the top surface with annealing time and in the subsurface layers with depth were obtained and are shown in Figures 5–8. On the top surface, domain size grew slightly after various isothermal treatments, and the rate of growth was observed to depend on isothermal temperature and annealing time. Compared to the top surface, it indicates a noticeable upward trend of the domain size evolution in the subsurface layers, which is directly related on both the depth and isothermal temperature. Larger domain sizes were found in the deeper layers. However, they were not changed dramatically before and after various isothermal treatments, which were all less than 40 nm in the near-surface layers (<250 µm).
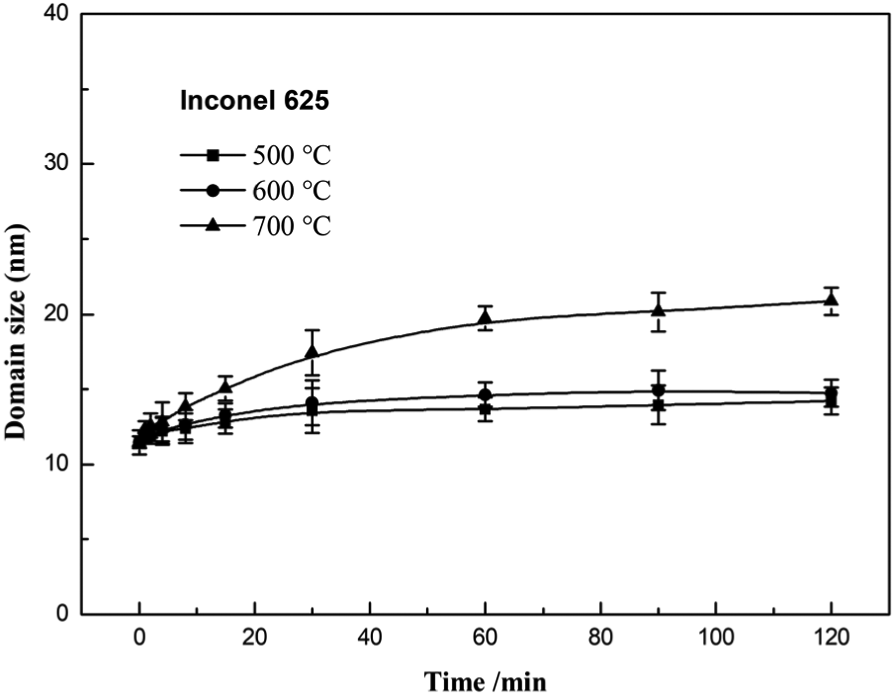
Distribution of domain size on the top surface layer with annealing time.

Distribution of domain size in the near-surface layers after 60-min isothermal treatment.

Distribution of microstrain on the top surface layer with annealing time.

Distribution of microstrain in the near-surface layers after 60-min isothermal treatment.
Microstrain evaluation displays an inverse trend of domain growth on both the top surface and subsurface layers. A higher temperature and a longer annealing time accelerated the relaxation of microstrain. Microstrain decreased slowly at the elevated temperatures of 500°C, 600°C, and 700°C on the top surface layer. It was not changed obviously under various isothermal treatments in the subsurface layers in comparison to the as-peened sample, too. There was still high microstrain in the near-surface layers after various isothermal treatments.
Domain size can affect the yield strength of the material, which is known from the Hall–Petch relation (σs = σ0 + kd(–1/2)). 14 According to the previous research,15,16 microstrain mainly comes from the dislocations in the material. The dislocations can also affect the yield strength of the material.14,17 Since both domain size and microstrain were only slightly relaxed after various isothermal treatments, the yield strength of Inconel 625 could not be largely relaxed after various isothermal treatments, which could be strengthened by the calculated dislocation density shown in Figure 9.
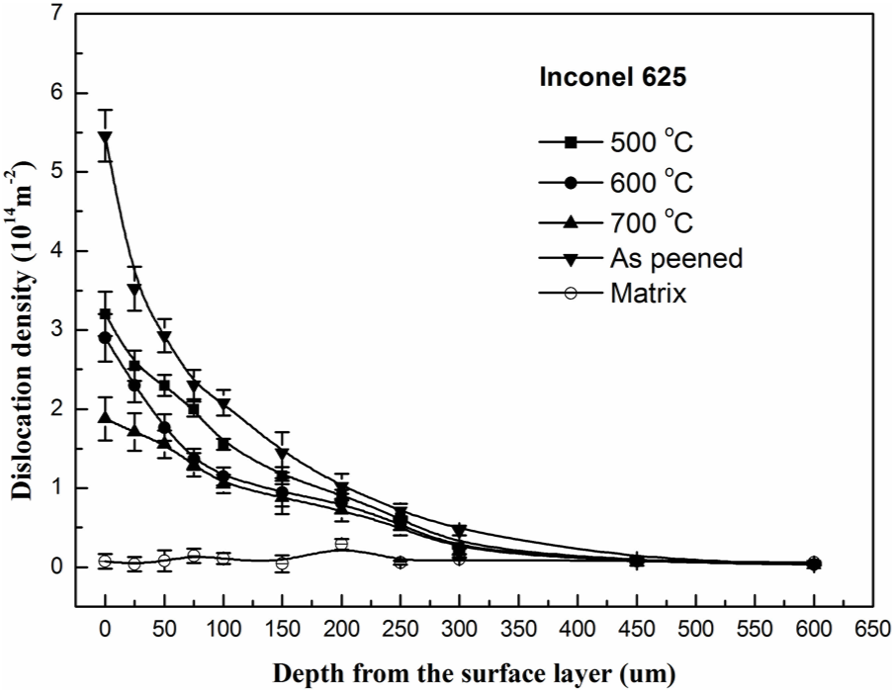
Distribution of dislocation density in the near-surface layers after 60-min isothermal treatment.
Figure 10 indicates the distribution of microhardness on the top surface with annealing time after various isothermal treatments. Microhardness was relaxed from 580 to 550, 514, and 457 HV after 120-min isothermal treatment at 500°C, 600°C, and 700°C, respectively. Microhardness on the top surface was only slightly relaxed in comparison to compressive residual stress. There was still high microhardness retained due to bare changes in both domain size and microstrain.
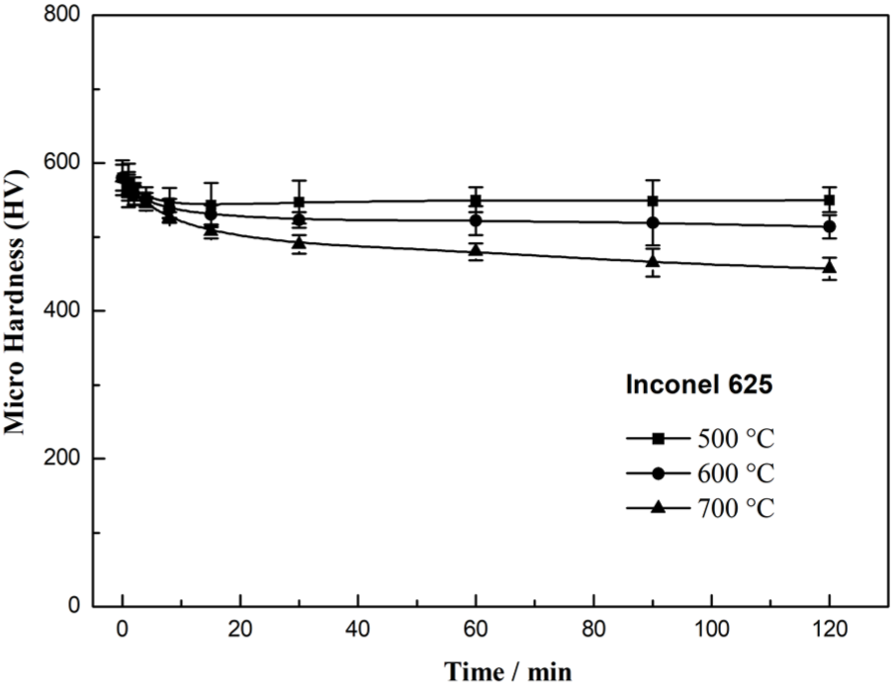
Distribution of microhardness on the top surface with annealing time.
Conclusion
The thermal relaxation behavior of residual stress and microstructure in the near-surface layers of dual shot peened Inconel alloy 625 was investigated. Residual stress on the top surface layer was significantly relaxed in the first 15 min at the elevated temperatures of 500°C, 600°C, and 700°C. However, the high MCRS was retained in the subsurface layers. A high compressive residual stress can restrain the initiation and growth of microcracks.18,19 The relaxation behavior of residual stress has contributed to the thermally activated process. The activation enthalpy
On the other hand, the growth of domains and the relaxation of microstrain occurred slowly and gently after the isothermal treatments at 500°C, 600°C, and 700°C. Fine domains and high microstrains strengthened the dislocation density and slowed down the dislocation gliding. Accordingly, high level of MCRS and dislocation density resulted in the retained mechanical properties of dual shot peened Inconel 625 including microhardness, which was discussed based on the relaxation of microstructure and microhardness.
Footnotes
Acknowledgements
We thank Baosteel, Carthing, and Proto for their support to this work.
Handling Editor: Seung-Bok Choi
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.