
Abstract
In order to investigate the relationship between torque and preload during the tightening process by using torque-only control method, a new measuring device was designed in this study. Nickel-based superalloy bolts and nuts of three specifications M8 × 1, M10 × 1.25, and M10 × 1.5 were used in threaded connections to implement the pre-tightening test at room temperature. Pre-tightening tests under four working conditions for every bolt were conducted. Torque-preload curves were drawn according to the test results, and nut factors were obtained by curve fitting method. The effect of surface lubrication and surface roughness on nut factor was analyzed. The results show that the nut factor under lubrication condition is smaller than that without lubrication when the surface roughness remains the same and that under the same lubrication condition, the larger the surface roughness, the greater the nut factor. The results show that the device proposed can be used to measure the preload accurately during the pre-tightening process of threaded connections. Finally, the influence of the screwing times on the nut self-locking torque was studied.
Introduction
Threaded connections are widely used in mechanical structures due to their simple structures, strong carrying capacity, easiness to assemble and disassemble, and other characteristics. The bolts need to be tightened, and an appropriate preload is necessary to strength the bearing capacity and reliability of threaded connections. However, too large or too small preload of threaded connections is often caused by the uncertainty of nut factor, directly affecting the safety and reliability of structures. Too large preload will decrease the bearing capacity of structures, and the bolts will yield, become loose, and even fracture under working condition. On the other hand, too small preload is likely to produce clearance or lateral movement between connected parts under the working load, which is dangerous for normal operation of machines. Therefore, it is very important to determine the relationship between torque and preload accurately during the pre-tightening process of threaded connections.
The relationship between torque and preload including some influential factors on nut factor has been properly studied in many literatures. Nguyen 1 studied the influence of four factors (tightening tool type, bolt dimension, nut type, and plate type) and their combinations on nut factor of the first and second tightening of threaded connections by conducting an experiment with full-factorial design with randomized blocks on 20 replications. Wang et al. 2 established an analytical interaction stiffness model motivated by stress distribution analysis and applied this model to study the influence of interaction stiffness on the preload variation of fastened bolts. As the problem of repeated tightening and loosening will have a dramatic effect on the friction coefficient of contact surfaces, W Eccles et al. 3 investigated the influence of repeated tightening on electro-zinc-plated nuts, bolts, and washers. The results show that significant abrasion occurred on the contact surfaces of bolt/nut thread and nut face during repeated tightening. Yu and colleagues4,5 simulated the pre-tightening process by using finite element method (FEM), in which, a detailed three-dimensional (3D) finite element model of bolted joints was established considering helix angle, pitch, thread type, tooth-type angle, and other details. The relationship curves between torque and preload were obtained from finite element analysis and compared with those calculated by theoretical equations. The influence of friction coefficient, pitch, elastic modulus, assembly clearance, and strain-hardening exponent on nut factor was studied. The results show that friction coefficient has a larger influence than other parameters. The method proposed in their literatures provides a theoretical basis for determining the value of nut factor accurately for threaded connections. D Croccolo and colleagues6–8 investigated the relationship between the tightening torque and the preload, and evaluated the tensile state of fixtures to clarify the failure in the tightening process. In addition, they collected data by performing multiple tightening tests on the designed samples, which allowed the evaluation of different frictional behavior of the hexagonal socket head cap screws made from titanium alloy (Ti-6Al-4V). The analysis revealed that the ceramic paste showed the best effects in terms of the constant friction coefficient throughout the re-tightening operation. They demonstrated experimentally that the frictional properties of steel bolts depended on different screw coatings and lubrications, and they proved that both surface coating and lubrication are highly significant. Bibel and Ezell 9 proposed a procedure to obtain uniform bolt stress by experimentally determining elastic interaction coefficients, and then, they used the coefficients to solve for the required initial bolt loads that gave the desired final stresses. Mangalekar et al. 10 used FEM to analyze the double-strap-bolted lap joint, and interfacial pressure distribution of threaded connections was obtained. In addition, effect of different parameters, such as the plate thicknesses, bolt head diameter, and plate material were studied. The results show that the half-cone angle can be used to calculate the stiffness of the cover plate in the bolt connections. Grzejda 11 introduced a physical model of multi-bolted connections, including three subsystems (bolts, joined element, and the contact layer) and applied FEM to analyze the effect of non-linearity of the contact layer on the final values of the bolt forces in the case of sequential preloading of the multi-bolted connections. The results of the calculations were verified by the experimental results. Gong et al. 12 obtained the effective bearing contact radius based on the actual bearing pressure distribution of bolted joints obtained by means of FEM. In addition, the influences of different geometric parameters, material, and frictional factors on the effective bearing contact radius for bolted joints were discussed. The mounting bolts failure caused by hydrogen-induced inter-granular stress corrosion cracking was investigated by B Krstic et al. 13 Finite element analysis was applied to confirm that the crack origin was located at the area with the maximum tensile stress in the bolt. Wang et al. 14 analyzed the influences of the bolt strength grade, the presence or absence of gasket, and the presence or absence of lubrication on torque coefficient of the threaded connections through the pre-tightening tests of M16 galvanized bolts used in transmission towers. D Matsubara et al. 15 conducted the tightening tests to evaluate the effect of tightening velocity on torque coefficient, and the results show that torque coefficient decreased with the increase of tightening velocity. JH Ahn et al. 16 examined the residual clamping force of bolt connections quantitatively by using strain gages after clamping and inducing artificial sectional damage to the nut. The influences of bolt size, shape, and extent of sectional damage on residual clamping force were investigated. GM Castelluccio and MRW Brake. 17 researched the dependence of the force-displacement response of threaded connections on modeling attributes such as material, frictional resistance, and geometry using FEM, and the sources of model inputs and model form errors were discussed. C Friedrich and T Hoernig 18 conducted an experiment of tightening screws with nut components made from aluminum alloys to analyze their frictional behavior and gave an advice for thread reinforcement. M De Agostinis et al. 19 conducted a research to evaluate the effect of lubrication on the evolution of the frictional characteristics of the joints across several re-tightening operations by means of both numerical finite element analysis and experimental stress analysis techniques. Nassar et al. 20 studied the influence of the thickness of the coating on the friction coefficient and torque coefficient of the bolts by experiments. Li and Zhen 21 proposed a formula through theoretical analysis to calculate tightening torque of bolts used in threaded flange. Hwang 22 developed a method to set the installation torque for a joint in vehicle designing based on torque-angle signature curves through the numerical simulation tightening process. The process was simulated by the gradual application of the torque until the bolt fails, and the results showed that the finite element analysis can predict the bolt behavior accurately.
With the rapid development of aerospace industry, nickel-based superalloys have been widely used in aero engine structures, because of their superior material properties such as low density; high corrosion resistance; high creep resistance; high toughness and durability; high heat resistance; good mechanical and chemical properties at elevated temperatures; high melting temperatures; and resistance to thermal fatigue, thermal shock, creep, and erosion. 23 Currently in engineering applications, the torque moment method is usually used to control the preload when tightening the threaded connections. The tightening torque is the only parameter being controlled during the tightening process. Therefore, how to accurately obtain the value of axial preload is very important for guaranteeing the reliability of threaded connections. This article is motivated to achieve the axial preload for a given torque and calculate the value of nut factor through pre-tightening test. In this article, a new measuring device was designed. A total of 48 bolts and nuts made of nickel-based superalloys of four specifications M6 × 1, M8 × 1, M10 × 1.25, and M10 × 1.5 were used in threaded connections to conduct the pre-tightening test at room temperature. Pre-tightening tests under four working conditions for every bolt were conducted at room temperature. The relationship between torque and preload was investigated through experiment, and torque–preload curves were drawn according to the test results, and nut factors were obtained by curve fitting method. The effect of surface lubrication and surface roughness on nut factor was analyzed. Results show that when the surface roughness remains the same, the nut factor under lubrication condition is smaller than that without lubrication condition; and that under the same lubrication condition, the larger the surface roughness, the greater the nut factor. Test results will provide a basis for the determination of applied torque in practice.
Experimental principle and setup
The value of nut factor recommended in typical steel fasteners is 0.2, 7 which is not enough for the critical threaded connections because the nut factor shows large scatter and is influenced by many factors. In view of this, it is necessary to obtain an accurate nut factor for specific threaded connections by appropriate experiment in critical applications. 24 In this section, a new measuring device and principle will be introduced.
Equation of torque versus preload
The short-form torque-preload equation is expressed in equation (1),24,25 which shows the relationship between initial preload created in a bolt and the applied torque during the pre-tightening process of threaded connections

where T is the tightening torque, F is the initial preload, d is the nominal diameter of the bolt, k is the nut factor, also called torque coefficient, which is used to characterize the torque–preloading relationship in practice.
In addition, according to the experimental equation, the relationship between tightening torque and initial preload of the bolted joints can be expressed as 26

where
By substituting equation (2) into equation (1), the expression of nut factor can be written as

It can be seen from equation (3) that the nut factor is dependent on friction coefficients and thread geometry parameters including the nominal diameter of the bolt, friction angle, helix angle, and so on. As the thread geometric parameters have been determined for a standard bolt, the friction coefficient becomes the dominant factor affecting the nut factor.
For the lock nut, there is a plastic insert in the threads. During the tightening process, the insert creates interference between bolt and nut threads, which helps the fastener against vibrations. Therefore, an additional torque, called prevailing torque

Measuring device
As the length of all test bolts are less than 50 mm, the stress distribution in any cross-sectional area of bolt body is not uniform according to Saint Venant’s principle. Therefore, it is impossible to obtain the preload accurately by measuring the value of axial strain of bolt rod. Considering this situation, a new measuring device was designed to measure the initial preload achieved in the bolt during the pre-tightening process of threaded connections, the schematic diagram of the designed measuring device is shown in Figure 1.

Schematic diagram of measuring device.
The measuring device consists of electric torque wrench, tightening sleeve, outer frame, measuring screw, connecting sleeve, strain gauges, large hexagonal nut, lock screw, and test bolt and nut. Except the wrench, tightening sleeve, and lock screw, the other parts are made of nickel-based superalloys GH4169. The yield and ultimate strength of GH4169 is 1030 and 1280 MPa, respectively, and young’s modulus is 204 GPa at room temperature.
In this device, four strain gauges are pasted evenly on the circular surface at the middle of measuring sleeve. The stress distribution in the middle cross-sectional area of measuring sleeve is uniform, and the tension can be calculated through axial strain measured by strain gauges. That is

Comparison of measuring result and applied tension.
Experimental results and analysis
In the pre-tightening process, the bolt is stretched and the axial preload of bolt is equal to the tension of measuring screw
A total of 48 bolts and nuts made of nickel-based superalloys of three specifications, M8 × 1, M10 × 1.25, and M10 × 1.5, were used in threaded connections to conduct the pre-tightening test at room temperature. The specific test conditions for all test bolts and nuts are listed in Table 1. For the lubrication condition, the contact surfaces were lubricated by Vaseline. On the other hand, all the nuts used in this article are self-locking ones. The prevailing torque needed to be measured before pre-tightening. There are two measuring devices with the surface roughness
Test condition for pre-tightening test.

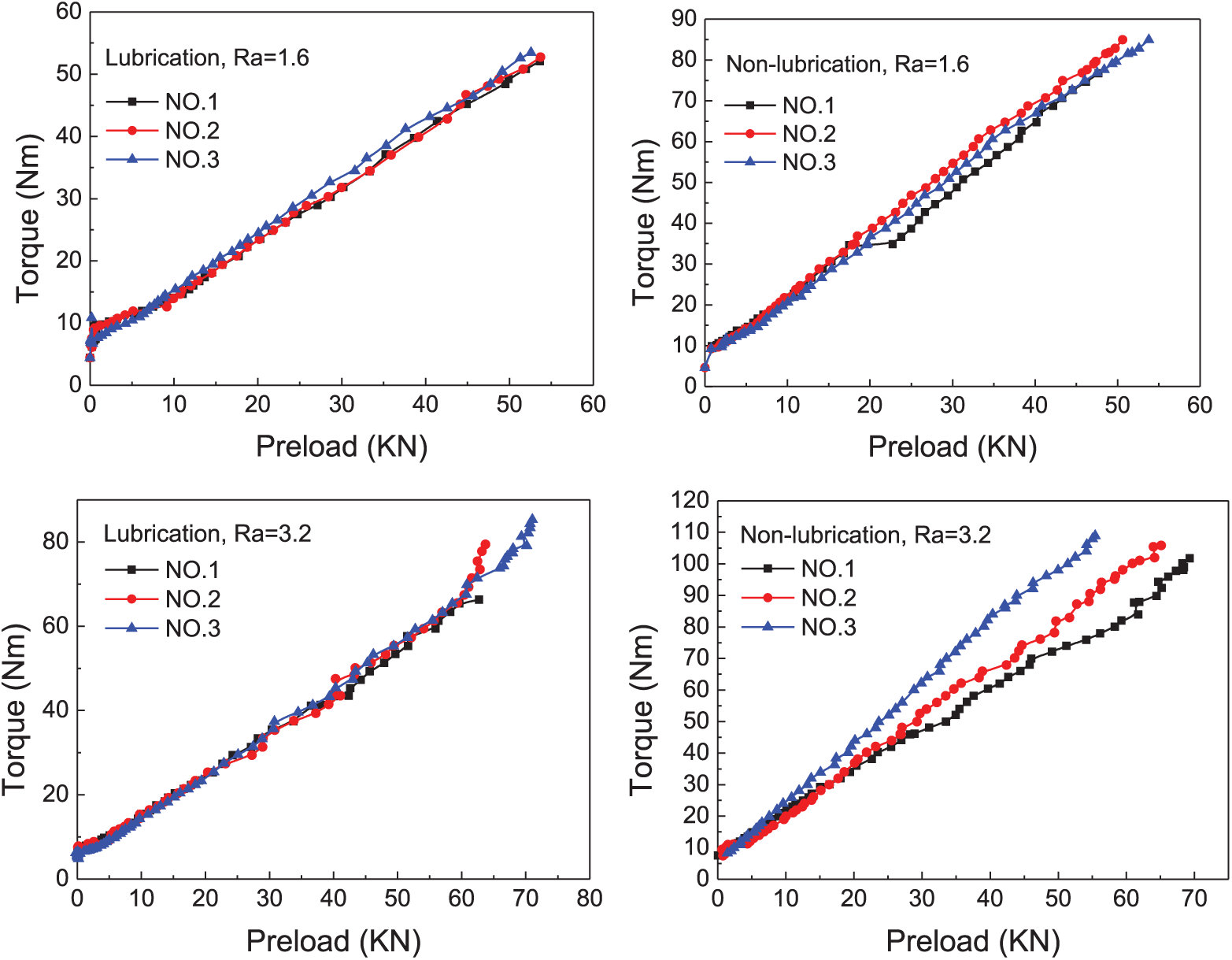
The relationship curves between torque and achieved preload for all cases were drawn according to test results. The curves of torque–preload relationship for each case of the bolt M10 × 1.25 (GH4169) and the bolt M10 × 1.5 (GH4169) are shown in Figures 3 and 4, respectively.

Experimental torque-preload curves for each case of the bolt M10 × 1.25 (GH4169).
Relationship curves of preload versus torque achieved by experiments for each case of the bolt M10 × 1.5 (GH159).
The curves of torque–preload relationship for each case of the bolt M8 × 1 (GH159) and the bolt M8 × 1 (GH4169) are shown in Figures 5 and 6, respectively.

Experimental torque-preload curves for each case of the bolt M8 × 1 (GH159).
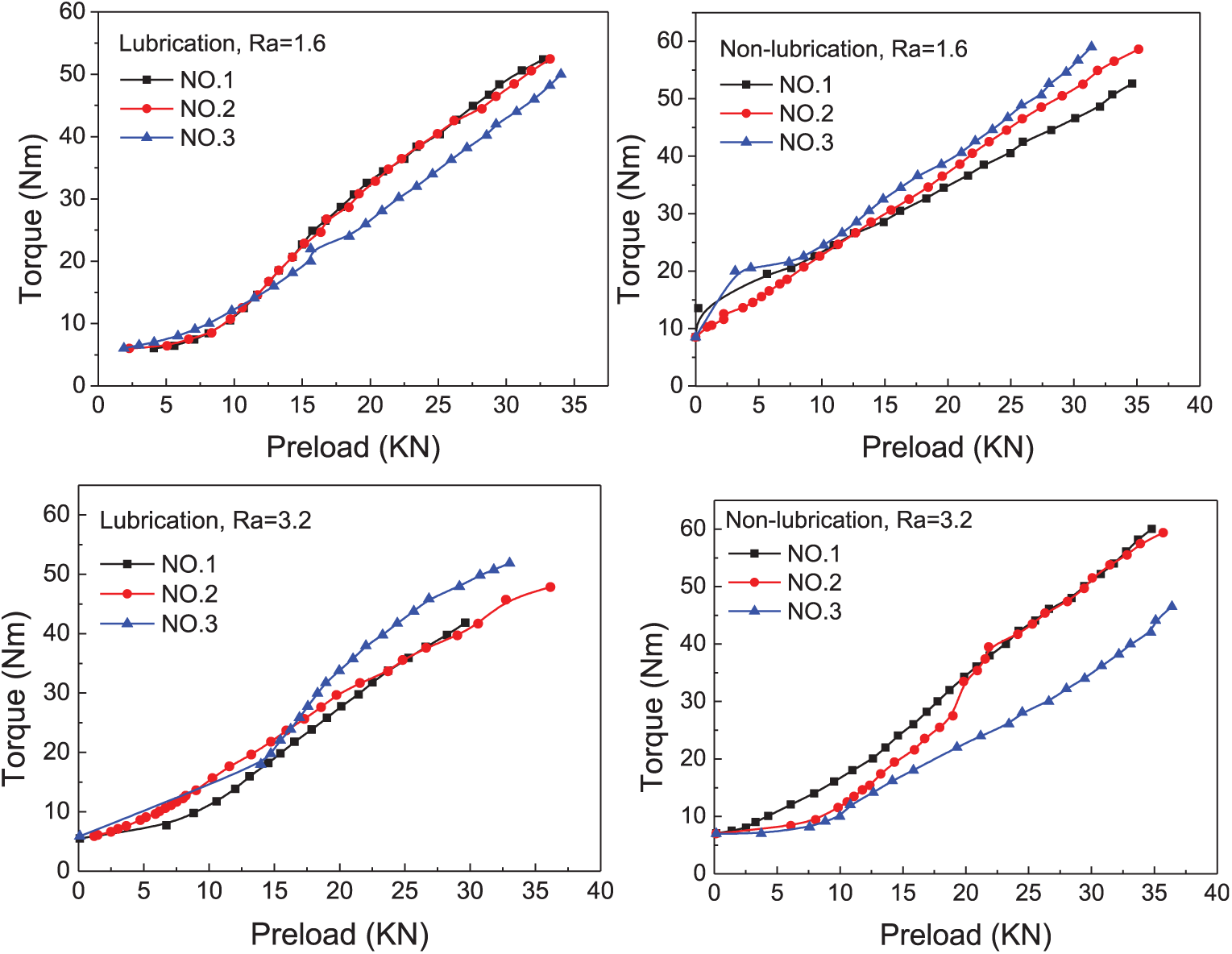
Relationship curves between preload and torque obtain through experiments for each case of the bolt M8 × 1 (GH4169).
As can be seen from the test results in Figures 3–6, there is an approximate linear relationship between the applied torque and the initial preload achieved in bolt, which is similar to theoretical results. The theoretical relationship curve between torque and preload is completely linear. 27 On the other hand, it is impossible that the relationship curves obtained from test results present a completely linear property because of the dispersion, uncertainty, and measurement error that exist in the pre-tightening process. As a whole, this new measuring device can be used to measure preload accurately during the pre-tightening process of threaded connections. The test results will provide a basis for the determination of applied torque in practice.
In order to obtain the value of nut factor, linear fitting of the curves were carried. The slope of the straight line is kd, and the nut factor can be calculated through
The value of nut factor for each test condition.

It is worth noting that the nut factor obtained from pre-tightening experiment is not only related to friction coefficient but also related to bending, torsion, plastic deformation of threads, and other factors.4,27 In fact, the factor is a general-purpose experimental constant, which summarizes everything that affects the relationship between initial load and applied torque in the experiments. Once the nut factor is obtained, we can get the initial preload through equation (1). Due to the dispersion of the nut factor, it is best to actually measure the preload for each application, but this is not realistic in practice. Therefore, a large number of experiments are necessary to determine the mean and standard deviation. According to the experiments and experiences, a given torque will produce an initial preload with a scatter of ±30% in practical applications. 27
The influence of lubrication and roughness on nut factor
In order to analysis the effect of lubrication on nut factor, Figure 7 is drawn to present the average of nut factor and to compare the difference quantitatively for the conditions of surface lubrication or not when the surface roughness stays the same.

The influence of lubrication on nut factor.
The effect of lubrication condition on nut factor is achieved by affecting the friction coefficient of contact surfaces between bolt and nut. When the contact surfaces are lubricated by the lubricant, the surface friction coefficient becomes smaller. Therefore, smaller torque is needed to overcome the frictional resistance of contact surfaces, and the value of nut factor for lubrication condition is smaller than that for not for each case when the surface roughness stays the same, which can be expounded by equations (2) and (3). This conclusion is also obtained and verified by pre-tightening tests in this article, as shown in Figure 7 and Table 1.
It is known from equation (1) that the smaller the nut factor, the larger the preload achieved for the same applied torque. Therefore, the contact faces between threads and the contact face between nut and the upper surface of the joint should be lubricated with industrial grease before tightened in practice. It must be pointed out that there is a slight deviation in the experimental results of individual specimens, since the amount of lubricant during the test cannot be determined.
Figure 8 also shows the average of nut factor, while the object is to analyze the effect of surface roughness on nut factor when the lubrication condition keeps the same. As a whole, the value of nut factor when Ra = 1.6 is slightly smaller than that when Ra = 3.2, which can be seen in Figure 8. Likewise, the surface roughness also affects the nut factor by affecting the friction coefficient. The smaller the surface roughness of the threaded connections, the smaller the surface friction coefficient, and therefore the surface roughness of connected parts should be controlled in the manufacturing process.

The influence of surface roughness on nut factor.
The relationship between screwing times and nut self-locking torque
The nuts used in this study are self-locking ones with an anti-loose and anti-vibration function. A total of 70%–80% of the load for the normal thread is carried on the first and second thread engagement surfaces, and the subsequent engagement surfaces are substantially free of load. That means, the first tooth thread is easily subjected to bend and shear deformation due to the stress concentration, and this will become more serious when the tightening torque increases. According to the relevant research, the first bearing surface of the self-locking nut is subjected to a load of about 17%, and the last bearing surface is also subjected to a 12.5% load. The self-locking nuts can evenly distribute the load acting on each thread and reduce the severity of stress concentration. 28 Therefore, it is not easy to cause loosening or sliding, and the strength is relatively improved. So it is interesting to investigate the variation of self-locking torque (prevailing torque) during repeated tightening. Here, the evolutions of the self-locking torque with the screwing times for three nuts (M10 × 1.25, GH4169) were studied.
The measured initial self-locking torque of the three nuts is 3.64, 6.3, and 5.82 Nm, respectively, under the condition of the lubrication and the installed surface roughness 1.6 μm. After each test, the bolt and nut need to be retightened, and then the self-locking torque were measured several times so as to investigate the influence of the number of screwing on the self-locking torque. The variation curves of the self-locking torque value with the screwing times are shown in Figure 9. It is worth emphasizing that the lubricant was only applied before the first tightening. It can be seen from Figure 9 that the values of each nut’s self-locking torque are different, and there are individual differences among them. Within a certain range, the curves present a declining trend with the increase of the screwing times due to the wear during the experiment process. The self-locking torque values drop greatly in the first two or three times of tightening and then slightly decrease with the increase of the screwing times for the third and subsequent screwing. This means that the self-locking torque value is almost the same when the screwing times is more than three times, while it has a great effect during the first two times of tightening.

The curve of the nuts self-locking torque with the screwing times.
Conclusion
In this study, a new measuring device for preload was designed in this article. Pre-tightening test of the bolts and nuts of three specifications M8 × 1, M10 × 1.25, and M10 × 1.5 were conducted at room temperature. The relationship between torque and preload during the pre-tightening process has been investigated by experiment. The influence of lubrication and roughness on nut factor was analyzed. The influence of the screwing times on the nut self-locking torque has been studied. The following conclusions can be summarized.
The measuring device proposed can be used to measure bolt preload accurately during the pre-tightening process of threaded connections. The test results will provide a basis for the determination of applied torque of bolts made from nickel-based superalloys in practice.
The lubrication of contact surfaces has a larger influence on the nut factor. In practice, the contact faces between threads and the contact face between nut and the upper surface of the joint should be lubricated with industrial grease before tightening. The surface roughness has a slight effect on the nut factor when the lubrication condition keeps the same. In order to tighten the threaded connections, the surface roughness of joints should be controlled to have a high-quality surface condition in the manufacturing process.
The nut self-locking torque decreases with the increase of the screwing times within a certain range, and the effect of the screwing times on the nut self-locking torque is significantly different in the first 2 to 3 times, and the effect becomes smaller later on.
Footnotes
Handling Editor: Michal Kuciej
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.