
Abstract
To improve the heating efficiency and cavity surface temperature uniformity, an optimal design method was developed for the heating system in electrical rapid heat cycle molding mold. First, an electrical rapid heat cycle molding mold was simplified as a single heating cell unit for thermal response analysis based on conformal design theory. Second, a response surface using back propagation neural network was constructed on the ground of initial finite element experiments. Then, a non-dominated sorting genetic algorithm-II combined with the polynomial back propagation neural network model was proposed to capture the Pareto-optimal solutions. Subsequently, the technique for order preference by similarity to ideal solution based on entropy-based weight was adopted as a multi-attribute decision-making method to choose the trade-off optimal design point from the Pareto-optimal set. To gain the optimal design of heating system, the optimized heating cell unit for electrical rapid heat cycle molding mold was calculated and finally mapped into the entire mold. Cavity surface temperature uniformity increased by 17.1%, and heating efficiency increased by 26%. The results show that the temperature distribution uniformity on the mold cavity surface was obviously improved and using this optimization strategy ensured high heating efficiency.
Keywords
Introduction
Injection molding technology is widely used to manufacture plastics parts because of its low cost and high productivity.1–3 In conventional injection molding (CIM), the mold temperature is constant, potentially resulting in poor part surface quality, such as welding line, flowing mark, and sink mark on the surface of molded parts.4,5
Rapid heat cycle molding (RHCM) has been developed to improve surface quality and eliminate weld lines.6,7 The process of RHCM is different from traditional injection molding. 8 Before polymer is injected into the mold cavity, the surface of the cavity is quickly heated up to the heat distortion temperature or glass transition temperature of the polymer, and then, the polymer melt is then injected.9,10 The heating efficiency and uniformity of temperature on the cavity surface are mainly dependent on the mold heating system of mold. Researchers have developed a variety of ways to control mold’s temperature. High-frequency proximity effect–induced heating (HFPEIH) was developed and combined with water cooling to achieve dynamic mold surface temperature control. 11 Wang et al. 12 developed a new rapid mold heating and cooling method characterized by electric heating and annular cooling. The performance of conformal cooling channels in reducing the cycle time has been proven. Development of capable techniques for rapidly heating and cooling a mold with a relatively large mass is technically challenging because of the constraints set by the heat transfer process, as well as the endurance limits set by the material properties. 13
For the researches on temperature distribution of injection mold, most of the current literatures introduced methods to rapidly and uniformly cool the mold surface in CIM,14–16 and Xu et al. 17 presented the design method regarding conformal cooling channels; they simplified cooling channels into a single cooling cell and verified the rationality of the method. Several studies also reported some works on the optimization of the RHCM mold heating system. Wang et al. 18 applied the heat-cooled cell unit to RHCM and optimized relevant parameters, achieving good results. Li et al. 9 proposed an optimization method to optimize the layout of heating channels for an RHCM mold by coupling response surface methodology (RSM) with genetic algorithm (GA). Wang and colleagues19,20 proposed more methods including the RSM model to optimize the layout of heating channels. Aforementioned studies introduced the RSM model with defined variables and improved the heating efficiency and temperature uniformity. However, the levels and search space of design variables should be well determined, 21 or the heating efficiency and temperature uniformity will not be significantly improved. Besides RSM, Xiao and Huang 22 developed a method to optimize the heating system by coupling particle swarm optimization (PSO) and finite element method (FEM). Using the finite volume method by Krial et al., 23 a three-dimensional (3D) numerical model was developed for a geometric parameter optimization of the conformal thermal control system.
All the previous optimization methods have been shown to improve the heating efficiency and temperature uniformity, but these processes were time-consuming because of massive calculations that include a number of iterations and complex finite element mode. In this study, an optimal design method is proposed for the heating system of electrical rapid heat cycle injection molding (ERHCM) to improve both heating efficiency and temperature uniformity of cavity surface. The heating system of complex ERHCM mold was simplified as a single heating cell unit for thermal response analysis based on conformal design theory. A multi-objective optimization model of heating cell unit was established, in which the specifications and layout of the electrical heating element are the design parameters, while the required heating time and cavity surface temperature difference are the thermal response index. The trade-off optimal design parameter combination of heating cell unit was obtained based on central composite design (CCD), back propagation neural network (BPNN) model, non-dominated sorting genetic algorithm-II (NSGA-II), and technique for order preference by similarity to ideal solution (TOPSIS). The modified heating cell unit was finally mapped into the entire mold to finish the design of heating system for an ERHCM. The results show that the required heating time is shortened by 26.2% and the cavity surface temperature difference is reduced by 17.1%.
Model description
The heating transfer of the electrical rapid heat cycle injection molding (ERHCM) is a 3D transient process. The mold cavities are thin-wall and the heating rods and cooling channels are uniformly arrayed parallel to the cavity surface. The wall thickness and diameter of heating rods and cooling channels are much smaller than other dimensions of the mold, so it is reasonable to simplify the ERHCM heat process to the two-dimensional plane heat transfer problem as shown in Figure 1. The initial mold temperature, environmental temperature, power density of the heating rods, and convective heat transfer coefficient between the mold and the surrounding environment are 30°C, 30°C, 20 W/cm2, and 20 W m2/°C, respectively. The designated temperature of the mold cavity surface is 100°C. The thermophysical properties of mold steel (AISI P20) and heating rod fillers (MgO-SiO2) are presented in Table 1. The layout of heating rods and cooling channels have important influences on the heating efficiency and cavity surface temperature uniformity, which include the diameter of heating rod d, power density of the heating rods q, distance from the center of the heating rod to the cavity surface h, distance from the center of the cooling channel to the cavity surface H, distance between two adjacent heating rods p, and distance between two adjacent cooling channels P.
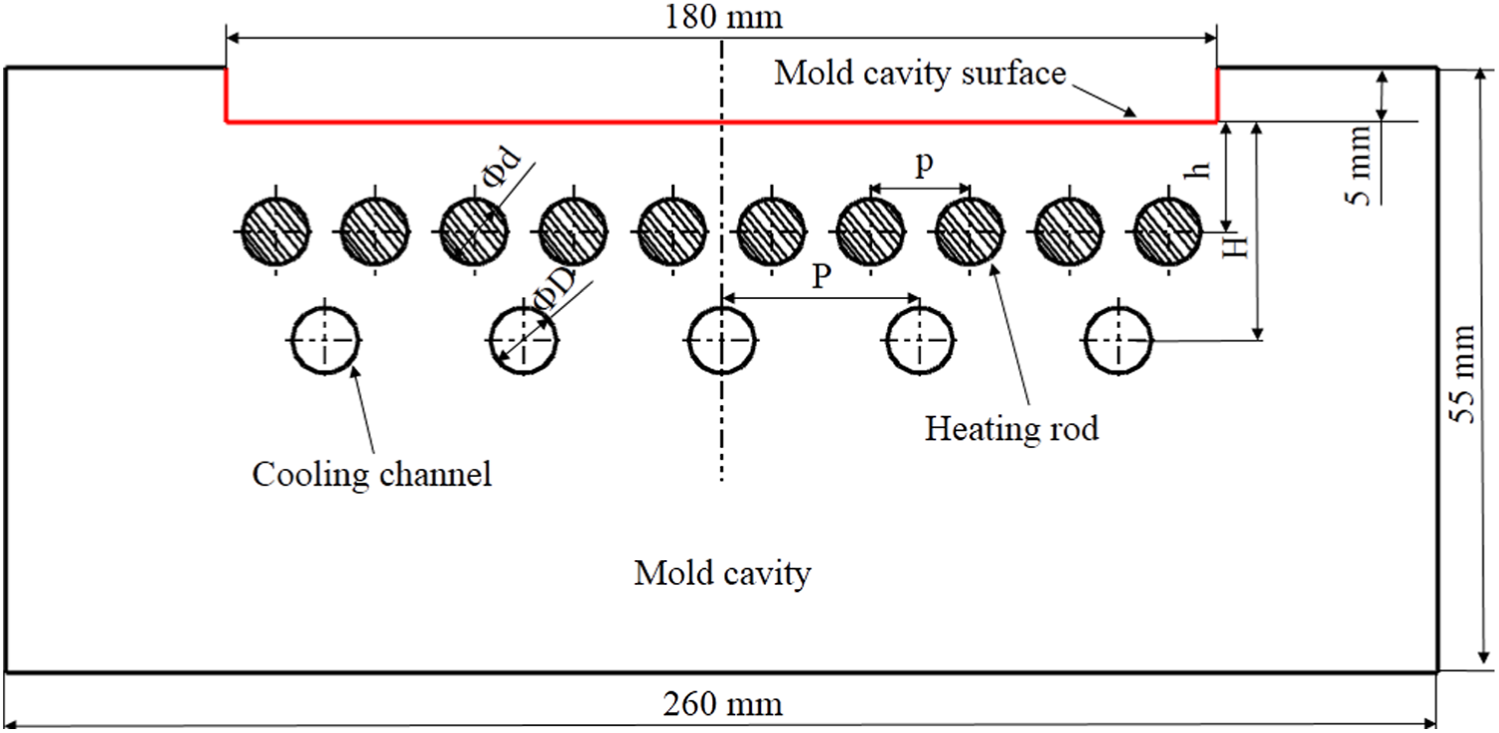
The layout of heating rods and cooling channels of the ERHCM mold.
Thermophysical properties of the mold and heating rod.

To effectively heat and cool the mold, the heating rods and cooling channels were arrayed conformally to the mold surface in ERHCM mold design.
17
In the heating stage, the heat transfer is localized in a small region between two adjacent heating rods because of the structural symmetry. Moreover, the water in the cooling channels has been drained out using compressed air before mold heating to reduce the heat loss. Therefore, it is reasonable to neglect the effect of the cooling channels in the mold heating process,
22
so the parameters

Schematic structure of heating cell unit.
The heating efficiency and cavity surface temperature uniformity are represented using the required heating time t and maximum cavity surface temperature difference
The thermal responses of ERHCM mold are simulated using ANSYS, and then, the required heating time t and maximum cavity surface temperature difference
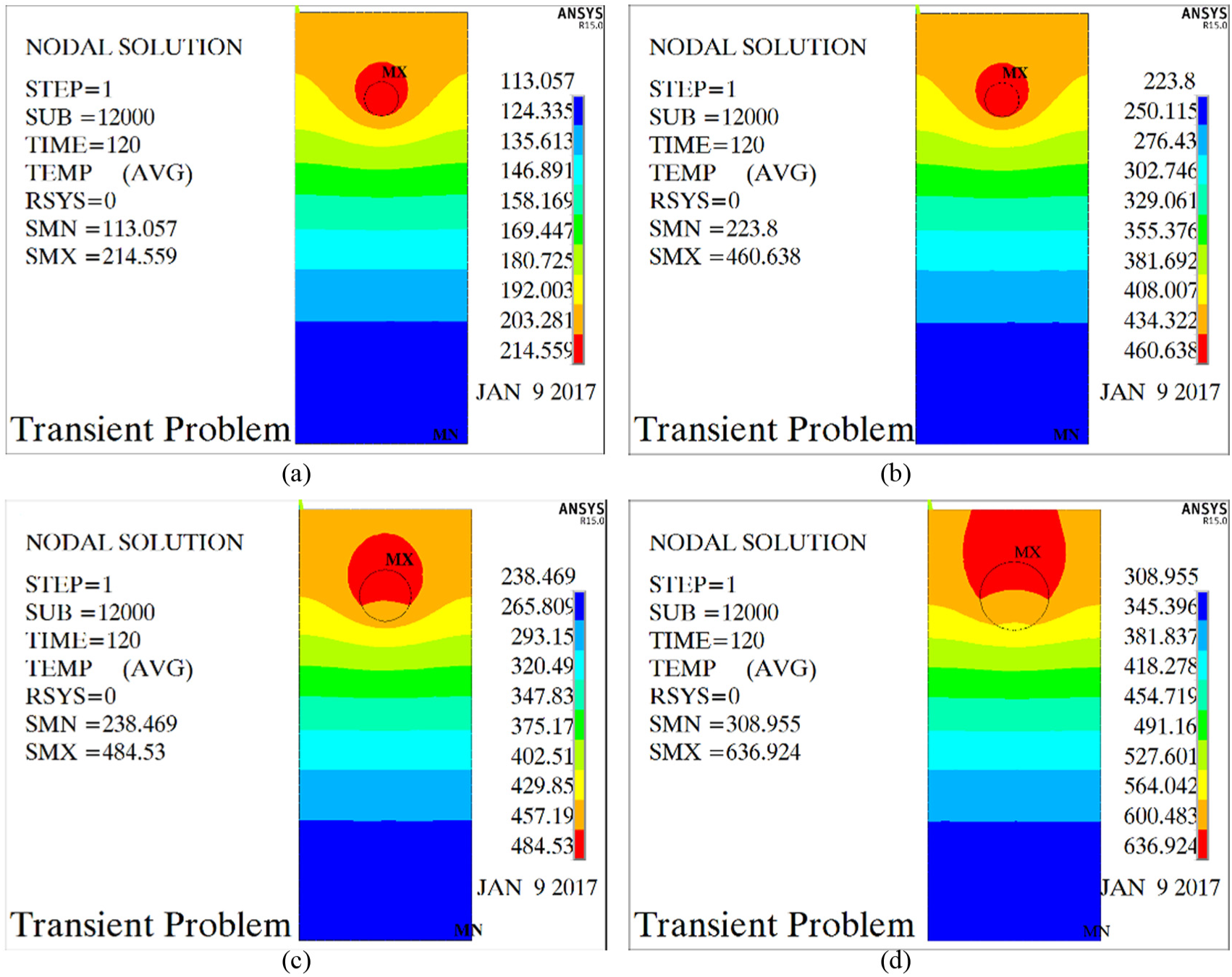
Temperature distribution of heat cell unit (a) d = 4 mm and q = 15 W/cm2, (b) d = 4 mm and q = 35 W/cm2, (c) d = 6 mm and q = 25 W/cm2, and (d) d = 8 mm and q = 25 W/cm2.

The relationship between design parameters and objective functions (a) cavity temperature, and (b) temperature difference.
Construction of approximation model using back propagation neural network method
There are complex nonlinear relationships between the design parameters of heating cell unit and thermal indexes, so the BPNN method is used to construct the approximation method of thermal response indexes.
BPNN uses a supervised learning method to handle the nonlinear relations between input and output variables and has been used in many research fields.24–26 The used optimal BPNN architecture is shown in Figure 5, which consists of three layers: one input, one hidden, and one output. The input layer has four neurons which are design parameters of the heating cell unit (d, q, h, and p), the hidden layer has nine neurons, and the output layer has two neurons which are the required heating time t and maximum cavity surface temperature difference
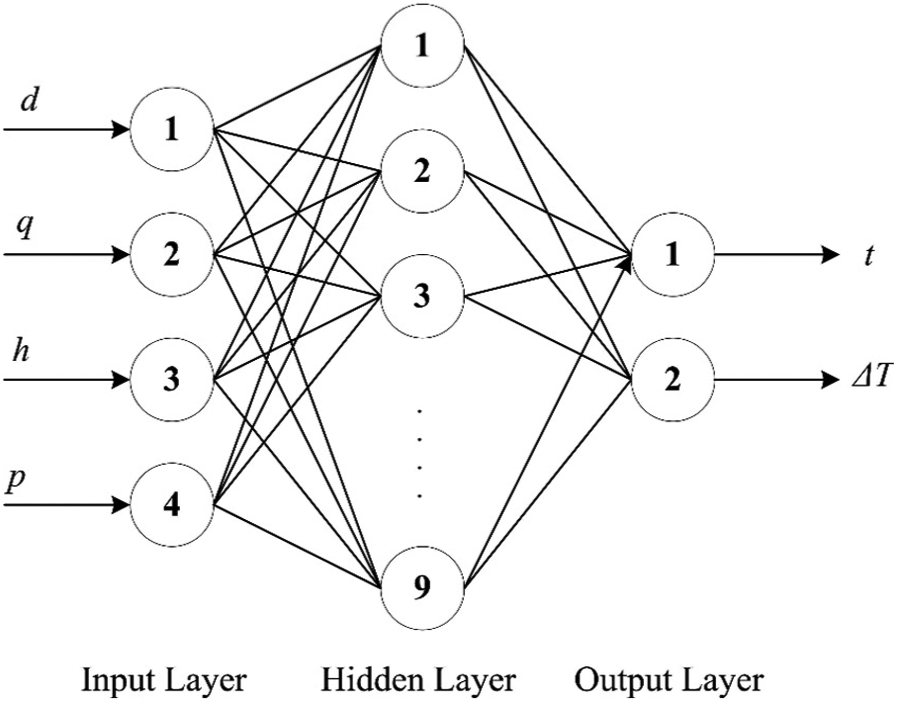
Structure of a back propagation neural network.
In all, 30 experiment samples with different combinations of the design parameters are arranged following the principles of central composite design (CCD), and the corresponding t and
Two evaluation parameters, including mean square error (MSE) and coefficient of determination (R2), 24 are employed to check the trained BPNN model. MSE represents the average of square errors between neural network inference value and target value. R2 determines the accuracy of the BPNN model. They are defined as follows


where
Figure 6 shows the evolution of the MSE for the BPNN model during the training process. After 13 iterations, the MSE is decreased to the predetermined value of 10−3, and then, the training process is terminated and the trained network is obtained. The value of R2 is 0.99935, indicating that the trained results have a high degree of linear fitting, as shown in Figure 7. The small magnitude of MSE (10−3) and high value of R2 illustrate the achievement of the desired requirements of BPNN model through the samples training, and further extending analysis of this model is possible through adopting a multi-objective optimization.

Variation of MSE during BPNN training. Training: R2 = 0.99935.

The linear fitting between BPNN’s training results and actual results.
Multi-objective optimization design of heating system
The construction of optimization function
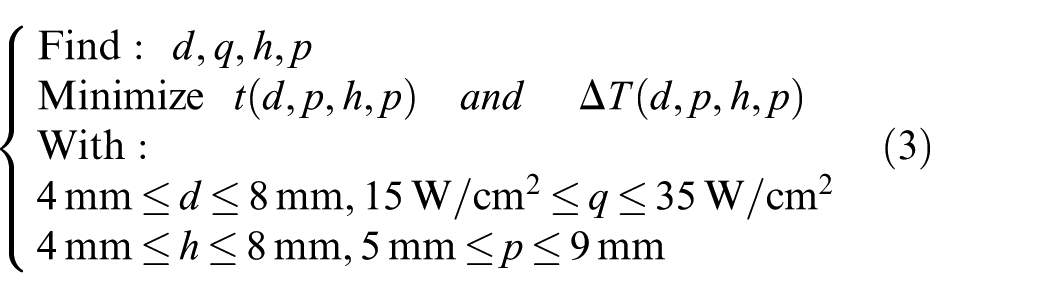
The optimization model for thermal response is established based on the constructed heating cell unit. The goal of multi-objective optimization is to find the best combination of design parameters (q, d, h, and p) for minimizing heating time (t) and cavity surface temperature difference (ΔT). The ranges of design parameters are determined based on the previous experience and engineering analysis. The diameter of heating rod (d) is about 4–8 mm. The distance from the center of heating rod to the cavity surface and the pitch between adjacent heating rods are about 1–1.5 times and 2.5–3.5 times that of the diameter of the heating rod, respectively. 27 Therefore, the values of h and p are about 4–8 mm and 5–9 mm, respectively. In addition, the power density of the heating rods (q) is about 15–35 W/cm2. The corresponding optimization mathematical model for this optimal design strategy can be expressed in equation (3)
Calculation of Pareto front with NSGA-II algorithm
Non-dominated sorting genetic algorithm (NSGA-II) which is proposed by Deb et al. 28 is one of the most efficient multi-objective evolutionary algorithms to find the Pareto-optimal solutions. It uses elitism and a phenotype crowd comparison operator to keep diversity without specifying any additional parameters. 29
Based on the established polynomial BPNN model in section “Construction of approximation model using back propagation,” the NSGA-II is used as the optimization algorithm to enhance the design parameters of the heating cell unit, which is run with the default parameters of the algorithm as summarized in Table 2. The optimization process is shown in Figure 8, and the corresponding Pareto-optimal set data were obtained in Table 3.
Algorithm parameter of NSGA-II.

NSGA-II: non-dominated sorting genetic algorithm-II.
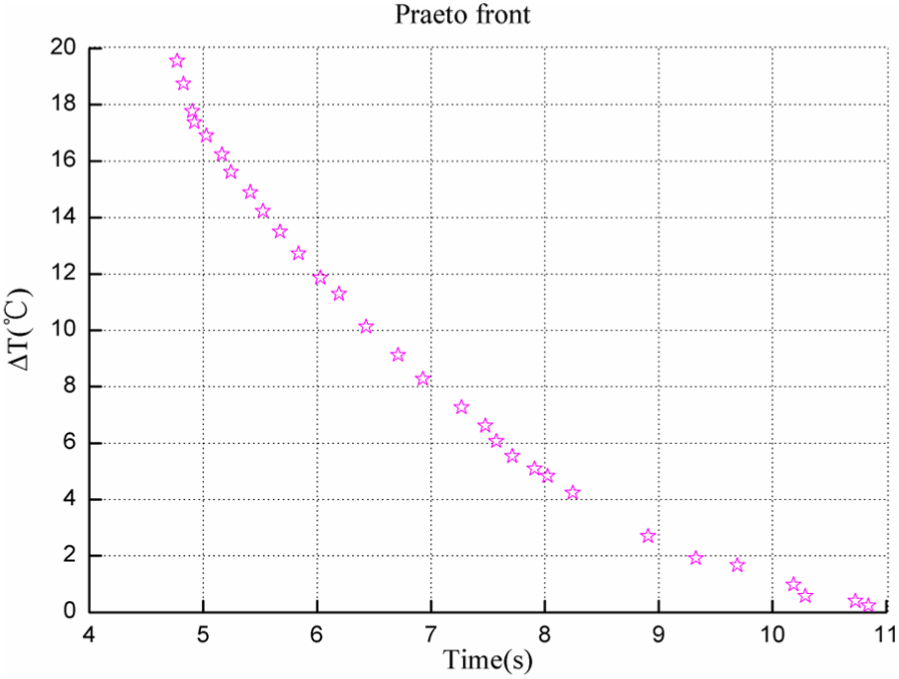
The results during optimization.
Pareto-optimal set.

Decision-making using TOPSIS method
The selection of optimum solution from all Pareto-optimal solutions is a multi-criteria decision-making (MCDM) problem, and then, a TOPSIS method is employed to select the optimum parameters of heating system for ERHCM.
The decision matrix
where
The relative importance of heating time (t) and cavity surface temperature difference (ΔT) are calculated using entropy-based weights (EBW) method, which can reduce the influence from any personal subjective factors.30,31
This method consists of the following steps:
Normalizing the decision matrix. To determine objective weights by the entropy measure, the decision matrix in equation (4) needs to be normalized for each attribute as

Calculating the entropy value

The objective weight for each attribute can be obtained

After acquiring the Pareto-optimal set, the TOPSIS method combined with entropy weights is applied to choose the trade-off optimal design point from the Pareto-optimal set. The weights of heating time (t) and cavity surface temperature difference (ΔT) are calculated based on the EBW method. They are 0.4486 and 0.5514, respectively. The TOPSIS results of alternatives are obtained, as shown in Table 4. From Table 4, we can see that the relative closeness
TOPSIS results of alternatives.

TOPSIS: technique for order preference by similarity to ideal solution.
Results and discussion
Through using the proposed optimal design method, the original design parameters and the optimum design parameters are listed in Table 5. The thermal performances of the original structure and optimum structure are analyzed and shown in Figure 9. Based on the thermal analysis results, the heating time and cavity surface temperature difference are calculated and listed in Table 5. Results show that the required heating time is shortened by 26.2% from the original value of 10.31 s to the optimum value of 7.61 s and the cavity surface temperature difference is reduced by 17.1% from the original value of 7.47°C to the optimum value of 6.19°C, which indicates an improvement in both heating efficiency and cavity surface temperature uniformity by optimization.
Contrast of the result before and after optimization.

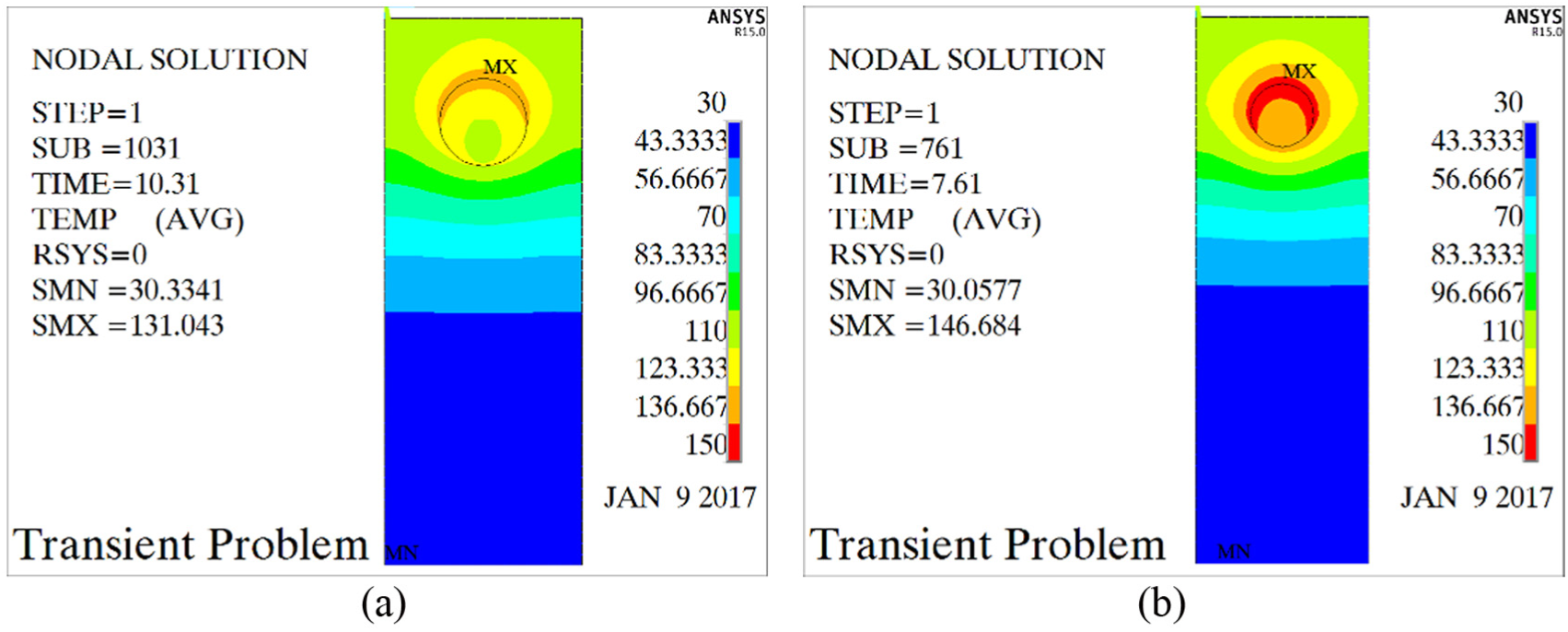
Thermal analysis results: (a) initial structure and (b) optimum structure.
Based on the trade-off optimal design parameters combination of heating cell unit and the overall size of mold cavity, the modified heating cell unities are then mapped into the entire mold to finish the heating system design of ERHCH mold, as exhibited in Figure 10. The diameter and number of heating rods are 5.8 mm and 10, respectively, and the distance between heating rod and cavity surface and the distance between the centers of adjacent heating rods are 9 mm and 15.8 mm, respectively. The rated power of heating rod is 1.78 kW.

The optimized layout of heating rods and cooling channels of the ERHCM mold.
In order to show more intuitively the influence of different factors on the heating time, the degree of change of the heating time was compared when the transverse coordinates change the same multiple, thus determining the most influential factors for the heating time.
Within the design space, each factor was fluctuated at a rate of 10%. From Figure 11, it can be seen that the effect of the single variable on the corresponding heating time is different. With the increase in d and q, or the decrease in h and p, the heating time of the cavity surface reaching the required temperature (100°C) decreases. It can also be concluded that the degree of variation of heating time is different at the same rate of abscissa. The heating time in Figure 11(a)–(d) changed as −0.8, −4.69, 2.2, and 2.0, respectively, so power density is the most important factor affecting the results, reducing heating time by 37.5%, followed by h, p, and d.
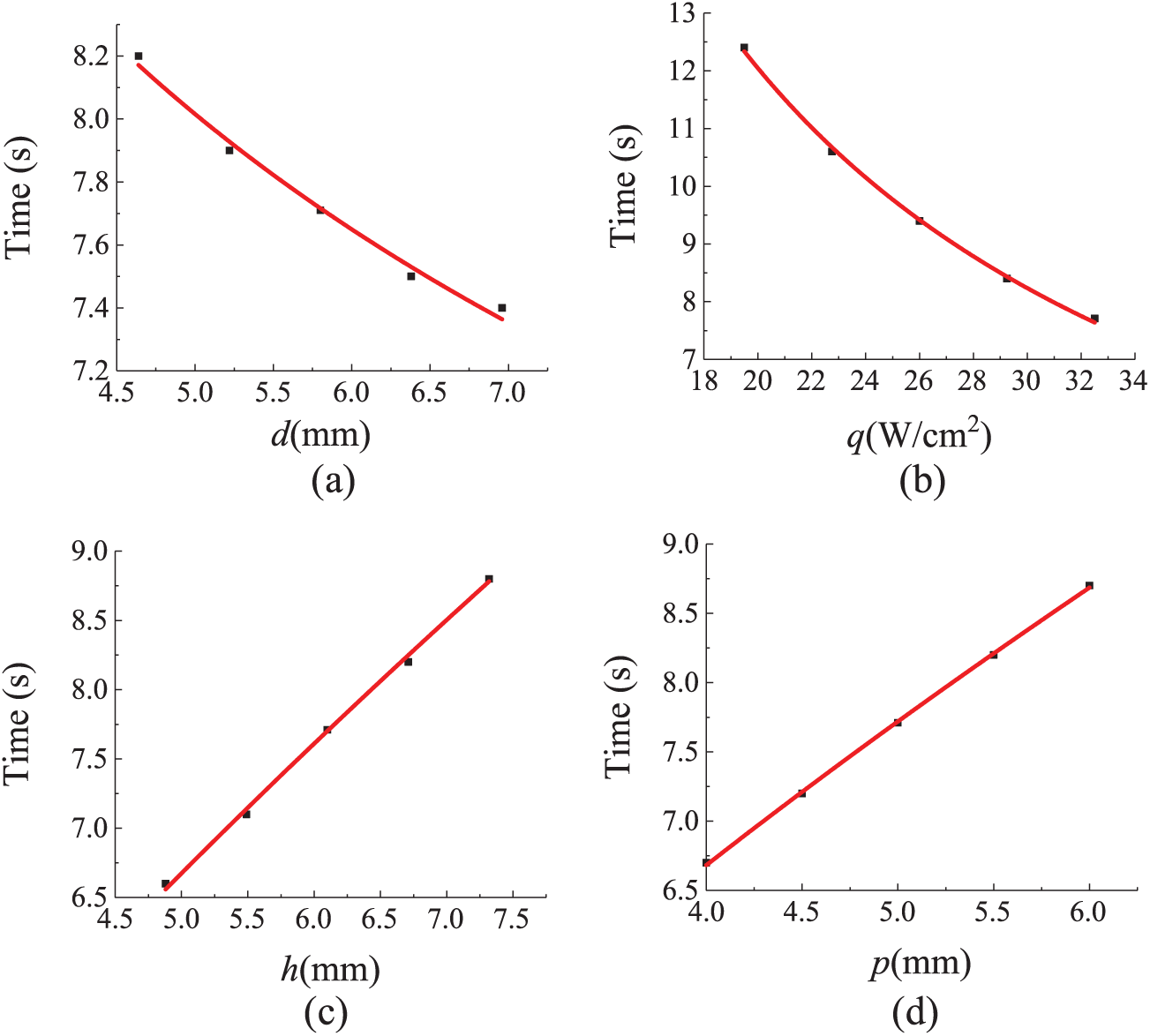
The influence of different factors on the heating time (a) diameter of heating rod, (b) power density of the heating rods, (c) distance from the center of the cooling channel to the cavity surface, and (d) the distance from the center of the heating rod to the cavity surface.
In addition, we also compared the warpage of the final product before and after optimization. Under the same injection parameters, the plastic parts before and after optimization were obtained, and the degree of bending at the same position (center axis) was compared using a ruler. As shown in Figure 12, the improvement in warpage is obvious before and after optimization. The height of the same product position from the horizontal plane decreased from 11.2 to 4.5 mm, with a drop of 59.9%. This is because the optimized surface temperature of the cavity is more uniform and it produces less warpage. Generally, temperature uniformity of cavity surface has direct influence on the quality of final products, and an uneven temperature distribution would result in a serious warpage.32,33 When the cooling efficiency does not change, the temperature of the mold cavity before optimization is more uneven than the temperature distribution of the mold cavity after optimization, so the final product is also more easily warped.

The difference between the same position of the plastic parts and the horizontal plane before and after optimization: (a) plastic parts before optimization and (b) optimized plastic parts.
Conclusion
In this study, an optimal design methodology of heating system was proposed to increase the heating efficiency and decrease temperature maldistribution of ERHCM mold. Based on the assumption of single heating cell unit, an optimal result of a uniform temperature field was finally obtained by combining various methods (BPNN, NSGA-II, and TOPSIS). According to the results obtained in this study, the following conclusions can be drawn.
This method combines various algorithms to effectively obtain the optimized results effectively. The optimal design parameters of a single heated cell unit are obtained using the above methods, and cavity surface temperature uniformity increased by 17.1% and heating efficiency increased by 26%.
The influence of different parameters on the heating time is different, and the power density has the greatest influence reducing heating time by 37.5% and the heating rod diameter has the smallest influence. In general, using the method proposed in this study, relevant parameters can be obtained so that the temperature field can be uniformly distributed during the heating process; the heating efficiency has been greatly improved, and the warpage of the plastic parts is successfully reduced.
Footnotes
Handling Editor: Kai Bao
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by the National Natural Science Foundation of China (Nos 51575491, 51505421, and U1610112) and Natural Science Foundation of Zhejiang Province (LY15E050015 and LY18E050020).