
Abstract
The work hardening of a spline during cold roll-beating is used as an indicator to evaluate the mechanical properties of the surface. To further optimize the work-hardening degree of a cold roll-beating spline surface, weight theory and satisfaction functions are used to improve the double-response surface-satisfaction function model. The model describes the involute spline based on the cold roll-beating speed and feed rate. The generalized reduced-order gradient method is applied to optimize the optimal combination of processing parameters. The experiments validate the optimization results of the improved double-response surface-satisfaction function method and the conventional response surface method based on the cold roll-beating spline test and a comparative analysis of the spline surface metallographic structure. The results show that the satisfaction degree of the improved response model is 0.87384, indicating that the model is robust and reliable. The optimized processing parameters are a cold roll speed of 1448.21 r/mm, a feed rate of 41.71 mm/min, and a degree of work hardening of 144.79%. The spline surface work-hardening degree based on the revised model is higher than that of the conventional model. Thus, the improved double-response surface-satisfaction function model provides better accuracy.
Keywords
Introduction
High-speed cold roll-beating forming technology is an advanced plastic-forming technique in which the high-speed rotation of a roller on the workpiece beats and rolls intermittently while forcing metal materials to flow, relying on the natural plasticity of cold metal materials. The technology is characterized by zero waste, high efficiency, low pollution, and near net shape, among other advantages.1–3 The forming technology can be widely used in many types of equipment, including machines, aircraft, ships, agricultural equipment, splines, and gears. The cold roll-beating forming process is a gradual forming process of nonuniform thermodynamic coupling, which inevitably produces a certain degree of work hardening due to the role of mechanical force in the workpiece surface.4,5 Work hardening is an important parameter used to evaluate the surface quality of a workpiece, which directly affects the physical and mechanical properties of the surface layer. However, the performance and processing requirements of cold roll-beating workpieces depend on the application field. Therefore, it is of great theoretical significance to optimize the surface hardening of the workpiece and to select improved processing parameters according to its application. However, in actual production practice, the entropy weight of each response is important and is typically based on subjective experience judgment, lacks theoretical basis, is not based on objective performance requirements, and does not consider the optimization model of optimality and robustness. Thus, the global optimal conditions cannot be obtained accurately. Therefore, selecting optimal processing parameters for the surface work hardening of a cold roll-beating workpiece has important theoretical significance for selecting the appropriate mathematical model or improving the conventional model.
M Weck et al. 6 analyzed cold roll-beating and conventional processing parts of surface performance; these researchers experimentally determined that the anti-fatigue strength of cold roll-beating processing parts increased by 25%–35% and that the improved anti-fatigue strength of their surface with the formation of a special hardened layer was due to the role of high-speed cold roll-beating cold hardening.
GA Smirnov-Alyvea 7 studied the feasibility of using spline cold roll-beating with a cold roll-beating processing forming test data analysis and verified the complexity and nonuniformity of the deformation and stress distribution of the billet during the spline-forming process. C Fengkui et al. based the establishment of the spline cold-rolling mathematical model on the involute spline-forming process and analyzed the relationship between the components of spline cold roll-beating and studied the effects of spline surface grains, dislocations, and work-hardening layers on different parts of the spline teeth according to the principle of cold roll-beating forming. Their results revealed the influence of the parameters of cold roll-beating on the degree of work hardening.8,9 X Yongfu 10 studied the spline metal microstructure deformation and tooth surface quality by high-speed cold roll-beating testing and determined that high-speed cold roll-beating could improve the surface of the spline-surface metal structure, surface hardness, and spline surface integrity. Xiangjian Kong et al. analyzed the high-speed cold-roll rack-forming principle, conducted experiments on cold roll-beating using an electron microscope, and analyzed the relationship between the hardness of the forming rack and the change in the microstructure of the metal fiber. Their results showed that the cold roll-beating process could effectively improve the microstructure of the workpiece surface. 11
H Lifang et al. studied the austenitizing temperature and holding time on hot stamping boron steel B1500HS quenching hardness, tensile strength, and elongation behavior. They fitted the test data by the three response surface methods, established the response surface model to optimize the austenitizing temperature and holding time, and obtained the optimal quenching process parameters. 12 S Wentian et al. investigated a small turning center in hard aluminum alloy fine milling tests, established a predictive model of surface roughness using the quadratic response surface method, and tested the significance of the regression equation. The results showed that the model had a high regression score and high confidence. 13 Y Zimeng et al. 14 aimed for lower energy consumption and improved forming quality by parameter optimization for deformation energy and forming quality in single-point incremental forming processes using response surface methodology. W Xiaoming divided the experimental samples into multiple mechanical transmission system transmission groups and negotiated the entropy weight of the transmission pair by the theory of entropy weight in information engineering to establish the optimal allocation model of transmission ratio entropy. To a certain extent, their research overcame some of the defects by the conventional man-made transmission ratio caused. 15
In summary, many scholars have extensively studied the hardening of cold roll-beating formation surfaces from the aspects of metal flow and microstructure evolution and conducted mathematical optimization of mechanical processing parameters using the conventional response surface and entropy weight theories. However, few reports exist on the optimization of the processing parameters of the work hardening of spline surface layers during cold roll-beating. In particular, the conventional algorithm to modify cold roll-beating for spline surface work-hardening research has not been publicly reported. Therefore, this article is based on the results of a splicing cold-rolling forming microhardness test, and the conventional response surface algorithm is improved to establish a double-response surface model. Furthermore, the research modifies the entropy weight of each entropy response by introducing entropy theory, constructs a satisfactory function for the optimization objective function, and uses the generalized reduced-order gradient method to optimize the optimal combination of processing parameters. Finally, the optimization results of the improved model are validated using the conventional model optimization results by applying a cold roll-beating spline-forming test and by analyzing the change in the metallographic structure. This validation establishes a more accurate mathematical model of spline surface work hardening intended to achieve control of the work-hardening degree and optimal selection of optimum process parameters in splines during the cold roll-beating process. Thus, the physical and mechanical properties of the surface layer of the cold roll-beating spline are improved.
High-speed cold roll-beating spline surface work-hardening test
Experimental material
The cold roll-beating spline test selects material for 20 steel samples, and their heat treatment is normalizing treatment. The following are the parameters for the steel samples: the yield strength is 245 MPa, elastic modulus is 206 MPa, and tensile strength is 410 MPa. The main chemical composition is shown in Table 1. Cold roll-beating forming splines are involute splines; the spline modulus is 2.5, the pressure angle is 30, the number of teeth is 14.
Primary chemical composition of 20 steel specimens (mass fraction, %).

Experimental equipment
Cold roll-beating splines were processed in a Swiss Grob ZRme9 roll machine. The surface hardness measurement was performed with an HVS-1000N microhardness tester, and an ordinary wire-cutting machine was used to prepare the sample to cut the spline teeth. The microstructure of the spline teeth was observed under a JSM-5610LV scanning electron microscope (SEM).
Experimental procedures
The machine pulls the involute spline during cold roll-beating processing, and a wire-cutting machine is used to cut a section of the spline teeth along the tooth. Because the tooth surface pitting occurs mostly at the pitch circle of the splines, the main contact portion of the two spline teeth in the meshing process is the pitch circle; in the meshing process, spline teeth have both relative rolling and relative sliding, and the relative sliding friction force is opposite in direction of the two sides of the pitch circle node; therefore, a pulsating load is generated, the effect of these two forces results in a pulsating cyclically varying shear stress at the depth of the gear index circle. When the shear stress exceeds the shear fatigue limit of the gear material, the surface will generate fatigue cracks, the crack propagation will eventually cause the tooth surface to flake off and form a small crater on the tooth surface; therefore, it is selected as the research point to select the pitch circle of spline. The splined tooth samples are ground and polished and then the Vickers hardness of five positions is measured using a HVS-1000N microhardness tester on the pitch circle of the sample. The distance between each measuring point is 0.2 mm, and the applied load is 1 N for each measurement with a loading time of 10 s. Then, using equation (1), the corresponding surface hardening degree H of the test result is calculated

where HV is the microhardness of the processed surface; HV0 is the microhardness of the original matrix metal.
Experimental design parameters and results
The cold roll-beating spline test parameters and results for cold roll-beating at five levels of speed inspections and four levels of feed speeds are shown in Table 2.
Test parameters and results.

Spline work hardening based on improved double-response surface-satisfaction function method
With cold roll-beating spline surface work-hardening test data processing, the mean and standard deviation of each test is determined, and the mean surface and standard deviation surface models are fit using the double-response surface method. Then, the mean and standard deviation satisfactions are built, while the entropy weight theory is used to weigh the results. The problem of double-response optimization is transformed into the problem of solving the maximum value of the comprehensive satisfaction function. Finally, the generalized reduced-order gradient method is used to obtain the final results.
Surface work-hardening optimization model for cold roll-beating spline using the improved double-response surface-satisfaction function
Established double-response surface model
The double-response surface algorithm is used to fit the test data of the surface work-hardening test of a cold roll-beating spline. γ is the response mean, and δ is the response standard deviation, as in equations (2) and (3). The double-response surface method fits the response mean and the response standard deviation; thus, the mean response surface model yγ and the standard deviation response surface model yδ are obtained, as shown in equations (4) and (5)




where Hij is the degree of surface work-hardening at the test location, i = 1, 2, 3, …, 20, j = 1, 2, 3, …, m, m = 5; and β0, β1, β2, β3, β4, β5, η0, η1, η2, η3, η4, and η5 are the undetermined coefficients. n and f are the processing parameters. Table 2 provides the results of the surface work-hardening test of cold roll-beating spline using equations (2) and (3), and the response values of the test results are shown in Table 3.
Test result response values.
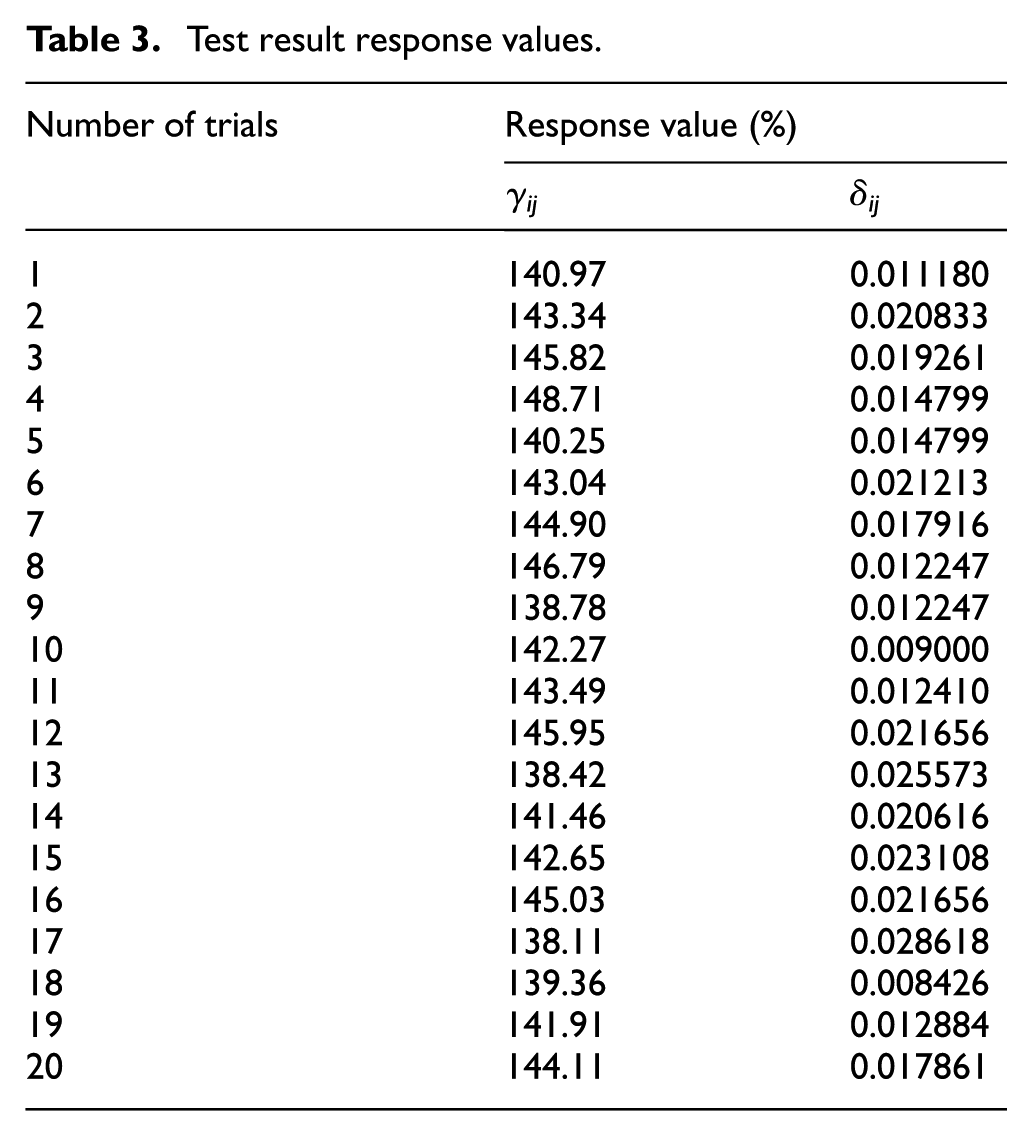
MATLAB is used to test the response values of the results in Table 3. The cold roll-beating spline surface work-hardening mean response surface model yγ and the standard deviation response surface model yδ are shown in equations (6) and (7), respectively


Determination of the entropy weight of the mean and standard deviation of the surface work-hardening response of a cold roll-beating spline
The

Among them, dmn is the response value.
Table 3 shows that the surface work-hardening evaluation index of the cold roll-beating splines are the response mean and response standard deviation. In total, 20 evaluation level combinations exist, and the test result response value of Table 3 is substituted into the evaluation matrix in equation (8). The evaluation matrix for surface work-hardening evaluation of the cold roll-beating spline is shown in equation (9)

Work hardening can improve the strength, hardness, and abrasion resistance of a cold roll-beating spline. When the local stress of the spline exceeds the yield limit of the material, it causes plastic deformation; thus, work-hardening can limit the continued development of plastic deformation, thereby improving the safety of splines and fittings. Because generally larger work-hardening values are used, the selection of equation (10) for the average value of work hardening in the first row of elements in the above evaluation index matrix (equation (9)) is used to achieve a large dimensionless treatment. On the second line of the work-hardening degree standard deviation, equation (11) is selected to achieve a small dimensionless processing, and the cold roll-beating spline surface work-hardening specification matrix X2×20 is obtained as shown in equation (12)


where y1j is the first row element in the evaluation index matrix (equation (9)); δ2j is the second row element in the evaluation index matrix (equation (9)); max γ1(k) is the maximum value among the first row elements in the evaluation index matrix (equation (9)); min γ1(k) is the minimum value among the first row elements in the evaluation index matrix (equation (9)); max δ1(k) is the maximum value of the second row in the evaluation index matrix (equation (9)); and min δ1(k) is the minimum value of the second row in the evaluation index matrix (equation (9))

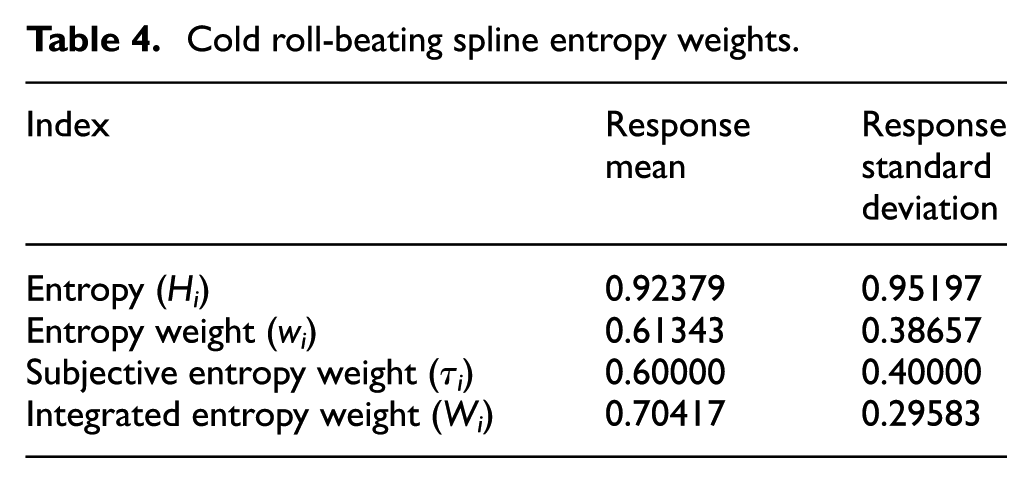
Based on practical experience, the subjective entropy of the mean and standard deviation of work hardening of the cold roll-beating spline is determined. In the cold roll-beating spline surface work-hardening specification matrix in equation (12), the subjective entropy weights are modified by equations (13)–(16) to obtain the integrated entropy values shown in Table 4




where Lij is the proportion of the ith index under the jth test, Hi is the entropy of the ith evaluation index, wi is the entropy of the ith evaluation index, τi is the subjective entropy weight, Wi is the subjective and objective entropy right, Lij∈[0,1], Hi∈[0,1], wi∈[0,1],
Cold roll-beating spline entropy weights.
Improved weighted comprehensive satisfaction objective function construction
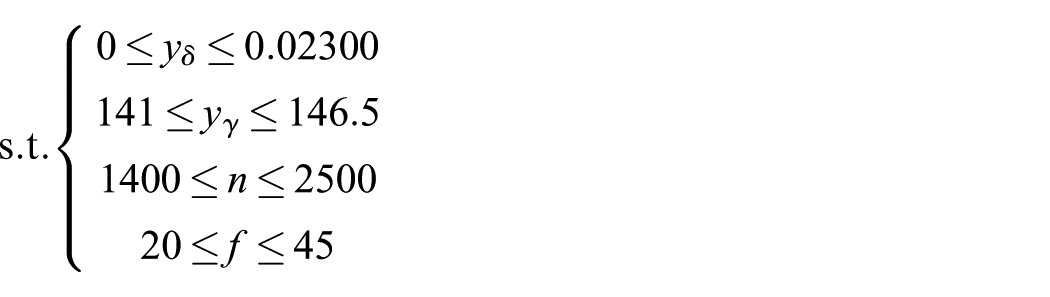
Equations (17) and (18) are used to determine the satisfaction of the average value and standard deviation of surface work-hardening of cold roll-beating spline. Then, the improved weighted comprehensive satisfaction function and parameters of each comprehensive satisfaction function are determined.16,17 The cold roll-beating spline in agricultural equipment includes the processing requirements of cold roll-beating speed n∈[1400,2500] r/mm, feed rate f∈[20,45] mm/min, cold roll-beating spline work-hardening mean γ∈[141,146.5]%, and cold roll-beating spline processing work-hardening standard deviation δ∈[0,0.02300]%.
Satisfaction with the small treatment type includes setting the upper bound to M and the lower bound to N

Satisfaction with the large treatment type includes setting the upper bound to M and the lower bound to N

where
According to equations (17) and (18), the double-response regression model and consolidated entropy weights shown in Table 4 are used to calculate the improved comprehensive satisfaction function Qzh shown in equation (19)

Optimize the objective function using the generalized reduced-order gradient method
From the basic theory of the satisfaction function, the comprehensive satisfaction function Qzh is maximized to obtain the improved robustness of the optimized model

The objective function is optimized by the generalized descending gradient method, and the best combination of cold roll-beating processing parameters is obtained for a cold roll-beating speed 1448.21 r/mm and feed rate of 41.71 mm/min. The comprehensive satisfaction function is 0.87384, the mean of cold roll-beating spline surface work hardening is 144.79%, and the standard deviation of cold roll-beating spline surface work hardening is 0.006243.
The investigations of conventional response surface optimization method and improved double-response surface-satisfaction function optimization method applied on surface work-hardening of cold roll-beating
Table 5 shows the cold roll-beating spline surface work-hardening improvement double-response surface-satisfaction function optimization model and conventional response surface optimization model results.
The optimization results of the improved and conventional optimization model.

Table 5 shows that the cold roll-beating spline-surface work hardening values are smaller from the conventional response surface optimization model, which cannot guarantee the optimal global optimization of the objective function. However, as shown by the improved double-response surface-satisfaction function optimization model, the standard deviation of the surface work-hardening degree of the cold roll-beating spline of the model is relatively small. The mean of the degree of surface work hardening is relatively large, and the satisfaction is closer to the target value. Therefore, the model can achieve the strongest global robustness. The cold roll-beating spline process is a variable speed process; therefore, the improved double-response surface-satisfaction function method is used to optimize the optimal processing parameters set to a cold roll-beating speed of 1428 r/mm and a feed rate of 42 mm/min. The improved double-response surface-satisfaction function method of the optimal processing parameters and the conventional response surface method of the optimal processing parameters are chosen for the cold roll-beating spline processing test, and the surface work hardening of five positions at the cold roll-beating spline pitch circle are chosen. The test results are shown in Table 6.
Cold roll-beating spline-surface work-hardening test results.

Table 6 shows that the degree of work hardening obtained in the first test is significantly larger than that of the second test. The results show that the improved response curves are better than the conventional response surface optimization results. The processed spline-surface results via the electron microscope scanning test are used to obtain the microstructure shown in Figure 1.

Metallographic structure of spline pitch circle: (a) improved double-response surface-satisfaction function method and (b) conventional surface response method.
Differences in the degree of grain change appear in the microstructure diagram in Figure 1(a) and (b). Figure 1(a) has a high degree of grain unevenness; the grains are stretched more significantly. Figure 1(a) shows that the grain and its inclusions are crushed and refined more than in the results presented in Figure 1(b), and the fibrous grain tissue density is more intensive. The deformation degree of the spline and the fiber grain tissue density directly affect the spline surface work-hardening degree, and Figure 1 shows that the degree of work-hardening in Figure 1(a) is greater than that in Figure 1(b). Therefore, the improved response model of the double-response surface-satisfaction function method is more accurate and reliable than the conventional response surface optimization model.
Conclusion
This study presents a splicing surface work-hardening optimization of a double-response surface-satisfaction function method based on spline testing of cold roll-beating and the conventional response surface optimization results of comparative analysis. The following conclusions are made:
The comprehensive satisfaction objective function of the improved double-response surface-satisfaction function method is optimized using a generalized reduced-order gradient method. The standard deviation of the degree of work hardening is small, the mean of the degree of surface work hardening is relatively large, and the comprehensive satisfaction is 0.87384. These results are close to the target value, indicating that the model is reasonable and reliable.
Modeling and analysis of the surface work hardening of the cold roll-beating splines by the improved double-response surface-satisfaction function method are completed to obtain the optimization model of splicing surface work hardening comprehensive satisfaction. The optimum machining parameters are 1448.21 r/mm for the cold roll-beating speed and 41.71 mm/min for the rolling speed; the corresponding degree of work hardening is 144.79%.
Through the research on the surface microstructure of the cold roll-beating spline, we can see that the improved double-response surface model optimization results of the spline processing are substantially better than those of the conventional response surface optimization model optimization results of the processing of the spline work-hardening degree. The improved double-response surface optimization model is relatively accurate and reliable.
The entropy weight method is used to improve the conventional response surface based on practical experience, and the entropy of each response is optimized. The real importance of the response becomes more accurate as a result, and the improved double-response surface-satisfaction function optimization model is also more accurate, which has important theoretical significance for application in engineering fields.
Footnotes
Handling Editor: Jining Sun
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: We acknowledge financial support from the National Natural Science Foundation of China (NSFC), Projects 51475146 and 51475366.