
Abstract
The effect and mechanism of trace amounts of Sr and Sc in the A380 alloy under ultrasonic vibration (ultraviolet) modification on the microstructure and mechanical properties were investigated. The results showed that the primary α phase in A380 could be refined by adding Sr and Sc under ultraviolet treatment, the secondary dendrite spacing decreased significantly, and the thick dendritic shapes transformed to tiny disperse isometric crystals. The highest ultimate tensile strength (about 302 MPa) was obtained by adding 0.2 Sr+0.4 Sc (wt%) and applying ultraviolet treatment. The highest hardness (about 113 BHN) and elongation (about 4.65%) were obtained by adding 0.15% Sr+0.3% Sc and applying ultraviolet treatment, and the minimum grain size (about 27 μm) and maximum shape factor (around 0.8) were obtained for the same composition.
Introduction
Al–Si alloys are widely applied in the automobile, spacecraft, and aviation fields because of their high specific strength, high corrosion resistance, and low thermal expansion coefficient. The high Si content in the alloys imparts good castability, fluidity, and a low tendency for hot cracking. However, the strength and toughness of these alloys are too low for many practical structural components. The performance of the A380 alloy is mainly affected by coarse dendritic grains and the coarse acicular eutectic Si phase.1–3 Hence, the grain refiner plays a key role in improving the microstructure and mechanical properties. The grain refiners for A380 mainly are usually Al–Ti and Al–Ti–B master alloys.4,5
Currently, Strontium (Sr) exhibits a relatively good modification effect and lasts long for eutectic Si and intermetallic phases in cast Al–Si alloy. Barrirero et al. 6 and Wang et al. 7 showed that the Al phase and eutectic Si in the alloy were significantly refined by adding various mass fractions of Sr. The amount of small, spherical crystal nuclei increased with the addition of Sr. The eutectic Si phase existed as small and dispersed fibers. In addition, Srirangam et al. 8 and Yang et al. 9 reported that the addition of trace amounts of Sr could transform the eutectic Si from a coarse lamellar structure into a branched, closed coralloid form, and a corresponding increase in strength and toughness of the alloy was observed.
Recently, Scandium (Sc) is a developed and very effective refiner for Al–Si alloys. An addition of 0.3 Sc (wt%) into the A7085 alloy achieved refined grains with a size of 30–40 µm.10,11 The strengthening involved refined crystalline, substructure, and precipitation strengthening mechanisms resulting from the Al3Sc phase. Trace amounts of Sc were added by Zhou et al.12–14 to the Al–Mg alloy and recrystallization was controlled, clearly decreasing the grain granularity of alloy after casting, homogeneity, and the fraction of solid solution. Stratification clearly occurred during tensile fracture, improving the aging strengthening effect of the alloy. Significant grain refinement when adding 0.4% Sc occurred with the reduction of an average grain size from 259.1 to 77.2 μm. The hardness, tensile strength, and yield strength increase with the increase in the Sc content from 0% to 0.6% but a loss in ductility.
Similarly, grain refinement of Al melts results in the microstructural transformation from coarse dendrites to small isometric crystals after ultraviolet (UV) treatment. This technique was investigated by Puga et al. 15 to generate small spherical α-Al and dash-dot-shaped eutectic Si phases in Al–Si–Cu alloys, reducing the number of pinholes and increasing the strength of extension and ductility. In addition, Lü et al. 16 found that primary α-Al particles could be transformed from rosettes to fine dendrites and spherical particles by applying UV during the solidification process on semisolid slurry of the 5083 alloy. Moreover, the distribution uniformity was improved and primary α-Al particles were refined with the average diameter and shape coefficient obtained, which are 60 μm and 0.54, respectively, by applying UV for 50 s. Khalifa et al. 17 found that the intermetallic compound crystals became thinner and smaller with a more uniform distribution and improved tensile strength when UV was employed during the solidification of Al alloys. The supercooling nucleation mechanism and destruction of the dendritic crystals resulting from the application of ultrasound power were studied by Zhang and colleagues,18,19 and the UV treatment resulted in a microstructural change from needle-like to rod-like crystals.
However, very few papers have reported the modification of Al alloys by the addition of Sr and Sc and the application of UV. This article reports on the effect of the addition of different Sr+Sc contents to the A380 alloy prepared using UV treatment on the microstructural characteristics and mechanical properties of the final alloy.
Material and methods
The A380 alloy test material had a composition of Al–9.25Si–3.12Cu–0.58Fe (wt%). Commercial purity Al (99.88%), Si (99.98%), Cu (99.98%), and Al–8Fe, Al–3Sc, and Al–10Sr intermediate alloys were melted, and then various Sr+Sc contents were added 0.05%+0.10% (i.e. 0.05% Sr and 0.10% Sc), 0.10%+0.20%, 0.15%+030%, 0.20%+0.40%, and 0.25%+0.50%. The smelting unit was an Al melting furnace with a capacity of 100 kg. The A380 alloy was smelted at 750°C and then the exhaust, refine and slag-off processes were undertaken before cooling to 720°C. The alloy was held at this temperature for 20 min before cooling to 640°C. An automatic digital FM ultrasonic generator (USC-351C) with a maximum power of 1000 W and a frequency of 33–36 kHz was employed. This UV system consisted of a piezoelectric ceramic transducer, an amplitude-change pole, and a titanium alloy tool rod. Each melt weighed around 2 kg and was divided into two parts: one part was injected into a standard steel mold preheated to 500°C, and the other was subjected to UV for 100 s after a tool rod was inserted 20 mm into the melt. After the UV treatment, the melt was injected into the same type of steel mold and also preheated to 500°C. The standard cast sample had the dimensions of Φ15 mm× 180 mm and was taken out from the molds after cooling to room temperature.
The samples were then used to produce standard tensile testing samples with the diameter of 10 mm. Tensile tests were carried out at room temperature on a tensile testing machine (KKQL-300) using a 0.5 mm/min elongation (EL) rate to obtain the ultimate tensile strength (UTS) and EL. The hardness was tested using an HVS-1000 digital microhardness tester. The microstructure of the samples was studied using a Leica DM IL LED metalloscope after grinding, polishing, and corrosion. Then, X-ray diffraction analyses were carried out using a Bruker D8X to analyze the phase compositions. The phase compositions, fracture morphologies in the tensile samples, and electron backscatter diffraction (EBSD) data were obtained using an energy-dispersive X-ray spectroscopy (EDS) system attached to a scanning electron microscope (SEM; EVO MAI10 ZEISS). The nanoscale microstructure was analyzed using transmission electron microscopy (TEM; Tecnai G2FA20) after using a double electrolytic jet to thin the samples.
Results
Mechanical properties
Hardness
Figure 1 shows the effect of Sr+Sc addition and UV treatment on the hardness of the A380 alloy. It can be seen that the hardness increased with the increase in the Sr+Sc content and then decreased after a critical doping level. The maximum hardness was obtained for the alloy with the addition of 0.15% Sr+0.3% Sc. The initial hardness of the alloy without added Sr+Sc and UV was 88 BHN. The maximum hardness values after the addition of 0.15% Sr+0.3% Sc and 0.15% Sr+0.3% Sc with UV treatment were 111 and 113 BHN, that is, an increase of 26.1% and 28.4%, respectively. However, the hardness decreased when 0.2% Sr+0.4% Sc was added.

Hardness of the A380 alloy with Sr+Sc addition with and without UV treatment.
Tensile properties
Figure 2 shows the effect of Sr+Sc addition and UV treatment on the tensile properties of the A380 alloy. The UTS and EL first increased with the increase in the Sr+Sc content and then decreased after a critical value. The initial UTS and EL of the alloy without the Sr+Sc addition and UV were 227 MPa and 2.23%, respectively. The maximum UTS values after the addition of 0.2% Sr+0.4% Sc and 0.2% Sr+0.4% Sc with UV treatment were 281 and 302 MPa, that is, an improvement of 25.4% and 33%, respectively.

Tensile properties of the A380 alloy as a function of Sr+Sc addition, with and without UV treatment.
The maximum EL values after the addition of 0.15% Sr+0.3% Sc and 0.15% Sr+0.3% Sc with UV treatment were 3.8% and 4.7%, that is, an improvement by 70.4% and 113.6%, respectively.
Fracture morphology
Figure 3 shows the SEM images of the fracture morphology of the specimens as a function of the Sr+Sc content and UV treatment. Figure 3(a) shows the brittle fracture and a quasi-cleavage feature can be observed. Many elongated eutectic Si particles and β phase platelets were observed in the unmodified A380 alloy. The eutectic Si and β phases are brittle phases prone to act as crack initiators and are responsible for deteriorating the tensile properties. Figure 3(b) and (c) shows that with increasing Sr+Sc content, the number of dimples and fractures on the surfaces of the A380 alloy increases, where the UV treatment resulted in mixed quasi-cleavage and dimple morphologies. The existence of fine and uniformly distributed equiaxed dimples, many short eutectic Si particles, and a small amount of the β phase in the alloy indicates that the ductility of the material was higher than that of the unmodified alloy.

Fracture morphology of the A380 alloy (a) without Sr+Sc and UV, (b) 0.15% Sr+0.3% Sc with UV, and (c) 0.25% Sr+0.5% Sc with UV.
Microstructural analysis
Figure 4 shows the microstructures of the A380 alloy as a function of the Sr+Sc content and UV treatment. Figure 4(a) shows that the primary α phase of the alloy without the Sr+Sc content and UV was composed of thick, coarse dendrites. The diameter and length of twice dendritic crystal were big and long with rose-form or massive grain. The grain sizes were not uniform and contained secondary phase where only a small amount of transgranular secondary phase existed, with many unbalanced eutectic structures at the grain boundaries. Figure 4(b)–(d) shows that the morphology of the primary α phase changed significantly with increasing Sr+Sc content. The amount of primary dendrites increased and the distance between the secondary dendrites decreased. Moreover, more round and rose-form α phase grains were observed with increasing Sr+Sc content. Figure 4(e)–(h) shows that the grains were gradually refined, the size distribution became more uniform, and caking was clearly reduced with the addition of Sr+Sc and UV treatment. For the alloy with 0.05% Sr+0.1% Sc and UV treatment, grains tended to be round in shape, refined, and uniformly distributed, with wide grain boundaries, as shown in Figure 4(f). For the alloy with 0.15% Sr+0.3% Sc and UV treatment, grains were round in shape, well refined, uniformly distributed, and sufficiently spherical, as shown in Figure 4(g). A secondary phase and a transgranular secondary phase clearly existed between the grains; the smallest grains for all the samples investigated were observed for this sample and an optimal casting structure was obtained. For the alloy with 0.25% Sr+0.5% Sc with UV treatment, polarization of the grains was observed with wide grain boundaries and a clear secondary phase. Lap joints were observed between the adjacent grains that grew and reunited. Different grain sizes were observed with clear grain boundaries, which are thought to have caused stress concentration, leading to the deterioration in strength and the increase in grain size. Image-Pro Plus 6.0 was used to determine and analyze the size and shape factor of the grains in the microstructure for quantitatively comparing the size of the primary α phase in the A380 alloys with different Sr+Sc contents and UV treatment conditions. The average size (D) and shape factor (F) of the primary α phase were calculated as follows


where A is the area of a grain and P is the perimeter of the grain. Smaller D values result in shape factors closer to 1, indicating that the grain is almost spherical. Figure 5 shows the average size and shape factor of the primary α phase of the A380 alloys as the functions of the Sr+Sc content and UV treatment.

Microstructure of the A380 alloy: (a) (Sr+Sc and UV)-free, (b) 0.05% Sr+0.1% Sc, (c) 0.15% Sr+0.3% Sc, (d) 0.25% Sr+0.5% Sc, (e) (Sr+Sc)-free under UV, (f) 0.05% Sr+0.1% Sc under UV, (g) 0.15% Sr+0.3% Sc under UV, and (h) 0.25% Sr+0.5% Sc under UV.

Grain size and shape factor of the A380 alloy samples with different Sr+Sc contents and UV treatment conditions.
As shown in Figure 5, the grain size decreased with the increase in the Sr+Sc content with UV treatment and then increased after a critical value. The maximum grain size was about 86 μm for the alloy without the Sr+Sc content and UV. The minimum grain size was about 27 μm for 0.15% Sr+0.3% Sc under UV conditions. For the samples with 0.2% Sr+0.4% Sc and UV and with 0.25% Sr+0.5% Sc and UV, the grain size increased to 34 and 46 μm, respectively. Caking of grains and the sharp corner occurred, tending to be worse. The shape factor of the primary α-Al grains increased with the increase of the Sr+Sc contents under UV and then decreased. The shape factor increased from 0.36 to 0.8 under the same conditions and then decreased to 0.6. Thus, with increasing Sr+Sc content under UV, the grain size of the primary α-Al phase of the A380 alloy decreased gradually and the grains became increasingly spherical.
Figure 6 shows the SEM images of the A380 alloy samples, where the corresponding EDS mapping results are shown in Table 1. Figure 6(a) shows coarse needle-like eutectic Si and flake-like Al3FeSi2 phases in the alloy without the Sr+Sc content and UV. Under applied load, the stress concentration at the sharp corners of the eutectic Si and Al3FeSi2 phases was large and the distortion energy was higher than that for alloys with Sr+Sc under UV. Hence, in the control sample, microcracks were more easily initiated and propagated compared to the samples with added Sr+Sc under UV. In addition, the strength and plasticity values of the control alloy were lower than those of the alloy with added Sr+Sc under UV, and the structural properties were worse. Obvious grain refinement of the eutectic Si and Al3FeSi2 phases was observed in Figure 6(b) for the sample containing Sr and Sc. The coarse needle-shaped and plate-shaped Si and Al3FeSi2 crystals transformed into thin and short rod-like crystals, and the sharp corners changed into smooth ones. However, the CuAl2 phase did not change. The coarse needle-shaped and plate-shaped Si and Al3FeSi2 crystals were degraded due to the ultrasonic cavitation and acoustic stream effects under UV. Sr and Sc diffused quickly and uniformly in the bulk, and new grains were nucleated, resulting in the refinement of the grains, and resulting from the adsorption capacity of the Fe and Si elements to Sr and Sc. The optimal morphology with uniformly distributed grains was observed in the 0.15% Sr+0.3% Sc sample with UV treatment.

SEM images of the A380 alloy (a) without Sr+Sc and UV and (b) with 0.15% Sr+0.3% Sc under UV.
EDS results of the A380 alloy.

EDS: energy-dispersive X-ray spectroscopy.
Figure 7 shows the EBSD maps for alloys with different Sr+Sc contents and UV conditions. The grain size decreased as result of the Sr+Sc doping and UV treatment. Significant grain refinement was observed. With increasing Sr+Sc content, the number of large-angle grain boundaries increased. Most of the grain boundary angles were < 5° and a few were 15°–45° in the alloy without Sr+Sc and UV. Most of the angles were < 5° and a few were 35° or 50°–55° in the alloy with 0.15% Sr+0.3% Sc and UV treatment. In addition, in the alloy with 0.25% Sr+0.5% Sc subjected to UV, most of the angles were < 5° and a few were in the range of 35°–60°.

EBSD maps and spectra of the A380 alloy (a, b) without Sr+Sc and UV, (c, d) with 0.15% Sr+0.3% Sc and UV, and (e, f) with 0.25% Sr+0.5% Sc and UV.
Figure 8 shows the TEM images of the A380 alloy. The dispersed grains had a horseshoe shape and a size around 20 nm, and were uniformly distributed in the matrix. A good coherence between the diffusion particles and the matrix was indicated by the corresponding (001) diffraction pattern. The particle composition had a composition Al3Si2SrSc and Al3(Sc,Sr), and a strong strengthening effect was observed.

(a, c) TEM images of the A380 alloy and (b) the corresponding (001) images for the 0.15% Sr+0.3% Sc under UV.
Discussion
Effect of Sr and Sc microalloying
Microalloying with the addition of Sr and Sc to the A380 alloy resulted in significant changes to the grain size and morphology and distribution of the α-Al and Si phases and the Fe- and Cu-containing intermetallic phase. Sr is a typical “adsorption” metamorphic element, which promotes the initial formation of Al3Si2Sr-like clusters and the presence of such intermetallic clusters could play an important role such as poisoning of nucleation sites.20–22 In addition, Sc is a transition metal rare element with a large atomic radius, which easily loses 2s electrons in large amounts of dispersed coherent secondary Al3Sc phase. The dual role of Sr and Sc could easily result in the production of a fine dispersion of Al3Si2SrSc and Al3(Sc,Sr) particles in the matrix (as shown in Figure 9(a) and (b)). On one hand, Al3Si2SrSc and Al3(Sc,Sr) particles strongly pin dislocation and sub-boundaries, and stabilize the substructure of the deformation organization, while many sub-boundaries were composed of a two-dimensional dislocation network, resulting in strongly substructure reinforcement of the alloy. On the other hand, the small dispersed, secondary Al3Si2SrSc and Al3(Sc,Sr) phase coherency particles can effectively pin dislocations, impeding dislocation motion and greatly improving the shear stress required for dislocation slip, resulting in alloy strengthening (as shown in Table 1 and Figure 8). Adding 0.15% Sr+0.3% Sc resulted in the refinement of the alloy microstructure, thus gradually decreasing the secondary dendrite spacing. In addition, Sr and Sc adsorption occurred during the growth of the eutectic Si twin trough, limiting the preferential growth of the twins. This resulted in the change of the morphology of the eutectic Si phase from long needle-like flakes into short rods, vermicular and spherical particles, and the uniform distribution, resulting in a gradual enhancement of the mechanical performance, as shown in Figures 1, 2, and 4(a)–(c). Adding Sr and Sc from 0.15% Sr+0.3% Sc to 0.25% Sr+0.5% Sc, excess of Sr and Sc generated more Al3Si2SrSc and Al3(Sc,Sr) particles, which influenced the whole growth of dendrites and also affected the constitutional undercooling at the solid–liquid interface. The secondary dendrite spacing increased gradually, α-Al phase began to change coarse form, and Si phase and metal intermediate compound were in part long flake form and coarse needles. In addition, the distribution was not uniform, resulting in a gradual decrease in the mechanical performance,23–25 as shown in Figures 1, 2, and 4(c) and (d).
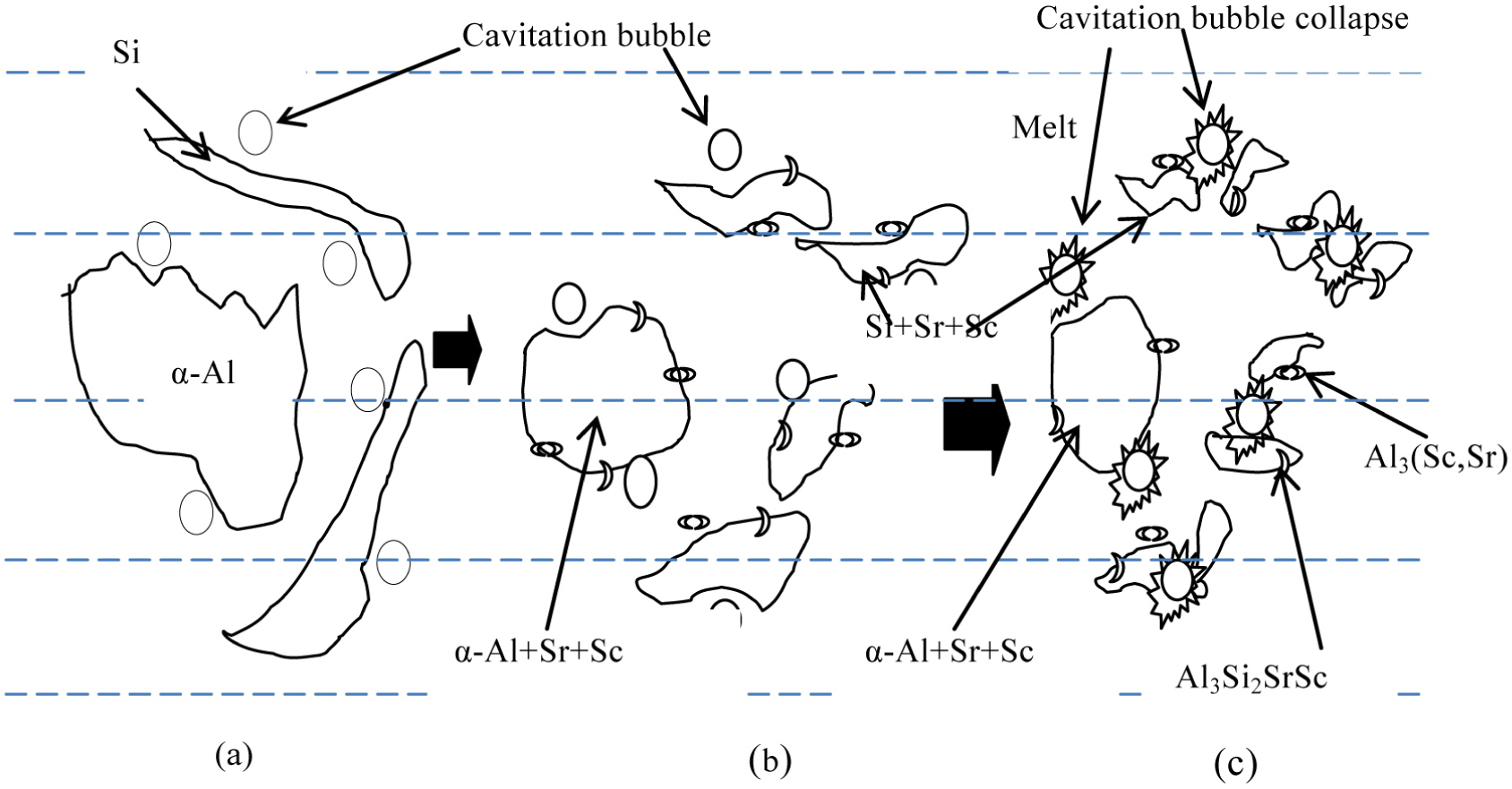
Schematic diagram of the change of phases by Sr+Sc and UV in the melt.
Refinement effect by adding Sr+Sc under UV
Ultrasonic cavitation and acoustic streaming effects occur in the A380 alloy samples when subjected to UV. UV was directly applied through a tool rod coupled to the A380 melts. The cavitation bubbles are generated by UV and then rapidly collapse, producing a very large pressure gradient over a limited volume, producing numerous unique physical, chemical, and other nonlinear effects. According to the research of Li et al., 26 cavitation bubble burst can produce the largest pressure of about 1.1 GPa; such a strong shock could instantly break α-Al, eutectic Si, and Fe-containing phase at their groove and the crack defects as shown in Figure 9(b) and (c). Ultrasonic cavitation resulted in inert heterogeneous particles, forming active crystal nuclei that participated in nucleation. In addition, high-pressure shock waves were also produced, which broke and scattered the α-Al, eutectic Si, and Fe-containing phases, resulting in significant nucleation of new grains. Meanwhile, the high-pressure shock waves increased the degree of effective supercooling of the solution and increased the crystallization driving force, promoting nucleation and eventually improving the overall nucleation rate and subsequent grain refinement. Moreover, ultrasonic acoustic streaming effects accelerated Sr and Sc diffusion, enriched the dendrite root of the Si and Al3FeSi2 phases, promoting necking of the roots. This effect can also enhance stirring, thus causing fluctuations in the melt temperature and energy and promoting fusing of the dendrite root and further grain refinement.27–32
Thus, the results showed that the microstructure and mechanical properties of the A380 alloy were improved with increasing the Sr+Sc content and the application of UV treatment. However, these properties deteriorated for contents over 0.2% Sr+0.4% Sc, as shown in Figures 1 and 2. The morphology and overall performance of the A380 alloy were optimal for the 0.15% Sr+0.3% Sc with UV treatment. With the highest Sr and Sc contents, the ultrasonic acoustic streaming heating effect on Si and Al3FeSi2 increased, resulting in uneven heat distribution and decreased intergranular binding force. This resulted in the needle- and disk-shaped grains turning into short acicular or polygonal plate shapes, thus deteriorating the mechanical properties of the alloy (Figures 3 and 4(f)–(h)).
Conclusion
The microstructures were notably changed by trace Sr and Sc addition and UV application. The desired refinement of the A380 alloy was obtained by adding 0.15% Sr+0.3% Sc and applying UV, and the shape of the eutectic Si and Al3FeSi2 phases changed from coarse acicular crystals to fine fibrous, vermicular, and round ones.
The mechanical properties of the A380 alloy are distinctly improved by trace Sr and Sc addition and UV application. The highest strength was obtained by adding 0.2% Sr+0.4% Sc under UV. The highest hardness and EL of the A380 alloy were obtained by adding 0.15% Sr+0.3% Sc under UV. However, more Sr+Sc addition deteriorates the mechanical properties due to longer flake form, plate particles, and coarse needles, the distribution of which was not uniform.
UV treatment in the A380 alloy stimulates ultrasonic cavitation and acoustic streaming effects, which can effectively promote grain refinement and enhance the mechanical properties.
Footnotes
Handling Editor: Jining Sun
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was supported by the National Natural Science Foundation of China (51275165).