
Abstract
In the recent design of a sustainable high ductile fiber-reinforced cementless composite, optimizing both sustainable and mechanical properties is critical. The purpose of current research is to develop a sustainable material while maintaining high ductility, represented by strain-hardening behavior in tension. The sustainable material is referred as a sustainable high ductile fiber-reinforced cementless composite which is manufactured using ground granulated blast-furnace slag–based alkali-activated cementless binder mixing with poly vinyl alcohol fibers. Three mixture proportions which had proper flowability and viscosity in fresh state in order to mix easily and disperse fibers uniformly were determined according to alkali activators and admixtures. A series of experiments on compression, direct-tension, and panel bending responses were carried out on the hardened composites. The fresh composites showed an average of 465 mm slump flow, the hardened composites were able to obtain the tensile strain up to 2.8%, and the ratio of bending deflection to span length was up to 14.3% with multiple micro-cracks.
Keywords
Introduction
In the 21st century, climate change, global warming, and high consumption of natural resources have become a serious international problem through environmental and energy crisis. In all over the world, the carbon dioxide (CO2) produced from the cement manufacturing process has been 7% of global manmade CO2, and cement also has a high level of toxicity, which is harmful to human life.1,2
In concrete industry in order to prevent the global warming and environmental destruction arising from the cement manufacturing process, concrete industries have been interested into reducing CO2 discharge, recycling resources, and the development of materials with high levels of durability. Not has CO2 discharge, the recycling of resources, a “blast-furnace slag and cementless concrete using a series of sodium activated” to replace the cement or cementitious materials, and structural performance is proved. 1
Many researchers in the concrete industry have investigated several approaches to reduce the CO2 emission by the cement manufacturing process, such as by reducing the CO2 emissions involved in cement production, reducing the energy used in clinker production, and reducing clinker contents in cement. 2 Since the 1960s, many studies have been carried out with the aim of developing cementless slag– or fly ash–based alkali-activated mortar and concrete with investigations of the mechanical and chemical properties of such materials.3,4
On the other hand, engineered cementitious composite (ECC) is one of micromechanically designed cementitious composites. ECC is able to exhibit extreme tensile strain capacity while requiring only a moderate amount of fibers, typically less than 2% of its volume.5–8 As a sustainable material in concrete industry, ECC is on the basis of the micromechanical high tensile–strain performance with micro-cracks with a crack width of 100 μm less, and the high durability fiber composite material has attracted the concrete building industry.9–11 Therefore, it exhibits metal-like behavior under uniaxial tensile loading as a high ductile behavior which is achieved by the selection and tailoring of the type, size, amount, and proprieties of ingredients at micrometer and nanometer scales based on fracture mechanics, micromechanics, and probabilistic tools.
In the current research, using renewable materials, sustainable and high ductile fiber-reinforced cementless (SDFCL) composites were newly developed as one of newly arising sustainable materials in buildings. The SDFCL mixtures have no cement content rather uses a recycled material as a blast-furnace slag with alkali activators as a binder.
To enhance the ductility of SDFCL, the properties of the matrix and the fiber/matrix interface are primary concern for the overall behavior of the composite. In developing a SDFCL, it is more effective to utilize the properties of the matrix and the fiber/matrix interface in a previous study. 8
A micromechanical analysis technique was employed in order to obtain the optimized mix-proportion for achieving strain-hardening behavior at composite level. 6 Subsequent series of experiments on fresh and hardened composites such as slump flow, compression, direct-tension, and panel bending were carried out to evaluate the flowability and high ductile sustainable mechanical characteristics of the composites.
Mixing design of SDFCL
Development of cementless binder and poly vinyl alcohol fiber composite
The materials used to mix cementless binder in the current research are summarized. The ground granulated blast-furnace slag (GGBS) and the alkali activator, composed of calcium hydroxide (Ca(OH)2), sodium sulfate (Na2SO4), and sodium silicate (Na2SiO3), which come from the powder form, were used as main binding materials. Chemical compositions of GGBS used to mix in the binder are shown in Table 1. The types of alkaline activators, which are also presented in Table 2, were created by mixing and then applied to manufacture cementless binders. Fine aggregates used in this study were quartz sand made by a Korean company. Optimized amounts of the high-range water-reducing admixture (HRWRA) and the viscosity-modifying admixture (VMA) were used to achieve the proper rheology to ensure uniform fiber dispersion. 12
Chemical composition of GGBS.

GGBS: ground granulated blast-furnace slag.
Alkaline activators.
Poly vinyl alcohol (PVA) fibers mixed in all cases had a length of 12 mm, a diameter of 39 μm, and the surface of each fiber was treated by an oiling agent. All information of PVA fiber is manufacturer’s declaration (Japanese company). PVA fibers were added into the binder as a reinforcing material to mix the SDFCL composite in order to enhance high ductile tensile characteristic of the composite. The detailed material properties of the PVA fibers are shown in Table 3.
Properties of poly vinyl alcohol (PVA) fiber.

Mixing of SDFCL composites
After tens of attempts to get optimum mix-proportion of fiber cementless composites, there mixtures of SDFCL composites, Mix B155, Mix B240, and Mix B235, are presented as given in Table 4. In three mixtures, PVA fibers were mixed with 2.0% volume fraction of the composite. In each mix, however, the amount and the kind of alkaline activators and the ratio of water to binder are different. Mix B155 was composed with Ca(OH)2 and Na2SiO3 as alkali activators with a water-to-binder ratio of 55%, while Mix B240 and Mix B235 were composed with Ca(OH)2 and Na2SO4 as alkali activators, respectively, with a water-to-binder ratio of 40% and 35%. Each of the compositions was mixed in a vertical mixer. Solid ingredients, including binder and sand, were added to the mixer and mixed for approximately 3 min. Water was added slowly and the mixture was then mixed for another 3 min.
Composition of two cases of mixing.
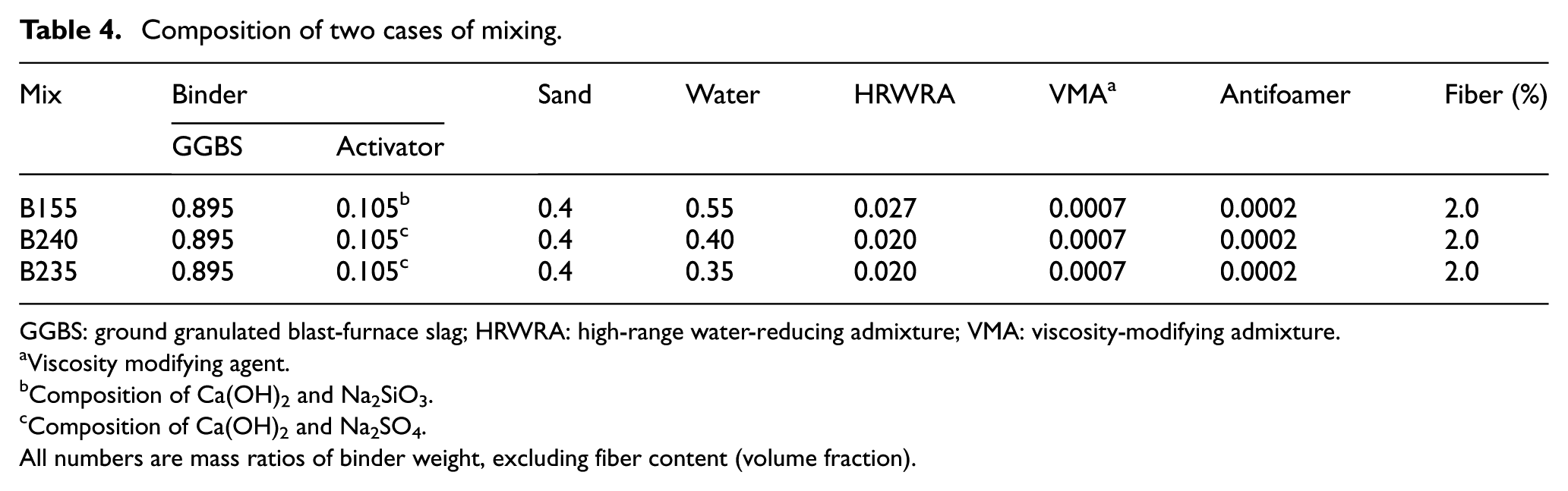
GGBS: ground granulated blast-furnace slag; HRWRA: high-range water-reducing admixture; VMA: viscosity-modifying admixture.
Viscosity modifying agent.
Composition of Ca(OH)2 and Na2SiO3.
Composition of Ca(OH)2 and Na2SO4.
All numbers are mass ratios of binder weight, excluding fiber content (volume fraction).
Next, HRWRA and VMA were added into the mixer to achieve proper viscosity of the matrix. Once a consistent mixture was reached, fibers were gradually added, taking care to ensure uniform fiber dispersion. The whole mixing procedure for each batch generally took 10–15 min. After finishing of each mixture, the mixture was cast into several types of molds for compressive, direct tensile, and panel bending tests, while a moderate amount of vibration was applied after cast into each mold. The specimens in mold covered by vinyl sheets were cured in air at room temperature of about 24°C for 1 day. After 1 day, the hardened specimens were removed from the molds and cured in water at 20 ± 3°C until 28 days.
Mechanical tests
In order to evaluate mechanical characteristics of hardened SDFCL composites, a series of mechanical tests were carried out after curing 28 days. The compressive strength was measured using a 50 × 50 × 50 mm cubic mold according to ASTM C109-07. 13 For measuring the high ductile tensile characteristic of the developed composite, a series of direct tensile tests was carried out by manufacturing a dog-bone type specimen, 14 as shown in Figure 1. The total length of a specimen for the tensile test was 350 mm and the cross-section within the gage length was 35 × 20 mm. The tensile strain was calculated by measuring the displacement through LVDTs in both sides.
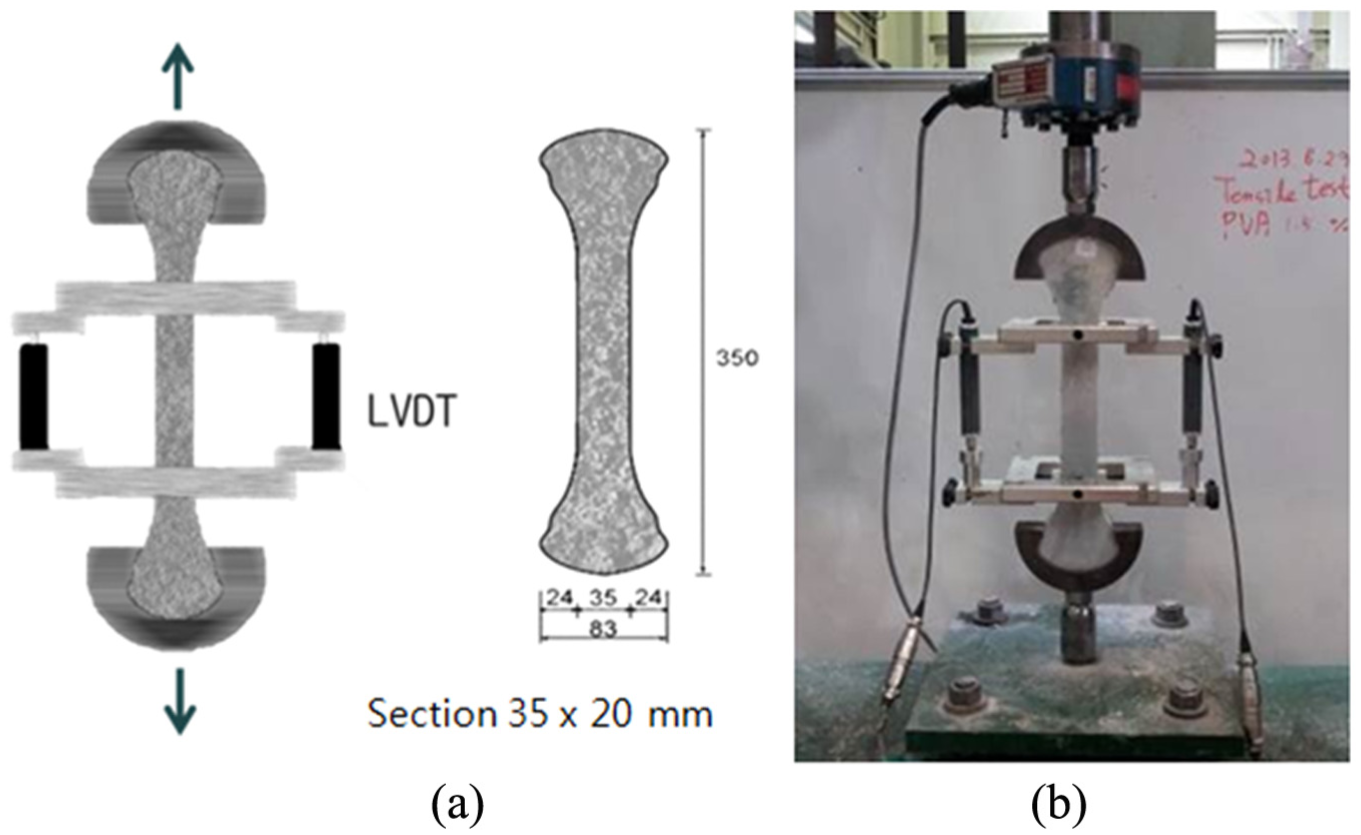
Direct tensile test: (a) schematic of specimen (mm) and (b) photo of testing setup.
A four-point bending test was also carried out to evaluate the high ductile flexural performance of the SDFCL panels. The dimensions of the panel specimen and the setup for the panel bending test are presented as shown in Figure 2. Two loading points were 50 mm away from the center of the span. From the panel bending test, the bending flexural stress of the panel specimen can be calculated using equation (1)

where

Panel bending test: (a) dimensions of panel specimen and (b) photo of setup for panel bending test.
Experimental results and discussion
Based on the results from the slump flow, direct tensile, compressive strength, and panel bending tests, the fresh and hardened characteristics of the SDFCL mixtures were evaluated and discussed.
Slump flow and compressive strength
The slump flow measured on two types of fresh SDFCL mixtures is shown in Figure 3. The slump flow test was carried out five times for each mix, and the measured average slump flow was about 480 mm for Mix B155, 465 mm for Mix B240, and 455 mm for Mix B235. From the measured slump flow as above 450 mm with photos of slump flow tests, the mixtures had sufficiently stable fresh condition to confirm their workability and self-compacting fluidity as a fiber-reinforced fresh mortar.

Photos of typical slump flow test: (a) Mix. B155 and (b) Mix. B235.
The uniaxial compressive strength of two types of the SDFCL mixtures was obtained through the cubic mold test. The test was carried out five times for each mixture. The measured average compressive strength of SDFCL mixtures at 28 days was 15.6 MPa for Mix B155, 21.5 MPa for Mix B240, and 23.7 MPa for Mix B235, respectively. The average compressive strengths of Mix B240 and Mix B235 were higher than that of Mix B155, which was mainly because Mix B155 was applied to mix at a high ratio of water to binder.
Direct tensile behavior of SDFCL mixtures
The direct tensile test was carried out for three types of mixtures, and the tensile stress and strain relationships are measured and presented in Figure 4. As shown in the figures, two specimens for each mixture were manufactured and measured. It was observed from measured tensile stress and strain curves that the currently developed SDFCL mixtures could develop a high ductile tensile behavior without softening of the tensile stress after cracking up to the tensile strain of about 2.0%. The tendency of the strain-hardening tensile behavior after initial cracks was obviously observed in the specimens of Mix B240 and Mix B235 but it exhibited slight strain-hardening behavior in the specimens of Mix B155. This tendency in the specimen of Mix B155 may be directly caused from weakening of the fiber–matrix friction bond with increasing water-to-binder ratio.

Typical direct tensile stress–strain curves: (a) Mix B155, (b) Mix B240, and (c) Mix B235.
The distributions of cracks on mixtures with enlarged photos are presented in Figure 5. The cracks taken place on surface of specimens had an average residual width of 30–40 µm, as measured at unloading state of the specimen after the tensile test. After cracking, the SDFCL specimen was able to develop its high ductile tensile strain because the mixtures could develop multiple micro-cracks after reaching its initial crack stress, as shown in Figure 5, similarly with the phenomena of multiple micro-cracks that developed on the ECCs.9,10 Table 5 shows tensile stress at initial crack point, maximum tensile strength, and maximum tensile strain of three mixtures as measured from the direct tensile test.
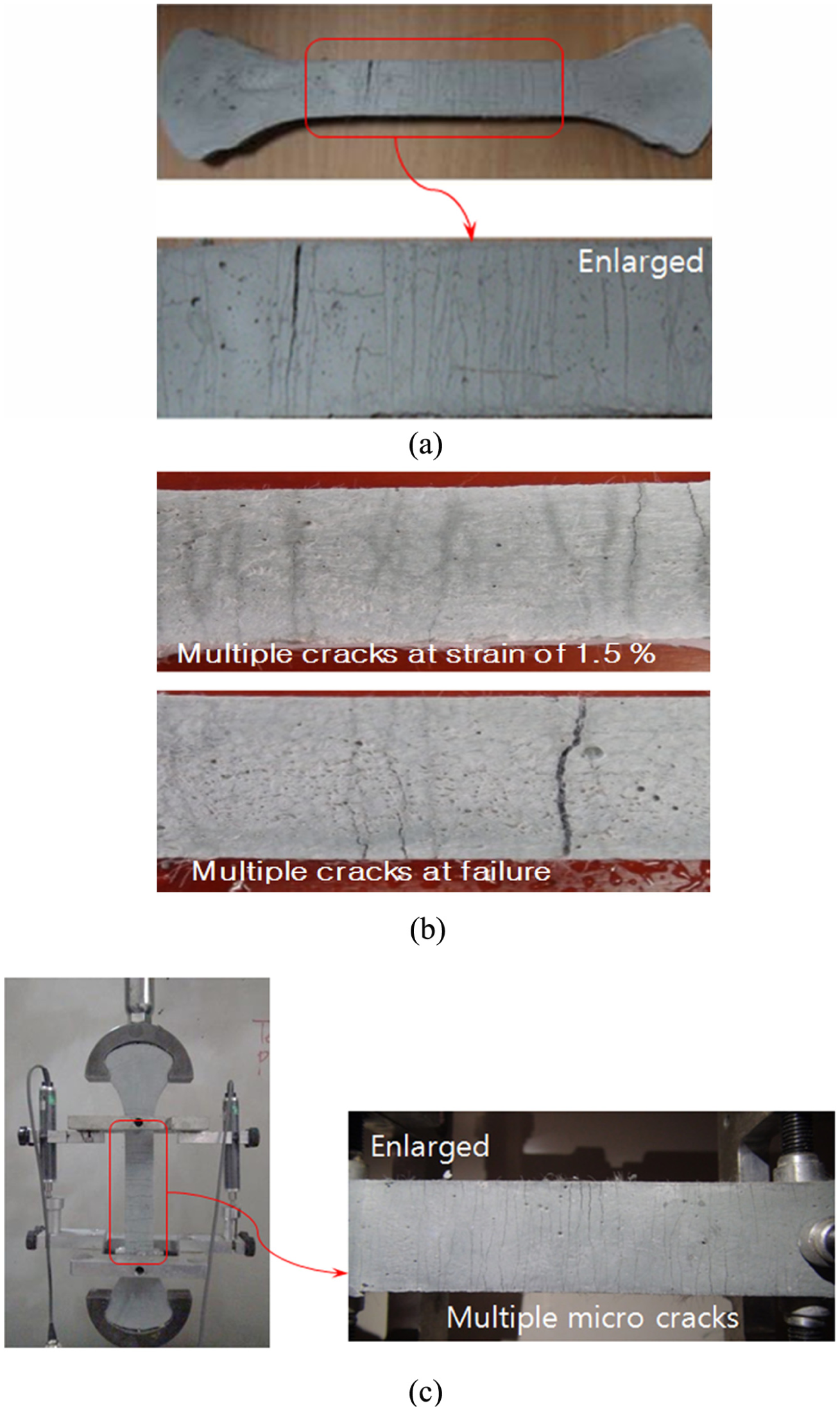
Multiple micro-cracks observed in direct tensile test: (a) cracks in specimen of Mix B155, (b) cracks in specimen of Mix B240, and (c) cracks in specimen of Mix B235 with enlarged image of micro-cracks.
Tensile strength and strain.

Flexural performance of SDFCL mixtures
Figure 6 shows the flexural stress and displacement curves of Mix B155 and Mix B235, as measured in the panel bending test. Five specimens for each case of mixing were manufactured and measured at 28 days after casting. All cases showed high ductile and flexural strain-hardening behaviors, with multiple micro-cracks that could not be observed in cases of normal concrete. The measured flexural stress at initial crack and maximum stress and the flexural deflection capacity are summarized in Table 6. The specimens of Mix B235 exhibited higher capacities in flexural strength and transverse deflection than that of Mix B155. The flexural curve exhibits slip hardening or slip softening depending on the fiber type, fiber/matrix bond strength, and specimen age. The fiber/matrix bond strength, especially the frictional bond strength, tends to decrease with increasing water-to-binder ratio in the previous studies.14,15 This decrease in frictional bond strength with an increase of the ratio of water to binder exhibited slight strain-hardening behavior as with the cases of compressive and tensile strength as mentioned in the previous section. As can be expected, the flexural strength was measured to be 72.9% higher than the tensile strength.

Typical flexural stress–displacement curves of panel bending tests: (a) Mix. B155 and (b) Mix. B235.
Results of panel bending tests.

Figure 7 presents photos of the high ductile deflected shapes of the panel bending test for two mixtures, and Figure 8 shows photos of crack patterns after loading, in which multiple micro-cracks with a crack spacing of 20–40 µm were observed and finally, bending failures were observed at which the width of cracks reached to 2–3 mm.

Photos of typical high ductile bending behaviors of two mixtures: (a) deflected shape of Mix. B155 and (b) deflected shape of Mix. B235.

Typical multiple micro-cracks observed in panel bending test: (a) Mix. B155 and (b) Mix. B235.
Conclusion
In this study, a high ductile fiber-reinforced cementless composite was newly manufactured as an eco-friendly, low-CO2, recycle, renewable, and high ductile building material. The SDFCL mixtures were manufactured completely with no cement, mainly by mixing alkaline-activated GGBS, fine aggregates, admixtures, and so on with 2.0% volume fraction of PVA fibers. Through the direct tensile test, it was demonstrated that the currently developed SDFCL mixtures developed high ductile tensile behavior after cracking up to the ultimate tensile strain, and the mixtures showed multiple micro-cracks after initial cracks were taken place, similar with the ECC material.
For three mixtures with different alkaline activators and water-to-binder ratios, the tensile strain capacity ranged from 2.04% to 2.32%, the first cracking strength ranged from 1.85 to 3.15 MPa, and the tensile strength ranged from 2.29 to 4.04 MPa at 28 days after casting. The mixture of Mix B240 and Mix B235, with alkaline activators of Ca(OH)2 and Na2SO4 and a water-to-binder ratio of 40% and 35%, respectively, exhibited excellent mechanical performances compared with the mixture of Mix B155 in terms of compressive strength, tensile strength, high ductile tensile strain, and high ductile bending deflection.
Footnotes
Handling Editor: Denni Kurniawan
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by the Basic Science Research Program through the National Research Foundation of Korea (NRF), which is funded by the Ministry of Education, Science and Technology (no. NRF-2018R1A2B2003258). This study was also supported by research funds from Chosun University, 2015.