
Abstract
A comprehensive 3-degree-of-freedom dynamic model of turning process is proposed to overcome the shortage of consideration on the feed velocity in Rusinek’s work; nonlinear dynamics behaviors of the cutting tool are investigated by means of displacement bifurcation diagram, time history, and power spectrum with cutting velocity as the bifurcation parameter. These results show that there are many kinds of nonlinear dynamic phenomena under the effect of cutting velocity, such as period, chaos, and crisis; furthermore, periodic chaos and crisis, and the high cutting velocity seem to be the effective means to suppress the vibration amplitude of the cutting tool.
Introduction
Chatter as one of an important topic because it frequently results in poor surface finish, reduce efficiency, increase the tool wear, and limited productivity. It is widely accepted that there are four different types of cutting chatters in cutting process, 1 they are frictional chatter, regenerative chatter, mode coupling chatter, and thermo-mechanical chatter. After years of research found that the most important and common causes of chatter were the friction or regenerative factors. Frictional chatter is mainly attributed to the nonlinear dry friction force and velocity-dependent cutting force.2–4 Regenerative chatter occurs because of the unstable cutting force that caused by the variation in the effective chip thickness or the rate of penetration of the tool.5–8
Chatter is considered to be an important factor that can affect cutting stability and machining productivity by Taylor. 9 Then, a fundamental theory of cutting chatter was first proposed by Tobias 10 and Koenigsberger and Tlusty 11 who provide the initial basic framework within which the cutting chatter problem is usually formulated. Moreover, Arnold 12 studied cutting chatter take into account the effect of the negative damping that mainly due to the dry friction between the workpiece and the tool. Furthermore, the nonlinear dynamical model of the cutting process was developed by Grabec 13 and he investigated the frictional chatter take into account the velocity-dependent cutting forces and the dry friction between the workpiece and the chip. All in all, a variety of nonlinear dynamic cutting models have been established and studied in the past, the main nonlinear factors considered in the cutting systems are the nonlinear friction coefficient, 14 the separation of the tool and workpiece, 15 and the tool and workpiece geometry.15–17 Especially, a general dynamical model of the cutting process account for the vibrating tool leaving the workpiece was developed by Rusinek et al. 18 The bifurcation analysis has been applied to the milling and grinding process.19,20 Moreover, a novel dynamical model of the cutting process was developed by Rusinek et al., 21 in which the tool vibrations are generated by a combined action of the velocity-dependent cutting forces and the dry frictional force acting on the tool face as well as on the tool flank. However, a 2-degree-of-freedom model does not fully show the nonlinear dynamic characteristics of the cutting system. On the basis of previous work, a comprehensive 3-degree-of-freedom model of turning process was established and the feed velocity factor was considered in this work.
Dynamic model of the turning system
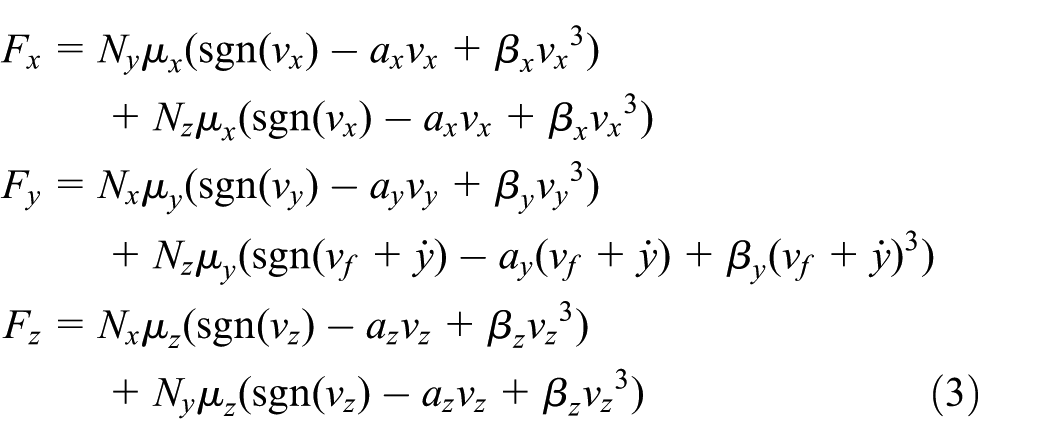
In this work, a comprehensive 3-degree-of-freedom model of turning process is proposed, as shown in Figure 1. The cutting tool is modeled as a beam that can vibrate in the X, Y, and Z directions while the workpiece is assumed to be a rigid one. Hence, the governing equations of the cutting tool vibration in the three directions are given as

where

where

A 3-degree-of-freedom model of turning process, where
In addition,
where
In addition, the instantaneous thickness of cut

where
As follows,

where
Substituting equations (2) and (3) into equation (1) and rearranging them, so the governing equations of the cutting tool vibration in the three directions are given by

The cutting force in three directions is composed of the normal force and the dry friction force. In order to simplify the calculation, we nondimensionalize the above equations. By defining a characteristic time scale and make a characteristic length scale L = 1, the dimensionless equations of vibration could be modified as follows
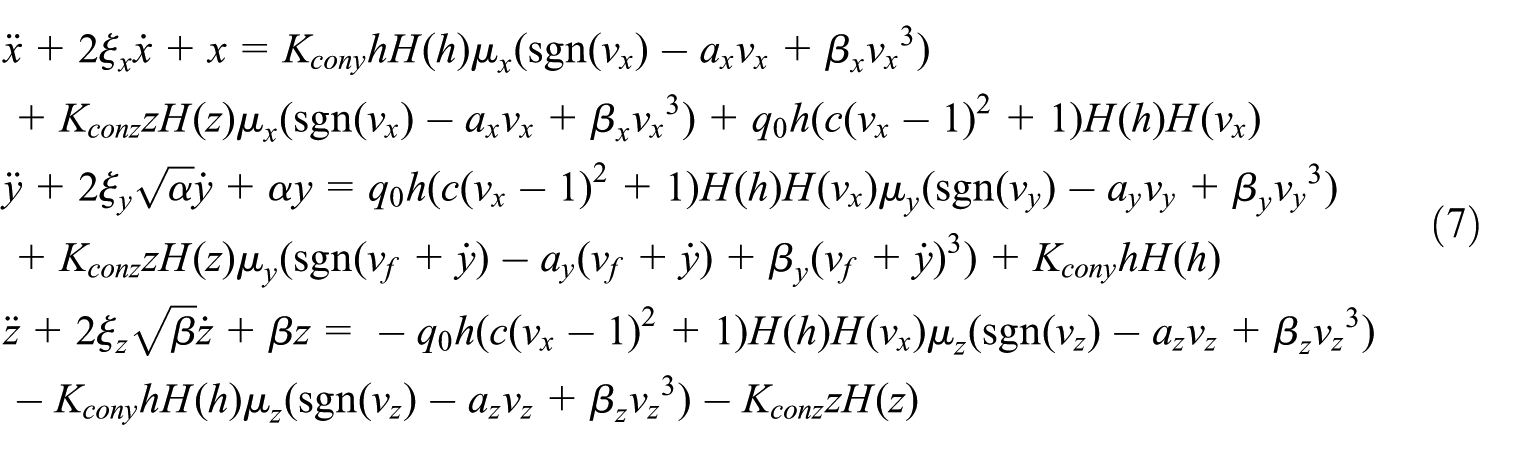
where
Effect of the cutting velocity on cutting tool dynamics
The nonlinear dynamic behaviors of the cutting tool were investigated using the numerical simulation method in this section. The second-order Euler integration scheme was used to solve the governing equations of the cutting tool vibration, the integration step is 0.001, and the specified tolerance of numerical integration is 1e–8. In the turning process, the cutting velocity is an important cutting parameter that can affect the dynamic characteristics of the cutting system and limiting the production efficiency. Therefore, the dimensionless angular velocity of the workpiece
At the first, the nonlinear dynamic behavior of the cutting tool in the three directions is examined by bifurcation diagrams with the dimensionless angular velocity of the workpiece as the bifurcation parameter. The corresponding bifurcation diagrams are presented in Figure 2. The vertical axis represents the vibration amplitude of the cutting tool in the three directions, while the horizontal axis is the dimensionless angular velocity of the workpiece as the velocity increases from 1 to 6. It is clear that there exist period, quasi-periodic, and chaotic vibrations in the X and Y directions but there is only chaotic vibration in the Z direction, as shown in Figure 2. Especially when the dimensionless bifurcation parameters
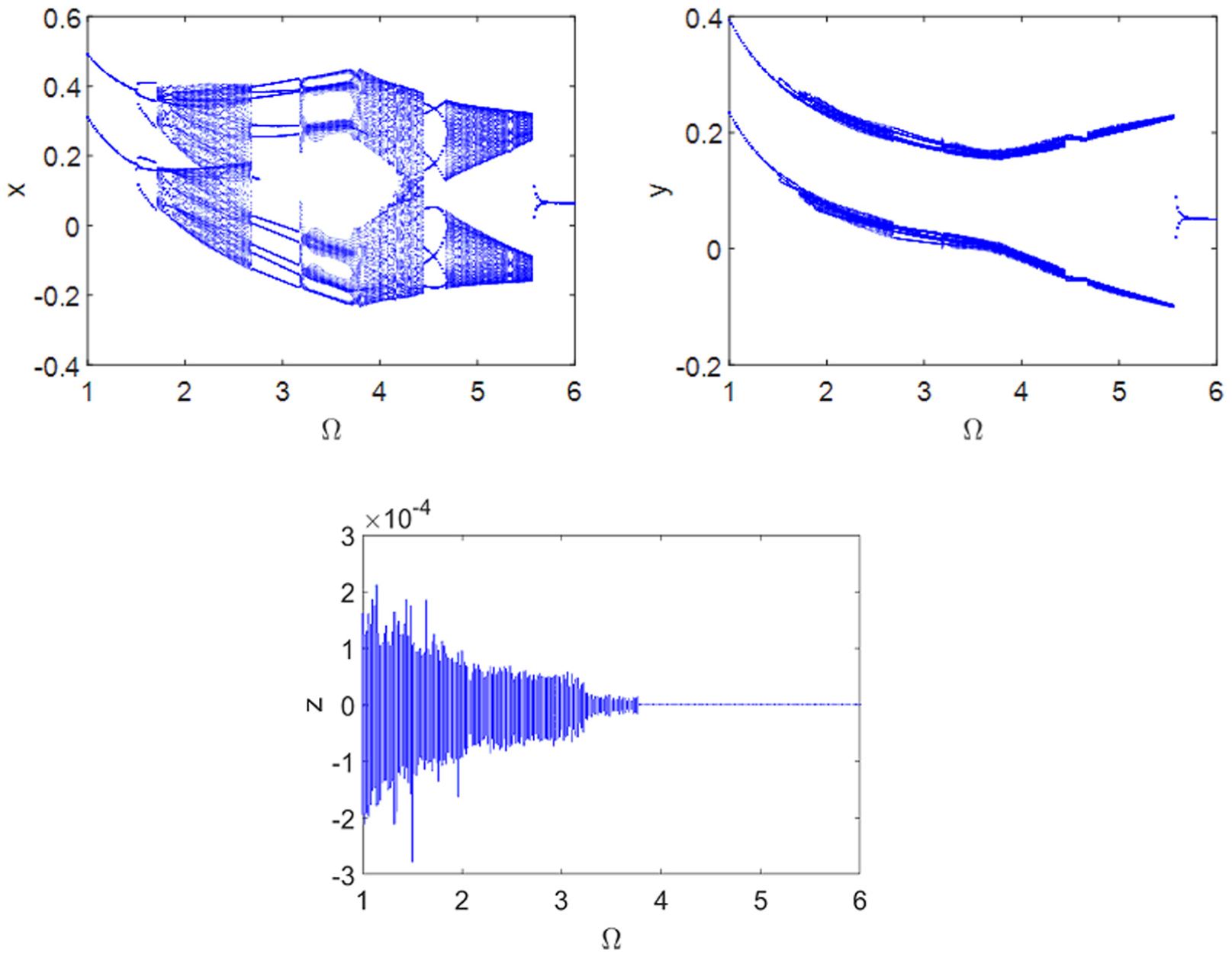
Bifurcation diagrams of the extreme displacements of the cutting tool in the three directions as a function of dimensionless angular velocity of the workpiece
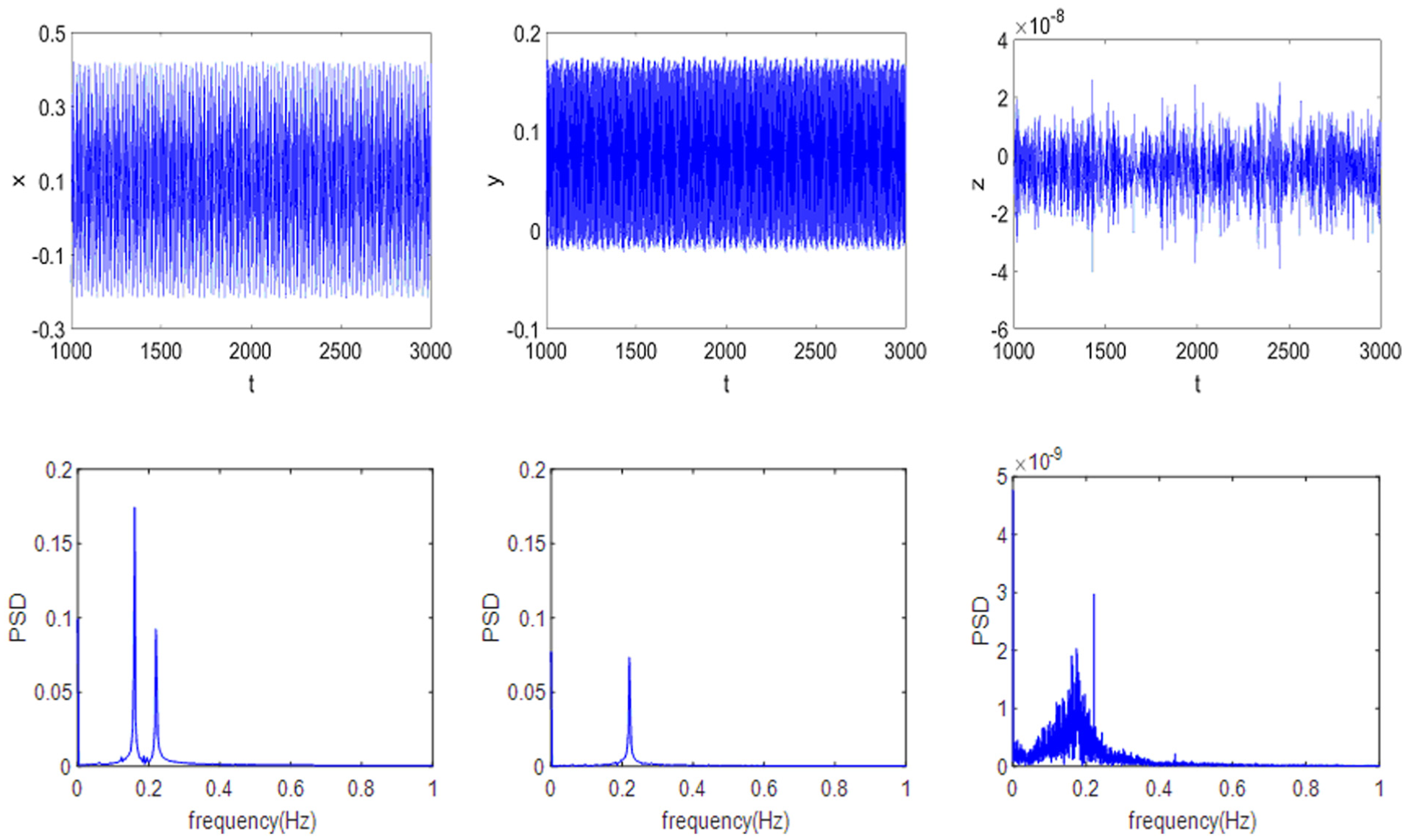
Time history and power spectrum of the cutting tool vibration displacements in the three directions while the dimensionless angular velocity of the workpiece
In the following simulations, time history and power spectrum are used to analyze the dynamic vibration of the cutting tool in detail based on the bifurcation diagrams. We will choose some values of the dimensionless angular velocity of the workpiece to reflect the various nonlinear dynamic responses of the cutting tool. For the case of the dimensionless angular velocity of the workpiece

Time history and power spectrum of the cutting tool vibration displacements in the three directions while the dimensionless angular velocity of the workpiece
When the dimensionless angular velocity of the workpiece

Time history and power spectrum of the cutting tool vibration displacements in the three directions while the dimensionless angular velocity of the workpiece
For the case of the dimensionless angular velocity of the workpiece

Time history and power spectrum of the cutting tool vibration displacements in the three directions while the dimensionless angular velocity of the workpiece
For the last case of the dimensionless angular velocity of the workpiece
From the above analysis results, it is obvious that the nonlinear dynamic response and vibration amplitude of the cutting tool will influence by the cutting velocity. The nonlinear dynamic response of the cutting tool in the X and Y directions undergoes a process from periodic to quasi-periodic to chaotic, the whole process is accompanied by several crisis, even periodic chaos and periodic crisis, but vibration response in the Z direction is always chaotic response with the increase of the cutting velocity. In addition, as the increase of the cutting velocity, the vibration amplitude of the cutting tool in the X and Y direction increases first and then decreases corresponds to the vibration amplitude continue to decrease in the Z direction. According to the presented model, the vibration amplitude of the cutting tool in the Z direction will directly affect the machining quality of the machined surface. This implies that high cutting velocity may be effectively suppressed cutting tool vibration to provide machining accuracy.
Conclusion
A comprehensive 3-degree-of-freedom model of turning process was established on the basis of 2-degree-of-freedom turning model proposed by Rusinek et al. 21 Moreover, the effect of feed velocity on the cutting force is considered in the 3-degree-of-freedom turning model, which is more closely to reality. Here, we mainly focus on the influence of cutting velocity on the nonlinear dynamic characteristics of the cutting system; the results suggest that the cutting velocity is a key element for cutting system that can influence cutting tool nonlinear dynamic response, such as the cutting tool show a periodic response, quasi-periodic response, and chaotic response under different cutting velocities. Furthermore, it also has an effect on the cutting tool vibration amplitude, especially the cutting tool vibration amplitude in the Z direction. For our current model, it can be concluded that high cutting velocity may be an effective way to suppress chatter vibration, although the vibration amplitude in the X and Y directions is increased first but then it decreases. In order to improve efficiency, high velocity cutting is often used in cutting process, so it is necessary to study the effect of high velocity cutting on the stability of the cutting system.
Footnotes
Handling Editor: Anand Thite
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was funded by the National Natural Science Foundation of China (no. 11372122 and no. 51465029) and Science and Technology Program of Gansu Province of China (no. 1610RJYA020).