
Abstract
In today’s highly competitive global market, winning requires near-perfect quality. Although most mature organizations operate their processes at very low defects per million opportunities, customers expect completely defect-free products. Therefore, the prompt detection of rare quality events has become an issue of paramount importance and an opportunity for manufacturing companies to move quality standards forward. This article presents the learning process and pattern recognition strategy for a knowledge-based intelligent supervisory system, in which the main goal is the detection of rare quality events. Defect detection is formulated as a binary classification problem. The l1-regularized logistic regression is used as the learning algorithm for the classification task and to select the features that contain the most relevant information about the quality of the process. The proposed strategy is supported by the novelty of a hybrid feature elimination algorithm and optimal classification threshold search algorithm. According to experimental results, 100% of defects can be detected effectively.
Keywords
Introduction
In today’s highly competitive global market, winning requires near-perfect quality, since intense competition has led organizations to low profit margins. Consequently, a warranty event could make the difference between profit and loss. Moreover, customers use Internet and social media tools (e.g. Google product review) to share their experiences, leaving organizations little flexibility to recover from their mistakes. A single bad customer experience can immediately affect companies’ reputations and customers’ loyalty.
In the quality domain, most mature organizations have merged business excellence, lean production, standards conformity, six sigma, design for six sigma, and other quality-oriented philosophies to create a more coherent approach. 1 Therefore, the manufacturing processes of these organizations only generate a few defects per million of opportunities. The detection of these rare quality events represents not only a research challenge but also an opportunity to move manufacturing quality forward.
Impressive progress has been made in recent years, driven by exponential increases in computer power, database technologies, machine learning (ML) algorithms, optimization methods, and big data. 2
From the point of view of manufacturing, the ability to efficiently capture and analyze big data has the potential to enhance traditional quality and productivity systems. The primary goal behind the generation and analysis of big data in industrial applications is to achieve fault-free (defect-free) processes,3,4 through intelligent supervisory control systems (ISCS). 5
A learning process (LP) and pattern recognition (PR) strategy for a knowledge-based (KB) ISCS is presented, aimed at detecting rare quality events from manufacturing systems. The defect detection is formulated as a binary classification problem, in which thel1-regularized logistic regression (LR) is used as the learning algorithm. The outcome of the proposal is a parsimonious predictive model that contains the most relevant features.
The proposed strategy is validated using data derived from two automotive manufacturing systems: (1) ultrasonic metal welding (UMW) battery tabs from a battery assembly process and (2) laser spot welding (LSW) sub-assembly components from an assembly process. The main objective is to detect low-quality welds (bad) from the processes.
The initial idea of rare quality event detection through KB ISCS was initially introduced in Escobar and Morales-Menendez. 6 The proposal is extended—improved with respect to classification and parsimony—in this article with the introduction of two algorithms; these algorithms are aimed at addressing two of the most relevant challenges posed by the l1-regularized LR algorithm. Challenges and theoretical properties are briefly discussed. To show the ability of the proposal in dealing with high-dimensional balanced data, another case study (LSW) is presented. Finally, to evaluate its performance, a comparative analysis is performed following a typical modeling analysis, and results are compared and briefly discussed.
The rest of this article is organized as follows: It starts with a review of the theoretical background in Section “LP and PR strategy” describes the proposal. Two studies in section “Case studies” followed by the “Comparative analysis.” Finally, “Conclusion” and “Future work” conclude this paper.
Theoretical background
The theoretical background of this research is briefly reviewed.
ML and PR
As discussed by Ghosh, 7 “As an intrinsic part of Artificial Intelligence (AI), ML refers to the software research area that enables algorithms to improve through self-learning from data without any human intervention.”ML algorithms learn information directly from data without assuming a predetermined equation or model. The two most basic assumptions underlying most ML analyses are that the examples are independent and identically distributed, according to an unknown probability distribution. PR is a scientific discipline that “deals with the automatic classification of a given object into one from a number of different categories (e.g. classes).” 8
In ML and PR domains, generalization refers to the prediction ability of a learning algorithm model on unseen data. 9 The generalization error is a function that measures well a trained algorithm generalizes.
In general, the PR problem can be widely broken down into three components: (1) feature space reduction, (2) classifier design and selection, and (3) classifier assessment.
Feature space reduction
In ML and PR, a feature is an individual measurable property of an observed phenomenon. 10 The prediction ability of the classifier is determined by the inherent class information available in the features. 11 In general, a feature is good if its inherent class information is relevant to one of the class labels but is not redundant to other good features. If the correlation of two variables is used as a goodness measure, a good feature should be highly correlated to one of the class labels but not highly correlated to any other features.12,13 A feature can be considered irrelevant if the information that it contains is independent from the class label.
The world of big data is changing dramatically, and feature access has grown from tens to thousands, a trend that presents enormous challenges in the feature selection (FS) context. Empirical evidence from FS literature exhibits that discarding irrelevant or redundant features improves generalization, helps in understanding the system, eases data collection, reduces running time requirements, and reduces the effect of dimensionality.12–17 This problem representation highlights the importance of finding an optimal feature subset. This task can be accomplished by FS or regularization.
FS
Filter-type methods select variables independently of the classification algorithm or its error criteria, they assign weights to features individually and rank them based on their relevance to the class labels. A feature is considered good if its associated weight is greater than the user-specified threshold. 12 The advantages of feature ranking algorithms are that they do not over-fit the data and are computationally faster than wrappers, and hence, they can be efficiently applied to big datasets containing many features. 13 However, most common methods—Mutual Information, ReliefF, and so on—do not help in removing redundant features, as features are evaluated independently; therefore, as long as features contain class discriminatory information, they will be selected, even if they are highly correlated to each other.12,18,19
ReliefF is a well-known rank-based algorithm, and the basic idea for numerical features is to estimate the quality of each according to how well their values distinguish between instances of the same and different class labels. ReliefF searches for a
Regularization
Another approach for FS is l1 regularization. This method trims the hypothesis space by constraining the magnitudes of the parameters.
21
Regularization adds a penalty term to the least square function to prevent over-fitting.
22
The formulations of l1 norm have the advantage of generating very sparse solutions while maintaining accuracy. The classifier-fitted parameters
Classifier design, selection, and assessment
A classifier is a supervised learning algorithm that analyzes the training data (e.g. data with classification class) and fits a model. The training dataset is used to train a set of candidate models using different tuning parameters.
It is important to choose an appropriate validation or cross-validation (CV) method to evaluate the generalization ability of each candidate model and select the best, according to a relevant model selection criterion.
For information-theoretic model selection approaches in the analysis of empirical data, refer to Peruggia. 24 Common performance metrics for model selection based on recognition rates—correct decisions made—can be found in Fawcett. 25
For a data-rich analysis, the hold-out validation method is recommended, an approach in which a dataset is randomly divided into three subsets: training, validation, and testing. As an heuristic, 50% of the initial dataset is allocated to training, 25% to validation, and 25% to testing. 26
Once the best candidate model has been selected, it is recommended that the model’s generalization performance be tested on a new dataset before the model is deployed. This can also determine whether the model satisfies the learning requirement. 26 The generalization performance can be efficiently evaluated using a confusion matrix (CM).
CM
In predictive analytics, a CM 25 is a table with two rows and two columns that reports the number of false positives (FPs), false negatives (FNs), true positives (TPs), and true negatives (TNs). This allows more detailed analysis than just the proportion of correct guesses since it is sensitive to the recognition rate by class.
A type I error (


LR
LR, which uses a transformation of the values of a linear function, is widely used in classification problems. It is an unconstrained convex problem with a continuous differentiable objective function that can be solved either by the Newton’s method or the conjugate gradient. LR models the probability distribution of the class label

where
The most common approach to estimate the parameters of a statistical model is to compute the maximum likelihood estimate (MLE). The problem of finding the MLE of the parameters θ for the unregularized LR can be defined by in terms of the negative log-likelihood (NLL)

The NLL for LR is
where
Under the Laplacian prior

This optimization problem is referred to as l1-regularized LR. This algorithm is widely applied in problems with small training sets or with high-dimensional input space. However, adding the l1 regularization makes the optimization problem computationally more expensive. For solving the l1-regularized LR, 30 the least absolute shrinkage and selection operator (LASSO) is an efficient method.
As the value of
In general, high correlations among features may hamper the LASSO in finding the true model. LASSO may not be able to distinguish true features with any amount of data and any amount of regularization. 31 Therefore, eliminating highly correlated features is one of the main challenges.
ISCS
ISCSs are computer-based decision support systems that incorporate a variety of artificial intelligence (AI) and non-AI techniques to monitor, control, and diagnose process variables to assist operators with the tasks of monitoring, detecting, and diagnosing process anomalies or in taking appropriate actions to control processes. 32
There are three general solution approaches for supporting the tasks of monitoring, control, and diagnosis: (1) data driven, for which the most popular techniques are principal component analysis, Fisher discriminant analysis, and partial least-squares analysis; (2) analytical, an approach founded on first principles or other mathematical models; and (3) KB founded on AI, specifically expert systems, fuzzy logic, ML, and PR.32,33
Due to the explosion of industrial big data, KB ISCSs have received great attention. Since the scale of the data generated from manufacturing systems cannot be efficiently managed by traditional process monitoring and quality control methods, a KB scheme might be an advantageous approach.
LP and PR strategy
The proposed LP and PR strategy for a KB ISCS considers the l1-regularized LR as the learning algorithm. Figure 1 displays the proposed strategy, Because manufacturing systems tend to be time dependent, a time-ordered hould-out data partition method should be considered (framed into a four-stage approach). The input is a set of candidate features, and the outcome is a parsimonious predictive model that contains the most relevant features to the quality of the product. This model is used to detect rare quality events in manufacturing systems. The candidate features can be derived from sensor signals following typical feature construction techniques 34 or from process physical knowledge. Due to the dynamic nature of manufacturing systems, the predictive model should be updated constantly to maintain its generalization ability.

Learning process and pattern recognition framework.
A total of three main conditions that must be satisfied are (1) the faulty events must be generated during the manufacturing process and captured by the signals; (2) since the LR learning algorithm is a linear classifier, the decision boundaries between the two classes must be linear; and (3) in order for the binary classifier to properly define the classification boundary, the two classes should be well characterized, if the one class is unlabeled, not present, or not properly sampled, a one class classification—novelty detection—approach could be considered.35–37 However, novelty detection is out of the scope of this article.
In the following subsection, the LP is presented. In which three of the most critical challenges posed by the l1-regularized LR algorithm are addressed: (1) high correlations, (2) finding the classification threshold, and (3) tuning the penalty value
LP
The first step is to eliminate irrelevant and redundant features from the analysis. For manufacturing processes, massive amounts of data and the lack of a comprehensive physical understanding may result in the development of many irrelevant and redundant features. This problem representation highlights the importance of preprocessing the data.
The feature space reduction is performed in a two-step approach: (1) irrelevant feature elimination, in which the ReliefF algorithm is used to obtain the feature ranking, and the associated weight of each feature is compared with
Once the feature space has been reduced, the following step is to design the classifier and to identify which features contain the most relevant information to the quality of the product. While the classifier is aimed to detect rare quality events, the features included in the predictive model may provide valuable engineering information. Although feature interpretation is out of the scope of this approach, analyzing the data-derived predictive model from a physics perspective may support engineers in systematically discovering hidden patterns and unknown correlations that may guide them to identify root causes and solve quality problems.
The training set is used to fit n-candidate l1-regularized LR models by varying the penalty value
Since faulty events rarely occur in manufacturing, the dataset is highly unbalanced. Therefore, the 0.5 threshold may not be the best classification threshold, and accuracy 25 may be a misleading indicator of classification performance.
To address this scenario, the concept of maximum probability of correct decision (MPCD) is used as a measure of generalization performance.38,39 A model selection criterion tends to be very sensitive to FNs—failure to detect a quality event—in highly unbalanced data. MPCD is estimated by

Since MPCD is used as a model selection criterion, the optimal classification threshold search—with respect to MPCD—algorithm (OCTM) is developed (Appendix 2) aimed at obtaining the classification threshold. The algorithm enumerates all candidate solutions—candidate classification thresholds—and selects the one with the highest estimated MPCD. Candidate solutions are the mid-point values (logistic function-based conditional probabilities) between two consecutive examples.
In the context of PR, the primary purpose is to select the best candidate model with respect to generalization. Once n-candidate models have been developed, the validation dataset is used to estimate the MPCD of each candidate model, and the model with the highest value should be selected. In addition to MPCD, sparsity and CEE should be used as a second-level model selection criteria.
It is recommended to perform bias–variance analysis using the CEE to ensure that the selected model does not exhibit under-fitting or over-fitting problems. 26
Finally, the generalization performance of the selected model is evaluated on the testing set. The classifier must be assessed without the bias induced in the validation stage. This stage ensures that the model satisfies the learning target for the project at hand.
Discussion
Although no algorithm can guarantee the best answer, 40 parsimonious modeling plays an important role in manufacturing, since model interpretation is performed to understand the system. Specifically, the l1-regularized LR algorithm enjoys the following desirable properties: (1) It induces parsimony while maintaining convexity; 41 (2) it is founded on the likelihood principle, maximum likelihood provides a consistent approach to parameter estimation problems and has desirable mathematical and optimality properties; 42 (3) according to large sample theory, as the sample size tends to infinity, the sampling distribution of the MLE becomes Gaussian; 29 and (4) since many candidate models are created to approximate the true model, well-known likelihood-based model selection criterion (Akaike information criterion (AIC) or Bayesian information criterion (BIC)) can be applied (and compared) to solve the challenge posed by over-fitting due to model complexity.
In this article, the main challenges of the l1-regularized LR algorithm are discussed and approached. However, the proposed framework could be generalized to other regularized algorithms (e.g. support vector machine), in which a tuning parameter procedure should be followed to induce parsimony and improve generalization.43,44
Case studies
Two automotive case studies are presented.
UMW
UMW is a solid-state bonding process that uses high-frequency ultrasonic vibration energy to generate oscillating shears between metal sheets clamped under pressure. It is an ideal process for bonding conductive materials such as copper, aluminum, brass, gold, and silver and for joining dissimilar materials. Recently, it has been adopted for battery tab joining in the manufacturing of vehicle battery packs. Creating reliable joints between battery tabs is critical because one low-quality connection may cause performance degradation or the failure of the entire battery pack. It is important to evaluate the quality of all joints prior to connecting the modules and assembling the battery pack. 16
The data used for this analysis are derived from the UMW of battery tabs for the Chevrolet Volt, 38 an extended range electric vehicle. It is a very stable process that only generates a few defective welds per million of opportunities. However, all the welds in the battery must be good for the electric motor to function. This problem representation not only highlights the engineering intellectual challenge but also the importance of a zero-defect policy.
The collected dataset contains a binary outcome (good/bad) with 54 features derived from signals (e.g. acoustics, power, and linear variable differential transformers) following typical feature construction techniques. 34 The dataset is highly unbalanced since it contains only 36 bad batteries out of 40,000 examples (0.09%). The dataset is partitioned following the hold-out validation scheme (including bads in each dataset): training set (20,000), validation set (10,000), and testing set (10,000).
Feature space reduction
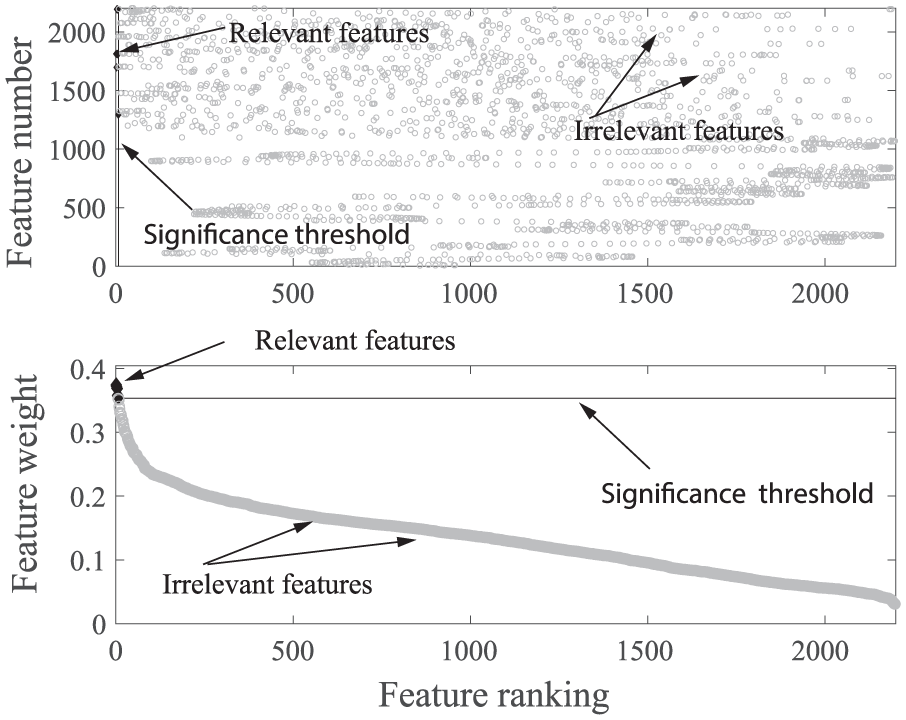
To eliminate irrelevant features, the dataset is initially preprocessed using the ReliefF algorithm. ReliefF is run with

Feature ranking and selection using ReliefF.
Redundant features from the obtained subset by ReliefF were eliminated by HCR algorithm (δ = 0.90). The algorithm eliminated 13 highly correlated features. The feature space was reduced to 32 relevant variables without “high correlations.”
Classifier design
The training set was used to fit 100 regularized LR models. The LASSO method was applied to estimate the fitted least-squares regression coefficients for a set of 100 regularization coefficients

Candidate model information: (a) values of
OCTM
Figure 4 shows the OCTM search of candidate model 88.

Optimal classification threshold search of candidate model 88.
Classifier selection
The goal is to select the candidate model with the highest MPCD. In the context of the problem that is being solved, the goal is to detect low-quality welds. Due to the relevance of failing to detect a potential defect, the type II error is the main concern of this analysis; for this reason, the MPCD is also used as a model selection criteria. The estimated MPCD,
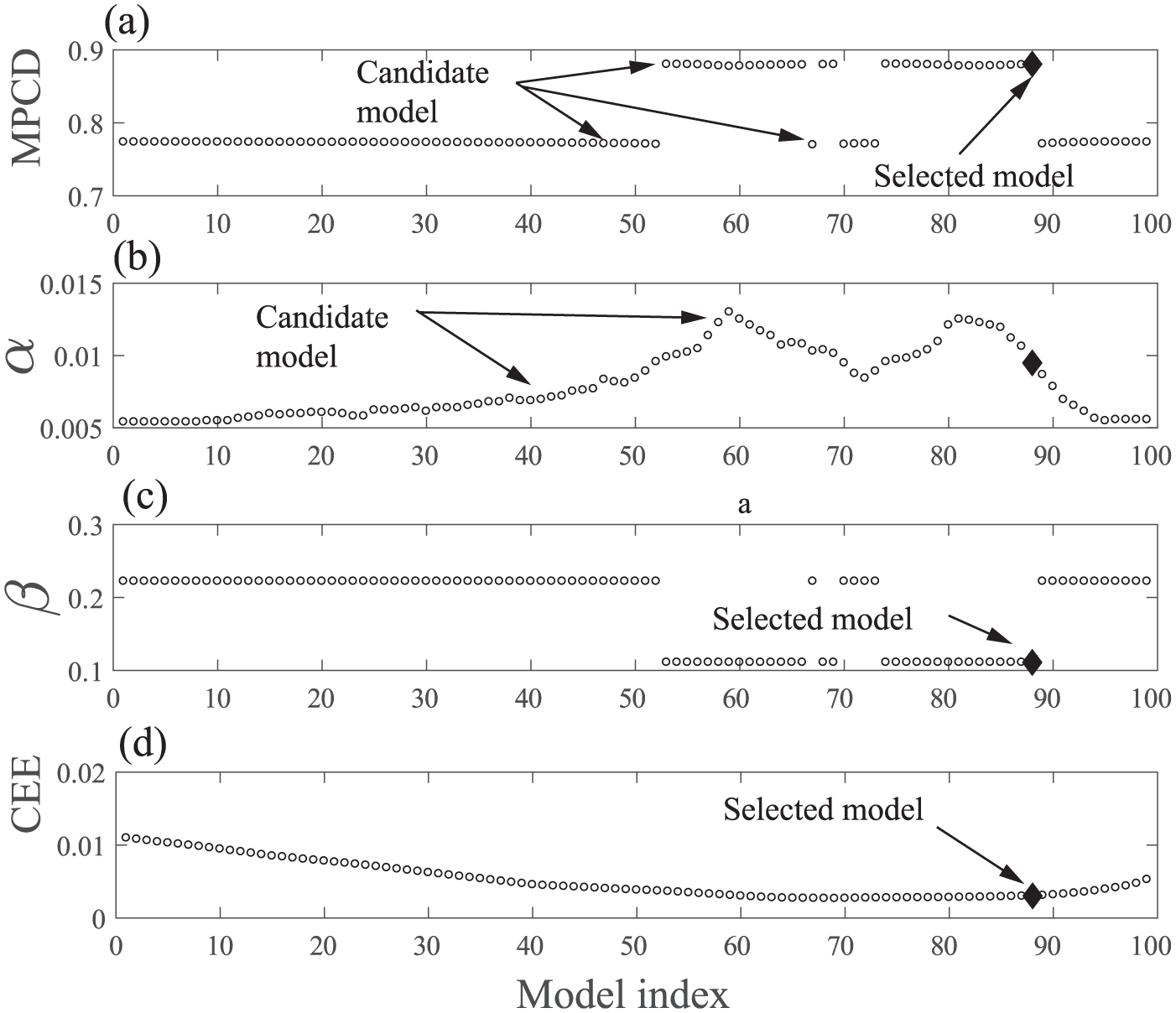
Generalization performance of candidate models: (a) validation MPCD, (b) validation
According to the selection criteria, model 88 is the best candidate, with an estimated MPCD of 0.8805 (
Coefficients of model 88.

According to the bias–variance analysis, Figures 3(d) and 5(d), the first candidate models (i.e. 1–60) exhibited over-fitting problems, while the last models (i.e. 91–99) exhibited under-fitting problems. Therefore, the bias–variance trade-off is efficiently overcome by this parsimonious candidate model.
A receiver operating characteristic (ROC) plot for model comparison efficiently depicts relative trade-offs between TP and FP. The best possible prediction method would be a point in the upper left corner, or coordinate 0, 1 of the ROC space; it would be a perfect classification. The location of the chosen model in the ROC plot confirms that model 88 is the best candidate, and it has the smallest estimated
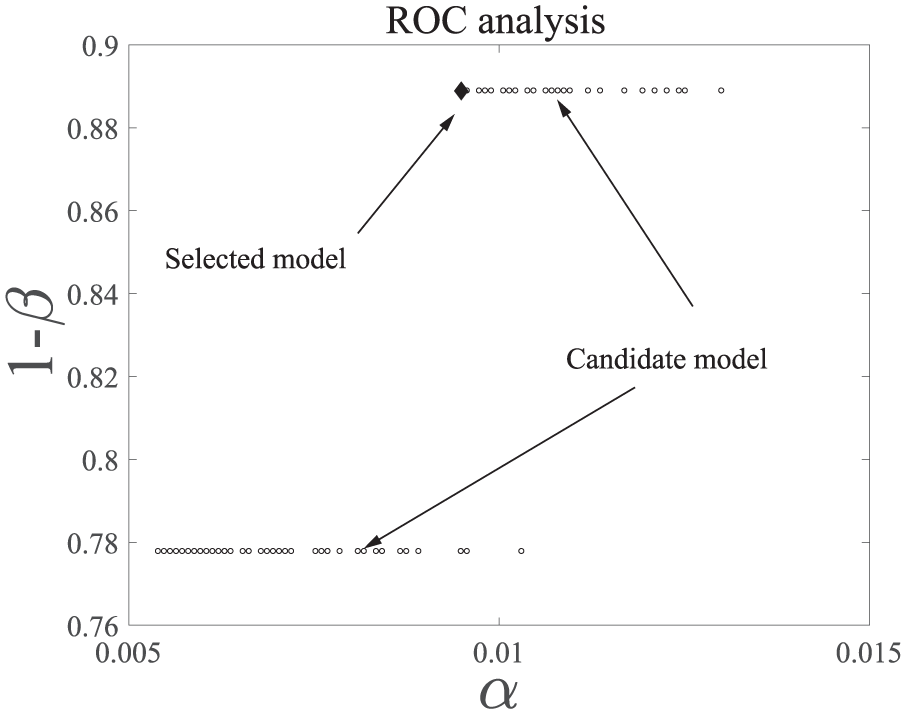
ROC curve of the candidate models.
Classifier assessment
The importance of this final step is to assess the classifier without the induced bias in the validation stage and to ensure the model satisfies the learning target. The estimated MPCD of the final model on the testing data is 0.9980 (
Confusion matrix.

According to model assessment results, LR not only shows high prediction ability but also did not commit any type II error. The graphical representation of the classification using unseen data (i.e. testing set) is shown in Figure 7.

LR-based classification.
LSW
To show the reproducibility and flexibility of the proposal, the same LP and PR strategy is applied to a balanced dataset, derived from an LSW process: Laser welding is a welding technique used to join multiple pieces of metal through the use of a laser beam. The laser welding system provides a concentrated heat source, allowing for narrow, deep welds and high welding rates. This process is used frequently in high volume welding applications, such as in the automotive industry. Laser welding in the automotive industry has applications that enable manufacturers to weld component engine parts, transmission parts, alternators, solenoids, fuel injectors, fuel filters, air conditioning equipment, and air bags, as well as many other applications.
45
The LSW process is often completed in few milliseconds, it exhibits good repeatability and is easy to automate. It is an excellent option for high-productivity processes.
The dataset contains 2199 features and 317 examples (159 good, 158 bad), and it is partitioned following the hold-out validation scheme: training set (160), validation set (80), and test set (77). To maintain space efficiency, only the most relevant plots are included in this analysis.
Since the included number of bad in this training set is significantly higher than the UMW dataset, the ReliefF algorithm is run with
Feature ranking and selection using Relief F.
Redundant features from the subset obtained by ReliefF are eliminated by HCR algorithm using
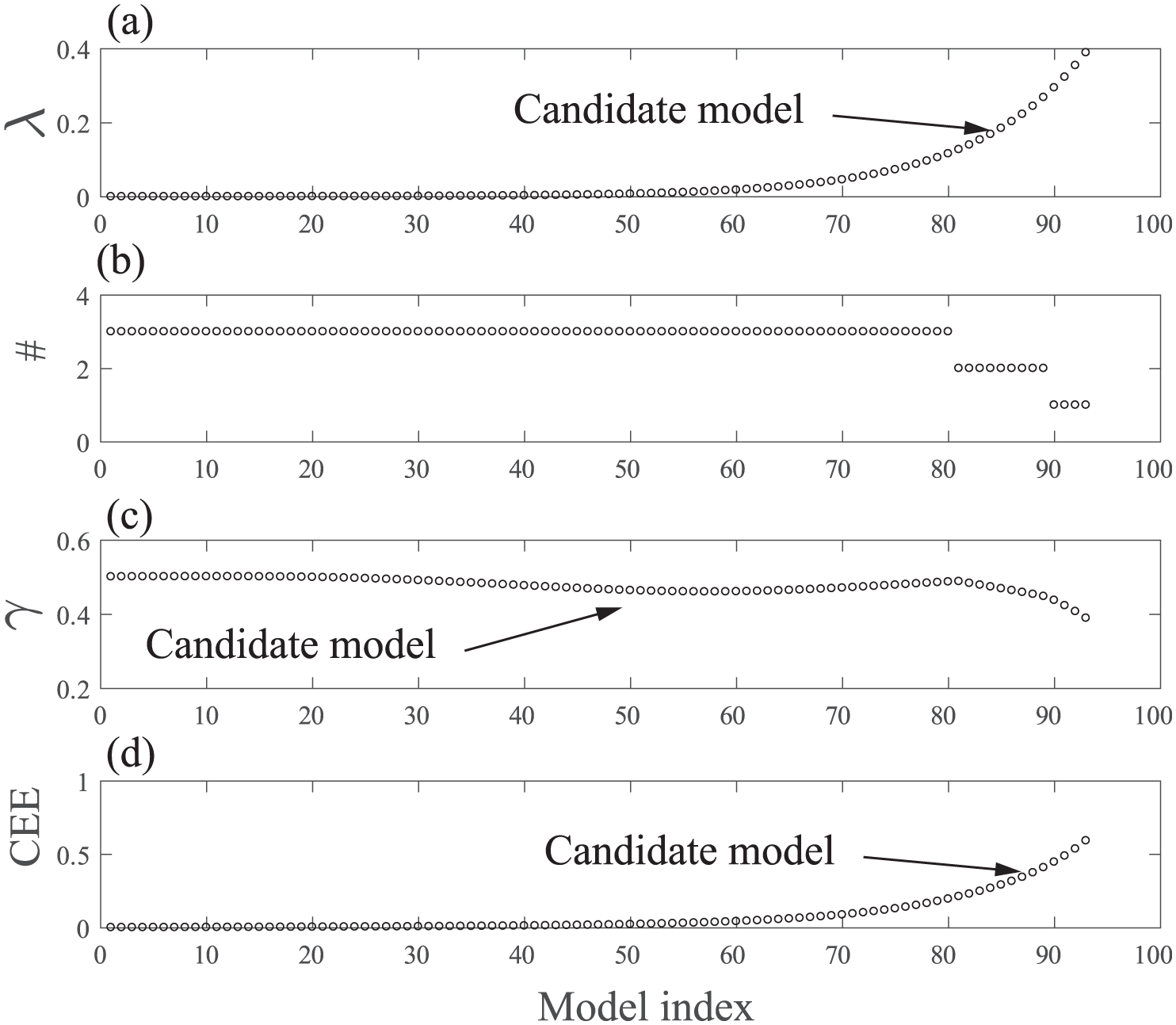
Candidate model information: (a) values of λ, (b) number of features, (c) optical classification threshold, and (d) training CEE.
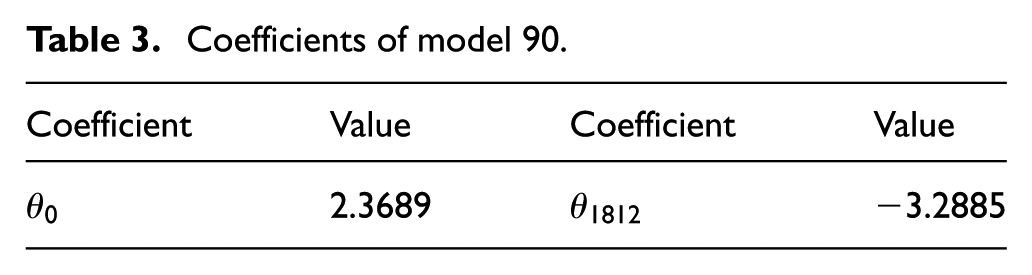
Since there are seven candidate models that perfectly separate the data 87–93, Figure 10(a), the number of features and the validation CEE are used as a secondary model selection criteria. Since models 90–93 contain only one feature, model 90 is chosen, since it is the candidate model with the smallest validation CEE, Figure 10(d). Coefficients are shown in Table 3, and its associated classification threshold is
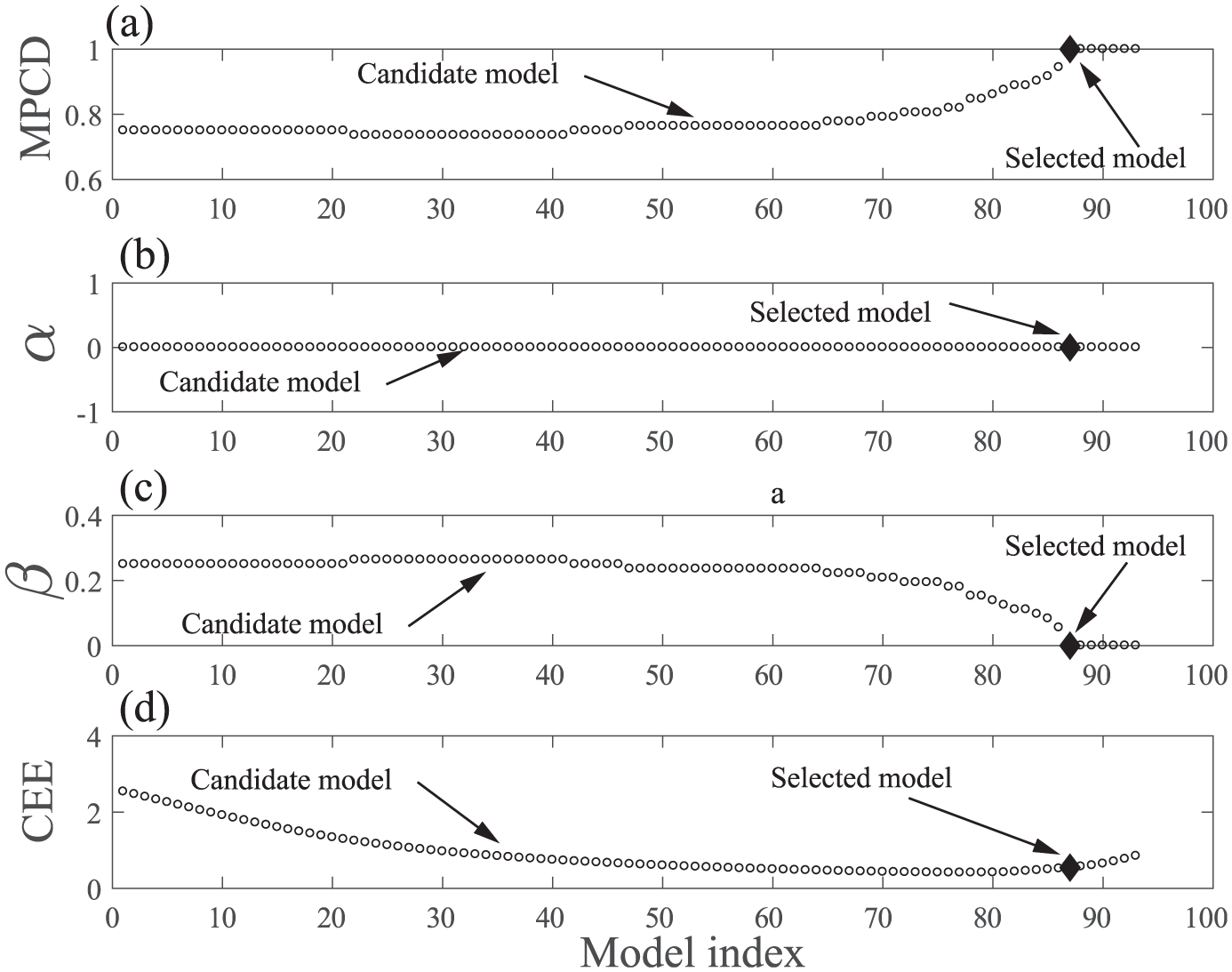
Generalization performance of candidate models: (a) validation MPCD, (b) validation α, (c) validation β, and (d) validation CEE.
Coefficients of model 90.
The selected model perfectly separated good from bad welds in the testing set. Recognition rates are summarized in Table 4 and graphically displayed in Figure 11.
Confusion matrix.


LR-based classification.
Comparative analysis
To evaluate the performance of the proposal, a comparative analysis is performed. The results of the two case studies were compared with a typical modeling analysis. The same learning algorithm was trained (with the same values of
Models were mainly compared based on their detection capacity with the smallest
UMW
Following the same data partition strategy, the training set is used to create the set of candidate models and to estimate the AIC and BIC scores. The associated number of features and the values of

Candidate model information: (a) number of features and (b) optimal classification threshold.

Model selection approaches: (a) MPCD, (b) AIC model selection criterion, (c) BIC model selection criterion, and (d) CEE model selection criterion.
According to the AIC-BIC, candidate model 81 should be selected (
Generalization analysis of the selected models.

FN: false negative; FP: false positive; TN: true negative; TP: true positive; MPCD: maximum probability of correct decision.
The three models correctly classified the seven bad units in the testing set with a very small
LSW
Candidate model information is summarized in Figure 14, while the model selection criterion values are summarized in Figure 15.

Candidate model information: (a) number of features and (b) optimal classification threshold.
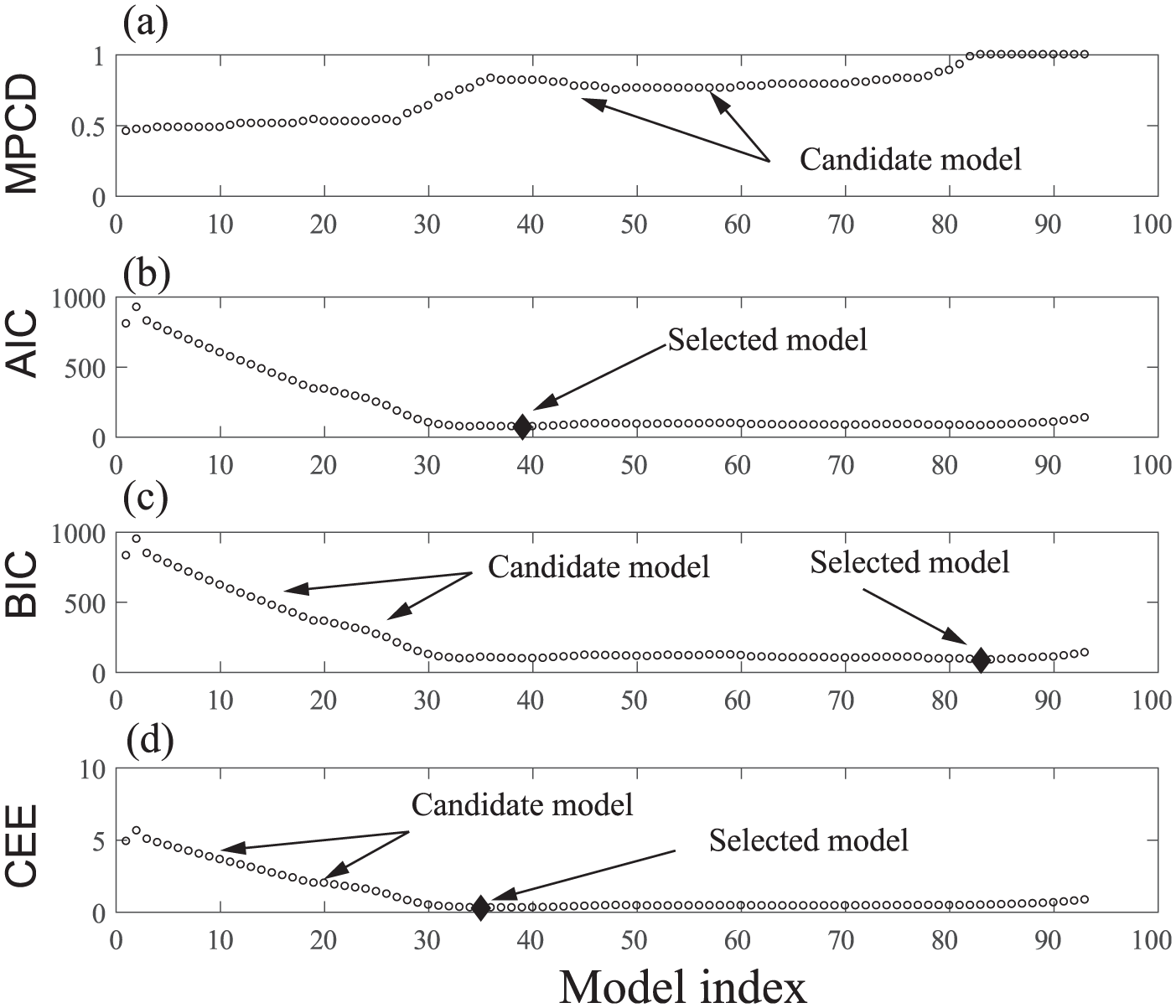
Model selection approaches: (a) MPCD, (b) AIC model selection criterion, (c) BIC model selection criterion, and (d) CEE model selection criterion.
According to the AIC, candidate model 39 should be selected (
Generalization analysis of the selected models.

FN: false negative; FP: false positive; TN: true negative; TP: true positive; MPCD: maximum probability of correct decision.
In this case study, the final model outperforms the three models, although model 83 perfectly separates the classes, and this model contains two features. However, models 39 and 35 have many features and also failed to detect all the bad units; therefore, the MPCD is significantly lower.
Discussion
Based on the comparative analysis, the models developed following the proposed LP and PR strategy exhibited better parsimony properties and good (or even better) detection capacity when compared with a typical l1-regularized LR analysis with three popular model selection criterion (e.g. AIC, BIC, and CEE).
Although l1-regularized LR learning algorithm induces sparsity, the proposed strategy can boost the learning algorithm by eliminating irrelevant and redundant features.
The same approach is also being applied to different automotive manufacturing systems with promising results; however due to space constraints, they are not discussed in this article.
Conclusion
Today’s business environment sustains mainly those companies committed to a zero-defect policy. This quality challenge was the main driver of this research, where an LP and PR strategy was developed for a KB ISCS. The proposed approach was aimed at detecting rare quality events in manufacturing systems and to identify the most relevant features to the quality of the product. The defect detection was formulated as a binary classification problem and validated in two experimental datasets derived from automotive manufacturing systems: (1) UMW of battery tabs from a battery assembly process and (2) LSW sub-assembly components from an assembly process. In both cases, the main objective was to detect low-quality welds (bad) from the process.
To increase the classifier prediction ability and reduce training times, the dataset was preprocessed in a two-step approach: (1) the ReliefF algorithm was used to eliminate irrelevant features, and (2) the HCR algorithm was applied to eliminate redundant features that most filter methods cannot eliminate.
The l1-regularized LR was used as the learning algorithm for the classification task and to identify the most important features. Since the form of the model was not known in advance, a set of candidate models was developed—by varying the value of
The proposed strategy used the MPCD as a model selection criterion. Therefore, the OCTM algorithm was developed to find
The proposed approach can be adapted and widely applied to manufacturing processes to boost the performance of traditional quality methods and potentially move quality standards forward, where soon virtually no defective product will reach the market.
Future work
Since MPCD is founded exclusively on recognition rates, future research along this path could focus on adding a penalty term for model complexity. Although information-theoretic approaches such as AIC and BIC penalize for model complexity, they are not mainly founded on recognition rates.
Footnotes
Appendix 1
The HCR algorithm has three components, Figure 16:
The algorithm performs
Since the best values of
Appendix 2
The OCTM algorithm has three components, Figure 17:
The algorithm performs
Acknowledgements
We would like to express our deepest appreciation to Dr Debejyo Chakraborty, Diana Wegner, and Dr Xianfeng Hu, who helped us to complete this report. A special gratitude is given to Dr Jeffrey Abell, whose ideas and contributions illuminated this research.
Handling Editor: Baozhen Yao
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was partially supported by the Consejo Nacional de Ciencia y Tecnologia (CONACYT; under grant 404325/215143).