
Abstract
The Ni-based IN792 superalloy is widely used in aeroengine components because of its low manufacturing cost and good mid-temperature (600°C–900°C) properties. However, its mechanical properties exhibit fluctuation with temperature, so a comprehensive understanding on the tensile behavior of IN792 superalloy at different temperatures is necessary. In this article, IN792 superalloy was fabricated and heat treated with the standard heat treatment of 1120°C/2 h air cooling + 1080°C/4 h air cooling + 845°C/24 h air cooling, and its tensile behavior at 550°C, 600°C, 650°C, 700°C, 760°C, 850°C, and 900°C was investigated. The results showed that IN792 superalloy exhibited obvious anomalous yield and intermediate temperature brittleness behaviors. The yield strength and ultimate strength of IN792 superalloy changed little below 760°C, but decreased significantly as the temperature increases to above 760°C. The ductility of IN792 superalloy had a little increase between 550°C and 600°C and then decreased significantly at 650°C and 700°C. As the tensile temperature increases from 700°C to 850°C, the ductility of IN792 superalloy increased again. However, when the temperature continues to rise to 900°C, the ductility dropped greatly. Such a tensile behavior of IN792 superalloy should be ascribed to the microstructure, such as the MC carbide, γ/γ′ eutectic structure, and γ′ phase.
Introduction
Ni-based polycrystalline superalloy is widely used in industrial turbine and aeroengine components which serve at mediate temperatures (600°C–900°C) for its good mid-temperature properties and relative low manufacturing cost.1,2 However, to ensure its long-term service at critical conditions of temperature and stress, a wide range of alloying elements, such as Cr, Mo, and Al, are usually added in Ni-based polycrystalline superalloy.3,4 Then, the microstructure of the polycrystalline superalloy becomes complicated with the co-existence of γ, γ′, carbide, boride, eutectic, topologically close-packed (TCP) phases, and so on. 5 Therefore, there would be many factors affecting the mechanical properties of the polycrystalline Ni-based superalloy, such as precipitates, grain size, and grain boundary.
Ni-based IN792 superalloy is a typical γ′ phase strengthening superalloy and has high strength and excellent hot corrosion resistance at mid-temperature, which makes it widely used in industrial turbine and aircraft engine components, as shown in Figure 1.6–9 In order to strengthen the grain boundary, C, B, and Zr were simultaneously added in IN792 superalloy. However, the addition of C, B, and Zr would also lead to bulk precipitates at the grain boundary, which would influence the mechanical property of the superalloy.10,11 The mechanical properties of IN792 superalloy may fluctuate at different temperatures. To figure out its best service condition, it is quite necessary to test its mechanical properties under different conditions. Generally, tensile behavior is an important index for evaluating the mechanical properties of superalloy.12–14 Through tensile test, the strength and ductility of superalloys can be obtained, and then its mechanical performance can be evaluated preliminarily.

In the previous studies,15–17 many researchers have investigated the tensile property of different superalloys under different conditions to evaluate their mechanical performances. Chu et al. 18 studied the tensile behavior of a directionally solidified (DS) Ni-based DZ951 superalloy in the temperature range of 20°C–1000°C and analyzed the deformation mechanisms at different temperatures. The research of Sheng et al. 19 revealed that the DS Ni-based superalloy with relatively high B and C addition exhibited obvious anomalous yield and intermediate temperature brittleness, which could influence its application temperature. Sajjadi et al. 20 had investigated the microstructure characteristic and tensile behavior of GTD-111 superalloy in the temperature range of 25°C–900°C, and the result showed that there were fluctuations in strength and ductility with respect to temperature. Osada et al. 21 fabricated Ni-Co-based superalloys with different microstructures through various heat treatments and tested their tensile properties at room temperature to achieve an optimum microstructure combination for maximizing ultimate strength. In our previous research, 14 we studied the tensile properties of a Ni-based K417G superalloy with different grain sizes and revealed that grain refinement could exert obvious influence on the tensile performance of K417G superalloy at different temperatures. Based on the previous researches, it can be concluded that the mechanical properties of superalloy would be affected by microstructure, service condition, and so on. Therefore, in this study, IN792 superalloy was prepared and its tensile behaviors in the temperature range of 550°C–900°C were investigated. The fracture modes and microstructure evolution during tensile at different temperatures were analyzed to evaluate its best service temperatures.
Experimental procedures
The nominal composition of IN792 superalloy used in this study is listed in Table 1. The alloy was melted in vacuum induction furnace and poured into the mold at 1550°C to obtain as-cast alloy rods with 15 mm in diameter and 220 mm in length. The as-cast alloy rods were heat treated according to the following standard heat treatment process which included three steps: 1120°C/2 h air cooling (AC) + 1080°C/4 h AC + 845°C/24 h AC, as shown in Figure 2. Cylindrical specimens were cut from the heat-treated rods to observe the microstructure. The grain distribution and microstructure of the specimen was observed through Zeiss Axio Observer ZIm optical microscope (OM), INSPECT F50 scanning electron microscope (SEM), and JEM2100 transmission electron microscope (TEM).
Nominal composition of IN792 superalloy (wt%).

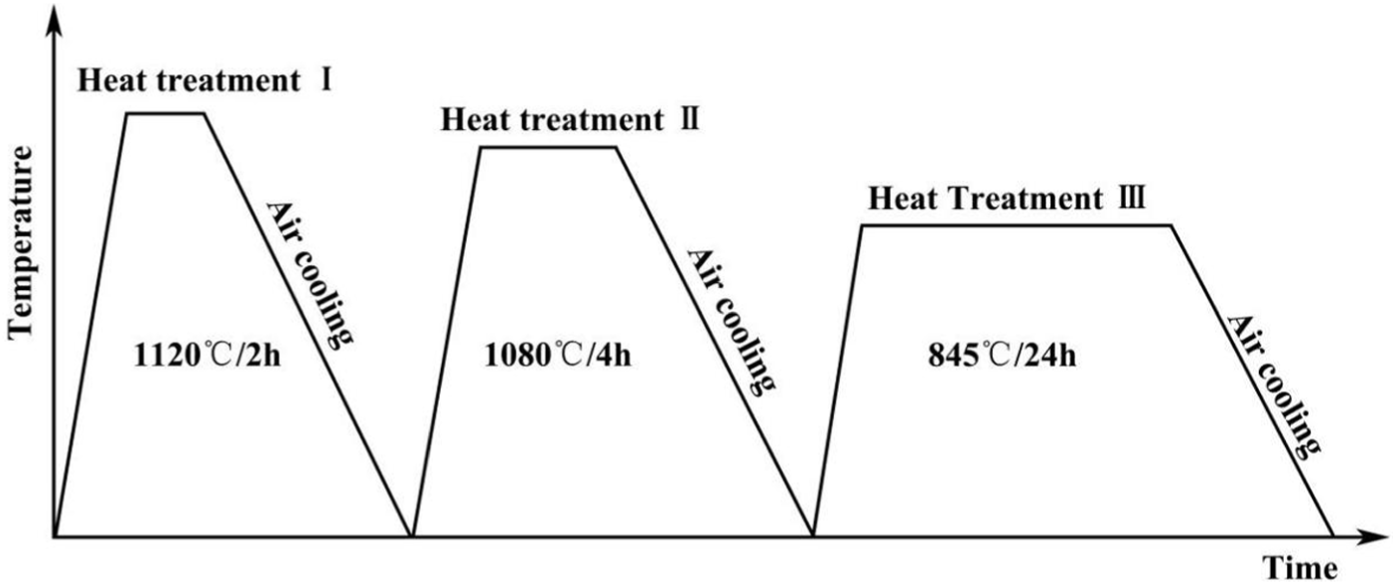
Schematic diagram of standard heat treatment processing.
The heat-treated rods were machined into standard tensile specimens, as shown in Figure 3. The tensile tests were conducted on an INSTRON 5582 testing machine. The testing temperatures were 550°C, 600°C, 650°C, 700°C, 760°C, 850°C, and 900°C. At least three specimens were tested at each temperature. After tensile tests, the fracture surfaces were examined on SEM. The longitudinal sections were cut from the fractured specimens. After grinding, polishing, and chemical etching, the longitudinal sections were observed on SEM.
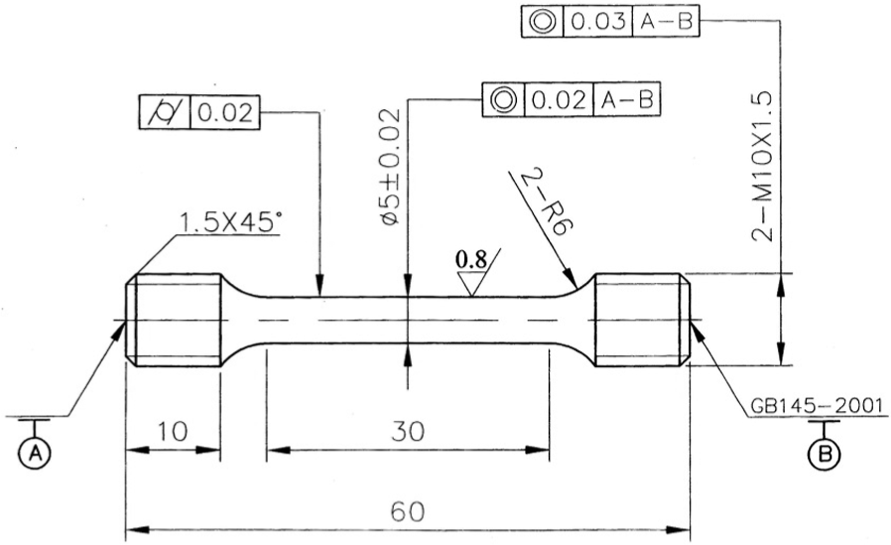
Schematic diagram of standard tensile specimen.
The samples for OM and SEM observation were grinded, polished, and etched in a solution of 5 g CuSO4 + 20 mL HCl + 25 mL H2O. The thin foils for TEM observation were mechanically ground to 50 μm and then prepared by twin-jet thinning in a solution of 10% perchloric acid and 90% alcohol at −20°C, and the work current is maintained at 40 mA.
Results
Microstructure of IN792 superalloy after heat treatment
The microstructure of the heat-treated IN792 superalloy before tensile tests was observed through OM, SEM, and TEM, and the results are shown in Figure 4. The specimens consist of equiaxed coarse grains, as shown in Figure 4(a). The MC carbide and γ/γ′ eutectic structure are randomly distributed in the interdendritic region and at the grain boundary, as exhibited in Figure 4(b). Figure 4(c) shows the SEM image of the secondary γ′ phase which precipitate during the 1120°C/2h solid solution treatment. The secondary γ′ phase is found to be small, regular, and cuboidal in the dendrite core. The tertiary γ′ phase is too small to be observed through SEM, so TEM was used to observe the tertiary γ′ phase and the result is demonstrated in Figure 4(d). The tertiary γ′ phase is granular and distributes randomly around the secondary γ′ phase. It can be concluded that IN792 superalloy has high volume fraction of secondary and tertiary γ′ phases. Moreover, based on the recent research,22,23 the reasonable volume fraction of secondary γ′ phase and tertiary γ′ phase could increase the strength of the superalloy with less influence on its ductility.

OM, SEM, and TEM images of grain, γ/γ′ eutectic structure, MC carbide, and γ′ phase of IN792 superalloy: (a) OM image of the grain, (b) SEM image of the γ/γ′ eutectic structure and MC carbide, (c) SEM image of the secondary γ′ phase, and (d) TEM image of the secondary and tertiary γ′ phase.
Tensile property of IN792 superalloy
The tensile tests were performed on IN792 superalloy at 550°C, 600°C, 650°C, 700°C, 760°C, 850°C, and 900°C, and the results are shown in Figure 5. It can be found that the yield strength and ultimate strength almost keep unchanged or decrease little between 550°C and 650°C. But from 650°C to 760°C, the yield strength and ultimate strength both increase obviously and obtain the maximum values of 920 and 1080 MPa at 760°C, respectively, as shown in Figure 5(a). As the temperature rises to above 760°C, the yield strength and ultimate strength drop greatly. As exhibited in Figure 5(b), the elongation and reduction of area change little from 550°C to 600°C, but drop significantly at 650°C and 700°C and obtain the minimum value, respectively. As the tensile temperature increases to 760°C and 850°C, the elongation and reduction of area increase greatly and achieve the largest values, but then they decrease as the temperature increases to 900°C. It can be concluded that at 550°C and 600°C, the strength and ductility of IN792 superalloy are relatively high; at 650°C and 700°C, the strength is high but the ductility is very low; at 760°C, the strength and ductility are both high; at 850°C, the strength is low but the ductility is high; and at 900°C, both the strength and ductility are low.

The tensile results of IN792 superalloy: (a) yield strength (σs) and ultimate strength (σb) and (b) elongation and reduction of area.
Microstructure of tensile ruptured IN792 superalloy
The tensile fracture surfaces were observed through SEM and shown in Figure 6. The fracture mode after tensile tests at 550°C, 600°C, 650°C, and 700°C shows similar features. As exhibited in Figure 6(a)–(d), the fracture surface reveals obvious dendrite characteristics, and the crack initiates at the center of the specimen and then propagates around. Besides, the fracture surfaces show a combination of dimple and transgranular cleavage, which indicates that the tensile crack propagates slowly in a plastic deformation mode during the initiation stage, and then propagates fast in cleavage mode during the last stage, while the fracture surface of the tensile specimen at 760°C mainly consist of several crystal planes, which means that the fracture mode at 760°C is cleavage, as exhibited in Figure 6(e). At 850°C and 900°C, the fracture surfaces are similar to that at 550°C, containing dimples and cleavage crystal planes. And the crack initiates at the center and propagates around. Dendrite pattern can also be observed at the fracture surface of the specimen tensile tested at 850°C and 900°C, as shown in Figure 6(f) and (g).

The SEM images of fracture surfaces of tensile tested specimen: (a) 550°C, (b) 600°C, (c) 650°C, (d) 700°C, (e) 760°C, (f) 850°C, and (g) 900°C.
The longitudinal section of the ruptured specimen was observed to study the crack propagation path and the typical results are exhibited in Figure 7. The tensile crack propagation mode is similar from 550°C to 700°C. As shown in Figure 7(a), MC carbide and γ/γ′ eutectic structure are broken in the longitudinal section of the ruptured specimen. Combined with previous analysis of fracture surfaces, it can be deduced that the MC carbide and γ/γ′ eutectic structure break during tensile tests, which provide a propagation path for the tensile crack. As most of the MC carbide and γ/γ′ eutectic structure distribute in the interdendritic region, the tensile crack propagates along the interdendritic region; thus, the fracture surfaces exhibit dendrite characteristics, as can be found from Figure 6(a)–(d). The tensile crack propagation mode is quite different at 760°C, as demonstrated in Figure 7(b), the crack path is very straight. That is because the crack propagation mode is cleavage at 760°C, as shown in Figure 6(e). The crack propagation modes at 850°C and 900°C are similar, as exhibited in Figure 7(c). The γ/γ′ eutectic structure breaks but the MC carbide does not break. Therefore, the broken γ/γ′ eutectic structure provides propagation path for the tensile crack at 850°C and 900°C. As the γ/γ′ eutectic structure mainly distributes in the interdendritic region, the fracture surfaces at 850°C and 900°C also exhibit dendrite characteristics, as can be found from Figure 6(f) and (g).

SEM images of the longitudinal section of fracture surfaces: (a) 550°C, (b) 760°C, and (c) 900°C.
The TEM observation on the alloy tested at different temperatures is shown in Figure 8. Clearly, at 550°C, the dislocations mainly aggregate in the γ matrix and form some slip bands. The tangled dislocations in the γ channel indicate that the matrix is the main deformation region. When the temperature increases to 760°C, there are still high density of dislocations accumulated along the γ′/γ interface and tangle with each other. Moreover, some dislocation pairs cut into γ′ particles, which indicate that the slip system in the γ′ phase is still difficult to start. Based on the recent study,22,23 the high yield strength of γ′ phase is mainly due to the addition of elements, such as W and Ta. While in the present alloy, IN792 superalloy contains much W and Ta, so it is no doubt that it will increase the strength of the γ′. Different from the shearing mechanism at relatively low temperature, the deformation of the alloy at 900°C is primarily dominated by dislocation moving between and around the γ′ precipitates. The TEM observation on the tensile specimen at 900°C exhibits that the dislocations bow out and loop around the γ′ particles, which means that dislocations bypass γ′ particles through Orowan mechanism.

Bright-field TEM micrographs of the tensile specimens tested at different temperature: (a) 550°C, (b) 760°C, and (c) 900°C.
Discussion
Influence of temperature on the tensile property of IN792 superalloy
The tensile property of IN792 superalloy is affected by the temperature, as shown in Figure 5. The yield strength and ultimate strength change little from 550°C to 760°C, which can be attributed to the stable microstructure of superalloy at relative high temperature, so the superalloy can serve at high temperature. 18 Furthermore, the increase in strength of IN792 superalloy at 760°C is generally ascribed to the large volume fraction of γ′ phase and the refractory elements, which is named as anomalous yield behavior. 19 But the elongation and reduction of area drop significantly at 650°C and 700°C, which should be attributed to the intermediate temperature embrittlement. Superalloys always show ductility loss at intermediate temperature, which is called intermediate temperature embrittlement. 24 It is generally recognized that intermediate temperature embrittlement is caused by grain boundary segregation.25,26 The elongation and reduction of area increases as the temperature increases to 760°C, which is because that the intermediate temperature embrittlement disappears at 760°C. As the tensile temperature increases to 850°C, the strength of IN792 superalloy starts to decrease but the ductility still keeps at a high level. That is because the γ matrix starts to soften and the γ′ phase starts to weaken. At 900°C, both the strength and ductility drop, that is because both the γ matrix and γ′ phase are weakened at high temperature. In conclusion, the service temperature of IN792 superalloy should be either below 600°C or at 760°C.
Influence of temperature on the tensile fracture mode of IN792 superalloy
The tensile fracture mode of IN792 superalloy varies with the temperature. From 550°C to 700°C, the strength of IN792 superalloy is high, and the crack propagates along the broken MC carbide and γ/γ′ eutectic structure. It is known that the γ/γ′ eutectic structure is weak phase and the MC carbide is brittle phase in superalloy.12,27–30 Both of them are inclined to break at high stress and form microcracks in the interdendritic region. Therefore, the interconnection of these microcracks leads to the final fracture of the alloy, and leaves dendrite characteristics on the fracture surface, as shown in Figure 5(a)–(d).
At 760°C, the strength and ductility of IN792 superalloy are both high. The fracture surface mainly consists of several crystal planes, which means that the fracture of IN792 superalloy is caused by crystal plane crack. During deformation, the dislocations would slip and form slip band which contain high density of dislocations on the slip plane. Thus, it leads to stress concentration on the slip plane.31–33 The stress concentration increases during the whole tensile process. When the stress concentration increases to a certain level, the slip plane would crack and then lead to the final fracture.
At 850°C and 900°C, the γ matrix and γ′ phase start to weaken, and the strength of IN792 superalloy decreases. But the MC carbide still keeps high strength; therefore, it does not crack. The γ/γ′ eutectic structure would also weaken as the temperature increases; thus, it still breaks during tensile process at 850°C and 900°C and forms microcracks in the interdendritic region. Consequently, the crack propagates along interdendritic regions.
Conclusion
IN792 superalloy exhibits the highest strength at 760°C. When the tensile temperature is below 760°C, the yield strength and ultimate strength exhibit increasing trend, but they both drop greatly at the tensile temperature above 760°C.
The ductility is relatively high at 550°C and 600°C, but drops significantly at 650°C and 700°C because of the intermediate temperature embrittlement. At 760°C and 850°C, the ductility increases, but decreases as the temperature increases to 900°C.
The fracture surface of IN792 superalloy exhibits combination of dimple and transgranular cleavage characteristics at tensile temperature of 550°C–700°C and 850°C–900°C, but it demonstrates typical brittleness fracture with only cleavage feature.
During tensile test of IN792 superalloy, the crack prefers to propagate along the interdendritic MC carbide and γ/γ′ eutectic structure at 550°C–700°C but along the slip plane at 760°C. When the tensile temperature is above 850°C, no crack is generated along MC carbide and the crack prefers to propagate along the interdendritic γ/γ′ eutectic structure.
Footnotes
Handling Editor: Filippo Berto
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors are grateful to The Shenzhen Technology Innovation Plan (CXZZ20140731091722497 and CXZZ20140419114548507) and the Shenzhen Basic Research Project (JCYJ20150529162228734, JCYJ20160407090231002, JCYJ20150625155931806, JCYJ20160427100211076, and JCYJ 20140419114548515) for financial support.