
Abstract
To clarify the correlation between the wettability and friction coefficient, the wettability and friction properties of four different laser-induced surface textures on cemented carbide surface were evaluated in this study using droplet angle measuring meter and pin-on-disc reciprocating tribometer. The fluid used was dilute cutting fluid of volume ratio 1:40 emulsified oil to water. The four textures investigated were orthogonal arrays of circular and square dimples and convex. Results suggest a coupled effect of texture shape and area ratio on surface contact angle. A strong correlation between friction coefficient and surface wettability was also found. Friction coefficient decreases with the decrease in contact angle of the textured cemented carbide surface and the increase in delta wettability (Δθ = θwball–θwdisc) between two sliding surfaces in dilute cutting fluid. This finding indicates that the wettability of cemented carbide surface have significant effect on friction coefficient in dilute cutting fluid condition.
Introduction
Cemented carbide is a hard material used extensively in cutting tools for machining due to its desirable mechanical and high hot hardness properties.1–3 However, severe friction at the tool–chip interface causes high contact pressure and a large amount of cutting heat. These factors reduce the service life and efficiency of cemented carbide tools in the metal cutting process. Decrease in friction is important to the efficiency of the metal removal process, cutting energy consumption, and tool life.4,5 Surface texturing, which refers to appropriately structuring the pattern of a functional surface, was introduced as a means to improve lubrication and tribological characteristics at the tool–chip interface. A significant decrease in cutting force was observed by many researchers when a textured tool was used.6–11 Therefore, much effort has been exerted to investigate the mechanism of a textured tool during metal cutting.
Wettability is the process of a liquid making contact and spreading on a solid substrate, and its magnitude is governed by surface energy and morphology. Biomimetic studies have shown that wetting and surface energies can influence the interactions between surfaces and surrounding liquids and govern the surface friction and wear processes of tribopair joints. 12 To clarify the correlation between surface wettability, friction, and wear further, a systematic investigation was conducted by Borruto et al.; 13 the experimental results indicated that surface wettability exerts an effect on interface friction and wear. The experimental results obtained by Pawlak et al. 14 showed that tribological properties are strongly influenced by the surface wettability of the tribopair in an aqueous environment.
Inspired by bionic tribology, surface texturing technology was proposed and has been applied in engineering. Relevant research shows that surface texturing can change surface wettability.15,16 Therefore, the influence of surface texturing on wettability is directly related to interfacial friction and wear. Qin et al. 17 studied the relationship between the wettability of textured Co–Cr–Mo alloy surfaces and their tribological behaviors in an aqueous solution. The experimental results showed that the friction coefficient is at its minimum when a circular dimple surface is employed during tribological testing. Subsequently, Lian et al. 18 investigated the effect of surface pattern and wettability on the tribological properties of titanium alloy. The experimental results indicated that the depth of the wear trace decreases with an increase in surface hydrophobic property.
However, the significance of surface wettability in friction, wear, and energy was often disregarded in tribological studies because of the lack of understanding on the correlation among them. The aim is to clarify the influence of a textured cemented carbide tool on friction and wear at the tool–chip interface; the correlation between the wettability of the textured cemented carbide surface and the friction in the cutting fluid environment needs to be identified. Therefore, the influence of the wettability of laser-textured cemented carbide surfaces on friction in a dilute cutting fluid environment was studied in this work.
Experimental aspects
Sample preparation
Cemented carbide (YT 15) was utilized to investigate the correlation between wettability and friction. The chemical composition of the cemented carbide was WC (79%), TiC (13%), and Co (8%). The cemented carbide sample size was 15 mm × 15 mm × 5 mm, and the average surface roughness was about 0.8 µm. The mating friction pair was an AISI 304 stainless steel ball with a diameter of 8 mm; the average surface roughness was 0.8 µm. Each sample was cleaned in an ultrasonic bath with acetone for 10 min to remove residual pollutants and dried at room temperature. The lubricant used was dilute cutting fluid of volume ratio 1:40 emulsified oil to water.
Surface texture processing
Laser technology is widely used because of its unique advantages of being a non-contact process, producing simple structures, and ease of processing. Therefore, laser processing was used to create the surface texture on the cemented carbide samples. A schematic of laser processing is presented in Figure 1. The shape and geometrical parameters of the surface texture are shown in Table 1.

Schematic of laser texture processing.
Laser-textured shape and parameters.
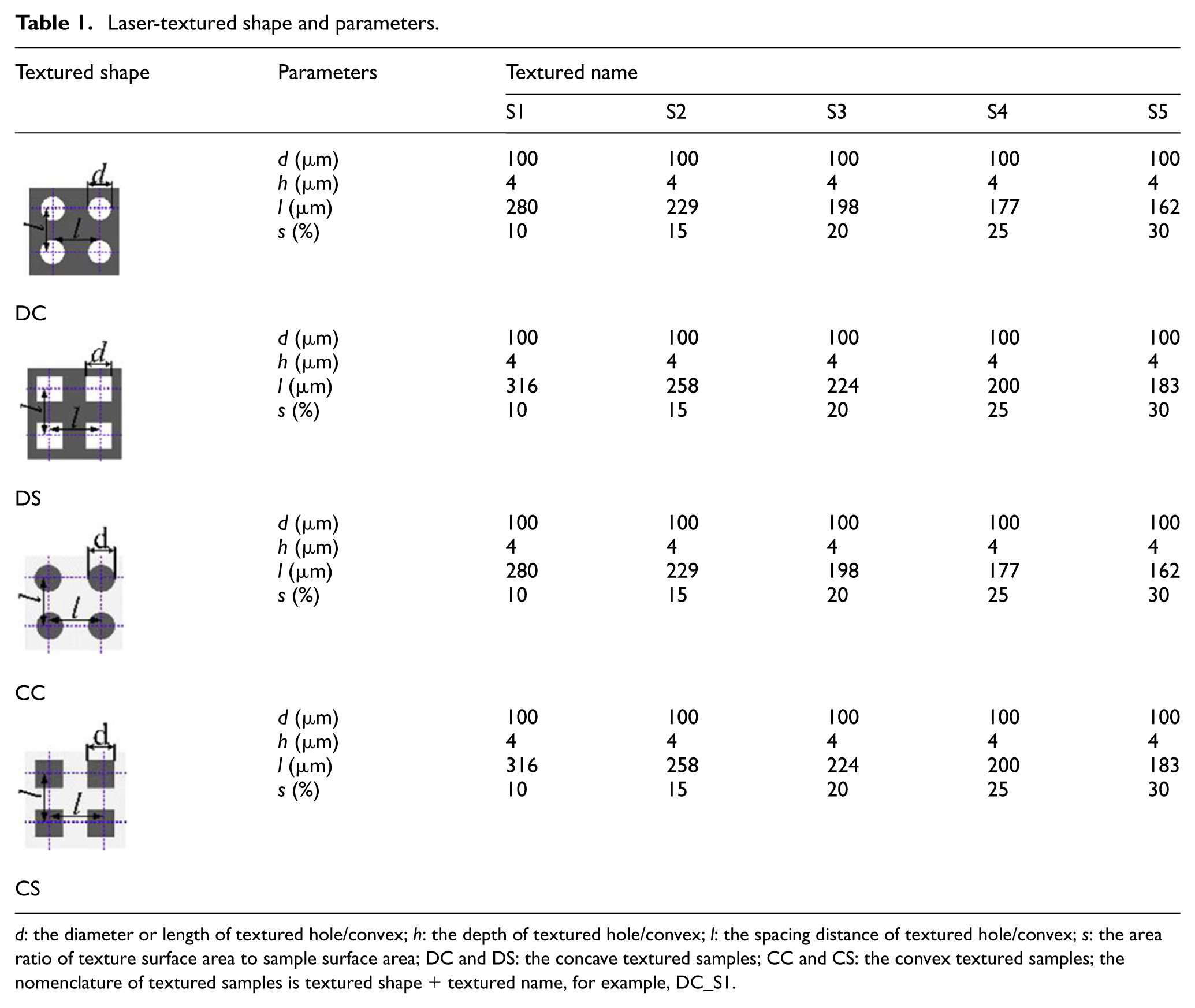
d: the diameter or length of textured hole/convex; h: the depth of textured hole/convex; l: the spacing distance of textured hole/convex; s: the area ratio of texture surface area to sample surface area; DC and DS: the concave textured samples; CC and CS: the convex textured samples; the nomenclature of textured samples is textured shape+textured name, for example, DC_S1.
Many burrs appeared near the edge of the textured holes due to the melting of the pulsed laser (Figure 2). Surface wettability and friction properties would be negatively affected by these asperities if they were not addressed. To eliminate these asperities, the textured surfaces of the samples were polished slightly with 2000# emery paper after laser texturing. Afterward, each sample was cleaned in an ultrasonic bath with acetone for 20 min to remove residual particles and dried at room temperature. The textured surfaces of cemented carbide were then observed under an optical microscope to ensure that no residual particles remained (Figure 3).
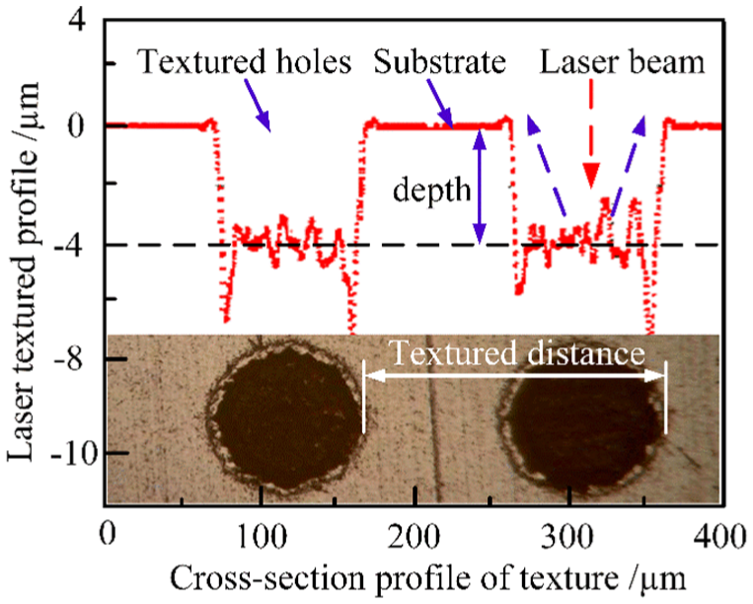
Textured surface profile of a cemented carbide sample.

Different texture types of cemented carbide samples (texture diameter/length of 100 µm, textured density of 20%): (a) circular dimples array, (b) 3D surface topography of circular dimples array, (c) square dimples array, (d) 3D surface topography of square dimples array, (e) circular convex array, (f) 3D surface topography of circular convex array, (g) square convex array, and (h) 3D surface topography of square convex array.
Surface wettability
To determine the effect of the textured sample surface on wettability, the contact angle (CA) was measured with a droplet angle measuring meter (SL200KS, Kenuo Industrial Co., Ltd., USA), the schematic of which is shown in Figure 4(a). The droplet angle measuring meter is equipped with an optical subsystem as well as a high-resolution camera to capture the profile of the pure liquid on the solid surface. A droplet (1.0 µL) of the dilute cutting fluid (the volume ratio of emulsified oil to water is 1:40) at an ambient temperature of 22°C was deposited on the textured sample surface through a fine needle. The outline of the droplets was recorded and analyzed with the single-circle fitting method (Figure 4(b)) from the instant of their deposition to 30 s. For each sample, the measurement was repeated three times in different locations. The average CA was then calculated and shown in Table 2.

(a) Schematic of droplet angle measuring meter and (b) schematic of single-circle-fitting method.
Contact angle of laser-textured surfaces.

DC and DS: the concave textured samples; CC and CS: the convex textured samples; CA: contact angle.
θw is the apparent CA of the cemented carbide surface.
Friction tests
Friction tests were conducted with a pin-on-disc reciprocating tribometer (Figure 5(a)), in which the friction coefficient was automatically recorded by a computer. The upper sample was an AISI 304 stainless steel ball with a diameter of 8 mm; it was loaded such that it reciprocated on the horizontal sample surface of the textured cemented carbide (YT 15) (Figure 5(b) and (c)). The dilute cutting fluid, which served as a lubricant at the ball–disc contact interface, was deposited on the textured sample surface through a fine needle. Friction tests were performed under the following operational conditions: interfacial normal load of 2 N, reciprocating velocity of 10 mm/s, sliding distance of 6 mm, room temperature of 22°C, and sliding time of 3000 s.

(a) Pin-on-disc reciprocating tribometer, (b) upper and down samples of tribopairs, and (c) schematic of load application.
Results and discussion
Influence of surface texturing on wettability
Wettability refers to the potential of a surface to interact with liquids; it is obviously affected by surface morphology. To determine the wettability of the textured cemented carbide surface, the CAs of the dilute cutting fluid on sample surfaces with four textured shapes were evaluated with a droplet angle measuring meter. The relationship curves between CA and textured area ratio and shape are shown in Figures 6 and 7, respectively.
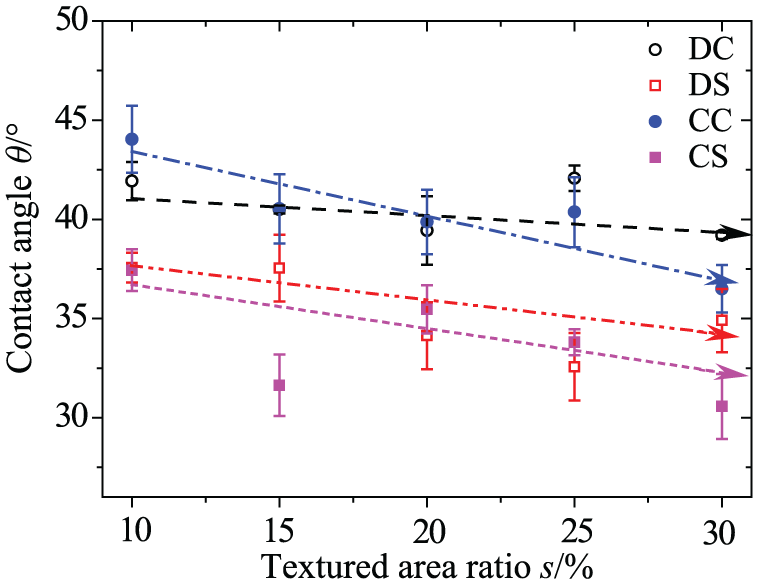
Relationship of contact angle with textured area ratio.
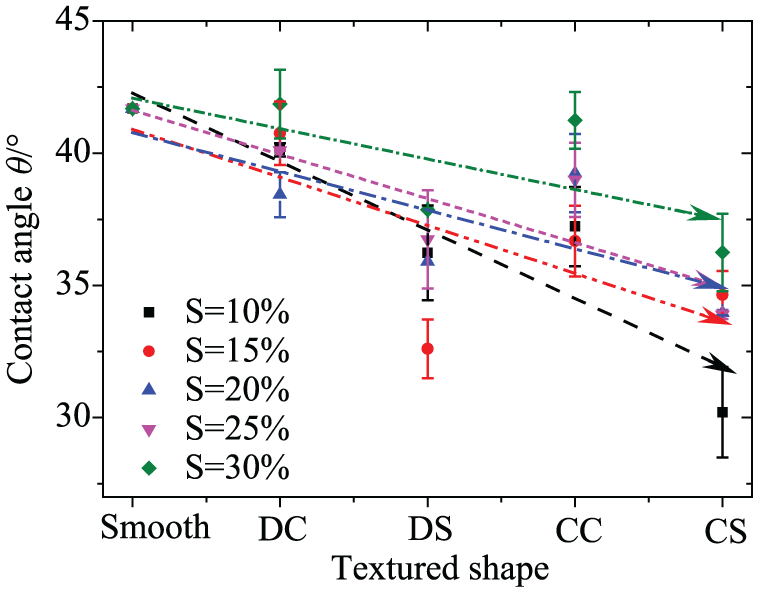
Relationship of contact angle with textured shape.
Figure 6 shows the correlation curve between the CAs of the cemented carbide surface and the textured area ratio of different textured shapes (circular, square-shaped dimples and circular, square-shaped convex). The CAs of the textured samples ranged from 30.6° to 44° and were mostly smaller than the intrinsic CA (42°). Wettability can be estimated by CA. A solid surface is defined as hydrophilic one when θ is between 0° and 90°, and greater than 90° is defined as hydrophobic surface. The CA of the solid surface is smaller, the wettability of the solid surface is stronger. These results indicate that hydrophilicity was enhanced by surface texturing. To analyze further the influence of surface texturing on wettability, the Wenzel 19 model was applied. The Wenzel model can be expressed as

where θw is the apparent CA of the cemented carbide surface, r is the roughness factor of the textured surface of cemented carbide, and θ is the intrinsic CA of cemented carbide surface.
According to the Wenzel model, the bigger the roughness factor r of the solid surface, the smaller the apparent CA. Surface texturing increased the roughness factor r of the cemented carbide surface, which made the hydrophilic surface increasingly hydrophilic. Therefore, the CAs of the textured samples were smaller than the intrinsic CA (42°). In addition, the wettability behaviors of the cemented carbide surface improved with the increase in the textured area ratio for all texture shapes (Figure 6). Evidently, the roughness factor r of the textured cemented carbide surface increased with the increase in the textured area ratio. Therefore, the wettability behaviors of the cemented carbide surface became increasingly hydrophilic with the increase in the textured area.
With regard to the textured shapes, the convex texture exhibited a more obvious effect on the wettability behavior of the cemented carbide surface than the dimple texture (Figures 6 and 7). This result indicates that the magnitude of controlling wettability differs with different textured shapes. For the textured surface with the same roughness factor, the magnitude of controlling wettability is strong for the convex texture and weak for the dimple texture.
All these results indicate that the wetting behavior of a cemented carbide surface can be modulated by laser surface texturing. In this study, different wettability surfaces (CA ranging from 30.6° to 44°) were obtained by laser texturing. Considering that wetting performance is directly related to the building and loading of lubrication that isolate the contact surfaces, the friction properties are affected by the surface morphology of cemented carbide.
Influence of wettability on the friction coefficient
Wettability produces a continuous fluid film capable of isolating and carrying loads between two sliding surfaces. Normally, the smaller the CA of a droplet on a sliding surfaces, the better the lubrication is and the lower the friction coefficient is. However, in several hydrophilic surfaces, a significantly high friction coefficient is developed at the sliding interface.14,20,21 To further clarify the correlation between surface wettability and friction properties in dilute cutting fluid, cemented carbide samples with different CAs and textured shapes were used in friction tests. The friction coefficient was automatically recorded by a computer (Figure 5). The experimental results are shown in Figure 8.

Correlation between contact angle and friction coefficient.
As shown in Figure 8, the variation in the friction coefficient was closely related to the CA of the cemented carbide surface. For the hydrophilic surface (CA ranging from 30.6° to 44°), the friction coefficient of the textured surface showed a decreasing trend with a decrease in CA for all four different types of textured surfaces. When CA of textured cemented carbide is 44°, the friction coefficient is 0.141. The friction coefficient is 0.117 when the CA of textured cemented carbide is 30.6°. Compared with the largest value of friction coefficient, a 17% decrease is obtained in friction coefficient with laser-textured method. The experimental results indicate that wettability of lubricant affects friction coefficient of cemented carbide surface. The decrease in the CA of the dilute cutting fluid improved the effect of fluid spreading and infiltration, which is beneficial in creating a tribofilm in the contact interface. To further clarify the correlation mechanism, the evolution of CA with textured cemented carbide surface is investigated (30 s spreading time) and plotted in Figure 9.

Evolution of contact angle of a droplet with time.
As shown in Figure 9, the CA of the droplet on the surfaces to be investigated all decrease linearly with spreading time after 5 s. It is worth noting that for different CAs of droplet on cemented carbide surface, the spreading rate with time is different. When the CA of the droplet on textured cemented carbide surface is 44°, the spreading rate (the ratio of delta CA to time after 5 s) is 0.1624 °/s. The spreading rate is 0.1791°/s when CA of textured cemented carbide surface is 37.5°. The increasing of spreading rate of CA indicates that the wettability of cemented carbide is improved by laser texturing which provides the fluid with enhanced ability to spread and therefore to thin itself across the solid surface. The more effective fluid-thinning process will lead to much more effective delivery of dilute cutting fluid down to the contact interface. 22 Thus, the change in the wettability behaviors of the cemented carbide surface affected the magnitude of lubricated film.
In addition, different lowering rates of the friction coefficient (averaged ratio of delta friction coefficient to delta CA) were observed for the different texture shapes as illustrate in Figure 8. For circular and square dimple–textured surfaces, the lowering rates of friction coefficient was 0.00409 /° and 0.00167 /° (Figure 8, curves (-○-) and (-□-)), respectively, but the lowering rates of friction coefficient was 0.00212 /° and 0.00125 /° for circular and square convex–textured surfaces (Figure 8, curves (-•-) and (-▪-)). It is worth noting that for different textured shape of cemented carbide surface, the lowering rates of friction coefficient are different. It is concluded that the textured shape on the cemented carbide surface exerts an effect on the friction coefficient. Among the four textured shapes, the circular dimple exhibits the best effect in decreasing of friction coefficient. Previous studies showing the ability of textures to store/provide lubricant helps to improve lubrication action which depends on the shape of surface texturing. 11 Therefore, the circular dimple texture shape runs the best ability to store/provide lubricant. The main reasons for the different lowering rates of the friction coefficient of the textured shapes are the difference in the magnitude of controlling wettability and storing/providing lubricant for the different textured shapes.
Influence of delta wettability on the friction coefficient
Considering that the hydrophilicity of contact surfaces affects the magnitude of continuous fluid film, which is important for interfacial friction coefficient, the correlation between delta wettability (Δθ = θwball–θwdisc) and the friction coefficient was investigated. The correlation curve between delta wettability (Δθ) and the friction coefficient is shown in Figure 10.

Correlation between delta wettability and the friction coefficient.
As shown in Figure 10, the variation in the friction coefficient is closely related to the delta wettability (Δθ) of the AISI 304 stainless ball (CA = 54°) and cemented carbide surface (CA is in the range of 30.6° to 44°) in this study. The increase in delta wettability (Δθ) and the friction coefficient of tribopairs decreased for all textured shapes. When the delta wettability (Δθ) of AISI 304 stainless ball and textured cemented carbide surface was 10°, the friction coefficient was 0.141. The friction coefficient was 0.1182 when the delta wettability (Δθ) of AISI 304 stainless ball (CA = 54°) and textured cemented carbide surface was 23.4°. There is a 16.2% decrease in friction coefficient when delta wettability increases from 10° to 23.4°. It was concluded that the increase in delta wettability (Δθ) decreases the friction coefficient of contact surfaces of AISI 304 stainless ball (CA = 54°) and textured cemented carbide. This is arguably a consequence of the high-viscosity layer, in which the polar molecules of the dilute cutting fluid were absorbed onto the hydrophilic surface in the contact region. 14 When relative slipping occurred, the viscous drag force of the high-viscosity layer make the friction coefficient higher. Changing the hydrophilicity of the contact surfaces with laser texturing method affects the magnitude of the viscosity of the high-viscosity layer. Therefore, with the decrease in delta wettability (Δθ), a higher friction coefficient is encountered.
In addition, different lowering rates of the friction coefficient are also observed for the different textured shapes (Figure 10). For circular and square dimple–textured surfaces, the lowering rates of friction coefficient was 0.00409 /° and 0.00167 /° (Figure 10, curves (-○-) and (-□-)), respectively, but the lowering rates of friction coefficient was 0.00212 /° and 0.00125 /° for circular and square convex textured surfaces (Figure 10, curves (-•-) and (-▪-)). Compared to Figure 8, the same lowering rates were found. According to the analysis in section “Influence of wettability on the friction coefficient,” it was concluded from the correlation of Figures 8 and 10 that the main reason for the different decreasing rates of the friction coefficient of textured shapes is the difference in the magnitude of controlling wettability and storing/providing lubricant for the different textured shapes.
Conclusion
A laser surface texturing approach was applied to cemented carbide surfaces for the modification of surface wettability. After modifying the laser method, different wettability values of cemented carbide surfaces (CA was in the range of 30.6°–44°) was obtained. In addition, the magnitude of controlling wettability differed for different textured shapes. The circular, square-shaped convex texture exhibited a more obvious effect than circular, square-shaped dimples texture.
For the hydrophilic contact surface in the dilute cutting fluid condition, a slight decrease in CA can decrease the friction coefficient of the contact interface. Different textured shapes have different lowering rates of the friction coefficient. Among the four textured shapes, the circular dimple exhibit the best effect at decreasing of friction coefficient. The main reason is that the circular dimple texture has the best ability to store/provide lubricant, than other contact interfaces.
A correlation exists between friction and delta wettability in this study. For the hydrophilic contact interface in the dilute cutting fluid condition, a slightly higher friction coefficient was developed in the contact region with the decrease in delta wettability. The main reason is that changing the hydrophilicity of the contact surfaces with the laser texturing method affects the magnitude of the viscosity in the high-viscosity layer. Therefore, with the decrease in delta wettability (Δθ), a higher friction coefficient is observed.
Footnotes
Handling Editor: Ismet Baran
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was supported by the National Natural Science Foundation of China (grant no. 51375132).