
Abstract
Nickel-based alloys are widely applied in the industry. It is important to think highly of production quality and speed. Nickel-based alloys have high strength, high heat resistance, and corrosion resistance. During the cutting process, these characteristics will bring a lot of processing problems such as surface roughness, machining efficiency, and tool wear. Therefore, through the composite concept, computer numerical controlled lathe with plasma welding machines to improve processing problems was combined. Plasma-assisted machining involves plasma heat source heating to the surface of the partial material before the cutting process. Partial material will increase the temperature to achieve heat-softening effect. This approach could reduce the hardness of material and help to conduct the cutting process with tools. The conventional machining was compared with plasma-assisted machining by experiment. Their different cutting speed, feed rate, cutting depth, and the current size were investigated. The result shows that plasma-assisted machining could reduce the cutting forces efficiently.
Introduction
Today, nickel-based superalloy has been applied to aerospace industry and national defense industry widely because of the excellent mechanical properties, fatigue resistivity, and corrosion resistivity under conditions of high temperature. However, many problems still exist in the machining process for the superalloy, including the large cutting force, critical work hardening, excessive high-temperature strengthening, fast cutter wear, worse surface accuracy, and high residual stress. Thus, the machining cost is raised significantly. 1 Based on the composite concept, one of the solutions is the integration of a plasma welding machine and a lathe machine (or a milling machine). Applying the heat source of plasma-assisted machining (PAM) to soften materials first will create an extremely short heating duration before the cutter reaches workpieces. During the extremely short heating duration, the workpiece will absorb heat to pre-heat the materials without melting and to reduce Young’s modulus of materials.
Recently, foreign scholars investigate heat-assisted machining by exploring the machining characteristics based on various heat sources, such as laser and plasma. There are many related literatures. YC Shin et al. 2 compared three technologies, traditional machining, laser machining, and PAM. They adopted an X-ray diffraction to measure the residual stress and analyzed the temperature distribution of heat conduction. The experiments indicated that both the laser and PAM provide great surface accuracy and removal rate for hard-to-machining materials.
LN López de Lacalle et al. 3 performed the plasma-assisted milling experiment for Inconel-718. The results showed that the cutting force can be reduced 25%, the lifetime of cutter can be extended about 100%, and the removal rate can be enhanced about 250%. It indicated that the preheating by an additional heat source leads significant influence for machining.
M Anderson et al. 4 investigated the laser-assisted machining for Inconcel-718 and then analyzed the machining cost. The results showed that the cutting force can be reduced 25%, surface roughness can be improved 2–3 times, and the lifetime of cutter can be extended 200%–300% if the removal temperature of materials is increased from the room temperature to 360°C.
YC Shin et al. 5 established a plasma heating–assisted system for lathe machines. First, the plasma heating is generated by the surface temperature through the numerical simulation and an infrared radiation thermometer. The results of numerical simulation and experiment are consistent. Then, the simulation analysis shows each operating parameter impacting the surface temperature. Finally, the operating conditions of PAM are corrected in accordance with the experimental results. Compared to the traditional machining, the PAM can reduce 30% cutting force and extend about 40% lifetime of cutter.
Theorem analysis and introduction
Plasma heating theorem
Plasma heating is the method for workpiece heating and melting by ejecting the superheated and high-speed gas stream electrolyzed through the electric arc discharge under the general atmosphere. Plasma, called the fourth state of matter, is composed of positively charged ions and negatively charged free electrons which are electrolyzed from gas atoms or molecules. Its positive and negative charges are equivalent, so that it is called Plasma.
Figure 1 shows the plasma heating. It adopts a direct current (DC) power supply for DC. The tungsten electrode connects to the negative electrode of the power supply, and a workpiece connects to the positive electrode. It generates electric arc through the high-frequency oscillation arc striking. Gas atoms and molecules flowing through the arc supported extremely high energy by the high temperature of arc. Gas around the arc is input successively, and the gas flow with high energy forms a casting to compress the electric arc to the central part for current density enhancement and the current temperature increase.
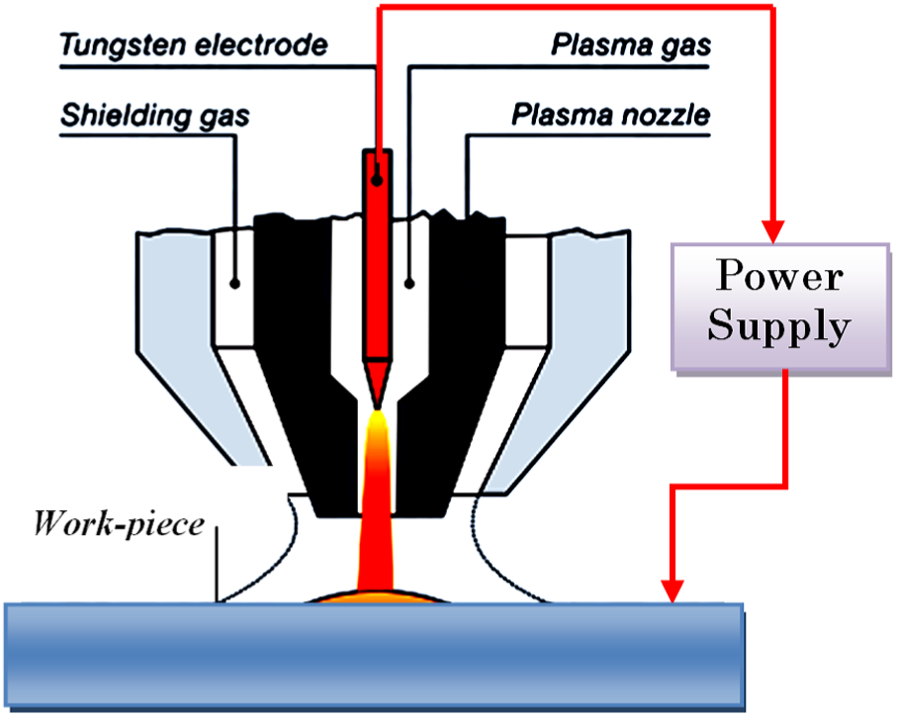
Plasma heating theory.
The extremely high energy density of PAM tool is caused by three kinds of effect:
Mechanical compression effect: to increase the energy density and temperature of arc column with the nozzle diameter.
Thermal compression effect: to enhance the current density and temperature again by injecting cool water into nozzle inside to reduce the temperature of nozzle inner wall.
Magnetic contraction effect: to reduce the cross section of arc and to increase the current density for arc stability since the arc current can be deemed as infinite current lines in the same direction and these lines are mutually attractive.
Based on the three kinds of effect, the cross section of plasma arc will be reduced so that the energy of plasma arc will be concentrated to increase the density up to 105–106 W/cm2 and the temperature to 10,000°C–20,000°C. Thus, the plasma gas, ejecting at a speed of 104–107 m/s, will create huge impact force. When the plasma gas reaches the surface of workpiece, a lot of heat will be released to heat the workpiece with extremely high temperature. 6
The plasma heat source will heat the cutting surface regularly and causes the thermal superposition effect. Assuming that the heat is uniform, the transient state of the machining process is analyzed. The power can be shown as the following equation 7

I is the current of PAM, V is the voltage of PAM, and η is the thermal efficiency of PAM.
Material behaviors of superalloy Inconel-718
The strengthening mechanism for nickel-based superalloy can be divided into austenitic-based solid solution strengthening, precipitation strengthening for γ′ and γ″, and grain boundary strengthening. 8
Austenitic-based solid solution strengthening: Inconel-718 alloy contains about 19% Cr and 3% Mo. Since the atomic volumes of Cr and Mo are both larger than those of Ni, the substitutional solid solution will be formed when Inconel-718 is solubilized in the base. Thus, the grain lattice of base will be distorted and the strain will be generated for strengthening.
Precipitation strengthening for γ′and γ″: Since both γ′ and γ″ are regular and coherent precipitates, in general, their strengthening effect is caused by the following: The reversed phase boundary and defect hardening in case the dislocation generates precipitates; Coherency strain as Figure 2; The climb or bypassing force generated by the dislocation over the precipitates to form the dislocation loop in case the volume of precipitates is large enough; The size or the volume percent of precipitates.
Grain boundary strengthening: The strengthening effect is generated by precipitating carbides at the grain boundary to block the grain boundary sliding. A small amount of boron (B) is segregated to the grain boundary to reduce the grain boundary diffusion. Also, the grain size and direction can be controlled for strengthening effect and mechanical properties. 9

Coherency strain generated by precipitates and base phase.
Cutting characteristics of superalloy Inconel-718
Generally, material cutting characteristics are influenced by many factors. In the modern cutting history, nickel-based alloy is categorized to a kind of hard-to-cutting materials. The major reasons are listed as follows.
Large work hardening
The strengthening mechanism for nickel-based superalloy keeps high mechanical strength under conditions of high temperature through the coherent precipitation strengthening of γ′ phase. (Both of γ′ and γ″ phases are face-centered cubic (FCC) with better ductility, and the difference between their lattice constant is about 1% only.) Moreover, nickel-based superalloy coheres to the base in case of the precipitation strengthening of γ′ and γ″ under conditions of the high temperature (650°C). Therefore, the flow stress is still high even though plastic deformation is higher. During the cutting process, the strain rate (γ ≈ 105) was extremely high and plastic deformation (γ = 2–5) was large in the shear zone. 10
Low heat transfer rate
Most of the heat generated by the nickel-based superalloy cutting is transmitted to the cutter instead of chips. 11 Also, the high yield stress and tensile strength of material make the cutter withstand the high temperature and high stress. It wears the cutter and may cause cutter tipping. Under conditions of high temperature, the affinity between the nickel-based superalloy and the materials of cutter is so high that the cutter wear becomes more critical, especially the inclined surface of cutter contacting with chips since the chips will pass into the cutter from the shear surface. Also, the high friction force and temperature on the inclined surface of cutter are very high so that Ni is easy to diffuse over the boundary of cutter adhesive (CO). 12 In case of the strength reduction caused by some changes, the cutter may break the machining process. In addition, the built-up edge on the cutter nose may often be generated during a machining process. The drop-out and re-generation of built-up edge lead to partial delamination of cutter, and then, the cutter undergoes passivation. Comparing to the machining for other iron-based alloy, the machining for the nickel-based superalloy centralized the cutting temperature and stress on the contact surface of the cutter and in front of the cutter as shown in Figure 3. If the cutting temperature and stress are too close to cutter edge, the cutter edge will suffer excessive transverse stress. In case of shorter contact length of chips and cutter, extreme load of cutter and high-temperature softening may cause the cutter chipping. Also, a great amount of carbide contained in the nickel-based superalloy may cause abration on cutter flank and face. 13

Temperature distribution of cutter during the cutting process of nickel-based superalloy.
Large cutting abrasion
In nickel-based superalloy, there are some hard particles of carbide such as MC, M6C, M7C3, and M23C6. They may cause the wear of cutter flank.
Principles of exponential smoothing
Exponential smoothing adopts full-time moving average method in time series for applications and predictions. The linear trend of time series can be analyzed and predicted by the single exponential smoothing. Moreover, the quadratic curved trend of time series can be operated by the cubic exponential smoothing. The principles of quadratic exponential smoothing are similar to those of the cubic one. The expressions of cubic exponential smoothing are listed as follows14,15

St is the exponential smoothing value of time t, Yt is the exponential actual value of time t, St−1 is the exponential smoothing value of time t − 1, α is the smoothing constant in [0,1], and
The trend prediction in exponential smoothing is the predicted value plus correction value. The prediction model of cubic exponential smoothing is listed as follows

where at, bt, and ct are the undetermined coefficients of exponential smoothing to solve. Through curve fitting, they can be shown as follows



Experimental equipment and method
The experiment focuses on the comparison of conventional machining (CM) and PAM. Figure 4 shows the experimental instrument layout. It processes the Inconel-718 machining based on various current intensity of plasma and observes the variation in cutting force impacted by the cutting speed, feed rate, and cutting depth. Also, it adopts a dynamometer to catch signals and analyzes and displays the cutting force on a computer. Figure 5 shows the experiment plan and the process of signal catching and measuring cutting force. The specifications of an experimental equipment are given in Tables 1 and 2.

Experiment instrument layout.

Experiment plan.
Mechanical specifications.

Plasma machine specifications.

Results and discussion
Impact of cutting speed on cutting force
For the CM, the cutting force is decreased with the increase in cutting speed V from 40 to 120 m/min as shown in Figure 6. The reason is that the increase in cutting speed causes the increase in cutting temperature, so that it is hard to remove the heat in the shear zone. Thus, the material strength and hardening are reduced and the chip distortion is enhanced. These effects contribute to the cutting.

Relationship of cutting speed and force.
Comparing to the conventional matching, the PAM provides smaller cutting force as shown in Figure 6 since it heats the workpiece partially before the chip formation to soften materials and to reduce the cutting force. However, the cutting force is increased with the increase in cutting speed. The reason is that the rotation speed of workpiece is increased so that the plasma heating time of cut area is decreased. Therefore, the increase in workpiece temperature is not much enough to soften materials sufficiently and to raise the cutting force.
Impact of feeding rate on cutting force
Fixing the cutting speed and depth, the cutting force of conventional matching is increased with the increase in feed rate as shown in Figure 7. It is caused by the raised cutting removal rate and the work hardening Inconel-718 material.

Relationship of feed rate and cutting force and force.
Comparing to the conventional matching, the PAM provides smaller cutting force since it heats the workpiece partially before the chip formation to soften materials and to reduce the cutting force. However, the cutting force is increased with the increase in feed rate. Both the plasma eject nozzle and cutter are fixed on the seat, and they moves synchronously so that the feed rate impacts the heating time of workpiece. In case of increase in feed rate, the materials in the cut area are not softened sufficiently so that the cutting force is raised.
Impact of cutting depth on processing
Under the same cutting conditions, the cutting force of conventional matching changes with cutting depth significantly as shown in Figure 8. If the cutting depth is deeper, the cutting force is larger. The reason is that the cutting removal rate is increased so that the contact area of the cutter on the workpiece is increased, and then, the cutting force is enhanced.
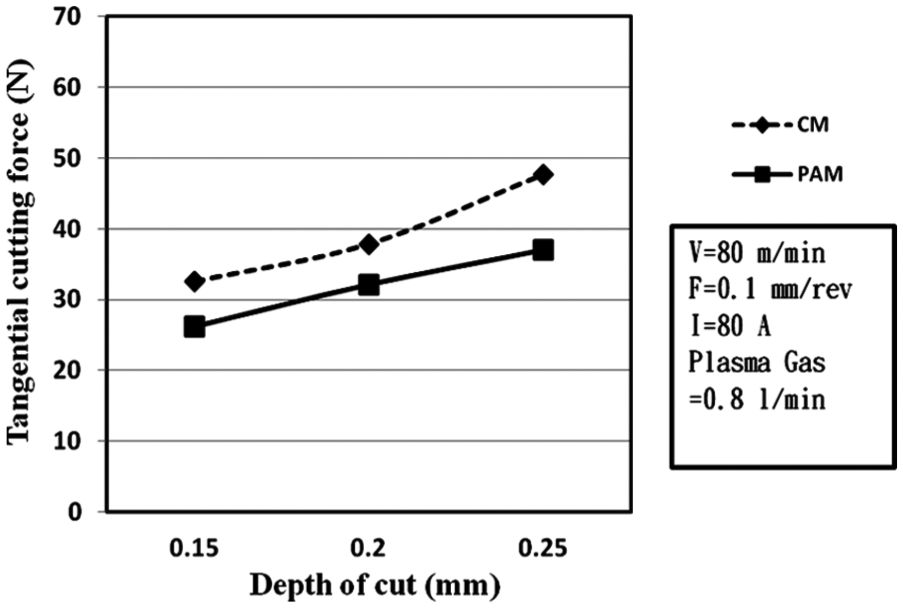
Relationship of cutting depth and force.
Similarly, the cutting force of PAM is also increased with the increase in cutting depth. If the cutting depth is increased, the contact area of cutter nose is farther away from the workpiece. It causes the materials under the workpiece surface to be heated less, and the material hardness is not reduced significantly. Therefore, the cutting resistance of cutter is raised, and the cutting force is increased.
Impact of electric current on cutting force
The experiment compares Inconel-718 super-alloy and SK tool steel under conditions of various current densities. When cutting Inconel-718 super-alloy material, cutting force is increased first and then decreased with the increase in current density as shown in Figure 9. When the current I is 20 A, the cutting force is raised to 37 N since a great amount of γ′ and γ″ phases in Inconel-718 super-alloy material causes the high-temperature strengthening and work hardening. 16 Sims 17 figured out that γ′ phase coheres to the base well under conditions of high temperature and causes higher flow stress so that the cutting force is increased. When the current is raised up to 40–100 A, the heat-softened area of workpiece is expanded and the temperature gradient is increased. Under conditions of other fixed machining factors, the temperature of materials within the cutting area is much higher and the material hardness is reduced more. Therefore, the cutter suffers lower resistance and needs to provide smaller cutting force.
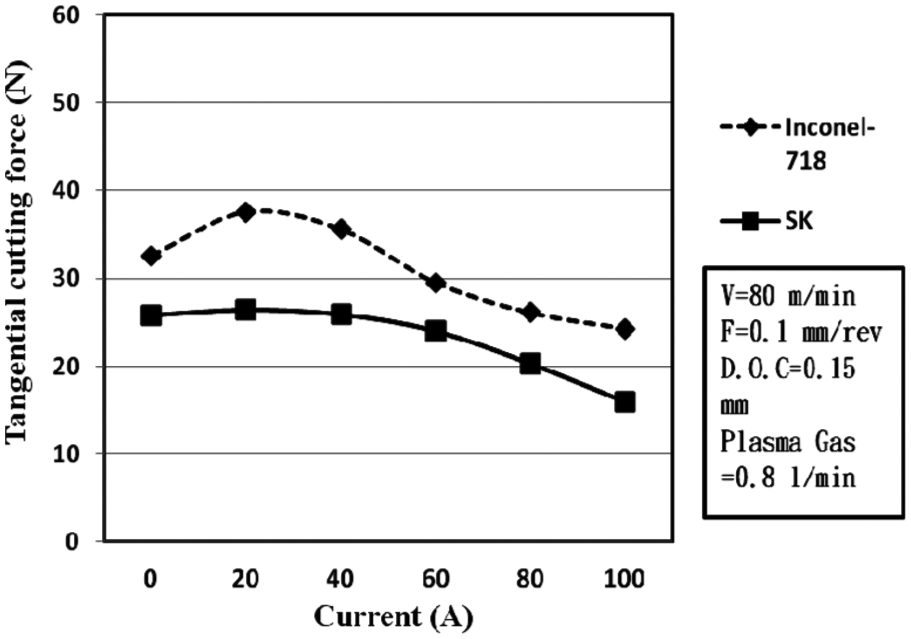
Relationship of current density and cutting force.
Figure 9 shows that the cutting force of SK tool steel is smaller than that of Inconel-718 superalloy. It is caused by the hardness of SK tool steel, HRC15, which is much smaller than that of Inconel-718, HRC42. In addition, SK tool steel cannot precipitate γ′ and γ″ phases; hence, it will not suffer work hardening and its hardness will not be increased with the increase in temperature under 650°C. Therefore, the larger current density causes smaller cutting force.
Establishment of exponential smoothing model
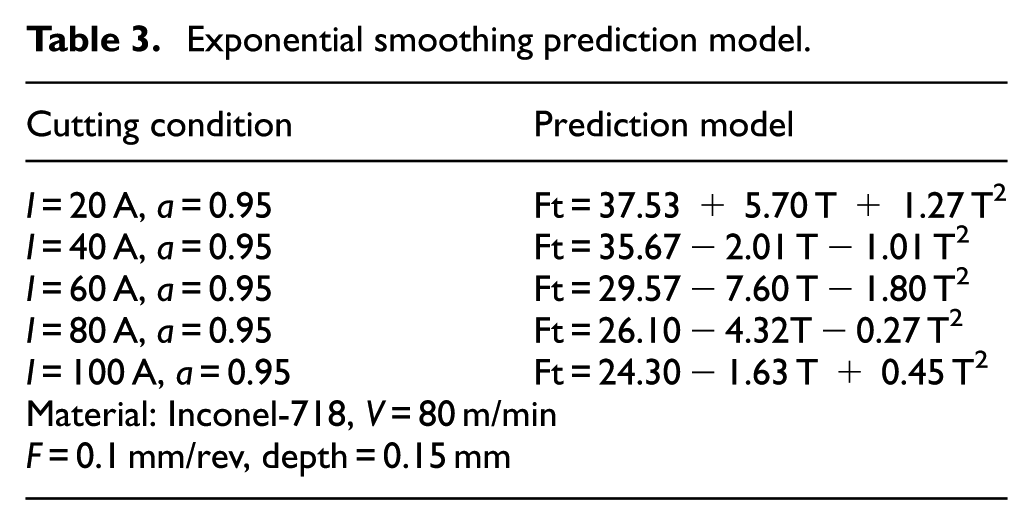
In this study, the exponential smoothing method is used to predict the cutting force. When the smoothing constant is closer to a = 1, the prediction accuracy is higher. In the prediction to the first exponential smoothing method is closest to the experimental value. As shown in Figure 10, the second and third exponential smoothing have large error, mainly due to the second exponential smoothing method for the first exponential smoothing method to superposition, so the error also caused the superposition. As shown in Table 3 for the cutting force prediction module, T is the current value.

Predictive analysis of cutting force and current (dp = 0.15 mm, F = 0.1 mm/rev, and α = 0.95).
Exponential smoothing prediction model.
Conclusion
Generally, the cutting force is decreased with the increase in cutting speed. The reason is that it is hard to remove the heat in the shear zone during the cutting. It causes the shear zone to become hotter, generates plastic deformation, softens materials, and reduces the cutting force. The cutting force of PAM is increased with the increase in cutting speed. The reason is that the rotation speed of workpiece is increased so that the plasma heating time of cut area is decreased. Therefore, the materials are not softened sufficiently so that the cutting force is raised. In addition, larger current density causes slower cutting speed and heats the workpiece surface more. They contribute to the cutting process. However, the larger current density and the slower cutting speed will cause material changes of workpiece. Then, the workpiece surface will become rougher.
Footnotes
Handling Editor: Artde Lin
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.