
Abstract
As the steam turbine rotor works in extreme conditions of high temperature, pressure, speed, and load, better material performance and machined surface quality are highly demanded. Fe-based superalloy is a kind of typical difficult-to-cut material that is widely used as steam turbine rotors, and cutting fluid is necessary during its machining process. However, many accidents occurred for the misuse of cutting fluids. The effect of cutting fluids on material characteristics and physical mechanical properties cannot be ignored. In this article, an experimental research was taken on the effect of cutting fluids on corrosion property and turning surface quality of a typical rotor material. Tafel curves, electrochemical impedance spectroscopy, surface morphology, and residual stress of machined surfaces were investigated. The results were explained integrating with physical and chemical properties of two cutting fluids. It indicated that the cutting fluid had an obvious effect on the corrosion property and machined surface quality of Fe-based superalloy. The material surface may be corroded after long-time exposure to cutting fluids. The lubricating property of cutting fluids has a great effect on surface morphology and residual stress, which may affect product lifetime and surface performance.
Keywords
Introduction
Compared to conventional supercritical steam turbines, ultra-supercritical (USC) steam turbines can reduce fuel consumption and greenhouse gas emissions. The steam conditions of USC steam turbines are up to 760°C and 35 MPa. 1 As a result, good surface quality and superior service performance are highly demanded for rotors of USC steam turbines. Fe-based superalloys are often used in producing USC steam turbine rotors for their excellent high-temperature resistance and corrosion resistance. During the machining process of Fe-based superalloys, a large amount of heat is generated that severely decreases machined surface quality and tool life. In this case, cutting fluids must be used.
Research of the mechanism of cutting fluids mainly focused on cooling and lubricating functions and penetration action.2–4 As the requirement of processing efficiency and environmental protection is getting higher, different application strategies of cutting fluids have been studied. Dry machining and minimum-quantity lubricant (MQL) machining have been developed to reduce cost and environmental impact. 5 Scholars from China 6 found that in rough machining, dry milling, and little-quantity lubricant (LQL) milling could decrease root mean square (RMS) value of vibration. In addition, high-pressure coolant assistance 7 and a pulse jet application of cutting fluids 8 have been investigated too. However, these new lubrication strategies might shorten tool life and increase cutting temperature. In recent years, nano-lubricant has been studied a lot. 9 H Wu et al. 10 studied the tribological behavior of TiO2 nano-additive water-based lubricants using a ball-on-disk tribometer. MK Dubey et al. 11 investigated the physical properties and tribological characteristics of polytetrafluoroethylene (PTFE)-based nano-lubricants. The performance of cutting fluids is mainly evaluated by surface quality and cutting property, such as cutting force, tool life, and surface roughness.12–15 The development of the green cutting fluids16–18 has also been studied a lot recent years.
Little research has been focused on the types and application strategies of cutting fluids on Fe-based superalloys. P Yan et al. 19 investigated the effect of cutting fluid on heat-resistant stainless steel. They found that cutting fluids may lead to Cr loss on the machined surface. Some researchers studied lubrication strategies of steels. Diniz and Ferreira 20 studied the flank wear in the hard turning of AISI 52100 steel using compressed air and the MQL system. Bruni et al. 21 investigated the finish turning process of AISI 420B in dry, wet, and MQL machining.
In factories, rotors will not be cleaned during the production process because the cutting fluids on the surface can prevent rotors from rusting. However, existing research of cutting fluids is mainly focusing on increasing productivity and reducing pollution. Little attention has been paid on the long-term corrosion properties of cutting fluids on materials. The research about how different cutting fluids affect the machined surface quality is very little too. Considering the harsh working condition of USC steam turbine rotors, the physical and chemical reactions between cutting fluids and material surface will get stronger. The two problems mentioned above must be studied.
The experiments in this research include three parts: electrochemical test, cutting fluid properties test, and turning test. The aim of this research is to study the corrosion action between cutting fluids and material surface and investigate how the physical and chemical properties of cutting fluids affect the machined surface quality of Fe-based superalloys. So that the effect of cutting fluids on product’s lifetime and service performance in the long term can be inferred.
Experimental procedures
Materials
30Cr2Ni4MoV is a kind of Fe-based superalloy that commonly used in producing turbine rotors. It has a good balance of strength, toughness, and wear resistance. 22 In this research, 30Cr2Ni4MoV and two kinds of cutting fluids: JC-6800EP and LEUCHSOL RGX were chosen to be studied. The chemical composition of 30Cr2Ni4MoV is given in Table 1. The hardness of the material is about 28.4 HRC, measured by TIME5351 Leeb hardness tester. Both of the two cutting fluids are widely used in machining Fe-based superalloy. The cutting fluid volume fraction is 5%.
Chemical composition of 30Cr2Ni4MoV (wt%).

Electrochemical test
The dimension of the specimens for electrochemical test was Φ10 mm × 5 mm. Each specimen was polished with polishing cloth and diamond paste. The specimens were immersed in two cutting fluids for 15, 30, and 45 days. Electrochemical impedance spectroscopy (EIS) measurements and potentiodynamic polarization measurements were conducted at EG&G Model 273A electrochemical workstation. The low-frequency EIS signal was provided by M5210 lock-in amplifier. The working electrode, the reference electrode (a calomel electrode), and a piece of platinum were put in a beaker during measurement process. The beaker was filled with 3.5 wt% NaCl solution. While doing the EIS measurements, the frequency range was covered from 100 kHz to 5 MHz. While doing the potentiodynamic polarization measurements, the potential of the electrode was swept at a rate of 2 mV/s from the initial potential of −250 mV to the final potential of 250 mV. To investigate the relationship between cutting fluids and the surface quality, the specimens’ surfaces were observed by scanning electron microscope (SEM) after electrochemical test.
Physical and chemical properties of cutting fluids
The cooling property and lubricating property of cutting fluids are difficult to measure directly, physical and chemical properties were used instead, including the viscosity, pH, cooling curve, friction coefficient, and surface tension. The viscosity of cutting fluids was measured by MCR301 rotational rheometer at a temperature of 25°C. MCR301 rotational rheometer uses a conical plate fixture system. Before measuring the viscosity, some cutting fluids were dropped on the plate. Then, the plate began to rotate under the drive of a permanent magnet DC motor. The rotation speed changed from low to high, then from high to low. The shear rates and shear stresses were measured and calculated to obtain the viscosity at different rotational speeds.
UMT-3 friction–abrasion testing machine was used to test the load-carrying capacity of cutting fluids according to National Standard GBT 3142. The friction pair of this test was formed by a ball made of YG6x and a disk made of 2Cr13. The cutting fluid to be measured was applied to the friction pair in the process of experiment. The temperature of the test was 40°C. The load was 100 N. The stroke was 1 mm. The sampling frequency was 20 Hz. The friction coefficient was calculated automatically. In this article, the friction coefficient was used as a measure of the lubricating property of cutting fluids.
Cutting fluids can take heat away from tools and materials by conduction, convection, and evaporation during cutting process. Therefore, it is not sufficient to evaluate the cooling property of cutting fluids merely by heat conductivity or specific heat capacity. In this article, cooling curve was obtained in accordance with the way heat transfer coefficient of quenching oil measured. The stainless steel was processed into specimens of Φ10 mm × 100 mm, and a hole of Φ2 mm × 70 mm was machined on the bottom surface. A K-type thermocouple was embedded in the hole. The specimens were heated to 800°C and held for several minutes. Then, the specimens were placed into cutting fluids quickly for measurement. When the temperature cooled to room temperature, the test ended.
Surface tension was measured by K-12 surface tension meter according to Wilhelmy plate method. A platinum sheet was hung on the electronic balance. The cutting fluid was put in a small beaker, and the beaker was placed on the platform. The platform was controlled by a motor and can be moved up and down. When measuring, the relaxed platinum sheet was immersed in the cutting fluid, then slowly pulled out. The size of the tension was measured by the electronic balance. The pH value was measured by pH meter. Each test was repeated three times and was averaged.
Turning test
The specimens were processed into cylinders of Φ27 mm × 60 mm. Turning test was conducted on CA6140 lathe. The tool selected was Kennametal SNMG 120408, which was a kind of unalloyed WC/Co fine-grain grade cemented carbide tool with a corner radius of 0.8 mm. The cutting speed was 100 mm/min, the cutting depth was 0.4 mm, and the feed rate was 0.08 mm/rev. In order to study the influence of cutting fluids on machined surface, single factor experiment was designed to study. The cutting parameters were fixed while the types of cutting fluids were changed. The two kinds of cutting fluids (5% volume fraction) were sprayed to the specimens while machining. The application method of cutting fluids was flood coolant using the cooling nozzle of CA6140. The ignition temperature of cutting fluids is 25°C. Each experimental condition was repeated three times. After the turning test, the machined surface was analyzed.
Surface analyses
The surface roughness and topography were measured by KEYENCE VK-X100 3D Laser Scanning Confocal Microscope after turning test. The tangential and axial residual stresses were measured by X-350A X-ray diffraction system. The diffraction angle was 135°. Six points were selected on both tangential and axial directions of specimens.
Results and discussion
Electrochemical tests
Considering the high temperature and high pressure during machining process of Fe-based superalloy and the harsh working environment of rotors, the corrosion behavior of materials caused by cutting fluids cannot be ignored. The aim of electrochemical test was to see whether cutting fluids will corrode the material surface and how fast the corrosion action might be.
Potentiodynamic polarization test
Figure 1 shows potentiodynamic polarization curves of specimens immersed in (a) JC-6800EP and (b) LEUCHSOL RGX for 0, 1, 15, 30, and 45 days. Self-corrosion current density

where a and b are constants, E is corrosion potential, and i is corrosion current density. Equation (1) is Tafel’s law.
23
Tafel’s law is used both on cathodic polarization curves and anodic polarization curves. The corresponding current density value of two lines’ intersection is

Polarization curves of specimens immersed in (a) JC-6800EP and (b) LEUCHSOL RGX for different days.
Parameters of Tafel’s law fitted from measured polarization curves for various immersion times in JC-6800EP and LEUCHSOL RGX.
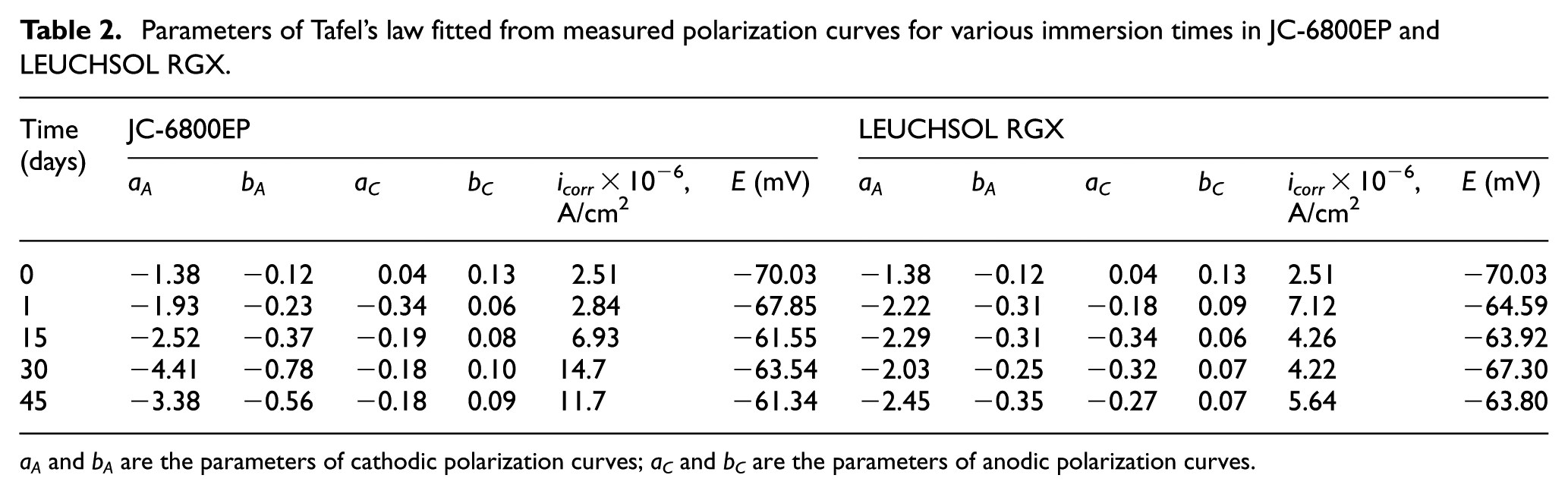
aA and bA are the parameters of cathodic polarization curves; aC and bC are the parameters of anodic polarization curves.
Self-corrosion current densities can represent corrosion rates. Figure 2 shows the variation of self-corrosion current densities. Apparently, the corrosion densities of specimens immersed in JC-6800EP were larger, which indicates JC-6800EP is more corrosive to 30Cr2Ni4MoV compared to LEUCHSOL RGX.

The variation of self-corrosion current densities of specimens immersed in LEUCHSOL RGX and JC-6800EP.
EIS
EIS measurements provide insights into corrosion process that occurs on the substrate surface. 24 Figure 3 shows Nyquist plots of the specimens immersed in cutting fluids for 0, 15, 30, and 45 days. The impedance spectra indicated a single semicircle in the first quartile (capacity loop). The diameter of the semicircle in the first quartile can be considered as a polarization resistance. 25 The diameter of capacity loop significantly increased after the specimens immersed in cutting fluids for 30 days. This indicated the increase in polarization resistance. An oxidation film might form on specimens’ surface that reduced corrosion. It should be noted that for the specimen immersed in JC-6800EP for 45 days, there was a low-frequency inductance loop on the Nyquist plot. CN Cao 26 suggested that a low-frequency inductance loop indicates the pitting induction period. During this period, unstable pitting occurred on the surface but still could not be observed. This explains why current densities of specimens immersed in JC-6800EP increased.

Nyquist plots of specimens immersed in (a) JC-6800EP and (b) LEUCHSOL RGX for 0, 15, 30, and 45 days.
Surface morphology
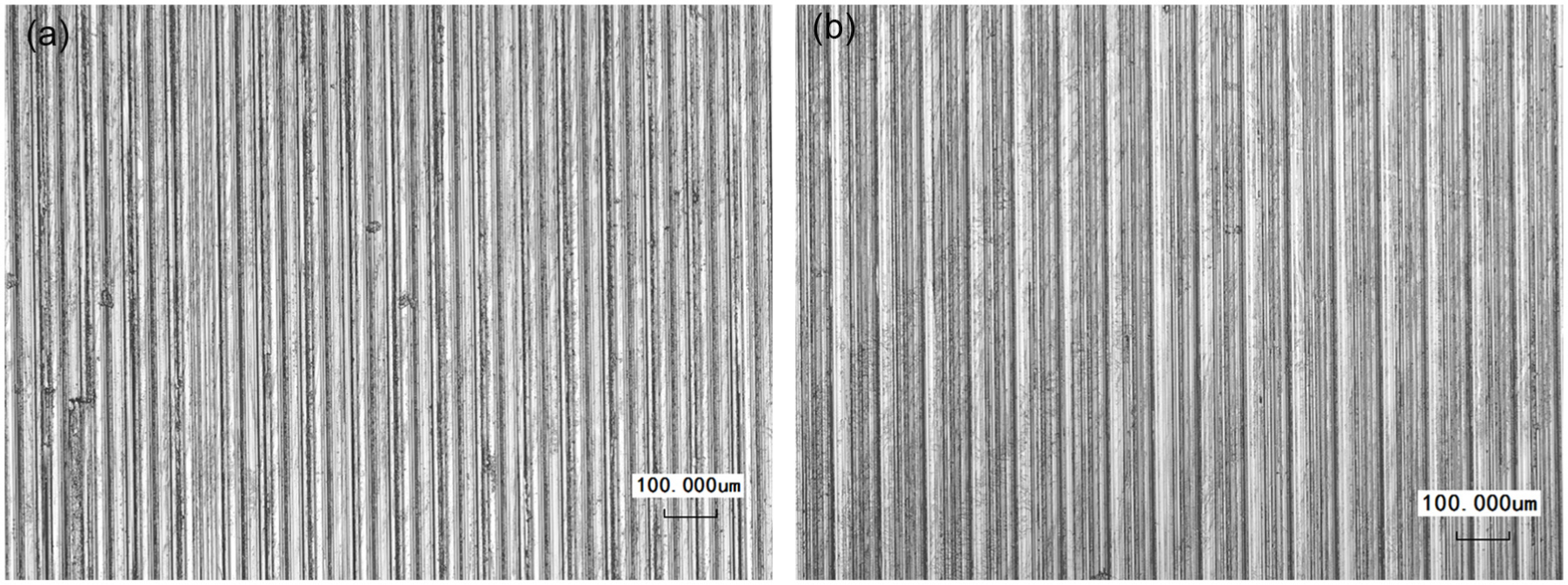
Before SEM images of surface were taken, the specimens were divided into two groups and were immersed in JC-6800EP and LEUCHSOL RGX for 45 days, respectively. The images are shown in Figure 4. The images were magnified 5000 times. No corrosion pits were found on the surface. The images matched EIS results very well.

SEM images of specimens immersed in (a) JC-6800EP and (b) LEUCHSOL RGX for 45 days.
Physical and chemical properties of cutting fluids
The physical and chemical properties of cutting fluids were tested to make a preliminary assessment on their cooling and lubricating properties. In this research, the viscosity, the friction coefficient, and the surface tension were measured to evaluate the lubricating property, and the cooling curve was used to evaluate the cooling property. The pH value has a great effect on the corrosivity of cutting fluids.
Viscosity
For comparison purposes, the viscosity values were averaged. The viscosity of LEUCHSOL RGX was
Viscosity has a significant effect on the lubrication performance and the penetration ability of cutting fluids. The lubrication performance gets better if the viscosity is higher 27 because the viscosity greatly affects the thickness of the lubricating film formed from cutting fluids during cutting process. However, if the viscosity is too high, the penetration ability of cutting fluids decreases, which means cutting fluids cannot form a lubricating form between tool and material rapidly. The result showed that the viscosity of both two cutting fluids was in an appropriate range, but the viscosity value of LEUCHSOL RGX was higher than JC-6800EP, which means the lubricating film formed from LEUCHSOL RGX had a better thickness. It can be inferred that LEUCHSOL RGX helps prolong the tool life.
Friction coefficient
The friction coefficient indicates the lubricating property of cutting fluids directly. Figure 5 shows the results of friction coefficient test. In the first 150 s of the test, the friction coefficient of LEUCHSOL RGX was slightly higher than JC-6800EP. This may be due to the different oil additives of the two cutting fluids. After 150 s, the friction coefficients of two cutting fluids were almost the same. The results showed that the ability of reducing friction for the two cutting fluids is relatively close.

The friction coefficient of JC-6800EP and LEUCHSOL RGX.
Cooling curve
Figure 6 shows the cooling curves of JC-6800EP and LEUCHSOL RGX. The difference between the two cutting fluids is not significant because both of them are water-based cutting fluids that contain 95% water. It is obvious that the cooling capacity of water was much better than these two cutting fluids. This result indicates that the composition of cutting fluids has little influence on its cooling property.

The cooling curve of JC-6800EP and LEUCHSOL RGX.
Surface tension
The surface tension can be considered as an indicator related to the permeability of cutting fluids. If the surface tension is relatively small, it is easy for cutting fluids to spread as an oil film on the interface of tool and workpiece. The surface tensions of JC-6800EP and LEUCHSOL RGX were 32.76 and 32.69 mN/m, respectively. The surface tension of water was measured for comparison. It was 73.57 mN/m. Both of the two cutting fluids had a relatively small surface tension compared to water because of the added surfactants. It means the ability of the two cutting fluids to spread and form an oil film is relatively close.
pH
pH is an indicator to evaluate the corrosive of cutting fluids. If the pH value is less than 7, the cutting fluid has a tendency to corrode Fe alloy. What is more, if the pH value of a cutting fluid is higher than 10, it may do harm to worker’s health. In accordance with ISO and GB standards, the range of cutting fluids pH value should be between 8.0 and 9.5. The pH values of JC-6800EP and LEUCHSOL RGX were 9.1 and 9, respectively.
The results of the physical and chemical properties of cutting fluids indicate that the cooling property and corrosive of the two cutting fluids are very close. From the perspective of lubricating performance, LEUCHSOL RGX has a higher viscosity than JC-6800EP, which can improve oil film strength and reduce the friction between tool and workpiece. Meanwhile, the tool wear can be reduced. The difference of the viscosity between two cutting fluids may lead to different machined surface qualities.
Turning test
The turning test was conducted to see whether different cutting fluids would have different effects on surface quality. The surface topography, surface roughness, and surface residual stress of specimens were tested after turning test.
The surface roughness of specimens processed with LEUCHSOL RGX and JC-6800EP was 1.417 and 1.443 μm, respectively. Although the roughness values were quite close, there were still some differences in surface topography. Figures 7 and 8 are the two-dimensional (2D) and three-dimensional (3D) surface topography of the turning specimens. The surface of the specimens processed with LEUCHSOL RGX was more smooth and clean. There was some avulsion on the surface of specimens processed with JC-6800EP, which might have a great impact on surface properties considering the harsh work environment of rotors.
The two-dimensional surface topography of the specimens processed with (a) JC-6800EP and (b) LEUCHSOL RGX.

The three-dimensional surface topography of the specimens processed with (a) JC-6800EP and (b) LEUCHSOL RGX.
The surface residual stresses were measured in tangential and axial directions after turning test. The results are shown in Figure 9. In the tangential direction, the residual stress of specimens processed with JC-6800EP was 132.2 MPa, while for the specimens processed with LEUCHSOL RGX the residual stress was −29.7 MPa. In the axial directions, the residual stress of specimens processed with JC-6800EP and LEUCHSOL RGX were 299.8 and 166.7 MPa, respectively. A positive value means residual tensile stress while a negative value means residual compressive stress.
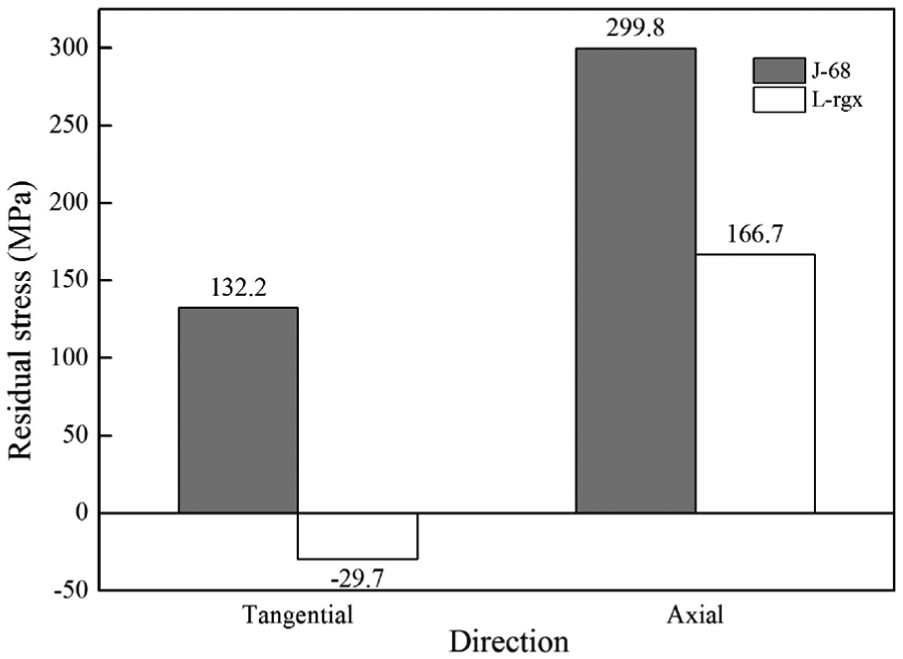
The residual stress in tangential direction and axial direction.
Surface residual stress is mainly composed of three parts: mechanical stress, thermal stress, and transformation stress. In this research, we mainly consider the first two parts. The extrusion and friction between the tool and the material will cause plastic deformation, which causes residual compressive stress on material surface. Heat generated during cutting process can cause plastic deformation that leads to residual tensile stress. It is an important part of surface residual stress that mainly influenced by cutting temperature. However, the physical and chemical properties tests showed that the cooling property of the two cutting fluids was similar, which means their ability to lower the temperature of cutting area was very close. So, in this research, the thermal stress caused by high cutting temperature was considered very similar under the two cooling conditions. The difference of the surface residual stress state should be caused by the lubricating property of cutting fluids. LEUCHSOL RGX had a better lubricating property than JC-6800EP that could reduce the friction between the tool and the workpiece more effectively. As a result, for LEUCHSOL RGX, the residual tensile stress caused by friction heat was less than JC-6800EP. Also, compared to JC-6800EP, LEUCHSOL RGX was more conducive to reduce the flank wear, so the flank face of the tool pushed the machined surface more sufficiently. Such kind of mechanical deformation could lead to the residual compressive stress. The final stress state of machined surface is synthetically decided by the above two factors. Usually, residual compressive stress can prolong material’s fatigue life and improve the performance, while the residual tensile stress reduces material strength and corrosion resistance. Obviously, the surface machined by LEUCHSOL RGX had a higher reliability.
From the results of turning test, it can be inferred that compared to JC-6800EP, LEUCHSOL RGX can reduce the flank wear and reduce the friction between tool and workpiece, and as a result improves the surface quality and surface residual stress state.
Electrochemical tests of this research were conducted under normal temperature and pressure, and the surface of specimens was polished to avoid the intensification of local chemical reactions caused by point discharge. The results of electrochemical test showed that JC-6800EP can lead to pitting corrosion on 30Cr2Ni4MoV surface. As is well known, chemical reactions will be intensified as the temperature and pressure increase. It can be inferred that the high temperature and high pressure during cutting process will increase the chemical reaction and adsorption reaction between cutting fluids and material surface. The surface after turning becomes rougher, which will also increase the chemical reaction.
Conclusion
The effect of cutting fluids on machined surface quality was studied in this research. The main conclusions are presented as follows:
Both JC-6800EP and LEUCHSOL RGX may corrode the surface. After 45 days of immersion in JC-6800EP, unstable pitting occurred on the surface of the specimens. The corrosion action on surface caused by LEUCHSOL RGX is slower and slighter.
LEUCHSOL RGX and JC-6800EP have similar cooling properties. LEUCHSOL RGX has a higher viscosity than JC-6800EP, which means a better lubrication property.
The surface processed with LEUCHSOL RGX had a better surface topography and residual stress state, but the roughness values were very close to the surface processed with JC-6800EP. For workpiece with high surface accuracy, it is not enough to evaluate the surface quality with only roughness. Surface topography should be taken into consideration.
From the results of experiments, it can be inferred that for cutting fluids, a good lubricating property can lower the surface residual tensile stress and results in a good surface morphology and further improves the product lifetime and service performance.
Footnotes
Handling Editor: Jining Sun
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by “National Natural Science Foundation of China (Grant Nos 51505034 and 51575305)” and “Basic Research Foundation of Beijing Institute of Technology (Grant No. 20150342006).”