
Abstract
A cumulative cutting blasting technology was used for cutting a 20-mm-thick steel plate for the demolition of a steel structure. The main factors affecting the outcome of this approach included the opening angle of the liner, the height, and the section form of the charge bed. Based on the theory of linear cumulative cutting, the liner cutter and cutting test were designed to blast the steel plate. The dynamics of the entire process were analyzed with numerical calculation, including jet formation, penetration of targets, and cutting processes. Each parameter of the cutter was analyzed and optimized. Finally, the liner cutter and cutting blasting technology were applied for the demolition of a steel structure arch bridge. The study results provided the theory as well as details of a successful application for the cumulative cutting blasting of large steel structures and other similar projects.
Introduction
The principles of cumulative blasting are well-known and have been used widely in the engineering blasting field, such as for oil perforator blasting, steel structure demolition, and marble cutting. For practical applications, the structural form and explosive type of the cumulative charge depends on engineering conditions, specific applications, and site conditions. Different charge structures result in considerable differences in cumulative effort, and different types of explosives result in different cumulative effects. If a cumulative blasting effect can be used to design different charge structure conditions and choose appropriate types of explosives for the demolition of large steel structures, it can not only shorten the project schedule and reduce the workload but also improve the safety and reliability of the blasting process.1–3
Advancements in cumulative cutting technology and explosive products have resulted in safe and effective measures for blasting demolitions of steel structures. This type of technology uses shaped charges to create a gap for severing a steel structure and using the resulting effect of the explosives on the rigid body to collapse the structure. Compared to cutters of different shapes, the use of linear cavity energy cutters has three advantages: simple design, an easy-to-control charge mass, and convenience of assembly.
A number of researches have been conducted in the field of cumulative cutting technology.4–8 For example, Park et al. 4 carried out the research on development of flexible linear-shaped charge (LSC). Bohanek et al. 5 presented experimental determination of the effect of a mass of explosive, liner material, and standoff distance on the penetration depth of the LSCs. Gao et al. 9 used the millisecond blasting scheme and the shaped cutting blasting scheme of main rebar of overpass bridge to control blasting vibration, blasting flying rock, bridge body shock vibration during blasting. Qi et al. 10 analyzed the relationship between blast load intensity and the length of the foam bar based on the simulation and found that the time of momentum transfer between the compacted foam bar and the protected structure is very short compared to the total time of the blast event, which causes force enhancement. Chen and Zhang 11 found that the maximal equivalent stress and strain increase positively with the particle peak velocity, structures have a danger frequency band, and structural damage increases with duration. Guo et al. 12 presented a roof weakening scheme of deep-hole cumulative blasting. According to the directional cut roof weakening principle under the effect of cumulative jet penetration, stress wave tension and explosive gas wedge, based on the analysis of cumulative blasting fracture initiation and extension conditions, and the blast hole parameters were optimized combined with field conditions. Even though the aforementioned researches enhance the knowledge of the linear cumulative cutting, the appropriate design and structure of the cavity effect cutter, the effects of the cutter, and the resulting force remain key problems in the demolition of steel structures. Satisfactory results can be obtained only by combining practical engineering conditions, theoretical calculations, and field tests.
Cumulative cutting blasting is an effective technique to dismantle steel structures, trusses, and other kinds of metal or non-metal structures with the advantages of safe, efficient, and highly controlled blasting. Much research and many tests have been conducted regarding cumulative cutting blasting.13–16 Park et al. 13 carried out the pre-weakening of explosive demolition of the cylindrical concrete silo structure, for the continuous concrete pouring structure without expansion joints, by overturning method and discussed the design or operation methods of pre-weakening for the blast demolition. Based on the result of investigation, Lim 14 carried out an analytical approach to describe the unique liner motion of LSC upon detonation. Subsequent modification of the original Birkhoff theory is addressed in order to build a steady state analytical equation of motion of LSCs liner based on the Taylor turning angle. 15 Kleiser and Lambert 16 explored various confinement conditions to induce non-concentric liner collapse conditions and produce planar jet structures. Especially symmetric, but non-uniform confinement produced two-dimensional (2D) “spreading jets” that have utility in cutting metal plates, pipe cutting, demolition and/or demilitarization of outdated or hazardous ordnance scenarios. The integrated approach of numerical modeling and experimental validation resulted in a higher fidelity insight into the complex jetting mechanism for improved future designs. However, the material of the cutter cited in the studies is variable and may be custom-made or non-standard, which hinders the application and development of cutting blasting technology.
Depending on the particularities of the explosive cumulative effect, experimental studies and numerical calculations are effective means to determine appropriate materials and parameters. The penetrating effect of the shaped charge can be determined by tests from macro master, while numerical calculations can provide further details regarding the penetration of the micro-cavity. Using reference materials, tests, and validations, a theoretical basis for ideal cutter and blast results can be established, providing increased safety of the blasting operation.
In the investigation of cumulative blasting, research has focused on the cutter, its penetrating effect, and the reduction of harmful effects. 17 In this study, linear cavity energy cutting will be determined using relevant theoretical calculations and cutting tests. Each parameter related to the cutter will be analyzed and optimized using experiments. Finally, the liner cutter and cutting blasting technology are applied in practice in the demolition of a steel structure arch bridge.
Theory of linear cumulative cutting
The energy of detonation gas consists of two parts: the airflow potential energy and the kinetic energy. 18 The degree of energy concentration is determined by the energy per unit volume, which is the energy density E. Energy density can be expressed by the following formula

where P, ρ, and u represent pressure, density, and particle velocity, respectively, of the detonation products of the wave front; and n is the multi index. Usually, n = 3 is used to estimate the detonation parameters of the condensed explosives; therefore, P = ρ0D2/4, ρ= 4ρ0/3, and u = D/4. Thus, equation (1) can be rewritten as

where ρ0 and D are the explosive filling density and detonation velocity, respectively.
It can be seen from equation (2) that the first term is the potential energy and the second is the kinetic energy. The fill density of the cumulative blasting charge bed is higher than 1.6 g/cm. 3 At this moment, the potential energy accounts for more than 80% and the kinetic energy for less than 20% in the energy density of the detonation gas products. In addition, the greater the density of the charge bed, the higher the proportion of potential energy. Therefore, it is of importance to design an appropriate form for the explosive bed. During the explosion process, the potential energy of the detonation gas products should contain as much as possible to promote the formation and development of high-density energy flow.
Based on the above principle of shaped charges, a linear-shaped charge cutter, composed of a shaped charge and a metal medicine type cover, was created (Figure 1). After blasting, hundreds of thousands of atmospheric pressure would affect the charge cover, crushing the charge cover due to the high-speed collision in the symmetry plane of the charge cover. Near the inner wall of the metal on the symmetry plane, a blade-shaped metal jet with high temperature, high pressure, and high energy density (commonly known as cumulative blade) is formed, penetrating and cutting the target.

Cumulative-shaped cutter loading plan.
The design, test, numeral calculation, and application of the LSC cutter
The design of the LSC cutter
A cutter with a “V”-type slot in a long cylinder charge structure was selected for this study. The shaped charge has a symmetric plane, which can form a shaped jet to implement the linear cutting effect. The structure is shown in Figure 2.
The arrangement of explosives in the cumulative cutter.
The cylindrical structure has a relatively small charge, good energy concentration, and allows for easy installation. Because the cutter shell is made of paper material, the harmfulness of potential projectiles is reduced.
The maximum cutting thickness of the steel structure determines the cutter’s diameter, and based on the maximum thickness of 20 mm, a diameter of 40 mm was chosen for the cutter’s design. The cutter’s length depends on the width of the demolition, and considering the general conditions of a steel skeleton, the length was designed for 100 mm. If the discrepancies are large, the site can be adjusted accordingly.
The liner material needs to have great density, high plasticity, and no vaporization in the process of jet formation. Based on material requirements and engineering experience, a 1-mm-thick sheet of copper plate was selected as the liner, forming a “V”-shaped cover. A commonly used value for the cover’s opening angle is between 60° and 110°. For ease of construction, a 90° angle was used.
The charge bed represents the energy for cutting and penetrating the target structures, and according to the theory of shaped blasting, the cutter charge bed must be of high density, create high detonation velocity for the high-energy explosives, and be able to increase the density of the explosive packing of the bed. Other factors of consideration are the choice and cost of the explosives, the processing technology, and other factors. Based on experience and various experiments, trinitrotoluene (TNT) and pentaerythritol tetranitrate (PENT) were chosen for the main charge of the linear cutter charge bed. According to the TNT:PENT = 3:2 ratio of molten mixed loading, a linear cutter was cast with a solid propellant bed, and its thermodynamic parameters are shown in Table 1.
Thermodynamic parameters of cutter charge bed.

TNT: trinitrotoluene; PENT: pentaerythritol tetranitrate.
The cutter uses the method of initiation at one end. A 100-mm detonating cord was used for the cutter and half of which was be buried in the tubular charge bed, the other half left outside the cutter (such as Figure 2). After the cutter installation, the detonating cord and detonator were taped together, and it was detonated.
Test of steel plate cutting
A 2-cm-thick steel plate was chosen for the cutting experiment with a well-designed linear cutter. The cutter was placed on the steel with a zero burst height and incision direction consistent with the longitudinal direction of the cutter, as shown in Figure 3. To prevent dislocation of the cutter by accident, the adhesive tape or cord was used to fasten it to the steel. In order to reduce noise and limit the shock wave produced by blasting after impact, a flexible protective layer was used to protect the cutter.

Cumulative cutting test: (a) the placement of the cutter and (b) the effect of cutting steel.
To test the performance of the cutter, three groups of comparative tests were conducted as follows: (1) opening angle of the shaped charge cover: 60° and 90° angles were tested to analyze the effect of opening angle on the cutting results, (2) standoff distance of cutter: 0- and 1-cm standoff distances were used to compare their effects on the cutting results, and (3) cross section of cutter: two kinds of cross section (i.e. V-shaped cross section and circular cross section (Figure 4)) were tested to investigate the effect of cross section on the cutting results.
Two types of cross sections of the cutter: (a) circular arc section and (b) V section.
In addition, two thicknesses of the steel plate cutter design were tested (Figure 5): (1) a thickness of the steel plate of 2 and 4 cm and (2) a thickness of the steel plate of 1 and 2 cm.

Different steel thicknesses for the cutting test: (a) the effect of cutting a steel plate of 2 cm and (b) the effect of cutting a steel plate of 4 cm.
The numerical calculation of the shaped charge for the cutting process
Based on the characteristics of linear explosive cutter devices and the symmetric properties of the charging structure, a three-dimensional (3D) structure was simply transformed into a 2D structure to analyze and solve the equations. The non-linear dynamic analysis software AUTODYN-2D was selected to simulate the entire dynamic process of the jet forming and broadening until final penetration. When the model was established, the displacements of the nodes in the section were normalized, that is, the displacements were allowed in the X- and Y-directions and were not allowed to be generated in the Z-directions. Cutter explosive detonated from the endpoint (Figure 2). Initiation of explosives is the initial condition of numerical simulation, controlled by the initiation time. The nodes at the simulation boundary were free nodes, and the simulated boundary was a free boundary.
Geometry model
As shown in Figure 6, the filled part is not stable for cutting the 20-mm steel plate with two different cutters. The amount of explosive for the steel plate with the V cross section was less than that for the steel plate with the circular cross section. The V-shaped cross section cutter worked satisfactorily in the penetration tests, and there were no failed explosives. The V-shaped cross section cutter is used widely in cumulative blasting, which was the reason it was chosen for this study. The geometric parameters of the cutter’s structure are shown in Figure 7.

The cross section of the cutter bed: (a) circular arc section and (b) V section.

The shape of the linear-shaped charge cutter.
Equation of materials state
The constitutive Johnson–Cook model was used to simulate the material strength properties related to large strains, high strain rate, and high temperature, which may occur in this type of high-speed impact and detonation shock load.14,17 The yield stress Y of the model is defined as

where εp,
The first set of parentheses in the expression yields the functional relationship of stress and strain, when
The Jones–Wilkins–Lee (JWL) equation of state is defined as a function of relative pressure, volume, and internal energy.18–20 The equation of state is used to determine the pressure of high-explosive detonation products

where A, B, R1, R2, and ω are parameters of state equation; and e is the internal energy of the explosive.
In many cases, especially when the material is liquid or solid, the effect of entropy changes is negligible; therefore, pressure p can be considered only as the function of density (or volume)

where μ=ρ/ρ0−1, and K is the bulk modulus of the material.
For most solids and many liquids, when the pressure exceeds a certain range, an equation of state based on the shock Hugoniot Mie–Gruneisen form can be established

where Γρ = Γ0ρ0 = cont, pH = ρ0c02μ(1+μ)/[1−(s−1)μ]2, and eH = pHμ/2ρ0(1+μ).
The cutter shell with the same material as a medicine cover was selected for easy modeling. Figure 8 shows the generation of the numerical model and the mesh. The non-decile grid was adopted for meshing. A larger grid density of the material filling areas ensured the mesh density was larger in the position near the symmetry center and the liner so that the material was able to fill the area up to the boundary.

The calculation of the model and the division: (a) numerical model and (b) mesh generation.
Results and discussion
Experiment
Figure 4 shows the effects of the linear-shaped charge cutter test. According to the picture above, the target plate was severed completely, and the expected effect was achieved. The linear-shaped charge cutter designed specifically for this test met the engineering requirements, simplifying production and installation requirements.
With the same burst height, the 2-cm-thick steel plate was cut smoothly using cutters with 90° or 60° angles, but the notch width was larger using the 90° angle. The cutter with a 90° angle produced a knife-shaped jet thicker than the cutter with the 60° angle, and the corresponding notch width was larger.
The effects of the test cutting were ideal when burst height was 0 or 1 cm. There was a small difference in the flatness of the incisions, with a rougher groove for of the 0-cm burst height than for the 1-cm height. Otherwise, no perceptible differences were observed.
The required amount of explosives for the cutter decreased slightly for the V-shaped cross section, but there was no difference in cutting effect between the cutter with the V-shaped cross section and the one with the circular cross section. The quality of penetration was not affected by a decrease in the amount of the charge. This indicated that there was an amount of failed explosives for the cutter with the circular cross section (determined by testing two kinds of cross sections, as shown in Figure 4). Although there was a small amount of failed explosive in the cutter with the circular cross section, the blasting noise and shock effect observed at the test location did not indicate this. Compared to the advantages of easy fabrication and convenient installation of the cutter with the circular cross section, the disadvantages of failed explosives can be ignored.
Numerical calculations
After the blasting test, the entire process (including jet formation, penetration, and cutting of the steel plate) was further investigated using the numerical simulations. The basic algorithm used in the numerical simulation is the Euler type algorithm, the main charge, the drug cover (including the shell), and the steel component target are Euler type materials. The basic material parameters and material model used in the model are shown in Table 2. Charge with the R825 explosive is similar to the Oakton child explosives with the detonation rate of 8480 m/s. The shell and shell material are lead alloy, the shell thickness is 2.05 mm, the thickness of the drug cover is 1.76 mm, and the medicinal angle is 90°. The target plate is a steel plate with an elastic modulus E of 204 GPa. The fried high set to be 10 mm.
Material model and basic parameters used in numerical simulation.

JWL: Jones–Wilkins–Lee.
Figure 9 displays the comparison of cutting results between the experiment and the numerical simulations. As shown in this figure, with the same linear-shaped charge cutters, the 4.0-cm-thick steel plate could not be penetrated (Figure 9(a)), while the 2.0-cm-thick steel plate was completely penetrated (Figure 9(b)). That is to say, this linear-shaped charge cutter is suitable for cutting the 2.0-cm-thick steel plate. With the careful selection of computing variables, the numerical simulation is capable to reproduce the cutting effect, in which the steel plate was also penetrated (Figure 9(c)). Therefore, this numerical simulation system could be used to further investigate the cutting effect of linear cumulative cutting technology.
Comparison of cutting results between the experiment and the numerical simulation: (a) 4.0-cm-thick steel plate, (b) 2.0-cm-thick steel plate, and (c) numerical simulation.
Figure 10 displays the distribution of detonation pressure of the cutter at different times based on the numerical simulation. The results indicate a detonation pressure profile from 1.02 to 3.01 μs, which will form a metal jet.

The distribution of detonation pressure at different times.
The distribution of detonation pressure at three different times of jet formation is shown in Figure 11(a). The detonation wave spread along the wings of the cutter when t = 1.5 μs. When t = 8 μs, the detonation wave has spread to both sides of the bed wing tips. Under the high pressure of the gas generated by the explosion and the detonation pressure, the liner was crushed up to the symmetric center, and the jet’s head begins to form. As the jet grows over time, detonation gases burst rapidly through cracks in the liner. The liner material is engulfed up to the symmetric center, and increasing amounts of material form the jet. The jet is formed completely at t = 12 μs, when the jet breaks away from the liner and ejects forward. The jet’s head was not stretched long and thin, while the following slug was longer in comparison.

The numerical simulation of cumulative cutting: (a) the process of jet formation, (b) the process of jet penetration of the steel plate, and (c) the process of the jet cutting the steel plate.
The processes of the jet penetrating and cutting the steel plates at different times are shown in Figure 11(b) and (c), respectively. The linear-shaped charge cutter formed a knife-like metal jet, with a deposition rate that was relatively large for a jet with a thin and small velocity gradient. The deposition amount was significantly larger, and the successor of jet and slug would result in significant cutting action on the penetration of the metal target in the initial phases. The head speed was 3126 m/s before the jet penetrated the plate; when t = 13 μs, the jet was in the open pit phase of penetrating the steel plate, and the head speed was 2696 m/s. The obstruction of the steel plate encountered by the jet was apparent. When t = 20 μs, jet in associate set invasion fletcher plate stage, and its head speed was 2655 m/s. The obstruction by the steel plate was not significant, and the kinetic of the jet decreased. When t = 28 μs, the jet had penetrated to the back of the plate, and its head speed was 2533 m/s. At this time, the jet entered the stage of plugging, and the jet exited the pore at steady speed. The residue near the penetration hole broke from the plate due to inertia. At this point, the cumulative cutter completed the process of penetration and cut the steel plate. When the process of penetration was completed, the jet’s head retained its speed. This indicated that the penetration energy was still excessive and that the linear-shaped charge cutters were able to complete severing the target plate. Results indicated that the linear-shaped charge cutters could be used in the intended application.
Application of cumulative cutter
The application project
The Qinghemen steel arch bridge was built in the 1980s. Due to frequent overloads and obvious cracks, the bridge has been identified as dangerous and in need of dismantling. The bridge includes three arches, with a larger middle arch and two symmetrical side arches. The whole bridge is 234.4-m long and 12-m wide. The upper structure is a variable cross section catenary thin-wall arch without a hinged joint, and the lower structure consists of embedded gravity-type-reinforced concrete piers. The center net span is 120 m, the vector arch ratio is 1:5, and the vector height is 24 m. The side arch net span is 50 m, the vector arch ratio is 1:6, and the vector height is 8.3 m.
Cutting blasting scheme
Considering the load-bearing characteristics and working conditions, a portion of the steel structure on the steel arch bridge consisting of both sides of the base of the main arch was to be severed, and both of the bases of the side arches required artificial pretreatment of the concrete during the blasting process (Figure 12).

The plan for blasting demolition of a steel arch bridge.
The steel chassis of this bridge was composed of angle steel and channel steel. The vertical member specifications, chord member, diagonal web member, and lateral lattice board were 80 × 40 × 5 mm, 100 × 100 × 12 mm, 75 × 75 × 8 mm, and 50 × 50 × 4 mm, respectively. The LSC cutter was affixed on the steel along a transverse position. The steel skeleton structure and cutter layout are shown in Figure 13.
The arrangement of the shaped charge.
The application
Prior to the actual blasting process, the explosion was tested at another location. Care was taken regarding appropriate amounts of explosives and shielding, and the charge was ignited. The design and calculations of the linear cutter were based on a target that was 20-mm thick; however, most of the components were actually less than 20 mm. The result indicated that the amount of the charge was too large for some parts of the structure, and the shock wave and vibration were significant in the test. According to the cutting size of the member, the amount of explosive was adjusted based on the cutting size of the component, and the weak shielding was strengthened based on the test. The final results indicated that the blasting effect was ideal. There were no harmful results to surrounding buildings and facilities, and the seisesthesia was slight. The blasting achieved the expected purpose. The process of cutting blasting the steel arch bridge is presented in Figure 14.

The process of blasting demolition of the steel arch bridge: (a) explosion of charges, (b) bridge is cut, (c) the moment of bridge collapse, and (d) the moment of bridge touchdown.
Figure 15 shows the collapse of the steel structure bridge after blasting, and the predetermined direction and scope of collapse. The field application also confirms that the linear-shaped charge cutter is easy to install and is appropriate to use in foundations of a blasting network. In addition, this method has many advantages for blasting demolition, such as short duration, high efficiency, and safety, and the process is suitable for the removal of steel structures and other similar structures.
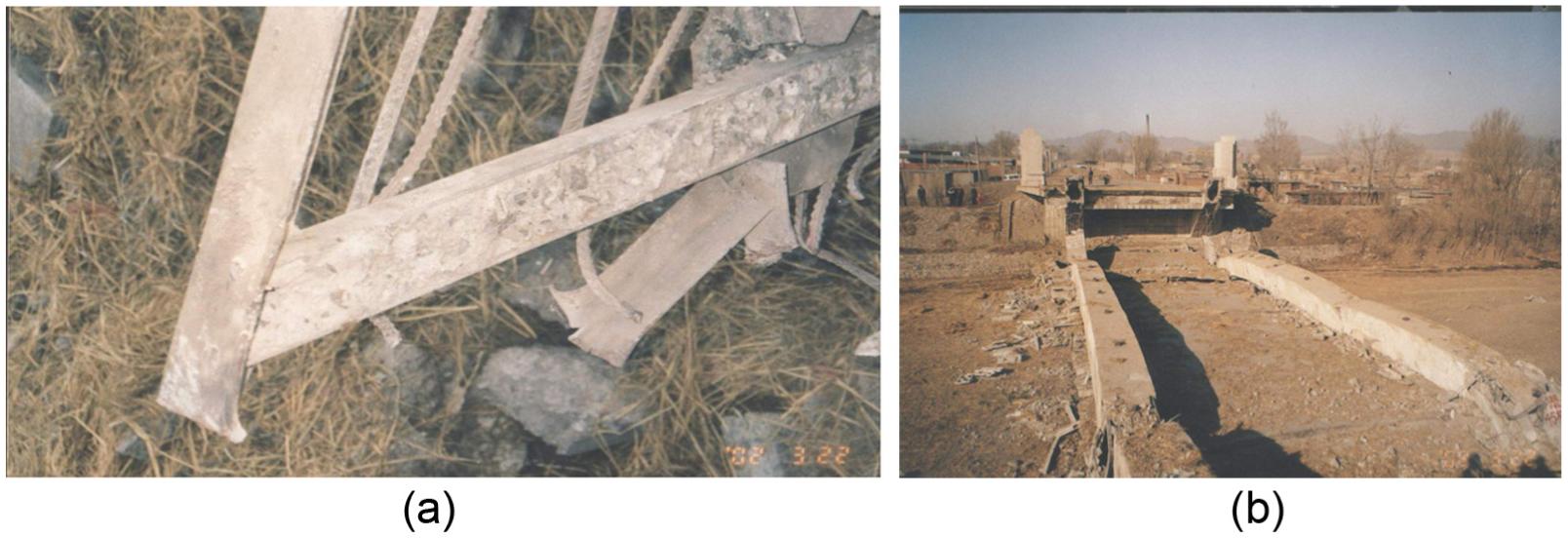
The effect of demolition and cutting: (a) the cutout of steel structure bridge and (b) the condition of the destroyed steel structure bridge.
Footnotes
Handling Editor: Filippo Berto
Author note
Author Jianghui Dong is now affiliated to School of Engineering, RMIT University, Australia.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work is supported by the National Natural Science Foundation of China (Grant no. 51474135).