
Abstract
Microstructure and mechanical properties of hot-rolled strips are directly influenced by coiling temperature, and feedback control is one of the most significant approaches to improve coiling temperature control precision. Laminar cooling control system was introduced, and the novel feedback control algorithm based on proportional–integral controller and Smith predictor was designed, respectively, and the online adaptive algorithm was used to optimize parameters of proportional–integral controller. This control system has been successfully applied in a hot strip mill, and the record curves indicate that the novel feedback control system can get better dynamic characteristic. The coiling temperature can be precisely controlled with a high accuracy of ±15°C over 98.3%.
Introduction
As an important elementary industry of national economy, the iron and steel enterprises are facing serious resource and energy shortages with the rapid development of society and the increasing environmental pressure. With the increasing of customers’ requirements on the quality of hot-rolled strip, the operating performance of laminar cooling processes becomes more and more important in hot strip manufactory.1–3 Cooling process is a complex heat transfer process; therefore, the cooling control system is a complex time-varying nonlinear system. In practical production, the calculation error exists as the existing mathematical model is very difficult to accurately describe the impact of various factors on the cooling process,4–6 so the advanced control algorithm for temperature control is quite significant for product quality. Many scholars have made constant efforts to improve the control precision of temperature in recent 20 years. Zhang et al. 7 brought Smith predictor into laminar cooling system to eliminate the effect of delay. Liu et al. 8 designed integration controller based on Smith predictor to improve the coiling temperature control precision. Dong et al. 9 proposed weighted multiple models adaptive controller to deal with the problem that the thickness of the plate differs largely from the real one.
With the development of the intelligence control, its application is increasingly attracting people’s attention. And intelligent control scheme for hot strip rolling based on the fuzzy control was proposed to conduct the dynamic stochastic adaptive control of coiling temperature.10,11 In order to obtain optimal fuzzy proportional–integral–derivative (PID) controller parameters of active automobile control system, the particle swarm optimization (PSO) reinforcement evolutionary algorithm and the improved chaotic ant swarm algorithm were used to achieve better match the model.12,13 In addition, the graphical tuning method, the direct synthesis method, and the support vector machine were used to tune PID controller to obtain the optimal performance of control system.14–16
However, there still exist some problems in coiling temperature control research. For instance, although the study on the feedback control algorithm and intelligent PID algorithm has made relatively abundant achievements on offline models, the study on the online control algorithm is not enough.
In recent years, the traditional feedback control system was used in a hot strip mill; the control system, control models, and application results of novel feedback control system will be described in this article.
Feedback control algorithm
Structure of coiling temperature control system
The cooling equipments can be divided into two functional parts: the main cooling section with 16 cooling banks and the trimming section with 2 cooling banks. Each main cooling bank is made up by four spray headers. Each trimming cooling bank comprises eight spray headers. The coiling temperature control system consists of basic automation and process automation. Process automation is responsible for cooling schedule setting which consists of model setup calculation and coil temperature self-learning. Taking advantage of the high speed of basic automation, the material tracking, the feed forward control, the feedback control, and adaptive control are realized in basic automation, as illustrated in Figure 1. The feedback control system which plays a very important role in coiling temperature control system because it related to product quality directly is one of the critical paths to improve product quality.
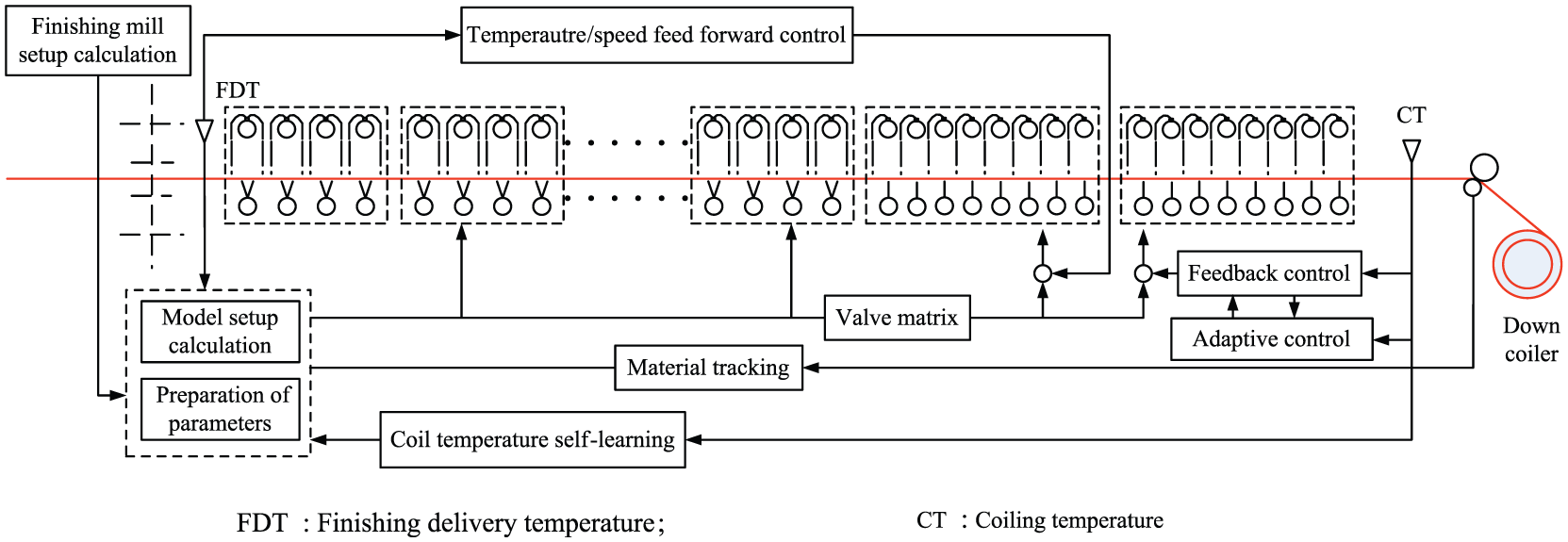
Structure of coiling temperature control system.
Feedback control for coiling temperature with Smith predictor
For increasing measurement accuracy of the finish cooling temperature, the coiling pyrometer is usually installed about 1000–5000 mm far from the exit of laminar cooling equipment, as illustrated in Figure 2. Taking response time of valves into account, the delay time of the system can be expressed by equation (1)

where
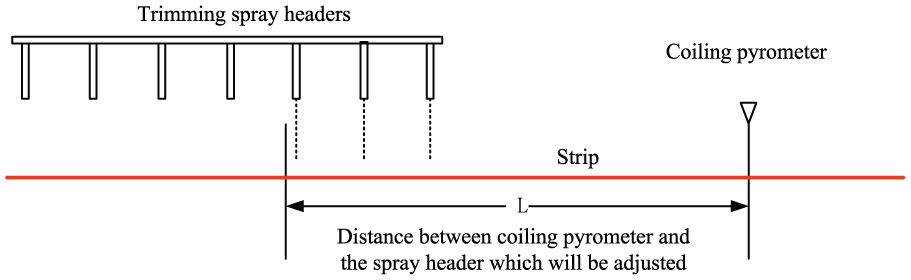
Schematic illustration of feedback control system.
The delay length changes when spray headers are adjusted as rolling speed

where
Segment time can be expressed by equation (3)

The strip temperature drop can be considered proportional to numbers of spray headers, and coefficient

where
The feedback control is shown in Figure 3.

Block diagram of feedback control system.
The object function can be expressed by equation (5)

Traditional feedback control based on Smith predictor
For the pure delay characteristics of the temperature feedback control system in the hot strip, Smith predictor is used to eliminate the effect of delay, and the

Block diagram of traditional feedback control system based on Smith predictor.
The Smith Predictor function is expressed by equation (6)

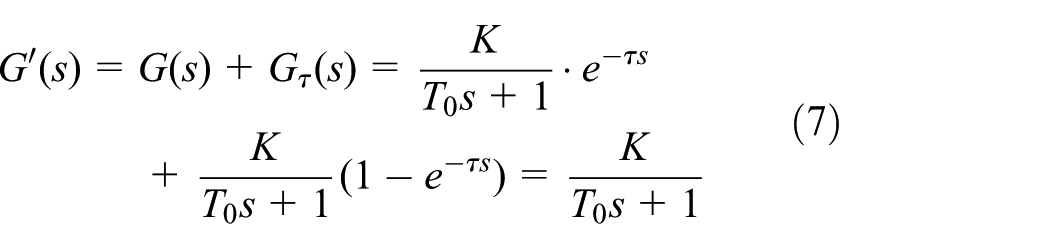
The transfer function after compensation can be expressed by equation (7)
From Figure 4, the explicit expression of control rate can be expressed by equation (8)

where


The control rate of segment i is relative to temperature difference
Feedback control based on PI with Smith predictor
Considering the response speed and the steady-state precision, the novel feedback control system based on PI controller was designed with Smith predictor, the method of variable segment length was used, and then the optimal control strategy based on the variable segment length method was derived. Figure 5 shows the novel feedback control system.

Block diagram of novel feedback control system.
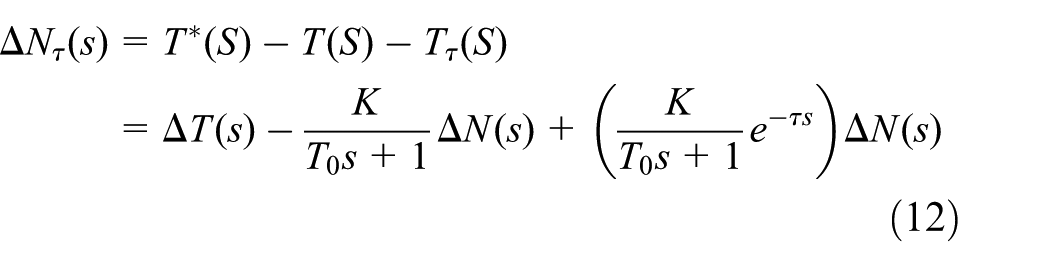
From Figure 6, equations (11) and (12) can be obtained

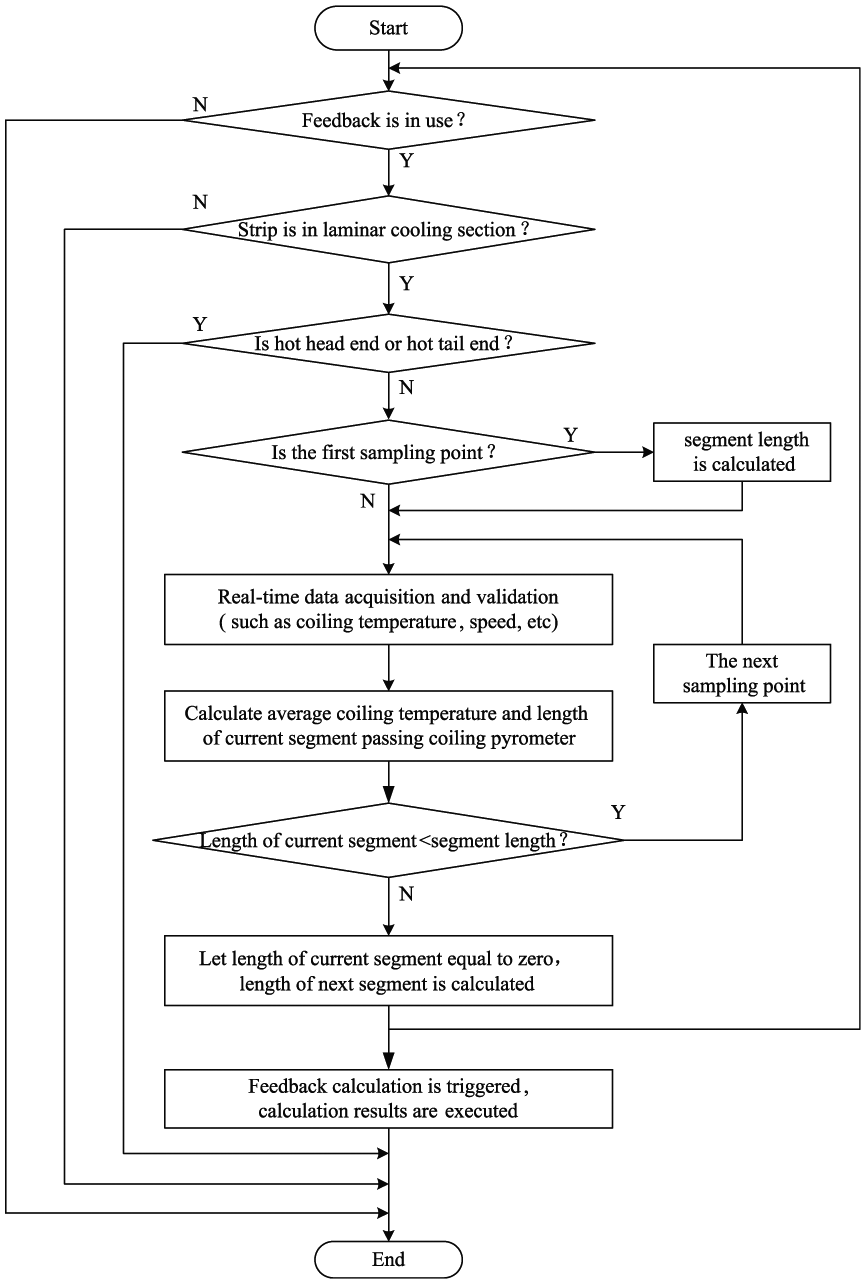
Flowchart of novel feedback control.
Combining equations (11)–(13) can be obtained

Discretizing equation (13) using the sampling time of segment i is

where

Equation (15) shows that the control rate of segment i is relative to temperature difference
PI controller online adaptive algorithm
The parameters of PI controller need to be adjusted to fit the Smith model in order to keep the stability of the system. The expression of conventional PI controller can be expressed by equation (16)

The control algorithm is based on incremental, thus equation (16) can be written as equation (17)

The equation (18) can be acquired

The index of PI control is selected as equation (19)

The online adaptive algorithm for the PI controller can be formulated as equation (20)

where

The change of the parameters can be expressed by equation (22)

According to equation (22), the proportional gain

The parameters of PI controller such as the proportional gain
Program realization and results of feedback control
Program realization of feedback control
The feedback control system is the critical system affecting the microstructure and mechanical properties which is designed as a subsystem of laminar cooling control system. Feedback control subsystem gets schedule setting from process automation and gets real-time data (such as coiling temperature, strip speed, and actual header configuration) from measuring instrument. The adjustment calculation of feedback control is done for each segment when the strip passes the coiling pyrometer. Flowchart of feedback control based on Smith predictor is shown as Figure 6.
Results and discussions
After a long time of debugging, the novel feedback control system has been applied to the production of various specifications, comparing with the traditional feedback control system based on typical second-order optimality and Smith predictor, the novel feedback control system has faster response speed and higher steady-state precision. The temperature curves of traditional feedback control system and novel feedback control system were shown in Figures 7 and 8.
Temperature curve of traditional feedback control system.

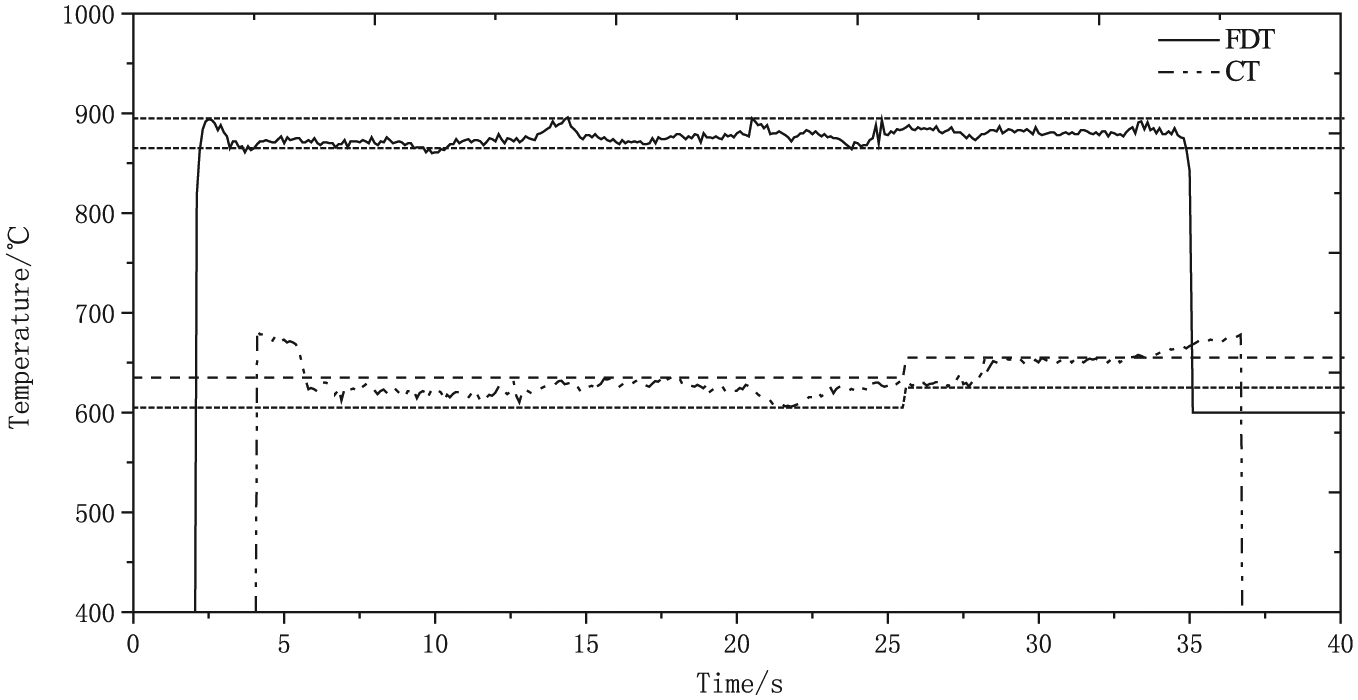
Temperature curve of novel feedback control system: (a) Q345, thickness4.25 mm, coiling temperature 620°C–640°C and (b) SPHC, thickness 3.2 mm, coiling temperature 670°C.
The temperature curve of the traditional feedback control system and the novel feedback control system were analyzed, and the statistical result is illustrated in Table 1.
Temperature control effect statistic.

Statistical data show that after applying the novel feedback control system, the strip temperature deviation can be controlled within the target tolerances ±15°C over 98.3%, and the respond time could be controlled within 90 ms. The control precision was improved significantly, and the response speed of the system is significantly accelerated.
Conclusion
On the basis of cooling theory, the self-tuning PI-Smith feedback control system was developed and the explicit expression was derived, which provided theory basis for field application.
The online adaptive algorithm was used to readjust the PI parameters such as the proportional gain
The novel feedback control system has been applied in a hot strip mill. The coiling temperature can be precisely controlled with a high accuracy of ±15°C over 98.3% and the respond time within 90 ms. The control precision was improved significantly, and the response speed of the system is significantly accelerated.
Footnotes
Academic Editor: Baozhen Yao
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors gratefully appreciate the financial support by the National Natural Science Foundation of China (Grant no. 51404159), Natural Science Foundation of Shanxi Province, China (Grant No. 201601D202027), and doctoral promoter of Taiyuan University of Science and Technology of China (Grant no. 20152013).