
Abstract
The application of modular products is seen as an important enabler for delivering customized products competitively. However, many companies struggle to find ways to implement modular products in a manner that suits their particular business. The literature includes examples of how modular products have been implemented in specific types of companies (mostly mass producers), but little guidance exists on how to identify the right level of modularity for other types of companies (such as engineer-to-order companies). In this article, we address this gap by suggesting a framework that categorizes the different types of modularity, where the categories fit different types of companies. More specifically, we introduce the Modularity Application Matrix – a conceptual tool that leads to a better understanding of partial modularization in relation to products. Through four case studies, its application in practice is illustrated. This article thereby contributes with new theoretical developments as well as a practical tool for practitioners in industries using partial modularization, such as the construction and building industry.
Keywords
Introduction
Modularity has been the answer to many companies’ quests to achieve a shorter time to market with lower development costs. Increasing customer demands for customization and variety have also been met via modularity, which ensures the reuse of components, enabling a quick response time and standardized quality with fewer resources. 1 Yet, despite several cases of successful modularization, there is still no clear industry or academic consensus as to how modularization activities are best supported and managed.2–4 This is due to several factors, first and foremost, the many different understandings and definitions of modularization, and the fact that there are few formalized methods and tools available, and those which are available cater to different types of products and families of products.3,5–8
The Mass Customization literature has primarily focused on mass-producing companies that are suited to complete modularization efforts.
9
In effect, this means that companies that do not mass produce (such as engineer-to-order (ETO) companies), but yet strive to introduce principles of modularization into their product lines, will usually attempt to remodel their products to become completely modularized and with detailed descriptions of the modules – although such companies might experience greater benefits from a lesser degree of detail and/or modularization.10,11 The question, however, remains of how such companies should approach this issue if they cannot apply the approaches designed for mass producers? Although the literature features examples of modular products being implemented within specific types of companies, little guidance exists as to how to apply product modularity principles for different types of companies.
12
Thus, this gap is addressed through the following research question How can different types of companies benefit from different types of product modularization?
To address this question, this article develops a conceptual tool aimed at providing a better understanding of partial modularization in relation to products. This is named the Modularity Application Matrix. The proposed tool may support companies in further developing existing products or in developing new products according to different degrees of modularization. Since full modularization is not possible for many companies, this positioning will help to better understand their prevailing situations and how they most efficiently can apply product modularization principles to their product assortments. The practical applicability of this framework is demonstrated through four case studies.
This article is organized as follows: first, we present a literature study on this topic. On this basis, a framework for positioning products is presented. Next, the research method for the case studies is described, followed by application of the framework to four case companies. Finally, we discuss our findings and the article ends with concluding remarks and notes for further research.
Literature review
Configuration and Mass Customization
Mass Customization might have developed into an everyday reality over the last decade, but that was far from the status quo when the literature first began to reflect on it. Indeed, it is just a few decades since Mass Customization was predominantly seen as a paradox. Also, conceptual boundaries for Mass Customization have not been clearly defined by research papers. 13 Historically, Mass Customization dates back to the early 1990s, motivated then by the opportunities that manufacturing technologies presented. Flexibility was key to this new way of producing and responding to customer requirements. The Internet boom created the second ingredient for Mass Customization as online configurators permitted Internet-based Mass Customization to expand to a larger scale. Nowadays, product innovation is facilitated by the ability of Mass Customization to be ruled by dialogue between consumers and producers. 14
The core idea behind Mass Customization is the creation of value by adapting the product to customers’ specific needs and by making the customer feel as if they are receiving a tailor-made product.15,16 Seen from the producer’s point of view, the products are, production-wise, uniform and can be produced using the standardized and industrial production apparatus. 17 In other words, the idea of customization is to develop a product programme which enables the company to offer the customer a unique product to match their individual needs. At the same time, the product programme has a number of common features with respect to design, production and assembly/installation, which means that the products can be considered uniform and therefore easier to produce, assemble and install. 17 The concept of Mass Customization describes the tendency of companies who have previously manufactured mass-produced and uniform products to start to manufacture their products in a continually increasing number of variants so as to better fulfil their customers’ requirements.18,19
In much the same way, product configuration is a key-enabling technology for Mass Customization. Its goal is to satisfy customer demand without exceeding configuration rules by automating the processes that create the final product. 20 This is despite the fact that Mass Customization does not really enter the manufacturing management framework. 13 Furthermore, the predominant and oft-cited failing of Mass Customization is the insignificant difference between profits yielded by manufacturers using Mass Customization and profits made by traditional mass-producers. 14 Mass Customization appears then to be a delicate choice for producers: keep mass production or make difficult changes to production and partially respond to customer requirements. Despite its critics, Mass Customization appears to be a very competitive type of manufacturing workable in a great number of industries and a choice offered by a significant number of competitors in these industries. 13
If competitors choose Mass Customization, they have to acquire skills and production capabilities, and sooner or later, they will have to focus on the critical element in Mass Customization; modularization. Product design and user customization is carried out by selecting and combining modules containing the relevant functions and performance abilities.21,22
Modules and modularization
An important component of Mass Customization is that modules can first be defined as a group of tasks in a process flow. 23 Modules are also part of a product, but with self-contained functionality. Here, a module could be seen as independent but also part of a whole set with a global function. 24 Even if these two points of view differ on the exact definition of a module, they agree on describing it as a well-defined part of a flow or product. Then, irrespective of which definition is applied, modules can also be divided into sub-modules.23,25
Therefore, a module has to possess a considerable amount of functionality – more than the product or flow it makes up. For example, LEGO bricks cannot be considered as modules even if they permit construction by combination, because by themselves, they only have limited functionality. 24 Hence, modularization tends towards using modules to create variety through different combinations, which would create a real modular system. 24 As modules are exchangeable, several modularizations could lead to the same product. But with different modularizations come different assembly procedures, assembly efficiencies and costs. 26 These changes are all the more visible in large-structure assembly. 27
Producers have to select the right configuration to modularize their production chains, and modularize it in the right way. Whether modularization succeeds also depends on how it is done – with module configurability, module alterability and module manufacturing constituting three factors that have to be considered and decided simultaneously during the process. 28 If these aspects are not given due to consideration, modularization could fail, even in the ripest of conditions. Furthermore, in cases of external manufacturing of product modules, there are several challenges in relation to supply chain management. 29
The first benefit of good modularization is the availability of detailed information for all stages of the process. 23 Smaller production groups also permit the reduction in manufacturing costs and quick response times to concurrent demand. 28
Above and beyond profits, modularization facilitates the availability of valuable guidelines for the fundamental evolution and redesign of the product. 28 The literature seems to agree that old products designed well with modularization can easily result in a new model product without tremendous changes. Modular design could also lead to the creation of a new product generation with little variance. 27 In this respect, Gu and Sosale 27 outline a list of modularization objectives: dividing design tasks for parallel development, production and assembly improvement, standardization, services, upgrading reconfiguration, recycling, reuse and disposal, product variety and customization.
As we have seen, the use of modularization and modules can result in particular advantages for producers. But the reflection and improvement demanded over time has resulted in exploration of many different fields and applications.
The literature contains a number of somewhat tangible definitions of the concept of modules.30,31 In this article, definitions from scientific areas such as Product Platforms and Mass Customization will be applied. In these areas, the definitions are often expressed by a series of demands and aims for the modules or the modularization. In this context, the concept often covers limited physical units with a specific function 32 also known as the one-to-one principle.33,34 Another parallel definition of modules is to minimize the number of interfaces and that these interfaces have to be standardized. 35 The vast majority of module descriptions focus on a physical partitioning of the product and not a process – or knowledge-based partitioning of the product. 30 For an elaboration on different perceptions of modules, the authors refer to Pedersen. 30 For the scope of this article, the focus will be on a perception of modules as physical, or descriptions of physical components, applied as a reusable unit in the design or production of a product.
Practical application of modularization
The literature on modularization contains a large number of cases in which companies have benefited greatly from the use of modules. Typically, companies have managed to squeeze out more from less by applying modularization to help control the design and production of their products. 35 Examples of such companies include the car manufacturer Volkswagen and the electronics company American Power Conversion (APC). 36
The benefits of working with modularization within these types of companies can be divided into two main categories: internal and external.
Among the external effects is an enhanced level of quality in the product. This is because the suggested solutions, to a great extent, are based on previous experiences and thoroughly tested concepts. If the product is designed according to the principles of modularization, the modular build of the product will include an environmental aspect because the product will be easier to break down into its original parts and thereby make the process of recycling less resource-intensive.37,38 Also, modularity can be used as a strategy beyond cost savings and speed time to market, but also to maintain differentiation and competitiveness. 39
The use of modules is a critical part of the principles of Mass Customization in which customized products are produced in a manner similar to that of mass production. This approach means that customized products can be produced with cost efficiencies similar to that achieved with mass production if the quantity is sufficiently high. The customization of a product can be done in several ways, but one of the most effective methods is to replace specific modules in accordance with customer requirements using a configuration system.40,41
Among the internal effects of using modularization are lower production costs as a result of better usage of resources, a lighter workload since many of the solutions can be reused and a higher degree of flexibility in the design and production phase due to the product’s new modular build. 30 This newfound flexibility can also be beneficial to control the increasing complexity of some companies’ product lines.42–44
However, Baldwin and Clark 42 suggest that the benefits of using modularization can only be achieved if the partition is complete, unambiguous and precise. This assumption may very well be true for manufacturing companies whose products can often be broken into precisely described modules. However, we suggest that there are still industries in which a lesser degree of modularization can be applied with great success, for example, construction.45,46 This article seeks to document this assertion.
Of the products described within the literature on modularization, many are characterized to a great extent by the fact that they consist solely of modules. Additionally, these modules are often well described, which in turn means that the design of the final product can be achieved via a combination of modules. An alternative to the aforementioned approach is to come up with solutions of a more conceptual nature in which only the overall principles are known; the details are then decided at a later point in time.
In our literature review, whether or not the products were solely composed of modules and whether these modules were described in detail were questions that received little, if any, attention. The aforementioned opinion of Baldwin and Clark 42 is that products will not benefit from principles of modularization unless the product is composed solely of modules described in detail. We believe that this perception is rooted in the taken-for-granted assumption that for industries in which modularization is usually applied, the product in question is often composed solely of modules described in detail or this is viewed as the natural goal of product development.
Not all products will benefit from a completely modularized structure consisting solely of well-described modules. There are a number of products that are characterized by great customization and/or produced in a relatively small number, which means that it is neither suitable nor cost-effective to create every module needed to cover the product portfolio. One such example is cement factories. 47 The authors assume that tower blocks also fall into this category of products. However, even though it is not always suitable or cost-effective to structure the entire product using modules described in detail does not mean that benefits cannot be achieved using a proportion of modules in the product, or using modules described at a more conceptual level. 11
Partial product modularization can benefit a product characterized by a high degree of individuality through an added structured and more easily gained overview. It can also be beneficial for an implementation strategy featuring or requiring partial or gradual modularization.
Against this background, this article aims to introduce what we have deemed ‘The Modularity Application Matrix’. The purpose of our model is to create an understanding of how products, to a varying extent, can be composed of modules and how such modules can vary from those described in detail due to a more conceptual description.
The Modularity Application Matrix
An often overlooked part of modularization is that it is applied to differing degrees in companies, and that not everything can, or should, consist solely of modules described in detail. In some cases, it would be far more beneficial to use modularization as an overall frame for structuring different aspects of a given company’s products (an example of this is later described in the case studies). Thus, we introduce The Modularity Application Matrix in an attempt to describe the differences in the application of modularization to different products. It is illustrated in Figure 1 and subsequently explained.

The Modularity Assessment Matrix.
The matrix classifies products with respect to two parameters: the proportion of modules in the end product and the degree of detail of the modules contained in the end product.
The first of the overall parameters in the Modularity Application Matrix is the proportion of modules in the product.10,30 Products should be placed within the model according to the estimated proportion of modules contained in the product in relation to the proportion of the product that is based on individual components. To make this assessment, it is necessary to have, or arrive at, a definition of what constitutes a module. In theory, this makes it possible to calculate the distribution of components contained in modules and individual components. Thus, the proportion of modules would be a percentage number ranging from 0 to 100, where high and low could be divided at the 50% mark. However, exact calculation of this number is not the purpose of the model, which builds on an overall assessment of the proportion of modules in order to place the product. Hence, the precise placement of the product in the model is not interesting in itself, but the approximate position as well as which direction a given incentive could move the product is. Furthermore, in practice, products would often be fully modularized (or close to, that is, high) or non-modularized (or only include few modules, that is, low), making this evaluation relatively easy to conduct. Alternatively, if there seems to be a somewhat even distribution, the product may be placed around the division line.
The second overall parameter in the Modularity Application Matrix is the degree of detail of modules contained in the product – as opposed to the degree of detail of the product itself. Accordingly, a loosely defined product can be placed within the top part of the model if the modules contained in the product are well described.31,4,10 Module specifications concern module form and function, as well as interfaces. The more conceptual, as opposed to concrete, a module is, the lower the ‘detail of modules’ generally will be. As mentioned, the purpose of the model is not making exact evaluations in the two dimensions. However, if to do so in relation to ‘detail of modules’, this would concern looking at relevant module attributes in relation to modules used in detailed design and then determine how many of these attributes are predefined for a module. This, in principle, would be a percentage number ranging from 0 to 100.
Due to the simple structure of the model, assessments are made without using formulas or equations. Instead, the model makes use of crude estimations in its placement of products and therefore a certain element of subjectivity exists in the evaluation. If the product contains more than one module, it should be placed within the model according to an assessment of the most average degree of detail of the modules. If the product has a low degree of modularization, it will be placed in the left side. It will be placed in the bottom left corner of the model if it has a conception description of the used modules and in the upper left corner if it has a detailed description. However, if the product has a high average degree of modularization, it is placed on the bottom right corner if it has only conception description of modules and in the upper right corner if it has detailed descriptions. Each of these four areas is described in the following.
The bottom left area of the Modularity Application Matrix represents products that would commonly be referred to as custom-made. They contain very few, if any, modules and are not described in detail. What this means is that products from this part of the model do not have standardized solutions shared between products in the product portfolio, and do not pass on standardized solutions to newer versions of the product. The modules are described on a strictly conceptual level, ranging from non-described modules to norms and standards (e.g. DS, CEN and ISO) and through to principal solutions.
The bottom right area of the Modularity Application Matrix contains products that have a larger number of modules, which are only described at a conceptual level. This means that products belonging to this part of the model have standard solutions in the sense that they have modules, but not with a high degree of detail.
The top left area of the Modularity Application Matrix covers products that contain a low proportion of modules, which are, however, described in detail. For example, if a building contains just one module in the shape of a bathroom that has been described in detail, the building, as the end product, should be placed in this part of the model.
The top right area of the Modularity Application Matrix covers products that contain a high proportion of modules, which are described in detail. There are numerous examples from the literature of companies that have successfully introduced complete modularization – in the sense of a high proportion of modules that are described in detail – to their product portfolios. The existing literature on modularization is predominantly focused on this part of the model, which in turn means that other parts of the model are not as well supported by the literature. As stated above, there are products that benefit from another aim, that of having more loosely defined modules. The top and right lines of the model, outlined in black, represent products that consist of modules described in detail and products consisting solely of modules, respectively. The modularization literature is to a great extent occupied with cases featuring products that can be placed where these two lines intersect.32–34
The fact that the existing modularization literature predominantly occupies itself with this narrow area of the model is significant for companies whose products cannot obtain complete modularization and/or whose modules cannot be described in full detail. At present, there is no way of knowing whether the theory fits products outside of this niche area or if a completely, or partially, new theory needs to be developed to cover these types of products. At the same time, it can be difficult for companies with these types of products to identify themselves with cases describing completely modularized products with a high degree of detail. The risk here is that companies might decide not to work with modules at all. However, if the theory could be expanded to include these types of products, or services, it would have a great impact on a series of products that realistically cannot be brought to the top right corner of the model – and that would not benefit from it. As stated, an industry that might benefit from this could be construction or in general companies making highly engineered products.45,46 Clarity in this field could also help companies define their goals for a potential modularization project. In turn, this could help reduce the number of failed modularization projects in which a certain degree of detail and application of modules is sought to be implemented, although it does not fit well with the product, resulting in partial or complete failure.
Finally, it should be pointed out that the model presents a crudely estimated placement of products, meaning that it would be fruitless for companies to try and achieve a high degree of accuracy in placing their products within the model. The model is therefore more of a framework to aid understanding than a precise measuring mechanism.
The Modularity Application Matrix is intended to be generic in the sense that it can be applied to the description of any product selected at random. It is important to stress that although the model takes a static view of a product’s position, and consequently also often the associated company’s position, the model also has a dynamic element to it, in the sense that it can be used as a map for guiding product modularization processes. The model can therefore support companies aspiring to change the degree of modularization of their existing products or develop new modular products in a manner that suits their business profile.
Research method
This present research focuses on an area which is not well understood, leading us to use a qualitative approach in order to explore the research question and provide rich, deep data. 48 According to Gummesson, 49 when empirical data are collected from large organizations, a qualitative approach provides good opportunities for obtaining the correct level of detailed information. A case-study approach was chosen, as the most appropriate research methodology since the research topic is complex and limited knowledge exists about the phenomenon. 50 The explorative nature of the research question allows for an in-depth understanding of the research object 50 and for theories to be developed and built into a model. It has become an increasingly accepted methodology for use in management and engineering disciplines. 49
Three case organizations were selected according to a number of key parameters, including the following: (1) being an engineering organization which produces complex and highly engineered products, (2) the use of partial modularization and Mass Customization, (3) and (4) potential access to management and post-senior management. Further one case company, Black & Decker, was used as a reference company, as it is a well-known company, which uses a high degree of modularization in its product designs. Black & Decker is the world’s largest producer of power tools and accessories with products marketed over 100 countries globally. Around half of its revenue comes from outside the United States.
All of the case companies were large global engineering organizations, which produced complex and highly engineered products using modularization and Mass Customization. The companies were all in the construction and building industry, which made comparison between them easier. The following case companies were investigated:
APC by Schneider Electric, formerly known as APC Corporation, is a manufacturer of uninterruptible power supplies, electronics peripherals and data centre products. Schneider Electric has over 113,900 employees and operations in 102 countries. The company uses a high degree of modularization in its product designs.
FLSmidth (FLS) provides global cement and mineral industries with factories, machinery, services and know-how. It is headquartered in Denmark and has offices in more than 50 countries worldwide. The company uses modularization on a more conceptual level in its design of cement factories. The modules are created from the functional specifications for the product, such as capacity.
51
Another purpose of modularization at FLS is price estimations. Therefore the configuration system only deals with the main machines defined as basis modules. Equipment that connects the basis modules together, such as conveyor belts, blowers etc. are not included in the configuration system, as these parts are not critical for the cement factory’s price or capacity.
40
(p. 258)
NCC Construction Denmark A/S (NCC) is one of the leading construction and property development companies in Northern Europe with about 18,000 employees. Their prefabricated installation shaft is an example of a module described in detail that is included in a product primarily not consisting of modules. This has transformed a large number of individual components produced by 9–10 different disciplines into a single unit that in turn is inserted as a module into a product that to a very limited degree is made up of modules.
The main method of collecting data was through semi-structured interviews that allowed the researcher to ask additional and clarifying questions and illuminate the research area. 52 Interviewees were selected on the basis of their experience with the organization’s complex and highly engineered products and in particular, their use of modularization and Mass Customization. The employees had to have worked for at least 3 years at the case company to ensure a longitudinal perspective through historical data and insight. Secondary data included observations and company documents such as product sketches.
In total, 15 in-depth interviews were carried out in four organizations – each lasting between 1 and 3 h, as illustrated in Table 1. The interviews focussed on the companies’ experiences with product modularity, as well as producing estimates of their general ‘module description detail’ and ‘proportion of modules’. To meet ethical requirements, all interviewees have gone through an anonymity process. The majority of the interviews were carried out face to face, either onsite or offsite at discreet locations, and a small number were conducted via telephone due to availability reasons.
Details regarding the empirical data.

Additional information was collated in the form of company archival documentation, strategy documents and public statements going back 10 years to ensure accurate representation and to enable triangulation of the findings between different sources of information, and improve validity. 53 The information allowed for a longitudinal perspective on the case companies.
Case study results
Companies who want to apply modularization would desirable to move products in an upward direction and to the right within the model, towards a higher proportion of modules and a higher degree of detail in those modules. However, could the model also serve as inspiration to develop the fundamental theory and uncover other areas of the model so that the products placed in these areas could also benefit from modularization to a certain extent?
In Figure 2, products from the four cases are plotted into the Modularity Application Matrix. In the following subsections, these cases are further described.
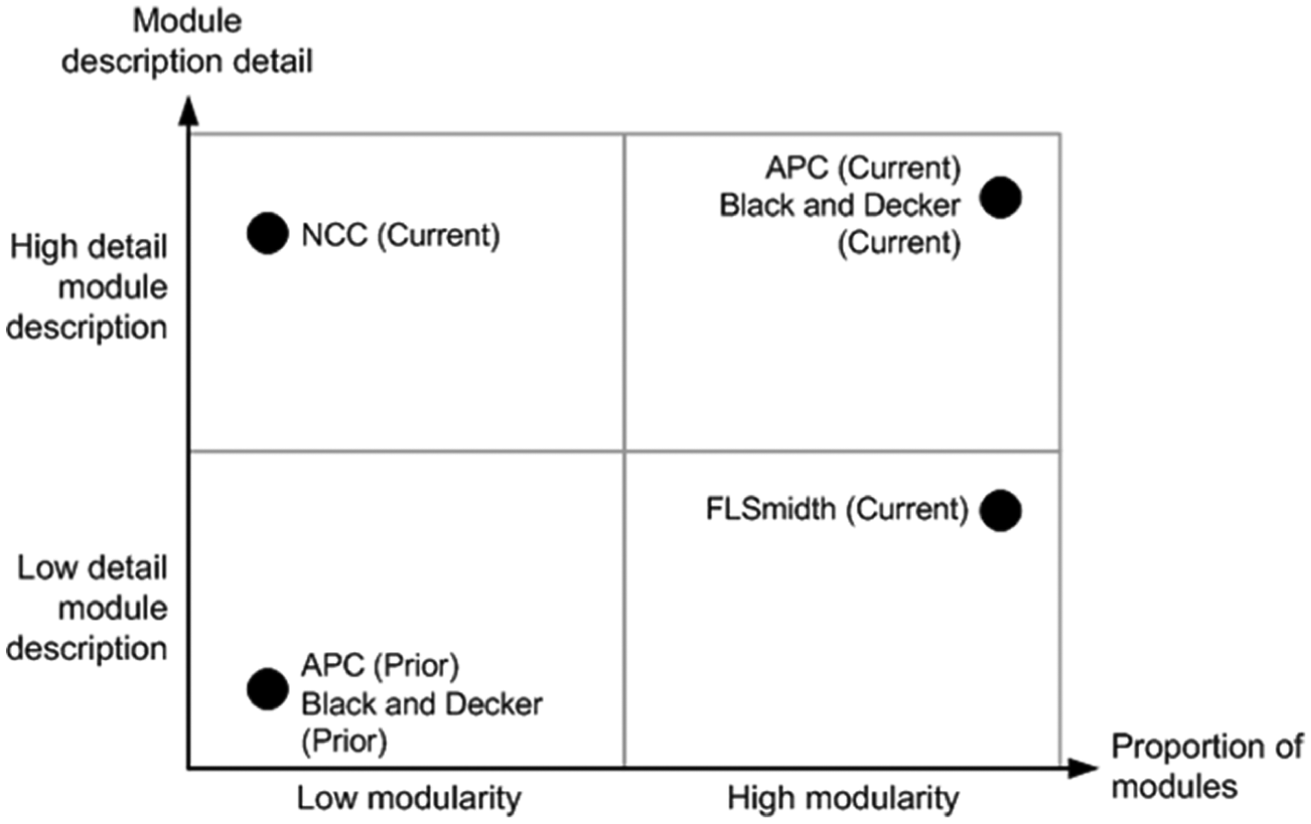
Examples of existing products plotted into the Modularity Application Matrix.
Black & Decker
This case is predominantly based on Meyer and Lehnerd. 1 At the beginning of the 1970s, Black & Decker’s consumer power tool product portfolio was predominantly characterized by its extensive range. The portfolio consisted of 18 power tool groups made up of 122 different models. But was it really necessary to have so many groups and different models? Interestingly, out of the 18 groups, only 8 accounted for 73% of the company’s total sales and 91% of all units sold.
The real problem with maintaining such an extensive product portfolio was that the greater part of the product was being developed with a focus on just one product at a time, without any consideration of how subcomponents could be shared between products to produce economic gains. At this point in time, Black & Decker would have been characterized as having very few modules, which were not very well described, because the focus was not on using subcomponents across products. Within the Modularity Application Matrix, Black & Decker’s products would have been placed in the bottom left area.
Partly because of the costs involved in this approach, management decided to change the design and production philosophy to future-proof the company. A new standard requiring double insulation in power tools served as a catalyst for the change process. Management launched a new grandeur project in which the goal was clear: In the future, it should be possible to redesign all consumer power tools at the same time and similarly, the same should apply to the production design itself.
Before this could be achieved, the prevailing mind-set at that time, and consequently, the product portfolio, had to be abandoned. The goal was to create a common product platform that would make it possible to use selected modules across products. 1 Dahmus et al. 54 refer to these types of modules as ‘portfolio modules’. The new product platform consisted of more subsystems, or portfolio modules. One of these modules was the electric motor, which was selected for use across products. Black & Decker developed a universal motor for a wide range of products such as drills, sanders, saws and grinders. This development process saw particular focus on standardization and modularization. Among other things, the new module had a fixed axial diameter that made it possible for the engineers to create a standardized housing for the motor to be used in all power tools in the product portfolio. Obviously, this was only one small part of the new thinking at Black & Decker, where all larger subsystems of the power tools product platform were examined to create a higher degree of standardization and modularization. 1
With this extensive reorganization of the mind-set dominating the design and production process, Black & Decker managed to introduce a large degree of standardization and modularization into its product portfolio. Within the Modularity Application Matrix, Black & Decker successfully moved from a position in the bottom left corner, with customized products, to the top right corner with products predominantly consisting of modules with detailed descriptions.
APC
The APC organization constructs infrastructure systems for data centres. When the company first started, their products were custom-made using an ETO process. Within the first 10 years of its creation, APC had gained more than 50% of the global market for emergency power supplies for computers. Later on, APC also developed emergency power supplies for large computers and complete data centres and today, they can deliver the entire infrastructure for a data centre (e.g. controls, cables and trays, air-conditioning and cabinets).
In an effect to stand out compared to competitors, APC developed a module-based product and process approach over the last 10–15 years and have also implemented Mass Customization in most departments such as sales, production and product development. This included mass production of standard modules like, for example, racks, emergency power supplies and air-conditioning. APC focuses on creating modules which can be used across different product families. Furthermore, they implemented product configuration systems for sales and order processing and customer-initiated assembly of the final products. Sales and order execution is now based on configure-to-order (CTO) processes for a large majority of orders. Orders which cannot be fulfilled using the CTO process are executed through an ETO process in which modules/systems under development are used. Alternatively, the integrate-to-order (ITO) process is used, where modules/systems are supplied by other suppliers and APC elements are integrated into the product.
Before using modularization, APC had a delivery time for a complete infrastructure system of 1–2 years. Today, the lead time is significantly lower, down to 16 days, thanks to the implementation of modular products and business processes.
Through this new approach, APC has moved the company’s products from the bottom left area of the Modularity Application Matrix to the top right area of the model. APC has in other words gone from an ETO process to a CTO process. The sales and engineering processes are based on the application of product configuration systems for combing the modules. The modules are described in detail and the modular structure covers almost the entire product range. 16
FLS
From its headquarters in Denmark, FLS supplies cement factories to customers worldwide. The reason for selecting FLS as one of our case studies is that it is an excellent example of a company that has benefited greatly from applying modularization methods and configuration systems to simplify its products. However, the products do not consist solely of modules, and furthermore, the modules are described at a conceptual level, which makes this case especially interesting for the purposes of our research.
To understand how the business process has changed at FLS through the use of modularization methods and configuration systems, it is necessary to understand what types of offers the company receives. At FLS, there are two types of offers: a budget offer and a detailed offer.
The budget offer is a rough estimate in which the main features of the factory are described. It includes, among other things, a general description of the cement factory with appertaining description of operational factors such as capacity or emissions, larger machinery, a price calculation and a timetable. A budget offer takes 1–4 weeks to prepare, with a resource consumption of about 5 man-weeks.
A detailed offer is far more demanding because it includes a complete and detailed description of all the departments within the cement factory with specifications for all the buildings and machinery. Included is also a detailed plan for the onsite construction of the cement factory, along with factors concerning the factory’s initial commissioning and operation. The detailed offer takes about 3–6 months to create with a resource consumption of about 1–3 man-years.
With a configuration system, it would be possible to replace part of the detailed offers with less resource-intensive budget offers. A pre-requisite for this was that the end product had to be based on modules. The solution was that the cement factories would be constructed using basis modules, meaning main machinery. Equipment that connects the basis modules together is not included in the configuration system seeing as this equipment is not critical to the production capacity of the final cement factory. Therefore, the individual basis modules are made in different sizes corresponding to the capacity of the cement factory. Then, the description of the modules is conceptual rather than highly detailed.
With the use of a configuration system, FLS positions itself in the bottom right area of the Modularity Application Matrix, which makes this case especially interesting for companies in the construction industry that want to introduce a level of modularization into their products. However, before FLS decided to develop its modules in a way that would place them in the bottom right area of the Modularity Application Matrix, the company had been working on achieving complete modularization in the traditional sense. However, the attempt failed. In all likelihood, failure was caused by the fact that their product was too big in comparison with its low production quantity, had too great a variance and because, in a number of areas, there were systemic links between what should have been individual modules with simple interfaces. However, these causes have not been fully researched and the preceding part of the development at FLS has not previously been described in scientific articles. Our conclusions here are drawn from interviews with an FLS employee who took part in the development.
We cannot assert that it is theoretically impossible for FLS to bring its products to the top right corner of the model, but the case shows that it was not possible in practice to do so. Despite assumptions that have emerged to explain this, the precise explanations have not been determined which indicates a need for additional research in relation to these types of products. However, the case also shows that there could be benefits in applying modularization in other ways than for products which belong to the top right corner of the Modularity Application Matrix.
NCC Shaft
The case of the NCC Shaft concerns the construction industry. NCC has developed a prefabricated and configurable installation shaft, which has transformed a large number of individual components produced by 9–10 different disciplines into a single module. In turn, that single module is inserted as a prefabricated module into a number of the types of houses that NCC builds. NCC also sells prefabricated shafts to other companies as a module to be inserted into their products. Because the end product consists of modules to only a very limited extent, NCC buildings containing the prefabricated shaft are placed within the top left corner of the Modularity Application Matrix.
In developing the module, NCC focused on the internal parts, such as how the individual components could be inserted into a steel frame so that they could be transported and installed as a single unit. Considering the coordination efforts for the module’s interfaces, the focus was at first on how the modules could be assembled – that is, how the modules’ interfaces would fit with similar modules. It was not until later that a standardized solution was established regarding the external interfaces. Among other things, this addressed fire-related technical issues when the shaft shared an interface with the prefabricated bathroom cabins. This was the case even though this particular interface is used in a large proportion of NCC buildings. Even with the aforementioned placement in the Modularity Application Matrix, and even though the focus has been on the internal interfaces, the application of modules of this sort presents a number of advantages. These include less work on the construction site and less coordination between different disciplines, higher quality achieved through separate testing and faster assembly which makes it possible for the permanent installations to be used to supply the rest of the construction process with, among other things, water, electricity and heat.
Assembling the multi-part components into one physical module has forced NCC to change its mind-set. The traditional view was that the company produces individual buildings based on project-specific planning, for example, Lean Construction. 55 However, with the shaft modules, non-value adding variance has been eliminated from the design of the building. The application of the shaft module also means that the task of constructing a building involves a higher degree of readiness in the sense that part of the building is pre-made before it is needed on the construction site. This readiness is reflected in predetermined processes, cooperation with regular suppliers and a heightened degree of standardized production foundations than is usually present in the construction industry.
Application of the Modularity Application Matrix
Within the area covered by the Modularity Application Matrix, a number of questions arise that the exiting literature on modularization does not immediately address. For example, how is a module described in a product that does not solely consist of modules? Usually, the focus is on the interfaces between modules, but how is an interface between a module and something that is not standardized, or described as a module itself, described? Should one instead focus on the internal parts of the module, such as interfaces between internal sub-modules?
Standardizing a module’s external interfaces to only a limited extent implies that there is still a need for coordination in relation to its application. With this, a process arises which could be described as a ‘configure-to-engineer-to-order’ (CTETO) process. 56 Such a process could describe how some modules have to be designed in detail and/or that parts of the product do not contain modules, meaning that they would have to be designed from scratch. An obvious question is whether or not there would be anything to gain by following such a process. The answer depends on the type of product and what other options are available. Compared to a pure CTO process, the benefits are expected to be less by following the CTETO process. However, compared to the ETO process, there are benefits to gain. By putting part of the product’s components into modules, there would be fewer units needing coordination in relation to the design. The NCC case demonstrates this benefit. At the same time, there is a possibility that the standardization inherent in using modules could mean that certain benefits from classical standardization could be achieved to a certain extent. The development of concepts for partial modularization could help companies that produce complex and highly engineered products such as cement factories and multi-storage buildings to achieve the benefits of Mass Customization and modularization (see, for example,43,45,46).
Based on the case studies and the discussion above, a general process for using the Modularity Application Matrix may be defined, as described in the following.
Define the target product(s)
Because it should lead to production line changes, employee education, new product design and similar, modularization must be considered a real investment. It should not be used without an internal survey of the firm’s products and production. With this, managers will have to choose how many of the catalogue products should be modularized – on this point, compare the Black & Decker case study – because modularization is not obligatory. As cost and profitability are important data to consider regarding change, the price of such an operation has to be calculated and the number of products to modularize could change with it. Even if changes should occur step-by-step from the catalogue point of view, a question to answer at this first stage of the process could be: Is there a particular group of products that could benefit from modularization? Certainly, it should be interesting to create a module used across several products. These questions should lead to identifying one or several products for which modularization should be profitable. This relies on previous answers indicating whether all or only one of the products could be modularized.
Module level in the chosen product(s)
As stated above, modularization should not be a binary problem. Therefore, the second question to ask is the level of modules to be created within the selected product: if the whole product can be modularized, then it should be more interesting for decision-makers to investigate the ‘classical’ modularization approach (even though it depends on the description level of modules, as will be seen below); if not, the percentage or parts of the product that can be modularized has/have to be decided. Once again, cost and profitability should guide the decision.
Yet, the interfaces between modules and other pieces of the product need to be clarified in order to fit with a standard output of a module, a customized part requires a standard input, which could create a new modularized part in the product. So, if modularization is not total, the point where it ends should be explored in further research. In the case of a multi-module product, improvements in design could merge these modules into one single module – to produce a real advantage of partial modularization of a product.
As intended, this step of the process refers to the abscissa level of the Modularity Application Matrix. Here, managers need to know if the product tends more to the right or left side within the Modularity Application Matrix. Is the product highly modularized like FLS’s, or is it a smaller part of the whole product like NCC’s buildings? Once again, there is no goal tending towards 100% modularization of a product. Indeed, some products or services require more or less flexibility in their production, and that leads to the next step of the process.
Level of detail
After the abscissa side of the product has been defined, the ordinate level should be explored in the process. As stated previously, flexibility could provide guidance in this determination. Indeed, some products – even highly customized ones – could benefit from a very rigid design that could allow modules to be strictly and then well defined. However, some production processes need flexibility in modules – as in the FLS case study. Another indicator for this step could be quality. Where an extremely high level of quality is required, the associated description level should be high as well: If a process has to be followed, then its steps need to be clear which leads to a detailed module. In contrast, for a mass-customized product, some concessions could be made about details in the process or product.
At this point, the level of details is described and the product placed within the Modularity Application Matrix is known. That means that analysis of the process and modularization can proceed.
Applying the Matrix
Decision-makers are able to use the Matrix to analyse their products vis-à-vis modularization because placement within the Matrix is not based on formulas; rather, the most important factor is general placement within an area rather than precise placement.
An interesting point at this part of the process is the general procedure. Indeed, if a minimum part of the product was declared as potentially able to be modularized and the level of detail appears to be very low, then the product may be badly suited to modularization change. That is not to say that all products placed within the bottom left area of the Modularity Application Matrix should not be modularized, but if change is difficult, then it could lead to diminished profitability.
The relationship between the product’s placement within the Modularity Application Matrix and the firm’s culture should now be considered. For example, is a customer service–oriented enterprise ready to implement a few modules described at a high level of detail? Is a firm successful in customization ready to settle for a large number of modules with only a low level of detail? Here, one point should be clarified. Where product placement within the Modularity Application Matrix seems to conflict with the firm’s culture, this could reflect a misunderstanding or a flaw in the process. Yet, if it occurs, decision-makers have to be ready to adapt.
With due consideration given to the link between the firm’s culture and the mode of modularization, and with those aspects understood and accepted, implementation should begin.
Possible implementation strategies
As pointed out previously, for a product placed within the top right area of the Matrix, it is possible to modularize it in the classic way. The literature is now full of different ways to achieve success with such modularization. From the means through to the benefits, the process of modularization has been highly documented.
For a product placed in the left bottom area of the Matrix, decision-makers appear to purchase modularization for completely customized products. Therefore, a possible way to modularize the product or service is to modularize the process instead. With a low level of detail and only few modules involved, modularized processes could indeed hold the key to change. Similar to FLS, companies with products placed in the right bottom corner of the Matrix could benefit from partially modularized products. Final products could be composed of customized parts and several modules. As the level of detail is not high, interfaces between these different parts could be adapted for each. For a product placed within the top left area of the Matrix, fewer modules could allow producers to limit interactions between actors and ensure a high level of quality for the module. The construction company NCC is one such example of it, but other industries could also be used to illustrate. Finally, a product with mixed placement should benefit from several key aspects of each kind of possible modularization. Decision-makers will then have choices available to them to create a new process.
Using the Modularity Application Matrix should not be understood as a series of strict rules for implementing modularization of a product. But it could guide firms with newly stated intentions of creating partially – and not totally – modularized products.
Conclusion
This article shows that the concept of modularization can be perceived as much wider than is often the case in literature concerning the subject. This is true even when confining the perception of modules to focus on physical modules and not, for instance, on more abstract perceptions such as Socio Technical Modularity. 57 Despite this, in our literature review, we have only found few references on partial modularization – either in relation to the degree of detail or the proportion of modules contained in the product.
With the Modularity Application Matrix, it is possible to describe and understand a much wider perception of modules than the full modularization, which is traditionally the focus. This wider perception can be used to implement modules within products that may not benefit from a complete modularization where the product is composed completely of fully described modules. Examples of such products could be storage buildings or large processing facilities such as cement factories, which are often characterized by their large size and/or large number of components working together in a systemic way. The FLS and NCC case studies make it apparent that within these types of products, there are benefits to be found by having a limited degree of modules rather than constructing products solely from modules. When modules are to be implemented within products with a high level of complexity in relation to the production quantity, in many cases, it will be a condition that this implementation should happen gradually. The Modularity Application Matrix could be applied to this process because it presents an opportunity to describe both the starting point for the product as well as the goal for given modularization efforts.
This article contributes to modularization theory with the introduction of the Modularity Application Matrix and has illustrated its usefulness in four cases. Although the Modularity Application Matrix was applied mostly to the construction industry, the real strength of it lies in its potential for use with other types of products. Most of the statements in this article could be extended to any business sector. Indeed, a key feature (rather than strength) of the framework presented is its flexibility. It is considerably more flexible than previous research on modularization. The absence of formulas leads to estimations about the products and permits a more general approach to the problem raised by using modules in industry. On a more practical level, we introduced the CTETO process. Even if it does not surpass the CTO process, it may improve predictability and efficiency of the subsequent ETO processes. 56 In companies making complex and highly engineered products, many of the most critical decisions with impact on costs and performance are made in the early phases when the project is being sold and defined with the customer. In this phase, using roughly defined modules and configuration systems may lead to projects with lower costs and lead times as well as improved quality.43,47
The Modularity Application Matrix serves as a central point for the whole process and reflection on it. Partial modularization is the real addition to the existing body of theoretical research with this article. When the literature is focused on totally modularized products, case studies here helped illustrate the benefits and opportunities inherent in choosing the level of modularization for a product or a process (e.g. 35, 30). It follows that for companies making complex and highly engineered products, there is no need to produce completely modularized products as it could lead to failure (as seen in the case of FLS), and in addition, it limits the opening up of possibilities for companies. Going forward, if companies could produce partially, but not totally modularized products, we have illustrated that the product itself could be partly modularized. Indeed, with the help of (primarily) construction industry–based case studies, this article showcased several products whose designs feature only partial modularization. Then, it comes back to the definition of the product design itself, from which modularization seems distant. Yet, it has to be pointed out that the Modularity Application Matrix does not aim to grade products based on their level of modularity. There is, of course, no ‘good’ or ‘bad’ area in which to place a product. Even if the top right area defines more modularized products, our case studies showed that there is no reason to tend towards it. For engineering companies making complex and highly engineered products, the Matrix should be taken has an audit tool that aims to find the best modularization process for a product or a service.
It should be noted that the article contains some research limitations. This is mainly related to the research being based on only four cases, for which reason the conclusions drawn may not be fully generalizable. Future research in the area is required to further investigate and test the robustness of the results. Thus, further research is needed in order to (1) validate these results across industries, (2) further expand and develop the Modularity Application Matrix, (3) gain a further understanding of the parameters influencing the use of the Modularity Application Matrix, and (4) carry out an extended analysis which investigates the impact modularization has on other organizational initiatives such as innovation, creativity or lean.
In relation to practice, modularization is one of the key development improvements for firms at this time, although many do not dare to venture into it because of the totally modularized product types described in the literature. This article aims to demystify modularization and encourage all kinds of enterprises to find a way to use it. In order to achieve this goal and to help actors make good choices – namely, between implementing modularization or not, and to which level – we outlined a general process. In this context, it should be emphasized that before using the Modularity Application Matrix, managers have to make sure it is understood that there is no undesirable placement within it — that is, the top right area is not the final goal for all producers.
Footnotes
Handling Editor: Xichun Luo
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.