
Abstract
Taking the 304 stainless steel wire mesh as reinforcement, Al 1060 as matrix, a solid–liquid cast-roll bonding process based on the vertical twin-roll casting was presented to fabricate the stainless steel wire mesh–reinforced Al-matrix composite plate. Optical microscope and scanning electron microscope were used to observe the microstructure of bonding interface, and the mechanical properties were investigated through tensile test and three-point bending test. The observation results show that there is no macroscopic defect at the bonding interface. Furthermore, atom diffusion occurs between the steel wire and aluminum matrix under the high temperature and contact pressure in the cast-rolling zone during solid–liquid cast-roll bonding process. The thickness of interfacial reaction diffusion layer is about 5 µm, and no separation was observed in the interface after three-point bending. The tensile test results indicate that the tensile strength and elongation rate of composite plate are improved with the increase in orientation angle of the steel wire relative to rolling direction, and the tensile strength and elongation are maximum when the orientation angle is 45°. In addition, there are two stress platforms in the tensile curve of the as-rolled composite plate due to the asynchrony of fracture between the reinforcement and matrix, but only one in the curve of as-annealed composite.
Keywords
Introduction
Fiber-reinforced Al-matrix composites have prospectively wide applications in the automotive, aerospace, and advanced weapons industries due to their excellent properties of lightweight and high specific strength, specific modulus, wear resistance, heat resistant, thermal conductivity, and so on.1,2 Among them, carbon fiber, boron fiber, SiC fiber, Al2O3 fiber, and graphite fiber are mainly used as reinforcements in Al-matrix. In the past few years, extensive researches have been conducted on the fabrication of the fiber-reinforced Al-matrix composites and their mechanical properties. However, manufacturing problems, such as the poor wettability and chemical reactions between the fibers and the molten Al, are the key hindrances to synthesizing these high-performance materials and making use of their full potential.3–5
Although specific strength and specific modulus are not so high as above fibers, stainless steel wire has low cost and good wettability with Al-matrix so that many efforts have been focused on fabrication of stainless steel wire and stainless steel wire mesh–reinforced Al-matrix composites. Explosive welding was applied to produce the steel wire mesh–reinforced Al-matrix composite by placing a steel wire mesh between two aluminum plates, 6 and the hardness, tensile strength, toughness, bending, and microstructure of the explosively welded composite materials were evaluated. With the 1050 aluminum alloy as matrix and steel wire as reinforcement, the wire-inserted composite strip was fabricated using a twin-roll caster by T Haga et al. 7 It was proved that the tensile strength was improved about 20%–30% compared with the Al-matrix. Effect of nickel coating on steel wire reinforcement on mechanical properties of aluminum matrix composites produced via lost foam casting was investigated, 8 and the strength was improved from 147 to 232 MPa. Al-matrix composites reinforced with steel mesh were hot closed die forged with liquid aluminum and powder metallurgy, 9 and the brittle Fe-Al phase was not observed between the matrix and the steel wire. Furthermore, thermo-mechanical behavior and material failure of steel wire–reinforced aluminum produced by the compound extrusion process were carried out by A Morasch et al. 10 Besides that, steel wire was also used as reinforcement in matrix of magnesium alloy,11–13 copper, 14 and gray cast iron, 15 and various forms of composites were successfully prepared.
In recent years, combining the rapid solidification with roll bonding technology, a new short-flow process based on twin-roll casting (TRC) was successfully developed to fabricate bimetallic laminated materials.16–18 In this work, taking the 304 stainless steel wire mesh as reinforcement, Al 1060 as matrix, a solid–liquid cast-roll bonding (SLRCB) process based on the vertical TRC was presented to fabricate the stainless steel wire mesh–reinforced Al-matrix composite plate. And the interface bonding quality, microstructure, and mechanical properties were investigated.
Experimental procedures
As shown in Figure 1, the solid aluminum plate, stainless steel wire mesh, and molten aluminum were fed into the roll bite of the twin-roll caster simultaneously. Then, steel wire mesh–reinforced Al-matrix composite plate was fabricated by combining the rapid solidification with hot-roll bonding. With this method, different metals can be used as matrix in cast-rolling side and solid substrate side. In this article, the matrix in both sides is the same, Al 1060, and the reinforcement is 304 stainless steel wire mesh. The chemical composition of initial materials is presented in Table 1. To eliminate the oxidation film and get the clean interface, the surface of aluminum plate was scraped with wire brush and then cleaned with alcohol. The wire mesh was cleaned with alcohol after treating with acetone to remove the oil and grease on the wire surface. The ladle, tundish, and delivery device ensure the continuity and stability of the feeding molten aluminum into the casting pool. Experiments were conducted on a ∅160 × 150 mm twin-roll experimental caster. The experimental parameters are shown in Table 2. In addition, the steel wire meshes were placed with four different orientation angles θ (0°, 15°, 30°, and 45°) relative to the rolling direction in order to examine the influence of orientation on the mechanical properties. At last, the effects of annealing temperature on the mechanical performance of the composite were studied.

Schematic diagram for SLRCB of stainless steel wire mesh–reinforced Al-matrix composite plate.
Chemical composition of materials.

SUS is a Japanese Industrial Standard (JIS). 304 SUS is a general mark for 304 stainless steel.
Experimental parameters.

The Axiovert 200 MAT optical microscope (OM) and Hitachi-3400N scanning electron microscope (SEM) were used to observe the bonding interface, especially, the intersection of the longitudinal and latitudinal wires of the mesh. As shown in Figure 2, according to geometric characteristic of the wire mesh, metallographic samples were prepared using two different section planes to cut the composite plate. Mechanical properties were tested with inspekt table 100 electronic universal test machine, and the tensile speed was 1 mm/min. Three-point bending tests were also carried out, and the bending head diameter was ∅20 mm and the bending speed is 1 mm/min.

Schematic diagram of specimens for OM and SEM observation.
Results and discussion
Analysis on microstructure of bonding interface
Figures 3 and 4 show the microstructure of bonding interface on section I and section II (see Figure 2) with different orientation angles of wire mesh, from which it can be found that both the interface between aluminum substrate and molten aluminum and the interface between the steel wire and aluminum matrix are bonded well for all the orientation angles of 0°, 15°, 30°, and 45°. The wire is crushed to flat at the intersection, and the cross-sectional shape and size of wire are changed under serve pressure and high temperature. As shown in Figure 4, there are residual voids at the bottom of V-shape narrow space of the intersection (see Figure 4(b) and (c)) due to lack of filling of matrix, which may be avoided by improving the wettability between the molten aluminum and steel wire or rising the casting temperature. And cracks are found on the contact interface between the longitudinal and latitudinal wires of the mesh (see Figure 4(a) and (d)), which can hardly be eliminated without additional treatment because the temperature and deformation in SLRCB process are not enough to activate atom diffusion between steel wires.

Bonding interface on section I with orientation angle of (a) 0°, (b) 15°, (c) 30°, and (d) 45°.
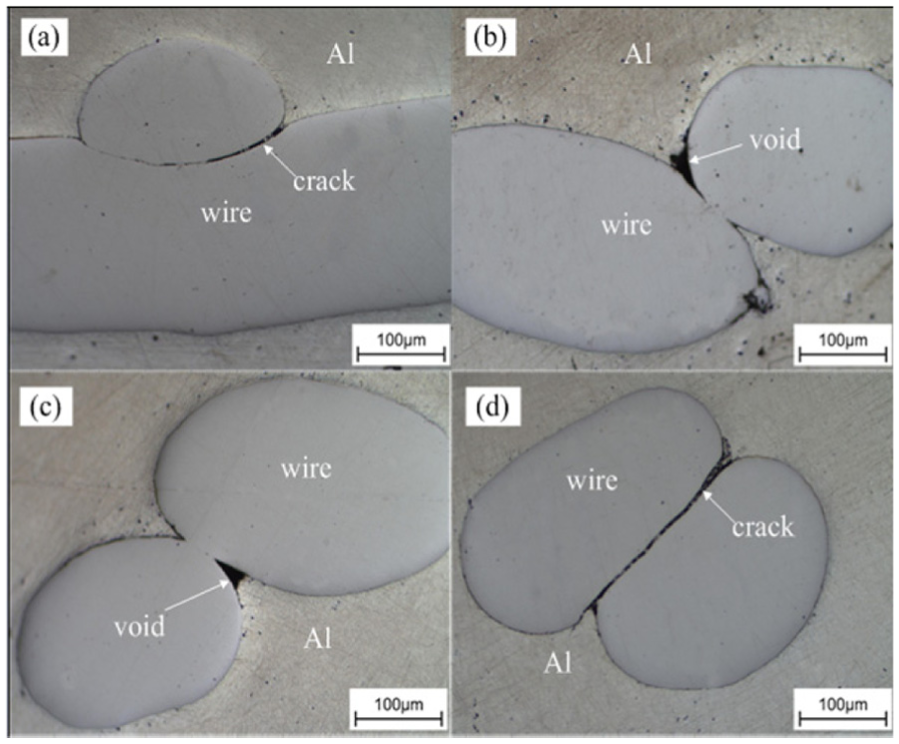
Bonding interface on section II with orientation angle of (a) 0°, (b) 15°&0x44; (c) 30°, and (d) 45°.
Figure 5 shows the SEM images of local bonding interface on section I. It indicates that no defect occurs at the interface even in the case of magnification of 4000 times. Figure 6 presents the energy-dispersive X-ray spectroscopy (EDS) linear scan results of bonding interface between steel wire and Al-matrix. It can be found that atom diffusion happens across the interface, but the thickness of diffusion layer is only about 5 µm due to the short-time experiencing in the cast-rolling area. It is proved that the metallurgical bonding is obtained.
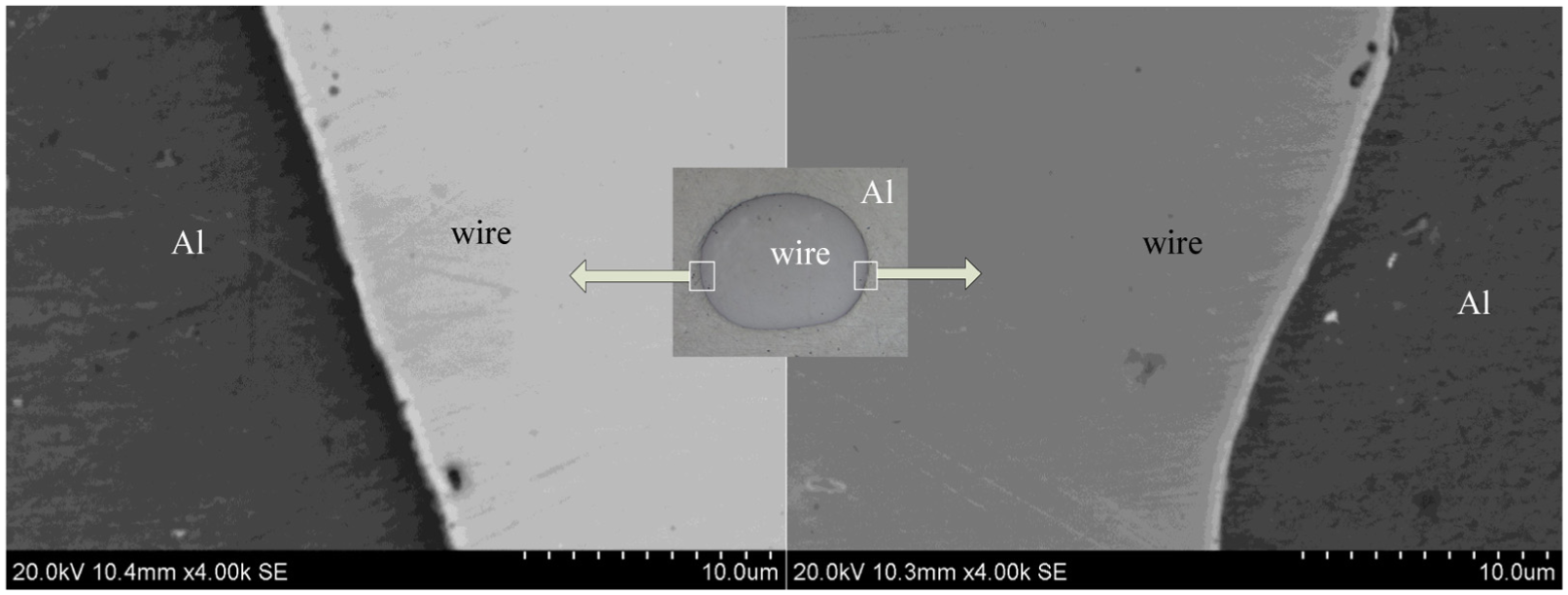
SEM photos of the local bonding interface on section I.

EDS linear scan results of bonding interface between steel wire and Al-matrix.
Figure 7 shows the SEM images and EDS results for the crack defect at the bonding interface on section II (see Figure 4(a)). It can be found that there is a crack with width of about 12 µm between longitudinal and latitudinal steel wires (see Figure 7(a)). The EDS result for the particle in the crack shows that it mostly consists of aluminum, containing trace elements of oxygen, chromium, iron, and molybdenum. Considering that aluminum oxide is no good in interface bonding, the argon shield should be adopted in the whole SLRCB process.

Crack defect between wires: (a) SEM image and (b) EDS results.
Analysis on mechanical properties of composite plate
The tensile specimens are shown in Figure 8, hereinto, Figure 8(a) presents the macroscopic profile of cast-rolling side and Figure 8(b) presents the solid substrate side. Fractures all locate at the intersection of the wire mesh due to the weakened strength caused by the change in cross-sectional shape and size after serve deformation according to Figure 4. Concave ridges can be found on the surface of cast-rolling side with the orientation angle of 15°, 30°, and 45° after tensile deformation. And the ridge orientation is in accordance with that of the wire mesh. However, the surface of the solid substrate side is quite different. It indicates that the ductility of the as-cast-rolled matrix is better than that of solid aluminum substrate plate due to the work hardening in rolling for the solid substrate.

Tensile specimens of different orientations: (a) solid substrate side and (b) cast-rolling side.
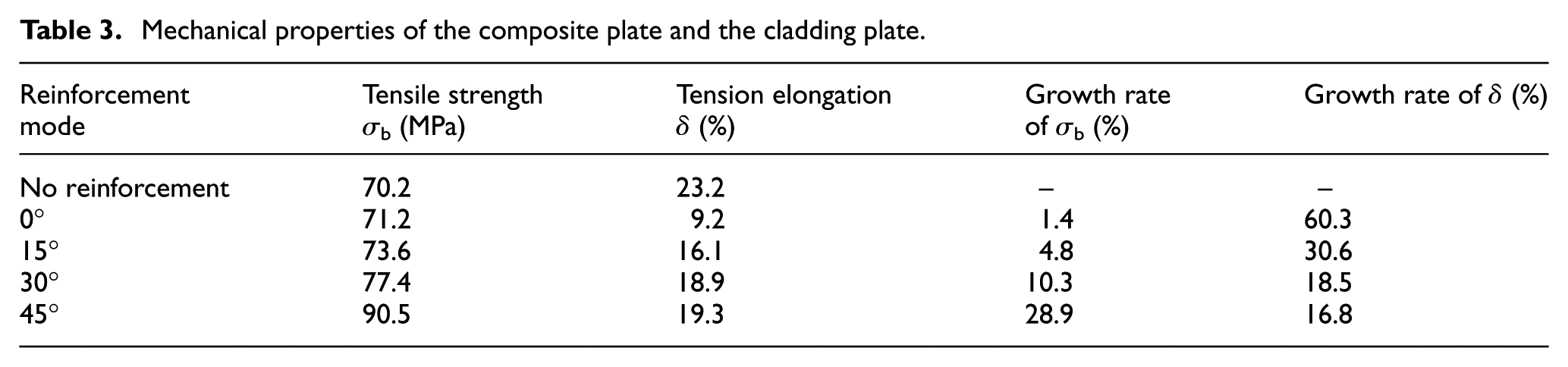
The strain–stress curves of the wire mesh–reinforced Al-matrix composite plate are shown in Figure 9. To the convenience of comparison, the tensile test of Al 1060/Al 1060 cladding plate without wire reinforcement prepared by the same method was also carried out. It shows that the tensile strength and elongation rate of composite plate are improved with the increase in the orientation angle of wire mesh. When the angle is 45°, the tensile strength and elongation rate reach their maximum value, 90.5 MPa and 19.3%, respectively. The tensile strength and elongation rate are enhanced after the addition of the wire mesh except for the specimen with orientation angle of 0°. The mechanical properties of the composite plate and the cladding plate are listed in Table 3. In addition, there are two stress platforms in the tensile curve of the as-rolled composite plate due to the asynchrony of fracture between the reinforcement and matrix. Judging from the sound generated in the tensile process and the tensile data, it can be concluded that the tensile failure order is steel wires, solid aluminum substrate, and cast-rolling Al-matrix successively. And the two sharp drops of the tensile curve contribute to the fracture of steel wire mesh and the aluminum matrix, respectively.

Tensile curves of wire mesh–reinforced Al-matrix composite plate of different orientations.
Mechanical properties of the composite plate and the cladding plate.
In order to investigate the tension fracture behavior of the prepared composite plate, the SEM observation was carried out, and the SEM images of overview of the fracture appearance, morphology of contact interface, fracture of steel wire, and Al-matrix are shown in Figure 10. It can be found that the solid Al-matrix plate and the cast-rolling Al-matrix plate separate due to the uncoordinated deformation (see Figure 10(a) and (b)). And the sliding trace formed by the steel wire appears on the surfaces of both solid Al-matrix and cast-rolling substrates. The marked necking phenomenon can be found on the fracture of the cast-rolling Al-matrix plate and steel wire (see Figure 10(a) and (d)). However, from the fracture morphology of point P1 (see Figure 10(a)) in solid Al-matrix substrate plate, the dimples are shallow. Combined with the characteristic of tensile curve of Figure 9, it indicates that the solid Al-matrix plate breaks first in the tensile test process and then steel wire and cast-rolling Al-matrix substrate plate.
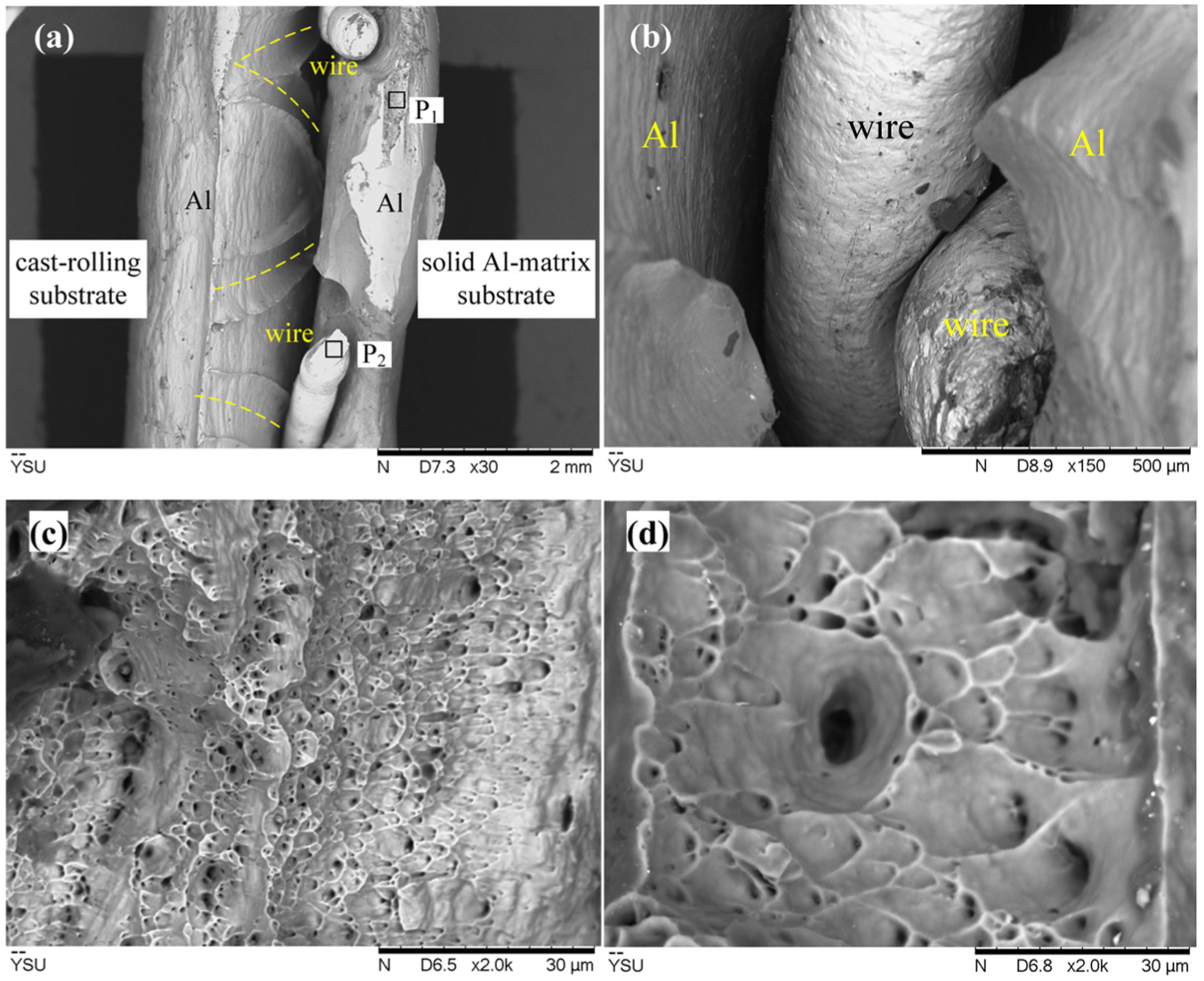
Tension fracture behavior of stainless steel wire mesh–reinforced Al-matrix plate from SEM images of (a) overview of the fracture appearance, (b) contact interface, and fracture morphology of (c) Al-matrix and (d) steel wire.
Effects of the annealing on the mechanical properties of composite plate
Taking the composite plate with orientation angle of 45° as research object, annealing under 300°C and 400°C for 2 h were conducted. Figures 11 and 12 present the tensile curves of the as-annealed composite plate and the tensile specimens. It can be found that the tensile strength decreases from 82 to 55 MPa, but the elongation increases from 36% to 48% due to the elimination of the work hardening after annealing (see Figure 8). There still exists the second platform when the annealing temperature is 300°C, but it disappears when the annealing temperature is increased to 400°C. So, the compatibility of deformation is improved by annealing.
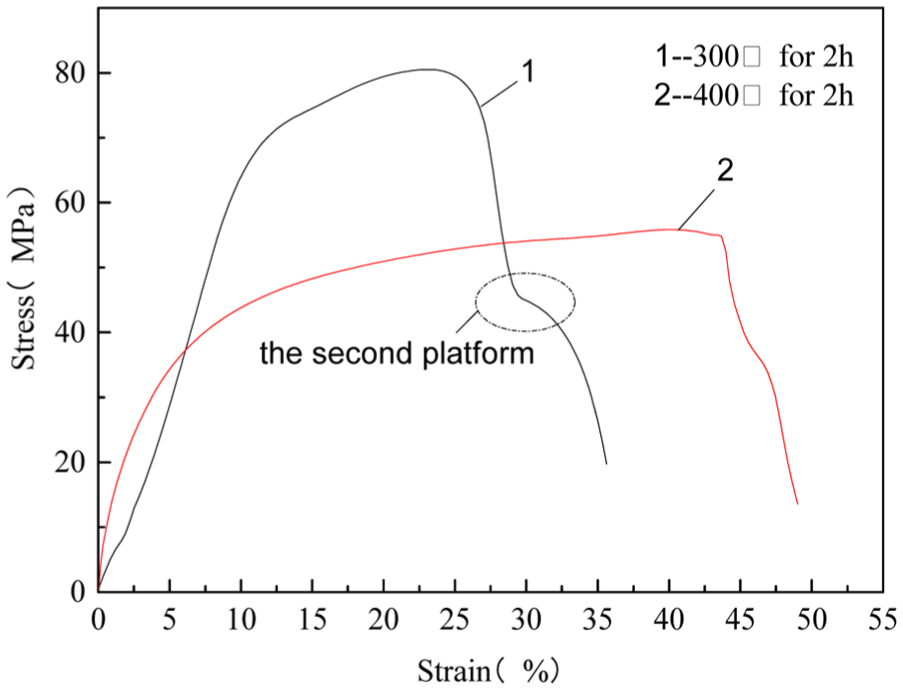
The strain–stress curves of the composite plate after annealing (θ = 45°).

Tensile specimens of as-annealed composite.
Analysis on reinforced mechanism
The compatibility of deformation between the reinforcement and metal matrix has significant effects on the strength and ductile of composite. As mentioned above, the orientation angle is one of the most important factors related to the deformation compatibility. We take a wire mesh unit comprised with two orthogonal steel wires to analyze the reinforced mechanism. As shown in Figure 13, assuming that the tension strength and sectional area of the stainless wire are σ b and A, respectively, the external tension direction is horizontal, and the mechanical behaviors with different orientation angles of wire mesh are present. So, the single steel wire can bear the maximum tension force F = A*σ b, and the total force of the mesh unit is F t = F/cosθ before failure. It can be found that the value of F t increases when the orientation angle increases from 0° to 45° and reaches its maximum when θ = 45°. It is in accordance with the results of tensile test in Figure 7.

The schematic diagram of reinforced mechanism for wire mesh with different orientations: (a) θ = 0° (b) θ = 15° (c) θ = 30°, and (d) θ = 45°.
In addition, Figure 14 shows how the large orientation angle improves the compatibility of deformation between the reinforcement and metal matrix. The cell “abcd” of wire mesh is square before deformation. Under the external tensile load P, the composite plate is extended along the tension direction and becomes necked. Accordingly, the square cell is deformed to rectangle (see Figure 14(a)) and rhombus (see Figure 14(b)) when the orientation angle θ is 0° and 45°, respectively. Obviously, for the square cell, the best ductility is along its diagonal direction. It is also in accordance with the elongation rate of composite with different orientation angles in Figure 9.

Demonstration of ductile of composite plate with orientation angle of (a) 0° and (b) 45°.
Bending results
The composite specimens after 180° bending are shown in Figure 15. No separation or crack was observed in the interface after three-point bending, which indicates that the composite plate has good performance under bending load in the service process.
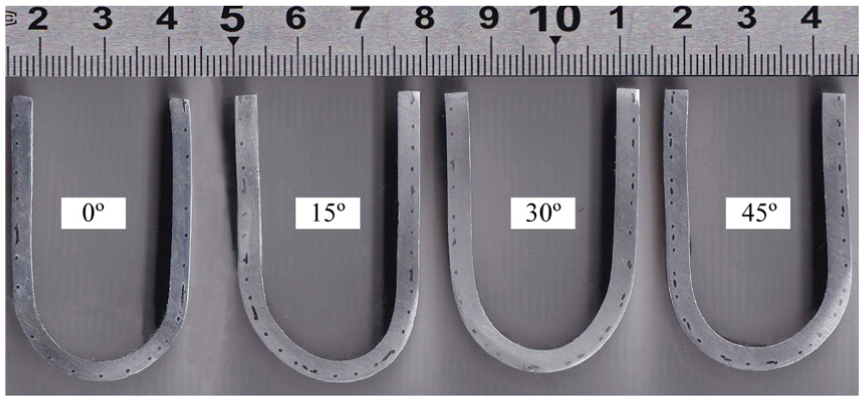
The composite specimens after 180° bending.
Conclusion
The SLRCB process was presented to fabricate the stainless steel wire mesh–reinforced Al-matrix composite plate based on the traditional TRC technique. From the experimental results, the following conclusions can be drawn:
Both the interface between aluminum substrate and molten aluminum and the interface between the steel wire and aluminum matrix were bonded well for all the orientation angles of 0°, 15°, 30°, and 45°. The thickness of diffusion layer is about 5 µm. It is proved that the metallurgical bonding is obtained.
There are two stress platforms in the tensile curve of the as-rolled composite plate due to the asynchrony of fracture between the reinforcement and matrix due to the work hardening. The annealing treatment can improve the synchronization of fracture, and the appropriate annealing process is 400°C for 2 h.
The compatibility of deformation between the reinforcement and metal matrix has significant effects on the strength and ductile of composite. The orientation angle is one of the most important factors related to the deformation compatibility. The tensile strength and elongation rate are best when the orientation angle is 45°.
Footnotes
Academic Editor: Filippo Berto
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China (grant no. 51474189) and Educational Commission of Hebei Province of China (grant no. QN2015214).