
Abstract
In this study, research progress on critical liquid-carrying theory was introduced and its applicable conditions were presented and analyzed. The design technique of coiled-tubing drainage gas recovery was proposed, including the design method and calculation formula of diameter of coiled tubing, strength, and installation of a gas well Christmas tree, along with running time. Based on the design method, coiled-tubing drainage gas recovery technology was used in SD block of Sulige gas field to solve the problem of gas effusion. The field test results show a good effect of smaller pressure difference and higher gas production rate when the coiled-tubing drainage gas recovery method is used.
Keywords
Introduction
Sulige gas field is located in Yishan slope on the northwest side of the Suligemiao area in China. Its regional structure belongs to the north of the Shanbei slope of the Ordos Basin; the gas field is a typical gas reservoir with low porosity and low permeability, low pressure, and low abundance.1,2 In the middle and late stages of development, gas production decreases rapidly, and it forms different degrees of bottom hole liquid loading, resulting in backpressure on the bottom hole, which is extremely harmful to the gas reservoir.3,4
Tight gas is crucial important to the oil and gas industry nowadays but it is hard to keep the single-well production rate. However, the single-well production rate is the basic of economic development of tight gas reservoir, and it is hard to keep the economic production rate because of the poor reservoir property and the great influence of water to gas procition.5,6 Coiled-tubing drainage mining technology, which runs a coiled tubing with a small diameter in the gas well to increase the gas flow rate and the amount of liquid, is a new technology of drainage gas recovery that has been gradually developed in recent years.7–9 With the development of tight gas reservoir, coiled-tubing drainage technology is accepted as an important method to minimize the formation damage caused by liquid loading and keep the economic production rate.
Coiled-tubing drainage mining technology, which has good adaptability and drainage capacity, and does not need surface flow transformation, has been pilot tested in the Sulige gas field. Based on the analysis of the theory of gas carrying liquid, the article discusses the coiled-tubing drainage pipe column, the downhole timing design method, as well as data analysis of test well production in coiled-tubing drainage gas production to provide a theoretical basis for further promotion and application.
Theoretical analysis of liquid loading in gas wells
Turner et al. formulated the first theoretical model of continuous liquid loading in gas wells. According to the model, liquid in a gas well is shaped as spherical droplets, and droplets carried by high-speed flow experience mutually acting forces. The first is inertia, which seeks to undermine the droplet, and the other is surface force, which tries to keep the droplet complete. The ratio of the two forces is the Weber number. When the Weber number exceeds the critical value (20–30), the droplets shatter. By adopting the critical Weber number 30, Turner et al.
10
exported the flow velocity of critical liquid carrying (

The formula of critical liquid-carrying flux is

where
Subsequently, Coleman et al. applied the Turner model in gas wells that have wellhead pressures less than 3.25 MPa. Their findings show that the Turner model calculation of critical velocity of liquid loading without a 20% change obtains accurate results. 11 Based on the Turner droplet model with flow pattern divided by Reynolds number, Nosseir et al. 12 expanded the droplet model and determined a formula for the movement liquid loading motion in gas wells under the transitional flow and turbulent flow case. Integrating dynamic theory with a further revised Turner model, Guo et al. 13 proposed a new study on the theory of continuous liquid and obtained a new model to count the minimum kinetic energy.
Domestic researchers have also contributed significantly. For example, Li et al. 14 considered that the spherical droplets in the rising process affected by before-and-after pressure differences presented an ellipsoid shape. As a result, the effective flow area of ellipsoid droplets is large; natural gas is easily extracted from the ground. The critical flow velocity and the output of liquid loading calculated by the new model are significantly smaller than that calculated by the sphere model. Wu et al. analyzed gas wells with liquid loading of low gas–liquid ratio. Simultaneously, they defined the theoretical liquid holdup and the actual liquid holdup. 15 Finally, they obtained the new model of critical velocity of low gas–liquid ratio and widened the application range of the Turner model. Wang and Liu. 16 proposed the ball cap droplet model using the latest developments in fluid mechanics. The model indicates that the most likely shape of the droplet is that of a ball cap. The stress area in this model is much larger than that in the Li model, that is, the critical flow rate (amount) is smaller. Considering the ellipsoid droplet flip up losses and introducing the correction factor to characterize the effect of the droplet flip, He et al. 17 proposed a solution model and the calculation formula of low-pressure gas well. Results from the model are close to the experimental data of Coleman et al. 11 Considering two factors in gas wells, namely, maximum size and rupture of droplet deformation, Wang and Li 18 proposed a formula to measure the amount of critical carrying fluid by considering the droplet size and droplet deformation characteristics in the coefficient of computing formula. According to the particle analysis and experimental research methods, Lei et al. and Xiao et al., respectively, proposed critical liquid flow rate calculation methods for horizontal and deviated section of gas wells.19,20
The research provided many prediction calculation models of critical flow rate (amount) for gas well liquid loading. However, these models always have different assumptions and hence the applicable conditions. The theoretical bases and the applicable scope of various models are shown in Table 1. Combined with the real production situation of gas wells, practical calculations use the appropriate model.
Calculation model of critical velocity and flow rate of gas effusion comparison and analysis.

Design of drainage gas recovery technology of coiled tubing
To ensure the applicability and economy of process measures, the design of the drainage gas recovery process of the coiled tubing should consider the following factors: diameter of pipe column, pipe strength level, and wellhead installed method, downtime, and so on. The main design steps include diameter design, design of strength and installation, and downtime design, and they are explained in the following.
Pipe diameter design
Given problems in both liquid capacity and friction loss, the pipe diameter design of the coiled tubing in the drainage gas recovery process involves selecting a suitable critical flow rate (amount) of the gas effusion model. At present, gas well water production prioritizes condensing water. In the Sulige gas field, the mist flow of gas–liquid in the wellbore occurs in two phases; the rate of gas and liquid is much higher (more than 5000) than the normal level. The shape of droplets is ellipsoid in the Li model; thus, this model is relatively accurate when applied to forecast the critical carrying fluid flows. The wellhead is one critical point, which is the minimum location point for critical flow and also the maximum location point for gas outer transportation. Here, we assume several pressures for calculation as 1, 2, 4, 6, and 8 MPa. The corresponding liquid critical flow and friction pressure drop are under pipe diameter conditions of ∅60.3, ∅38.1, ∅31.8, and ∅25.4 mm. The results are shown in Table 2.
Critical unloading flow and friction pressure drop of gas well under different pipe diameter and different pressure conditions.

As shown in Table 2, in the same pipe diameter, with the increase of wellhead pressure tubing, the critical flow rate of coiled tubing increases and the string friction pressure drop decreases while the wellbore pressure loss becomes smaller. Under the same wellhead pressure, a smaller diameter of coiled tubing corresponds to less critical fluid volume, higher increases in friction pressure drop, and higher lost wellbore pressure. It is necessary to point out that the critical carrying fluids flow increase for the smaller diameter than 31.8 with wellhead pressure of 1 or 2 MPa. This abnormal phenomenon is because the friction pressure drop increased more with the smaller wellbore diameter than the decreased pressure drop caused by liquid mass reduction.
Based on the wellhead pressure of actual production and gas production, the design of the coiled tubing of pipe diameter adopts the drainage gas recovery technology, as shown in the calculation results in Table 2. To satisfy the drainage requirement, the pipe string is first selected, wherein the actual gas production is much greater than the critical carrying fluid flow. Furthermore, the influence of the friction pressure drop is considered. Finally, the smaller friction pressure drop of the pipe string is chosen as a design string.
Strength design
Under the working conditions, the arbitrary boundary of the coiled tubing receives upward tension stress, gas friction of upward force, and gravity of pipe string. 21 The much lesser gas friction upward force can be ignored. Thus, the relationship among the three types of forces that affect the coiled tubing can be expressed as follows

where
As shown in formula (3), the tension that the arbitrary boundary of the coiled tubing can bear is only related to down-in height. In this part, maximum pulling force and pulling stress in the wellhead position is

where
According to the maximum tension on coiled tubing calculated through formula (4), the rank of stress of allowance for the coiled tubing can be reasonably chosen as follows

where
Installation design
The installation design of the coiled tubing of the drainage gas recovery technology not only requires the coiled tubing to be stably suspended in the wellhead, but also that the coiled tubing seals the annular space of the original oil pipe. Main equipment and tools of coiled-tubing installation are mainly coiled-tubing operation vehicles, window of suspension operation and operation, wellhead hanger of the coiled tubing, coiled-tubing packer, and other matching tools. As shown in Figure 1, for gas wells that are equipped with gas extraction tree equipment, the main installation and operation process for the coiled tubing is as follows: (1) the valve is closed to relieve pressure. Valve 1 is closed and the upper device of this valve vents pressure relief and tears down. (2) An auxiliary wellhead is installed. As shown in Figure 1(b), valve 1 is equipped with parts such as coiled-tubing packer, window of suspension operation and operation, wellhead blowout preventer, and other tools. (3) The string is operated. First, valve 1 is opened, and then the coiled tubing is installed with a plug into a specific depth in the wellbore, which has a plug at its bottom. (4) Seal and suspension are conducted. The seal ring is placed on the wellhead hanger to seal the annular space between the coiled tubing and the original oil pipe. The hanger slip is placed to hang the coiled tubing on the wellhead hanger. (5) The wellhead is installed. As shown in Figure 1(c), the coiled tubing is first cut off, and then the devices above the window of suspension operation and operation are dismantled. Finally, the assembly above valve 1, which is installed on the wellhead hanger, is dismantled. (6) Production is started. If natural gas (or nitrogen) is injected into the coiled tubing to improve pressure, the coiled tubing will be damaged. As shown in Figure 1(c), after coiled tubing is installed, the production process of the gas well involves three aspects, namely, coiled tubing, annulus space of coiled tubing and tubing, and annulus between the tubing and the casing. According to the changes in the gas well production, the production processes can be adjusted flexibly.

Diagram of installation process of coiled tubing: (a) wellhead before installation, (b) in the installation process, and (c) wellhead after installation.
Downtime design
The purpose of downtime design of the coiled cubing is to ensure the efficiency of the process design of the drainage and gas recovery technology. By analyzing the numerical reservoir simulation method, we can determine the decreasing function of individual-well producing rate q(t), q′(t) and the corresponding production time to reach critical fluid carrying t1, t2 before and after adopting the drainage gas recovery technology. When the actual gas production is significantly less than the critical production for the gas well, liquid loading occurs. We suppose that liquid loading has occurred, namely, the gas well cannot conduct normal production. As shown in Figure 2, installing the coiled-tubing string when the working time t0 is chosen can ensure that the gas well can receive the lowest single-well production cost after adopting the drainage gas recovery of the coiled-tubing technology. Analyzed from an economic angle, the downtime of the coiled tubing requires the following relationships



Diagram of production decline curve in a block vertical well.
Supposing

where
Effect analysis of field test
Sudong (SD) block of the Sulige gas field belongs to tight sand reservoir. It is located in central Ordos Basin, northern China. The main development formations are from Member 8 of Shihezi formation (Ph8) to Member 1 of Shanxi formation (Ps1) in Permian series. The formation depth is between 2900 and 3500 m. The average permeability is about 1.7 × 10−3 µm2 and average porosity is 9.4%. The average formation pressure coefficient is 0.86, which indicates it is a low-pressure reservoir and more sensitive to water production.22,23
Six production wells are taken into account in the SD block of the Sulige gas field. The production pressure limit of the gas well is 2 MPa. According to the results in Table 2, the wellhead pressure is 2 MPa, and the critical carrying liquid amount of the ∅60.3 mm coiled tubing is higher than the actual output, which is average 5066.67 m3/d according to Figure 4; thus, it does not meet the design requirements. The critical carrying liquid amounts of the ∅38.1, ∅31.8, and ∅25.4 mm coiled tubing are lower than the actual output. When the diameter is less than 38.1 mm, the critical liquid-carrying flow is not obviously decreased, but the friction resistance is obviously increased. In conclusion, ∅38.1 mm is suitable for the gas drainage pipe of the SD block in the Sulige gas field.
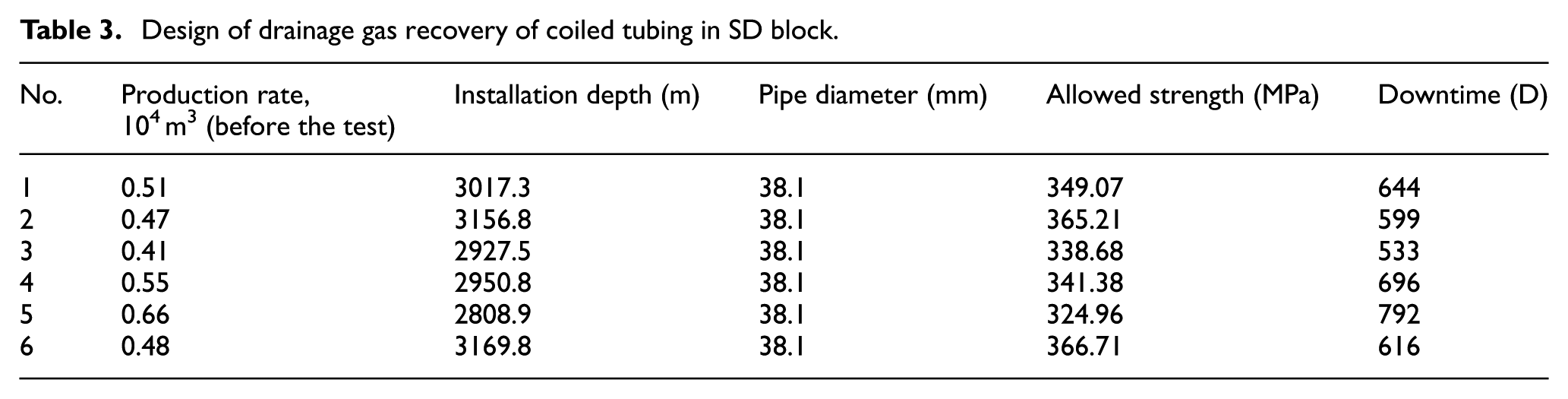
The column diameter, intensity, and timing of water supply and drainage pipe are designed based on the coiled-tubing drainage gas recovery technology mentioned earlier in this article. The results are presented in Table 3. The allowable stress of the coiled tubing in the SD block is less than 400 MPa, which can meet the strength requirements to select the CT55 level (tensile strength: 483 MPa) of the coiled-tubing pipe. The coiled-tubing operation, which guarantees the economic benefits of gas well production, needs to be complete before being placed into production.
Design of drainage gas recovery of coiled tubing in SD block.
The pressure of oil and gas in the gas well and the curve of gas production after adopting the coiled-tubing drainage gas recovery technology are shown in Figures 3 and 4. These figures indicate that the annulus pressure difference decreases significantly, the minimum descent of the original differential pressure is 50% of the original pressure, the average annulus differential pressure decreases by 2.5 MPa, the gas production increases to 2.5 times the original daily gas production, and the cumulative gas production increases by 36,400 m3. The test and analysis results show that the optimized design of a ∅38.1 mm column of the SD gas block has good adaptability. In addition, the production improves significantly and the water loading is effectively solved by the coiled-tubing drainage gas recovery technology.

Column chart of casing and tubing pressure difference change.
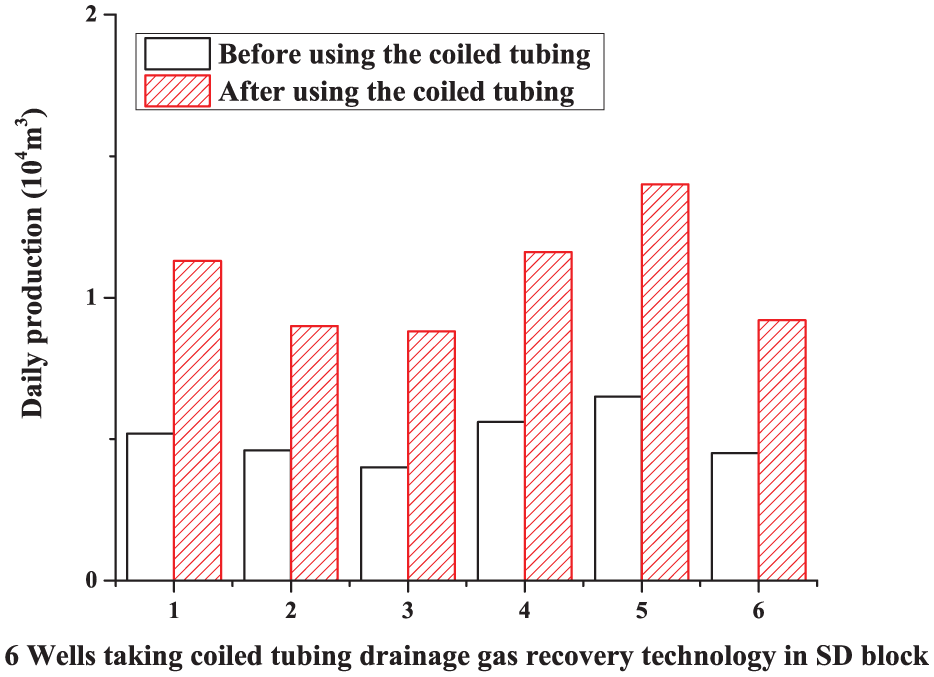
Column chart of daily production change.
Conclusion
The theoretical analysis of liquid loading in gas wells shows that the major models of critical velocity have different scopes of application. A systematic design of the drainage gas recovery process of coiled tubing is proposed and should consider the diameter of the pipe column, pipe strength level, wellhead installation method, downtime, and so on. The production of the SD block in the Sulige gas field is improved significantly; the gas effusion is effectively solved by the coiled-tubing drainage gas recovery technology.
Footnotes
Academic Editor: Yangmin Li
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was supported by the National Natural Science Foundation of China (51604287, 51490652, and U1562215), the Sinopec Scientific Research Project (P15026), and Science Foundation of China University of Petroleum-Beijing at Karamay (no. RCYJ2016B-01-001).