
Abstract
In this article, an attempt has been made to explore the potential performance of Al2O3 nanoparticle–based cutting fluid in hard milling of hardened 60Si2Mn steel (50-52 HRC) under different minimum quantity lubrication conditions. The comparison of hard milling under minimum quantity lubrication conditions is done between pure cutting fluids and nanofluids (in terms of surface roughness, cutting force, tool wear, and tool life). Hard milling under minimum quantity lubrication conditions with nanofluid Al2O3 of 0.5% volume has shown superior results. The improvement in tool life almost 177%–230% (depending on the type of nanofluid) and the reduction in surface roughness and cutting forces almost 35%–60% have been observed under minimum quantity lubrication with Al2O3 nanofluids due to better tribological behavior as well as cooling and lubricating effects. The most outstanding result is that the uncoated cemented carbide insert can be effectively used in machining high-hardness steels (>50 HRC) while maintaining long tool life and good surface integrity (Ra = 0.08–0.35 µm; Rz = 0.5–2.0 µm, equivalent to finish grinding) rather than using the costlier tools like coated carbide, ceramic, and (P)CBN. Therefore, using hard nanoparticle–reinforced cutting fluid under minimum quantity lubrication conditions in practical manufacturing becomes very promising.
Introduction
The concept of minimum quantity lubrication (MQL) has been suggested since a decade ago as a means of addressing the issues of health and environment hazards associated with the airborne cutting fluid particles on factory shop floors. 1 The coolant systems can be eliminated and thus create significant saving from energy and equipment, reduction of waste stream and floor space, and a cleaner and healthier work environment. MQL refers to the use of only minute amount of cutting fluids in mist form (with compressed air) to the cutting zone. Because the drops of fluid directly enter the cutting zone, the cooling and lubricating performance is high. Especially in cases of machining difficult-to-machine materials like high-strength and high-hardness steels, conventional cutting tools usually suffer rapid wear rates because of high temperature and strong adhesive wear between the tool and the work material during dry machining of hardened steel. 2 The hard milling process is defined as milling materials with hardness higher than 45 HRC under appropriate cutting tools and cutting speed and is generally performed without a coolant due to thermal instability. Hence, the early tool wear of uncoated carbide inserts limits the use of these tools in hard machining applications. 3 In order to tackle these problems, numerous research works have been done with regard to two trends: (1) the use of costlier tools like coated carbide (PVD (Ti, Al)N–TiN and CVD Ti(C, N)–Al2O3-coated tools, etc.), ceramic, and (P)CBN in dry machining and (2) hard cutting under MQL conditions.4,5 The application of MQL has been studied and widely utilized in practical manufacturing to improve cutting performance. The suggested results reveal that the economic and technological effectiveness is achieved.6–9
Hard milling process is a very popular technology in production of hardened steels, especially in mold industries. The analyses of cutting forces, tool wear, and vibrations generated from machining inclined surfaces have been investigated by many researchers. The authors concluded that cutting forces and vibrations are strongly affected by surface inclination angle and progressing tool wear.10,11 In addition, the effects of tool path styles on cutting forces and tool deflection in ball end milling of inclined surfaces were investigated using TiC coating tools. The cutting force and tool deflection values in contouring tool path style were found to be smaller than those in ramping tool path style. 12
The disadvantageous effects resulting from high temperature and friction in dry hard milling can be controlled by the process of effective heat removal from the cutting zone and reduction of friction from the tool–chip interface. Hard milling under MQL conditions has shown many superior advantages compared to the hard milling and conventional grinding.6,7,13,14 The MQL application in hard milling not only can achieve the same surface quality as grinding process under appropriate cutting parameters but also can reduce manufacturing costs, improve production efficiency, and eliminate the environmental impact of coolant.6,7,15,16
Application of the minimum quantity cooling lubrication (MQCL) method results in reduction of the cutting tool wear and facilitates chip removal from the cutting zone. Main reason is the formation of a thin tribofilm layer on the cutting tool surfaces, which help improve the machining conditions to show desirable chip shapes due to the reduction of the values of the coefficient of chip thickening and friction coefficient on the rake face. 17
Microhardness distribution on the surface of the sample under MQL method was more uniform compared to dry machining. Microstructure analysis also showed that under dry machining, the crumple zone is twice as big due to plastic deformations compared to cooling using the MQL technique. Under dry machining, microcracks were found beyond the crumple zone as well as within it. Therefore, the appropriateness of using MQCL to finish machining is confirmed. 18
In recent years, the use of hard nanoparticle–reinforced cutting fluids such as Al2O3, MoS2, SiO2, and diamond in hard machining under MQL conditions becomes a new research trend and has attained a significant attention in machining processes to reduce environmental loads.19,20 P-H Lee et al. 21 found that, during micro-grinding, Al2O3 nanoparticles in MQL fluids are effective for reducing surface roughness values and show enhanced tribological effects (like ball/roller effect) compared to diamond particles. Moreover, the size of nanoparticles was a more critical parameter to influence on surface roughness than the volumetric concentration, and smaller nanoparticles could be more effective for producing smoother surface in the case of nanofluid MQL. Zhang et al. 22 used Al2O3 and SiC mixed nanofluids through MQL mode in the grindability study of a Ni-based material. Based on their experimental findings, they opined that 2:1 (Al2O3 and SiC) was the optimal ratio for nanoparticles mixing which resulted in lowest coefficient of friction and minimum specific energy consumption. AAD Sarhan et al. 23 added SiO2 nanoparticles (0.2 wt %) having an average size of 5–10 nm into the mineral oil and studied their effects on the coefficient of friction, cutting forces, specific energy, and power in milling. The authors found that reducing the coefficient of friction, cutting forces, specific energy, and required power are achieved compared to the case of an ordinary lubrication system. Wang et al. 24 carried out grinding experiments with six nanofluids, namely, MoS2, SiO2, diamond, carbon nanotubes, Al2O3, and ZrO2, in MQL grinding of Ni alloy GH4169. They aimed to find the optimal lubrication property of these nanofluids in grinding process. Based on their work, they confirmed better lubricity nature of spherical nanofluids, whereas in the case of nanodiamonds better polishing over the work surface was reported. AK Sharma et al. 25 had done a comprehensive review on the effects of MQL in machining processes using conventional and nanofluid-based cutting fluids. They review that the application of nano cutting fluid during MQL milling reveals a remarkable reduction in cutting force, cutting temperature, specific energy requirements, lubricant consumption, and tool wear and the improvement in surface quality. NAC Sidik et al. 26 newly made a review of recent progress on the application of nanoparticles in lubricants especially for MQL technique in machining processes. The authors concluded that nanofluid MQL exhibited better tribological and thermophysical properties. However, very few records can be seen in the literature indicating more experimental research is needed to ensure maximum performance of using nanofluid as a coolant in machining.
The existing papers have not mentioned about using the uncoated cemented carbide tools in MQL hard milling with nanofluids. Hence, we are motivated to work on hard milling of 60Si2Mn steel (50–52 HRC) with Al2O3 nanofluids (0.5 wt %) under MQL conditions, especially in using economical uncoated cemented carbide inserts. This work aimed to investigate the maximum performance of Al2O3 nanoparticles in MQL hard milling in terms of surface roughness, cutting forces, tool wear, and tool life. For nanofluid additives, nano Al2O3 particles are selected due to their superior tribological and anti-toxic properties. A series of experiments are conducted, and this article presents a part of experimental research. Hard milling experiments were carried out under different lubrication conditions: MQL hard milling using two types of Al2O3 nanofluids (soybean oil and emulsion 5% coolant) compared to pure MQL hard milling. The experimental results show that nanofluid MQL is more effective for reducing cutting forces and surface roughness and tool wear led to increase tool life than pure MQL. In addition, it is demonstrated that the nanofluid of emulsion 5% coolant shows better tribological performances in hard milling compared to soybean oil–based nanofluid.
Our contributions in this article can be summarized as below:
With the use of Al2O3 nanofluids in MQL hard milling, the uncoated cemented carbide inserts can be used effectively for machining hardened steels (>50 HRC). This overcomes the previous problems of early tool wear.
Maximum performance of Al2O3 nanofluids and uncoated cemented carbide inserts in MQL hard milling is investigated by experimental research.
The existence of “appropriate wear land” on flank face is a novel observation, in which the best performance of nanoparticles in MQL hard cutting is achieved in terms of surface quality.
Materials and methods
Experimental devices
In this research, 60Si2Mn steels with the hardness of 50–52 HRC were used. Cubic workpiece samples with dimensions of 150 mm × 100 mm × 15 mm were utilized. All specimens were austenitized at 850°C, then tempered at 400°C, and finally were oil quenched to the room temperature. The chemical composition of this alloy steel is presented in Table 1.
Elemental composition of 60Si2Mn steels.

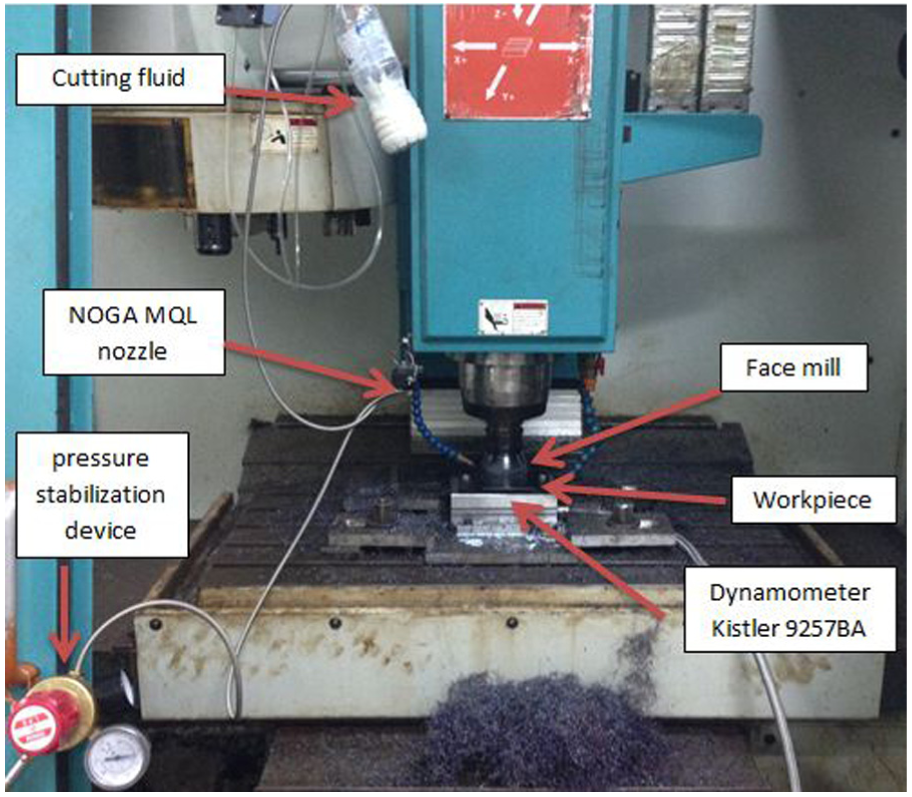
All the experiments were conducted on a VMC 85S machining center. The BAP 400R-80-27-6T face mill head with APMT 1604 PDTR LT30 uncoated cemented carbide inserts (flank angle (11°) and nose radius (0.66 mm)) made by LAMINA Technologies (Sweden) was utilized. The MQL system includes NOGA nozzles, PT-0136 compressed air, pressure stabilization device, soybean oil, emulsion 5% coolant, and Al2O3 nanoparticles (technical specification is shown in Figure 1 and Table 2). Measuring equipments consist of Kistler quartz, three-component dynamometer (9257BA), SJ-210 Mitutoyo for surface roughness, TM-1000 optical microscope, data acquisition system A/D DQA N16210 (made by National instruments, USA), and DASYlab 10.0 software.

SEM image of Al2O3 nanoparticles.
Al2O3 nanoparticle specification (from Soochow Hengqiu Graphene Technology Co., Ltd).

The MQL nozzle is set up to create air–oil spray for lubricating the flank face of mill. The inclination angle of nozzle is 45° relative to the tool axis. The experimental setup is shown in Figure 2. Figure 3 illustrates the scheme of face milling process with the designation of force components.
Experimental design.

Designation of force components of face milling process.
Experiment
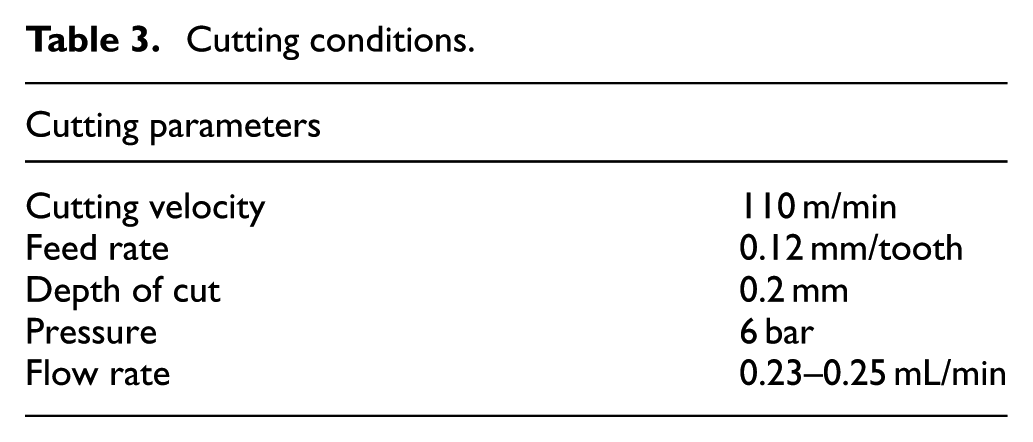
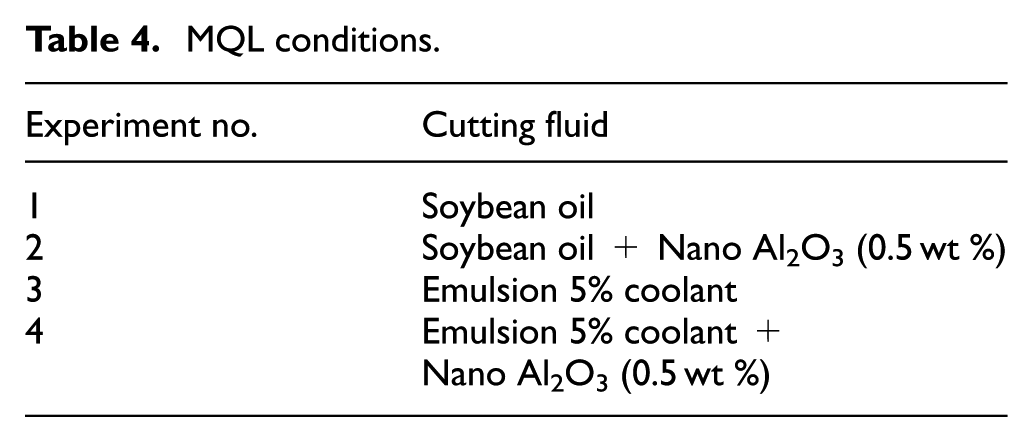
To investigate the effectiveness of Al2O3 nanoparticle–based MQL cutting fluids in hard milling, the cutting parameters are kept constant (shown in Table 3). Four experiments under different MQL cutting fluids (Table 4) are conducted until the observation of accelerating wear rate obtained from directly measuring the cutting forces as well as surface roughness. The milling process will be stopped, and the carbide insert is taken into the measurement. The critical value of the flank wear (VB) is 0.3–0.5 mm. 27
Cutting conditions.
MQL conditions.
Formulation of Al2O3 nanofluids
Nanofluids are the engineered colloidal suspension of nanometer sized (usually less than 100 nm) materials. 28 Because Al2O3 nanoparticles are insoluble in emulsion or soybean oil, the Sono Swiss Ultrasonic Cleaner SW3H is used to manufacture Al2O3 nanofluids by ultrasonic vibration (Figure 4). Afterward, the ultrasonication with ultrasonic frequency 38 kHz for 25 min has been performed to ensure uniform distribution of Al2O3 nanoparticles in oil.

Sono Swiss Ultrasonic Cleaner SW3H used to manufacture Al2O3 nanofluids.
Results
Surface roughness Ra, Rz (with cut off length of 0.25 mm) is measured three times and takes the mean values. Cutting forces Fx, Fy, and Fz depending on MQL conditions are directly measured and shown in Figures 5–9. The tool life evaluated by the critical value of the flank wear (VB) is 0.3–0.5 mm and depends on MQL conditions shown in Figure 10. Tool wear images were captured by TM-1000 optical microscope. The wear images of rake and flank faces under nano Al2O3-reinforced soybean oil as MQL cutting fluid are compared to pure ones (Figures 11 and 12).

Surface roughness Ra under MQL conditions with or without nanofluids.

Surface roughness Rz under MQL conditions with or without nanofluids.
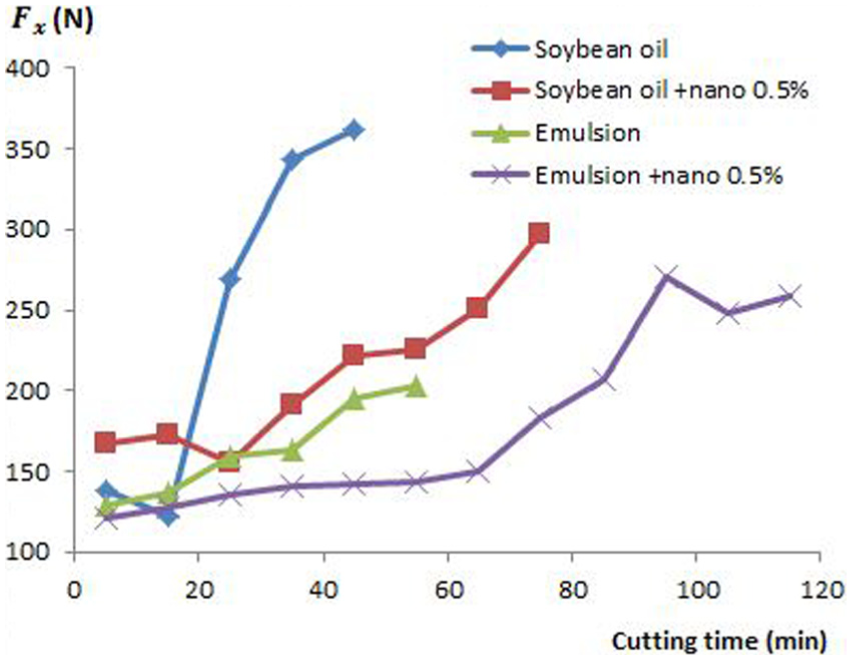
Cutting force component Fx under MQL conditions with or without nanofluids.

Cutting force component Fy under MQL conditions with or without nanofluids.
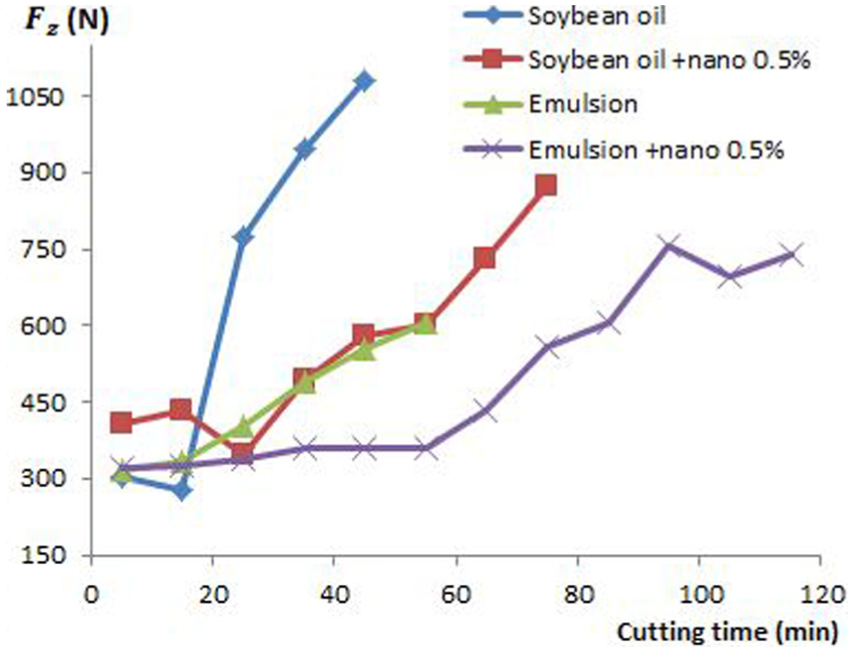
Cutting force component Fz under MQL conditions with or without nanofluids.

Tool life under MQL conditions with or without nanofluids.
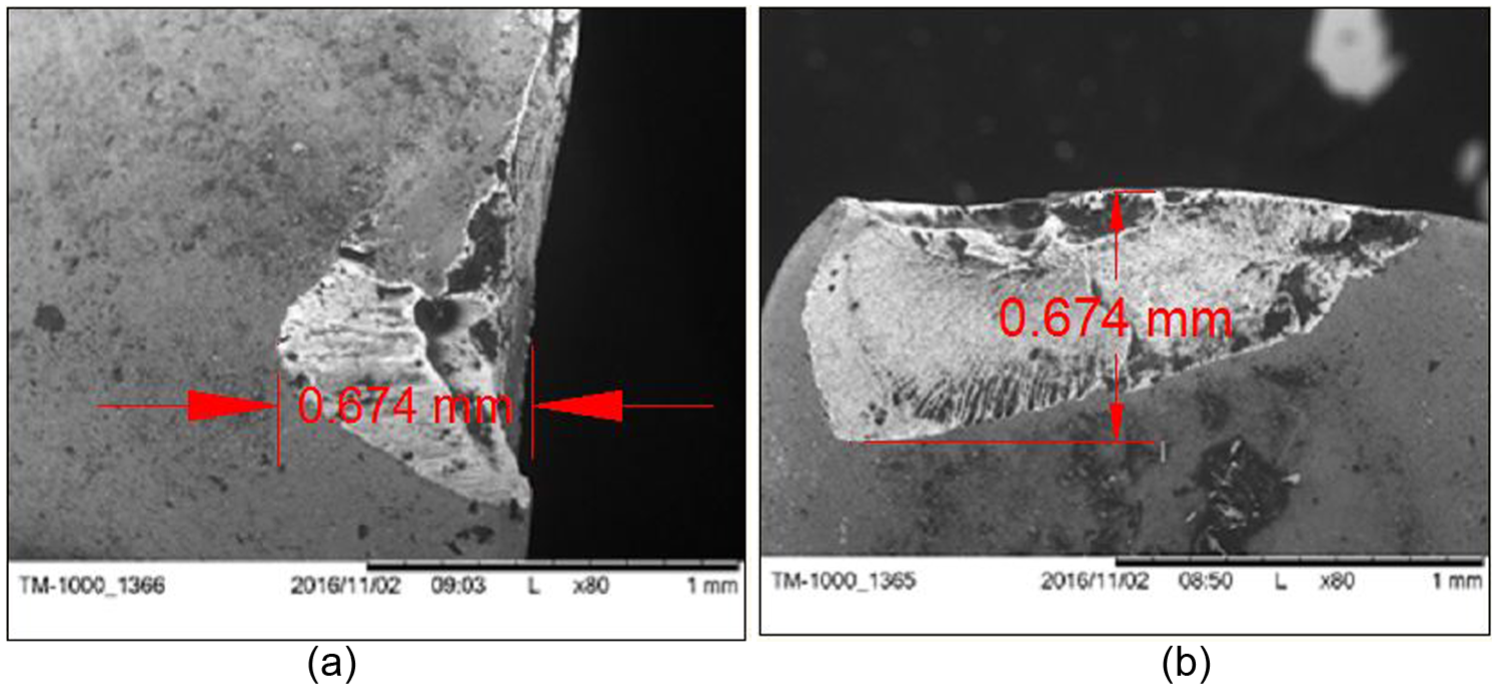
Tool wear under pure MQL cutting fluid with soybean oil (cutting time at 45 min): (a) wear on rake face and (b) wear on flank face.

Tool wear under MQL nanofluid with soybean oil (cutting time at 80 min): (a) wear on rake face and (b) wear on flank face.
Discussion
From Figures 5–10, it is revealed that during the first 20 min, the cutting forces Fx, Fy, and Fz are low (Fz is smaller than 450 N), and the good surface integrity in terms of surface roughness (Ra = 0.08–0.2 µm; Rz = 0.5–1.5 µm) is achieved. This is equivalent to finish grinding. In this time, the performance of Al2O3 nanoparticles in MQL hard milling is not really clear, but the cutting forces and surface roughness are reduced when compared to pure MQL cutting fluids. Especially in case of emulsion 5% coolant, the effectiveness of Al2O3 nanoparticles makes surface roughness Ra and tangential force Fz reduce 0.6 and 0.9 times, respectively.
The main reason is that, during the first period, a fresh cutting tool makes the performance of Al2O3 nanoparticles not really clear. Although the MQL was sprayed to the flank face, an oil film with nanoparticles is formed in contact zone and plays an important role in creating “roller effect.” Rolling friction instead of sliding one occurs between flank face and machined surface, rake face and chip surface, and so forth. Hence, the friction, cutting forces, tool wear, and surface are reduced.
After the first period, the machining processes under pure MQL cutting fluids are clearly seen that the rapid tool wear occurs and the cutting forces and surface roughness increases. In terms of the period of accelerating tool wear, the tool lives in cases of soybean oil and emulsion 5% are 45 and 50 min, respectively. The good surface quality (Ra < 0.35 µm, Rz < 2.0 µm) is obtained, so it can be used for finish milling of hardened steels.
The performance of Al2O3 particles in MQL hard milling becomes gradually clear when considering the slow increase in cutting forces and surface roughness. This leads to the reduction of tool wear which significantly prolongs the tool life. In case of soybean oil with nano Al2O3, tool life is about 80 min (increase almost 177% compared to pure soybean oil). In case of emulsion 5% coolant with nano Al2O3, tool life is about 115 min (increase almost 230% compared to pure emulsion 5% coolant).
The reason is that in machining high-hardness materials, the wear on cutting edge and flank face is dominant. When the “appropriate wear land” on flank face occurs, oil mist can be easily formed and the number of nanoparticles in cutting zone increases to create “roller effect.” For this reason, the coefficient of friction, cutting force, and tool wear are reduced. Through all experiments, the “appropriate wear land” on flank face at a certain period is observed, and the values of cutting forces and surface roughness are significantly reduced, remained in certain time, and then slowly increased. It is proven that the best performance of nanoparticles is obtained due to the existence of “appropriate wear land.” This can be explained that the profile of machined surface of hardened steel reflects that of flank face of cutting tool with reasonable accuracy. As long as the flank wear profile remained smooth, the flank wear to some extent not deteriorates the surface finish but somehow keeps or increases the surface quality. This novel observation is needed to study and confirm in our next papers. When “appropriate wear land” no longer exists, the values of cutting forces and surface roughness increase.
Considering the two types of Al2O3 nanofluids, the use of emulsion in MQL hard milling is more effective than that of soybean oil. In detail, tool life in case of emulsion is almost 144% higher than that of soybean oil. The cutting forces and surface roughness with emulsion are lower (the reduction of Ra and Fz is almost 66% and 60%, respectively).
The reason is that in hard milling with face mill, the cutting heat is very high and the ignition temperature of soybean oil is low. Therefore, the lubricating performance of soybean oil is less effective than that of emulsion in cases with/without nanoparticles. This experimental result is suitable with the previous studies.6,7
In Figures 11 and 12, they reveal the difference of tool wear between MQL hard milling with nanofluids and pure MQL. In Figure 11, the wear on cutting edge including rake and flank faces is dominant. In Figure 12, the friction between rake face and chip reduces due to “roller effect” of nano Al2O3. Wear abrasion is not concentrated in cutting edge, and the abrasive area is formed on rake face (marked area shown in Figure 12(a)). On flank face, the formation of small wear land help form oil mist and contain nanoparticles to create “roller effect.” The pressure on cutting edge decreases due to the reduction of friction. Therefore, the uniform wear occurs on cutting edge, which is different from the case without nanoparticles (Figure 12(b)). Moreover, the tool wear is reduced (about 26.4%–33%) with the use of Al2O3 nanofluids.
Conclusion and future work
The influence of nano Al2O3 on wear behavior and cutting performance of the uncoated cemented carbide tools was investigated in hard milling of hardened 60Si2Mn steel (50–52 HRC) under different MQL conditions. The obtained results reveal that using Al2O3 nanoparticle–based (0.5 wt %) MQL cutting fluids, the tool life compared to MQL without nanofluids increases 177% (with soybean oil) and 230% (with emulsion 5% coolant), while the values of cutting forces and surface roughness decrease. Moreover, the increase in tool life by Al2O3 nanoparticles into emulsion is much higher than that of adding them into soybean oil. This can be explained by the fact that the ignition temperature of emulsion is higher than that of soybean oil. Because of the extreme heat generated during hard milling and low nano concentration, the soybean oil with Al2O3 nanoparticles (0.5 wt %) is burned and creates concentrated heat zone, which led to decrease in the tool life.
Due to the effectiveness of nanoparticles in MQL, the cutting ability of hard milling can be significantly enhanced. The most outstanding result is that the cutting ability of the APMT 1604 PDTR LT30 uncoated cemented carbide inserts with economical characteristics was experimentally proven to machine hardened 60Si2Mn steel (50-52 HRC). Hence, the manufacturing costs can reduce while maintaining the good surface quality and tool life.
The obtained surface integrity in MQL hard milling with nanofluids is very good and equivalent to finish grinding (Ra = 0.08–0.35 µm; Rz = 0.5–2.0 µm). Therefore, hard milling operations have been considered an attractive alternative to traditional finish grinding operations.
The use of emulsion 5% coolant–based nanofluids in MQL hard milling has shown that the economic and technological characteristics of cutting performance are achieved. For that reason, the application in practical manufacturing becomes full of conveniences.
The use of soybean oil–based nanofluids in MQL hard milling was less effective than that of emulsion. However, the soybean oil has many superior advantages like abundant in tropical countries, nontoxic, and environment-friendly, so it should be considered to use. Interestingly, the problem can be overcome by increasing the nano concentration in soybean oil. In contrast, the emulsion-based nanofluids in MQL hard milling bring out very little effect when increasing the nano concentration. The work will be discussed in the next paper.
Further work of nanofluid in MQL hard milling should include undertaking more experimental work to enhance cutting performance results and to verify conclusions drawn in this article, investigating the nano concentration in MQL cutting fluids to find out optimal concentration, and exploring the relationship between the existence of “appropriate wear land” on flank face and the size of nanoparticles.
Footnotes
Academic Editor: Xichun Luo
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.