
Abstract
Under the background of service-oriented manufacturing, warehouse product service system is a new kind of inventory service mode appeared in the Industrial Parks around the world. In this article, definition and characteristics of warehouse product service system were proposed and its service solution was clarified at first. Then, inventory items were divided into general parts and non-general parts based on a multi-criteria evaluation method. Next, a distributed configuration scheme was determined according to different requirements of manufacturing and service enterprises. The back-propagation neural network was used to estimate the safety stock of the general parts; while an exponential moving average method with a trend was used to estimate the space demand of the non-general parts. Finally, an industrial case was presented to verify the feasibility of the proposed scheme. It can be predicted that warehouse product service system can bring a value-added service and achieve a win–win situation for manufacturing and service enterprises.
Introduction
Under the servitization and socialization background of manufacturing industry, Industrial Parks have been rapidly developed around the world, such as Detroit Motown in America, Toyota Motown in Japan, Stuttgart in Germany, and Suzhou in China.1,2 It is an enterprise cluster, in which different enterprises join together virtually and geographically to participate in all kinds of production activities. Industrial practice has proved that it can reduce manufacturing cost, shorten production cycle, and raise enterprises’ competitiveness. However, the inventory and logistics have become an urgent problem in the Industrial Parks. On one hand, a large number of inventory items can bring a complicated management; on the other hand, service-oriented manufacturing suggests that manufacturing enterprises must deliver the ordered parts to other enterprises on time. Against this background, manufacturing enterprises have shown some new changes. First, the non-core parts have been outsourced so as to enhance their core manufacturing capacity; second, just-in-time (JIT) philosophy has been gradually employed in modern enterprises; third, inventory has been separated from the manufacturing enterprises, and third-party logistics company was responsible for the distribution of various parts.
Combining with the above changes of the manufacturing enterprises in an Industrial Park, a warehouse product service system (WPSS) was introduced. It is a new service-oriented solution through integrating warehouse product with the services of purchasing, storing, packaging, and delivering so as to meet the different requirements of manufacturing and service enterprises in an Industrial Park. The goal is to improve the inventory efficiency and reduce the logistics cost through establishing an intelligent warehouse and providing a series of professional storing and logistics services. When implementing the WPSS in an Industrial Park, how to achieve the reasonable inventory management is the first problem to be solved. Under these circumstances, a distributed configuration scheme for WPSS was investigated. First of all, the concept of WPSS was defined and its characteristics were presented. Then, different configuration strategies were developed based on the various types of parts.
The rest of this article is organized as follows. Section “Brief review” presents a brief review of warehouse management and industrial product service system (IPSS). The definition, characteristics, and service solution of WPSS are given in section “WPSS clarification.” Section “Classification of inventory items” shows how to classify the different kinds of parts according to evaluation parameters. In section “Distributed configuration scheme,” a distributed configuration scheme of general parts and the non-general parts are established, respectively. Section “A case study” provides a case study to illustrate the feasibility of the proposed methods. Conclusions are drawn in section “Conclusion.”
Brief review
In recent years, scholars at home and abroad have done a great number of researches on warehouse management. Considering price-dependent demand, Hong et al. 3 proposed an integrated inventory and transportation policy to maximize the total profit for a ubiquitous factory. Shahabi et al. 4 developed a mathematical model to coordinate facility location and inventory control for a four-echelon supply chain network consisting of multiple suppliers, warehouses, hubs, and retailers. Mousavi et al. 5 proposed a seasonal multi-product multi-period inventory control model in which the inventory costs were obtained under inflation and all-unit discount policy. Moreover, he developed a two-echelon distribution supply chain network for the seasonal products with multiple vendors (manufacturers) and buyers (retailers), and a set of warehouses for each vendor are considered. 6 Regarding the environmental impact, Fichtinger et al. 7 examined the key effects of inventory management on warehouse-related greenhouse gas emissions; Chen et al. 8 explored the role of green technology investment in managing the trade-offs between the economic and environment performances of warehousing operations. In order to improve the efficiency and effectiveness of supply chain management, radio frequency identification (RFID) technologies were utilized.9,10 Poon et al. 11 developed a real-time warehouse operations planning system (R-WOPS) for solving small-batch replenishment problems. Through using R-WOPS, real-time production and warehouse operations are monitored by RFID, and a genetic algorithm is applied. Choy et al. 12 proposed a rule-based decision system for storage assignment in a warehouse. Moreover, Gong and de Koster 13 provided a review on stochastic models and analysis of warehouse operations. Generally, much attention has been devoted to the warehouse product, such as design, inventory control, and performance evaluation. 14
In addition, academic and business interests in the product service system have risen significantly. The product service system represents a competitive opportunity for many companies as they seek new profit added space by providing services instead of products. An IPSS is characterized by the integrated and mutually determined planning, development, provision, and use of products and services including immanent software. Meier et al. 15 investigated the motivation and definitions of IPSS. Beuren et al. 16 discussed specific features of the product service system as well as the benefits and drawbacks. Leseure et al. 17 identified critical and frequent challenges experienced by UK manufacturing companies undergoing a servitization journey to becoming product service system providers. Zhang et al. 18 proposed a smart box-enabled product–service system for cloud logistics, in which Physical Internet, product–service system, and cloud computing were developed. It should be noted that Jiang and Zhu 19 has done much research on introducing IPSS idea into manufacturing equipment, such as an IPSS for computer numerical control (CNC) machine tool (mt-iPSS) and cutting tools (ct-iPSS). For example, the concept and enabling architecture of an mt-iPSS based on the provision and enhancement of machining capabilities were presented; 20 its machining service capacity was discussed. 21 For the IPSS running phase, a multi-objective resource service scheduling model was established, and a modified non-dominated sorting genetic algorithm–II (NSGA-II) algorithm was used to find the optimal solution. 22 Cao and Jiang 23 proposed a WPSS, and its service capability maturity model based on the analytical target cascading was established. However, the mode and mechanism of WPSS have not been discussed.
In summary, WPSS is a new research direction which can greatly improve the supply chain management in an Industrial Park. But at present, most researches mainly focused on warehouse product; little attention is paid on the WPSS through integrating the warehouse product with various inventory services. Therefore, the concept of WPSS was proposed, and its configuration scheme was discussed in this article.
WPSS clarification
Definition and characteristics
Traditionally, warehouse is a transfer station in the supply chain of production and sales. While the WPSS is a new service-oriented solution through integrating warehouse product with the services of purchasing, storing, packaging, and delivering various parts, such as raw materials, working-in-process and finished products. As the Figure 1 shows, WPSS is a link between suppliers, manufacturers and customers. As the main support of logistics activities, it can realize the inventory management integration and provide a series of JIT services (i.e. the right time and the right place of delivering the right items). Its characteristics are described as follows:
Information sharing. It can achieve the inventory management information sharing between the upstream and the downstream enterprises through establishing a strategic partnership. The reasons are that the upstream enterprises in a supply chain can timely and accurately obtain information on market demand, the downstream enterprises can determine the production planning according to the orders from the upstream enterprises, and all activities of enterprises can be carried out with the change of customers’ demand.
Intelligent storing. Advanced technology and intelligent equipment were used to build the warehouse. Specially, a RFID-based storage solution was used to monitor the real-time storage status of parts and enhance the efficiency of order picking. In addition, various intelligent algorithms were used to solve the space allocation problem. Intelligent storing can not only speed up inventory turnover but also shorten the lead time of order and delivery.
Efficient logistics. At present, many manufacturers employ the JIT philosophy in order to be more competitive in today’s global market. The success of JIT on the production floor has enabled many firms to expand the JIT philosophy to the entire supply chain. In order to respond to the customers’ demand rapidly, the WPSS can provide JIT service and directly deliver the ordered parts to the production floor in an enterprise at the right time and right space with the right terms.

A supply chain model based on WPSS.
Service solution
As shown in Figure 2, a WPSS includes two parts: logistics service department and storage service department. Furthermore, storage service department consists of industrial product supermarket, out-leasing site, and in-allocation site; logistics service department consists of the internal delivery service and external delivery service. Time and space management are the main contents in WPSS. Storage time management requires the warehouse to have the fast ordering, sorting, and picking so as to respond to the enterprises’ demand rapidly. Storage space management deals with the reasonable space, planning to meet different enterprises’ storing requirements.

The organization structure of WPSS.
Therefore, it is a new mode integrating the intelligent warehouse product with the professional services of “centralized purchasing + dynamic storing + JIT delivering.”Figure 3 shows the relationship among suppliers, manufactures, and WPSS. The specific description is illustrated as follows:
Industrial product supermarket. It mainly provides the general parts for all kinds of manufacturing enterprises. The general parts include the raw materials, such as forgings and bar material; machine tool accessories, such as cutting tools, lubricating fluid, and fixtures; standard parts, such as screws, gaskets, bearings, and trays; some customized parts, such as gears. The on-line purchasing and off-line delivering are adopted.
Out-leasing site. It is a long-term or medium-term storing service, which is suitable for large enterprises. Generally, both the service time and space of the out-leasing site are fixed according to the cooperation agreement between the two parties. WPSS is responsible for providing the out-leasing site; enterprises are responsible for sorting, storing, checking, and picking their own parts.
In-allocation site. It is a short-term storing service, which is suitable for medium and small enterprises. Generally, both the service time and space of the in-allocation site are not fixed. According to their production situation, the WPSS can aid the manufacturing enterprises to solve the inventory problem. Therefore, the storing period is uncertain, and the storing space is dynamically allocated according to the space allowance of WPSS.
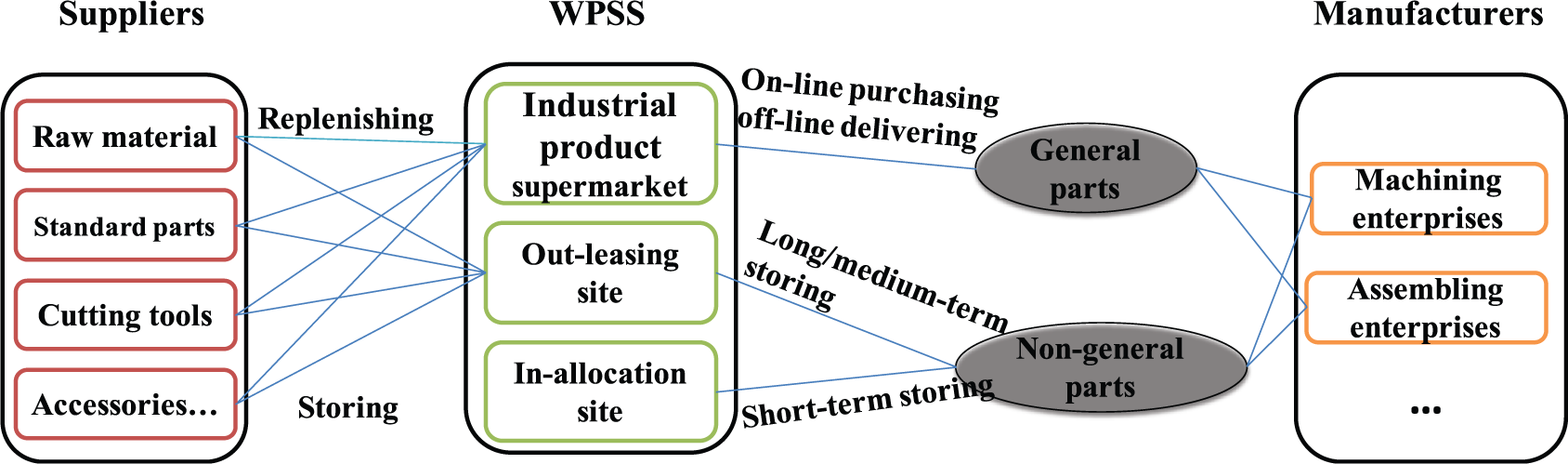
A logic diagram with respect to suppliers, manufactures, and WPSS.
Difference between WPSS and individual enterprise warehouse
Table 1 shows the difference between WPSS and individual enterprise warehouse. On one hand, WPSS is responsible for all the parts of various manufacturing and service enterprises in an Industrial Park, while individual enterprise inventory is responsible for their own parts. On the other hand, WPSS can deliver the ordered parts to the production floor at the right time and right space with the right terms according to each enterprise’s demand.
Difference between WPSS and individual enterprise warehouse.
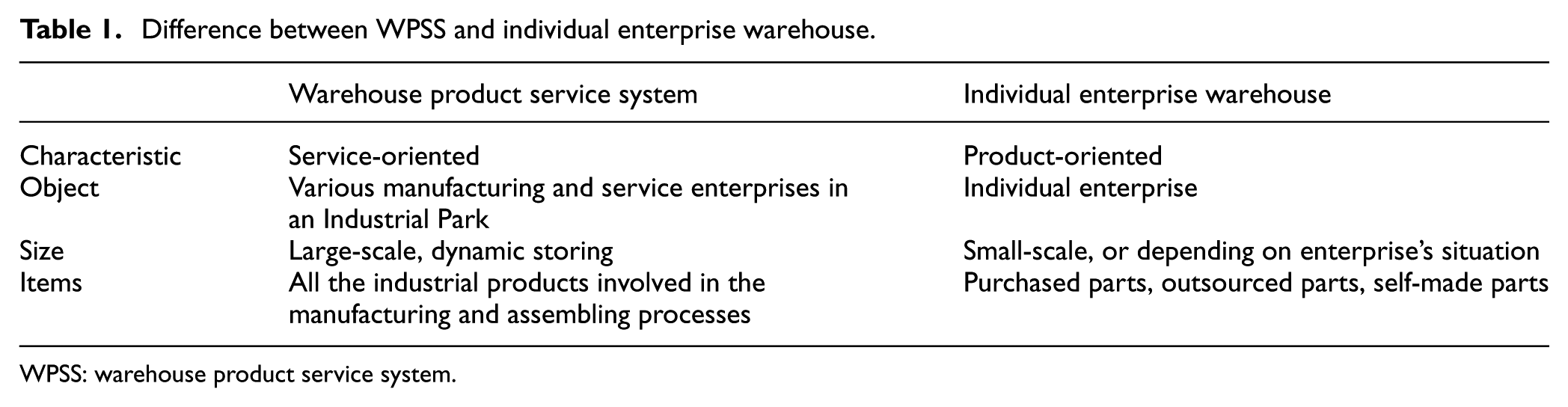
WPSS: warehouse product service system.
For the individual enterprise warehouse, the inventory items include purchased parts, outsourced parts, and self-made parts. The raw material, standard parts, cutting tools, and so on are involved in the purchased parts, which can be selected from the industrial product supermarket of WPSS; outsourced parts refer to these parts machined by another enterprises, which can be stored into the In-allocation site of WPSS; self-made parts are finished in their own enterprise, which can be stored in the industrial product supermarket, or out-leasing site or in-allocation site of WPSS. For example, the self-made parts of some enterprises are various types of gears. Among them, the standard gears can be stored in the industrial product supermarket; the non-standard gears can be stored in the out-leasing site or in-allocation site of WPSS.
Classification of inventory items
In order to efficiently control the inventory items and determine the suitable storage policies, it is essential to divide inventory items of different enterprises into the general and non-general parts. General parts can be selected from the industrial product supermarket of WPSS; non-general parts can be stored in the out-leasing site or in-allocation site of WPSS. For the individual enterprise, the purchased parts are covered in general parts; the outsourced parts are covered in the non-general parts.
Here, analytic hierarchy process (AHP), developed by TL Saaty 24 in the 1970s, is used to divide the self-made parts into the general and non-general parts. An AHP is a structured technique for organizing and analyzing complex decisions based on mathematics and psychology, which has been extensively studied and refined by lots of experts in different fields. Therefore, it is feasible to adopt an AHP method to classify the inventory items of various enterprises.
Application of AHP method
Figure 4 shows the specific procedure of applying AHP to evaluate self-made parts. In all, it includes the hierarchical structure model, judgments and comparisons, and calculation and consistency check for the single-level and total-level sorting.

The specific procedure for using AHP method.
Step 1. Hierarchical structure model
The ABC classification method has been widely used for aggregation of inventory terms, the basis of which is first to rank items according to annual dollar usage and then to generate the A, B, and C groups. However, classifying the items in an inventory is a kind of multi-criteria optimization problem. Hence, a kind of hierarchical structure is proposed in Figure 5. Aside from annual dollar usage, other criteria are considered, such as inventory cost, lead time, and sales.

The hierarchical structure for classifying the self-made parts.
Step 2. Judgments and comparisons
As shown in Table 2, 1–9 scale is used to quantify the important relationships among different elements. It is noted that 2, 4, 6, 8 are set as the median values of judgment or comparison. For example, for demand A2, if the sales B4 are equally important with respect to general parts than lead time B5, the value is set as 1; if the sales B4 are extremely important with respect to general parts than lead time B5, the value is set as 9. Suppose there are n elements X = {x1, x2, …, xn} in some level, the importance value of Xi and Xj with respect to parent element Y is set as
Step 3. Single-level sorting and consistency check
The scale used to quantify the important relationships among different elements.

First, the principal eigenvalue λ and normalized eigenvector w of judgment matrix R are calculated, and they can be formulated as Rw = λw. But judgment matrix R may not be consistent. The consistency index (CI = (λ−n)/(n−1)) is used to describe the consistency of matrix R. The closer λ approaches judgment elements n, the better consistency of matrix R is. In order to make the check result more reliable, the consistency ratio (CR) is proposed. CR = CI/RI, where RI denotes the random CI. If CR < 0.1, the consistent conclusion for judgment matrix R could be drawn. Otherwise, it is necessary to readjust the rij of judgment matrix R.
Step 4. Calculating the total-level sorting
Suppose that the sorting of criteria A {A1, A2, A3} with respect to the general parts Z is {a1, a2, a3}, and the single sorting of subcriteria (B1, B2, …, B8) with respect to parent element Aj (j = 1, 2, 3) is {B1j, B2j, …, B8j}. Then, the total-level sorting of subcriteria-B is shown in equation (3)

Step 5. Consistency check for the total-level sorting
Suppose that the CI of subcriteria (B1, B2, …, B8) with respect to criteria Aj (j = 1, 2, 3) is CIj, and the random CI is RIj. Then, the CR of the total-level sorting is
If CR < 0.1, the total-level sorting meets consistent requirement; otherwise, it is necessary to adjust the rij of judgment matrix R. According to the above application of AHP method, the final result {c1, c2, …, cn} of self-made parts with respect to the general parts could be acquired.
Estimation of general parts
According to the final result {c1, c2, …, cn} of the self-made parts, it can be sorted in descending order. ri is used to mark the order index of ith part, as shown in equation (4)

where RANK(ci,c1:cn) is a ranking function, which represents the order of ith part in {c1, c2, …, ci, …, cn}.
Based on the above calculation results, it is suggested that these parts (ri ≤ 80%) are considered as general parts; these parts (80% < ri ≤ 100%) are considered as non-general parts. It should be noted that these classification results are identified by the theoretical method. Therefore, the results can be adjusted according to the production characteristics and demand of the self-made parts.
Distributed configuration scheme
Configuration scheme of general parts
General parts must meet the purchasing demands from various manufacturing enterprises in the Industrial Parks. Therefore, the optimization goal is to ensure the general parts to be not out of stock. At present, re-order point model, economic order quantity (EOQ) model and neural network, and so on can be used to establish the safety stock model. However, there are various factors influencing the safety stock of general parts, such as variable market demand, uncertain delivery cycle, and different storage and shortage costs. Moreover, it is a complex nonlinear relationship between the safety stock and the various influencing factors, which makes the safety stock difficult to predict. Back-propagation (BP) neural network is a supervised learning algorithm, which has self-organization learning, large-scale parallel processing, good fault-tolerant ability, and adaptability. Therefore, the use of artificial neural network has become the preferred method. As shown in Figure 6, BP neural network model includes input layer, hidden layer, and output layer. In forward-propagation, information is disseminated from the input layer, weighted by the layer hidden to the output layer, and the input response of the network is obtained in the output layer. In BP, the steepest descent method is used to adjust the network weight so as to ensure less error square.

Schematic diagram of BP neural network model.
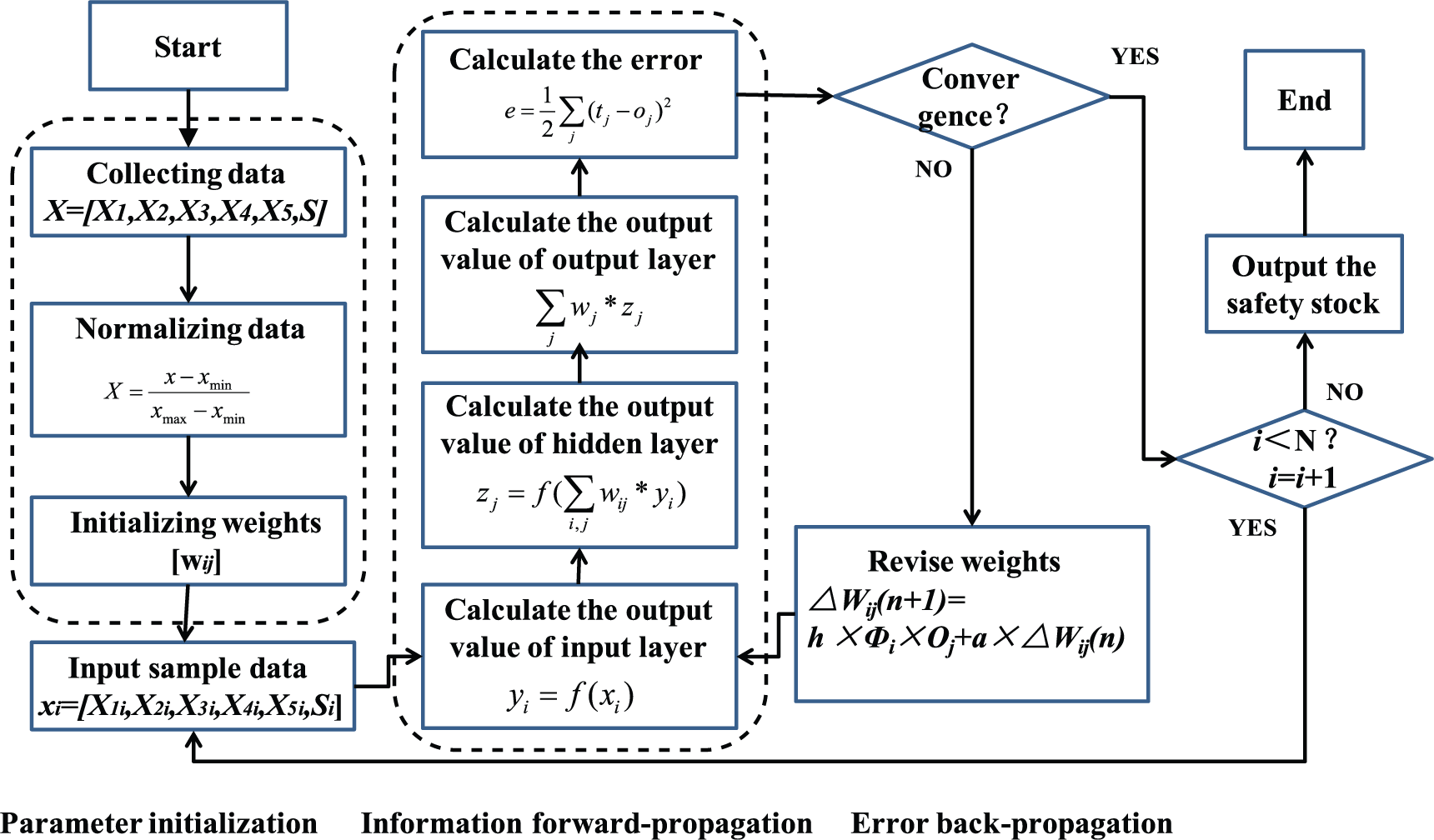
Figure 7 shows the flowchart of constructing the safety stock model based on BP neural network. The whole modeling process is divided into three stages: parameter initialization, information forward-propagation, and error BP. Among them, the basic data includes five input parameters (selling frequency, storage cost, shortage cost, demand, and purchasing quantity) and one output parameter (actual safety stock); a linear function is used to deal with the above data collected from enterprises inventory; the predicted values of the learning samples are compared with the actual safety stock values so as to revise the weights.
Step 1: parameter initialization
1. Factors affecting the safety stock of general parts
A flowchart of constructing the safety stock model of general parts.
The input of the BP neural network model is the factor that affects the safety stock. Here, selling frequency, storage cost, shortage cost, demand, and purchasing quantity are selected as the input.
2. Normalization of the sample data
For the collected data, their unit is different. A linear function is used to normalize these data with different values and different units into a set of data between 0 and 1

Step 2: information forward-propagation
1. Node model (Table 3)
2. Transfer function model

Step 3: error BP
1. Error calculation model
The error calculation model is an error function between the expected output value and the predicted output value

where tj is the expected output value of j node, and Oj is the predicted output value of j node.
2. Self-learning model

where h is learning factor, Φ i is the error of j node, Oj is the predicted output value of j node, and a is the momentum factor.
Node model of different layers.

Configuration scheme of non-general parts
Non-general parts refer to the professional or customized parts with less circulation, such as working-in-process parts. These parts have the following characteristics: (1) they need to be further processed in other enterprises, and WPSS is a “transfer station”; (2) they are processed based on the make-to-order mode. Therefore, the optimization goal is to prevent the warehouse to be overloaded, and there is enough space to store these parts.
For the storage space demand of non-general parts, it is often predicted based on historical data. An exponential moving average method with a trend is a kind of data analysis and prediction method based on time series. Its mathematical model is relatively simple and the solving precision can be guaranteed. Since the data of non-general parts is collected with time series, an exponential moving average method with a trend is adopted. The following is a schematic program of the algorithm:
Start
Initialization

Iteration
For (int t = 2;t < N;t++)
{

}
System.out.println
End
A case study
Case description
Figure 8 shows the layout of an international logistics group located in China. It covers an area of 290,000 m2 and is divided into four functional areas including regional distribution center, networked logistics center, industrial procurement center, and Internet-of-things center. The modern information technology is used to build a set of transportation, loading and unloading, warehousing, sorting, distribution, and information integration in the supply chain platform. Surrounding with this logistics group, a number of companies are responsible for the joint production of YB-series steering pump. Figure 9 shows the component diagram of YB-series steering pump.

Schematic diagram of an international logistics group.

The component diagram of YB-series steering pump.
The parts list is shown in Table 4. By analyzing, the general parts include bar (20CrMnTi, 120*Φ40 mm), casting (HT300, 120 mm × 120 mm × 130 mm), springs, sliding spool, screw plug, bearing, cross-slider, locating pin, sealing ring, retainer ring, nut/screw, gasket, washer, steel ball, and pressure-valve plug, while the non-general parts include pump body, stator, rotor, blade, and shaft.
The parts list of YB-series steering pump.

In this case, bars (20CrMnTi, 120*Φ40 mm) were selected to verify the configuration scheme of general parts, while rotor and shaft were selected to verify the configuration scheme of non-general parts.
Verification analysis of general parts
First, the data of bars (20CrMnTi, 120*Φ40 mm) were collected, including X1 (selling frequency/1000 pieces), X2 (storage cost/1000 ¥), X3 (shortage cost/100 ¥), X4 (demand/100 pieces), X5 (purchasing quantity/100 pieces), and S (actual safety stock/10,000 pieces). Table 5 shows the data collected in 2014.
The data of bars (20CrMnTi, 120*Φ40 mm) collected in 2014.

Then, the above original data are normalized, as shown in Table 6. The normalized data were taken as the input parameters of the BP neural network model.
The normalized data of bars (20CrMnTi, 120*Φ40 mm) collected in 2014.

Finally, BP neural network model was established. Minimum mean square error was set as 0.0195e−8; minimum gradient was set as 3.27e−0.8. Through the calculation, the predicted result of safety stock was [0.1937, 0.1594, 0.3975, 0.5575, 0.5802, 0.5771, 0.5723, 0.3927, 0.5478, 0.3327]. In view of the predicted result 0.3327, the corresponding safety stock can be obtained by the anti-normalized reduction as 2.9962 (/10,000 pieces). Comparing with the actual safety stock of 3.2 (/10,000 pieces), its error was 6.3%, which is within an acceptable range (10%). Therefore, it can be used to predict the safety stock, and the accuracy can be guaranteed. The performance of the BP neural network algorithm for predicting the safe stock was illustrated below:
Performance of neural network.
Learning state of neural network.
Observing from Figure 10, we can find that (1) the overall error of the BP model shows a decreasing trend, and its accuracy was improved and (2) the data in May was the most optimal point. It is due to that this month’s predicted safety stock 3.385 (/10,000 pieces) was very close to the actual safety stock of next month. For the data in September/October/November, the large fluctuations of actual safety stock can lead to a large prediction error. Observing from Figure 11, we can find that although the prediction error increases at some “fluctuation” points, the whole error has been decreased. It is due to the fact that the BP neural network is an intelligent “self-learning” algorithm. It can take into account these “fluctuation” points and thus adjust their own network weights. In addition, the latter data can further strengthen “self-adjustment” process of the whole algorithm. Therefore, the BP neural network model can effectively resolve the impact of “fluctuation” points, and it is a stable and reliable model.

The performance curve of neural networks.

The learning state curve of neural network.
Verification analysis of non-general parts
Tables 7 and 8 are the actual stock data of the shaft and rotor collected in 2013 and 2014, respectively.
The actual stock data of the shaft and rotor collected in 2013 (unit: 10,000 pieces).

The actual stock data of the shaft and rotor collected in 2014 (unit: 10,000 pieces).

An exponential moving average method with a trend was used to predict the quantity of non-general parts. The results are as follows: (1) analysis of shaft. Based on the data collected in 2013 and 2014, the predicted result at December 2014 is 5.0866 (/10,000 pieces). Compared with the actual stock value, its error is 3.8%. (2) Analysis of rotor. Based on the data collected in 2013 and 2014, the predicted result at December 2014 is 4.0374 (/10,000 pieces). Compared with the actual stock value, its error was 6.2%. In summary, the resultant errors of the shaft and the rotor are within an acceptable range (10%). Observing from the predicted result, we can find that the error of the rotor was larger than the one of the shaft. It is due to that there are some “fluctuation” points in the rotor data. However, the exponential moving average method with a trend has the “self-adjustment” ability. Therefore, it can be used to predict the safety stock, and the accuracy can be guaranteed.
Conclusion
The authors proposed a WPSS through integrating the intelligent warehouse product with the professional services of “centralized purchasing + dynamic storing + JIT delivering.” A distributed configuration scheme for WPSS was investigated. The following conclusions may be made:
AHP method was used to divide inventory items of different enterprises into the general and non-general parts. General parts can be selected from the industrial product supermarket of WPSS; non-general parts can be stored in the out-leasing site or in-allocation site of WPSS.
A BP neural network–based prediction model was established so as to guarantee the general parts to be not out of stock; an exponential moving average method with a trend was established to predict the quantity of non-general parts so as to determine the sufficient storage space.
A case study was used to verify the feasibility of the proposed scheme. It is expected that WPSS can meet the service demands of various enterprises in the Industrial Park, eventually to improve the inventory efficiency and reduce the logistics cost.
With the development of service-oriented manufacturing and Internet-of-things technology, it has become an indispensable fact that the underlying logistics information between enterprises and warehouses must be interconnected. All of these provide a powerful data support for the research on distributed configuration scheme. In this article, much attention has been paid on the distributed configuration scheme of WPSS. Information sharing among enterprises and warehouses is the next research direction.
Footnotes
Acknowledgements
The authors thank the anonymous reviewers for their valuable comments and constructive criticism.
Academic Editor: Xichun Luo
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The research work presented in this paper was supported by the National Natural Science Foundation of China (Nos 71571142 and 51605041) and the Innovation Team Funds of the Central Universities, China (No. 310825153403).