
Abstract
This article presents an analytical model for predicting friction in mixed lubrication regime. The calculations consider load shared between roughness asperities and the lubricant film, as well as the appearance of thermal effects in the contact and the influence of the lubricant rheology. Tests using tribometers have been performed to measure the friction coefficient in non-conformal surfaces for both point and line contacts. This allows verifying the results of the model under a broad range of experimental conditions with an influence on the lubrication conditions. Reasonably good precision has been found in the results obtained, which combined with a simplicity of use confers the model a high practical utility for rough estimates of the friction coefficient under mixed lubrication.
Introduction
The increasing development of tribological studies has improved our knowledge of the mechanisms of lubrication that take place in highly loaded non-conformal contacts,1–3 such as those that occur in gears, rolling contact bearings, cams and tappets.
These contacts can operate in elastohydrodynamic lubrication when there is a complete separation of surfaces, resulting in fluid film lubrication.4,5 However, demanding working conditions often cause a loss in continuity of the lubrication film and the existence of direct contacts between surface asperities. 6
Mixed lubrication takes place in these conditions and the physical-chemical interactions between the surfaces lead to an increase in the friction coefficient. 7 As this effect becomes increasingly pronounced, it tends towards a boundary lubrication regime, which is characterised by the roughness asperities withstanding the entire load.3,6
As a result of an intensive research, numerous models7–11 have been developed to predict friction (or traction) coefficient and other parameters of interest in non-conformal contacts under mixed lubrication, with increasing levels of precision and complexity, especially through the use of simulations based on numerical calculations.
Simultaneously, other more simplified models have been proposed,12,13 the utility of which is based on the possibility of obtaining reasonably good estimates in a faster and simpler way, which is the objective of the analytical model proposed herein.
Olver and Spikes 14 have developed a simple method to calculate friction coefficient in elastohydrodynamic lubrication, which is based upon viscoelastic Maxwell-Eyring rheology. Later studies of Morales-Espejel and Wemekamp 15 have proposed other simplified solutions for Newtonian, Eyring and limiting shear stress fluids in full film lubrication. These models14,15 take thermal effects into account and allow sufficiently accurate predictions to be obtained by means of simple iterative calculations, providing the user with physical understanding of the phenomena involved. Friction calculations in mixed lubrication frequently combine models for boundary lubrication and fluid-film conditions. Morales-Espejel et al. 16 and Popovici and Schipper 17 have published approaches for deterministic microcontact models and Eyring fluids.
The so-called Eyring fluids use a hyperbolic sine law that has shown to be less suitable than other models to replicate the experimental behaviour of shear-thinning lubricants.18–20 In this article, the Carreau equation is considered, bearing in mind that Jang et al., 20 Chapkov et al. 21 and Liu et al. 22 have reported an extensive set of numerical solutions and comparisons with experiments, which reveal that the Carreau model properly characterises the shear-thinning effects, in particular for the case of the mineral base and the polyalphaolefin lubricants23–25 used in this work.
Concerning the mixed lubrication analysis, unlike models based on the detailed geometry of the asperities16,17 which generally complicate the use of analytical or semi-analytical algorithms, we use a macroscopical approach that only requires the use of a standardised statistical roughness parameter. In this way, we aim for an approach even more simplified than the aforementioned models, in order to develop a fully analytical model.
This article completes a series of works from the authors to predict friction in non-conformal contacts through analytical methods. Lafont et al. 13 present the isothermal elastohydrodynamic calculation for point contact, which is generalised in Echávarri et al. 25 under thermal effects. Based on the latter methodology, Echávarri et al. 26 present the development of the model for thermal-elastohydrodynamic line contact.
We hereby present a procedure for analytical evaluation under mixed lubrication conditions, including the calculation equations for point and line non-conformal contacts, which considers operating conditions: load, temperature, average velocity and sliding velocity. It also takes the lubricant rheology into account, modelling piezoviscous, pseudoplastic behaviours as well as local thermal effects, and the thermal and elastic properties of the contacting bodies, their geometry and surface finish.
Mixed film lubrication model
The Stribeck curve 5 displayed in Figure 1 represents the trend of the friction coefficient depending on the value of the specific lubricant film thickness λ. This value is defined in equation (1) from the minimum lubricant film thickness h0 and the root mean square (RMS) roughness of the two surfaces in contact σ1, σ2


Stribeck curve illustrating lubrication regimes of non-conformal contacts.
The elastohydrodynamic lubrication regime corresponds to λ values greater than 2; for lower values, the lubricant film ceases to be continuous and the contact operates under mixed lubrication,6,27 so that part of the load is supported through pressurised lubricant and the other part through direct contact between surface asperities.
Depending on the specific film thickness, an estimate can be established of the normal load supported by the lubricant film WL and that supported by the roughness asperities in boundary lubrication WB. If the load share function fλ is defined as the quotient between the load supported by the lubricant film and the total load WT, the result is equation (2)

So that the load supported by the roughness asperities results

As per Castro and Seabra, 7 both film thickness and load share function can be considered as constant along the contact. Therefore, the pressure distribution in mixed film regime p is the result of the expression (4), based on the existing pressures in rough elastohydrodynamic lubrication pER and boundary lubrication pB, calculated with the loads WL and WB, respectively

Furthermore, considering the deduction process followed by Castro and Seabra, 7 equation (5) is attained for the friction force FT. It takes into account equations (2) and (3), together with the results of Winter and Michaelis 28 to relate the friction coefficients in rough elastohydrodynamic conditions µER and full film lubrication µE. The ensuing friction coefficient under mixed lubrication µ is given by equation (6)


where the friction coefficients in full film lubrication µE and boundary lubrication µB are calculated with the loads WL and WB, respectively.
Therefore, calculating friction in mixed lubrication for highly loaded non-conformal contacts requires a load share function and the friction coefficients in both elastohydrodynamic and boundary conditions.
In order to determine the fraction of load supported by the lubricant film, Zhu and Hu 11 propose the load share function (7) for point contact

Similarly, for line contacts, Castro and Seabra 7 suggest the expression (8)

Figure 2 compares both functions, which although present certain variations in some sections, do not differ significantly.

Comparison of load share functions.
With regard to the friction coefficient, various results have been published for boundary lubrication.4,29,30 In the case of steel–steel contacts, values have been determined around 0.07–0.15, which depend on the type and amplitude of the roughness, 11 with higher values corresponding to polished surfaces. Their value can be determined experimentally, 17 for example, through a prior characterisation test in a tribometer with specific film thickness tending to zero, so that the elastohydrodynamic contribution is negligible. The determination of the friction coefficient in elastohydrodynamics is discussed in the following section.
Friction coefficient in fluid film lubrication
In elastohydrodynamic lubrication regime, the viscous properties of the fluid play a fundamental role on friction. The Carreau 31 model is one of the most used in the literature 32 to determine generalised viscosity ηG for pseudoplastic (or shear-thinning) lubricants under severe operating conditions typical of elastohydrodynamics.
In the Carreau equation (9), the piezoviscous behaviour of the lubricant is represented using Barus’ law and shear rate
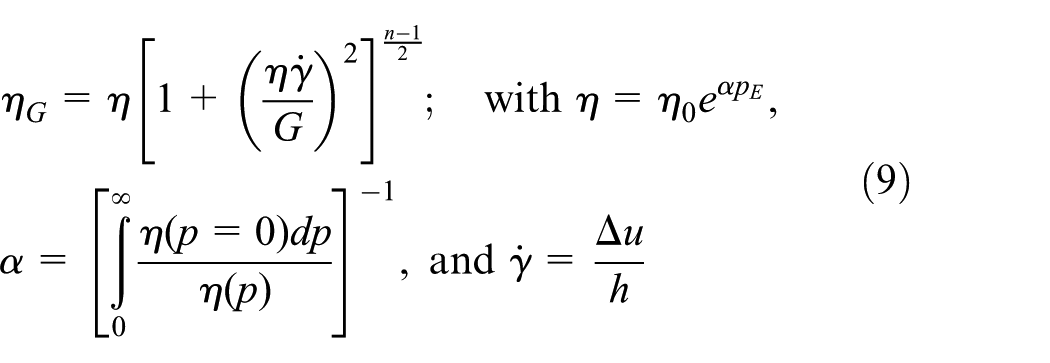
where η0 is the viscosity at ambient pressure, α the reciprocal asymptotic isoviscous pressure coefficient, pE the elastohydrodynamic pressure, G the shear modulus, n the power-law exponent, Δu the sliding velocity and h the film thickness.
In these conditions, it is possible to calculate the shear stress distribution

In order to integrate in an analytical way, two simplifying hypotheses are considered that have proven to be reasonable in prior elastohydrodynamic lubrication studies: 24 a pressure based on Hertzian distribution and a constant film thickness. 3 The results of the integration are expressed as a function of the effective pressure pef 33

Muraki and Dong 33 provide the result of effective pressure for a case of Newtonian point contact and the same methodology can be used for a generalisation using the Carreau model. The result is shown in equation (12) for point contact, which corresponds to the Newtonian case when n = 1. Likewise, the effective pressure result can be determined for the Carreau model in a line contact, presented in equation (13). The results obtained are in accordance with the friction coefficient expressions proposed in Lafont et al. 13 and Echávarri et al. 26


where p0 is the Hertz (maximum) pressure. For the elastohydrodynamic analysis, p0 is calculated for the load WL supported by the lubricant film.
It is worth noting that it is generally accepted that the lubricated conjunction may be separated into zones that operate somewhat independently.24,34 The film thickness is mainly dependent on the fluid dynamics of the inlet zone, whereas the friction coefficient is essentially determined by the high-pressure rheological behaviour of the lubricant within the high-pressure contact zone.
Film thickness and temperature
The film thickness depends primarily on the inlet conditions in the contact and can be approximated as the central value hc,3,34 which can be estimated using equation (14). This expression considers the correction factors due to viscous shear heating effects in the inlet zone 4 and those due to the influence of shear-thinning, 23 assuming they affect point and line contacts in the same way 24
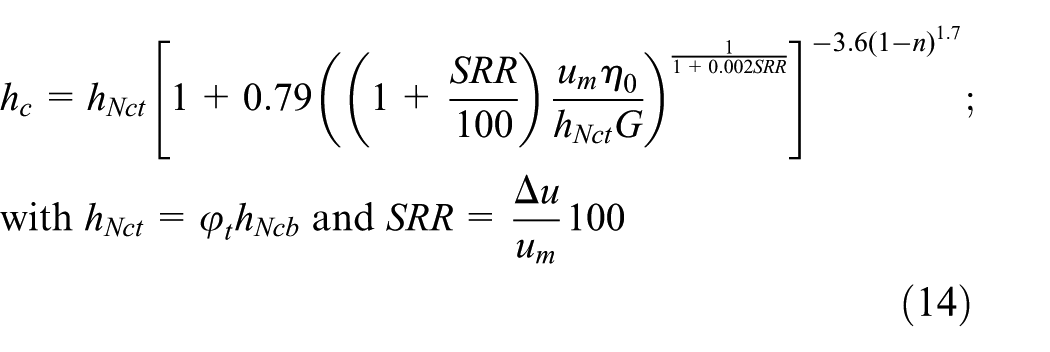
where SRR is the slide-to-roll ratio expressed in percentage, um the average velocity and hNct the Newtonian central film thickness at inlet temperature. Unlike bath temperature, inlet temperature is initially unknown and the use of a thermal factor

Formulae for point and line contacts.

R is the reduced radius of curvature.
where β is the temperature-viscosity coefficient, Kl the lubricant thermal conductivity and E′ the reduced Young’s modulus.
The viscous properties of the lubricant in friction calculations are assessed at contact temperature T, that is, the average temperature of the lubricant within the high-pressure contact zone. This temperature is calculated using the classic flash theory of Blok, 35 Jaeger 36 and Archard 37 for dry contact, generalised by Olver and Spikes 14 for lubricated contacts, and that for low film thickness typical of mixed lubrication can be simplified to equation (16)

The inlet temperature Tin may be calculated from the bath temperature Tb with the formulae in Table 1, equalling the Newtonian central film thickness at Tin, hNct = hNc(Tin), to the thermal factor in the expression (15) computed at Tb, and multiplied by the Newtonian central film thickness at Tb, hNct = φt(Tb)·hNc(Tb). Equation (17) is attained in the case of point contact and equation (18) in the case of line contact


The flash temperature rise Tf can be estimated based on the results of the average flash temperature for each surface Tfi, (i = 1,2), which are separately calculated as if all the heat generated was conducted to the body i2

Table 2 presents the expressions to determine the average flash temperature of each surface according to Stachowiak and Batchelor. 2 The equations to use depend on the Peclet number Pei, which is related to heat transferred into the bulk of each contacting body i

Average flash temperatures for point and line contacts. 2

where χi represents the thermal diffusivity, Ki the thermal conductivity, ρi the density, σi the specific heat and ui the velocity of the surface.
Methodology
An experimental stage has been developed using MTM and MPR commercial testing equipments from PCS Instruments (www.pcs-instruments.com), shown in Figure 3. Both devices can measure the friction coefficient under controlled conditions of temperature, load, average velocity and sliding velocity. The MTM presents a ball and disc contact with a ball radius of 9.525 mm, while the MPR tests line contacts between three identical rings and a central roller with contact diameters of 54 and 12 mm, respectively. The rings present a constant width of 8 mm, whereas the roller geometry is more complex, as depicted in Figure 3. The roller has a contact width of 1 mm, with symmetrical chamfers on both sides to avoid stress peaks on the edges. The experimental setup allows an evenly distributed normal load along the three contacts among the rings and the roller in the MPR.

Overview of the MTM and the MPR. Detail of the roller.
Two lubricants of different nature have been tested: a polyalphaolefin PAO-6 and a mineral base, whose physical properties were obtained from measurements in the laboratory and are presented in Table 3. These are lubricants of similar viscosities at ambient pressure, from which the same temperature-viscosity coefficient β = 0.033 K−1 is obtained for both lubricants, but they present different piezoviscous and pseudoplastic behaviours. The following parameters of the Carreau model and thermal conductivity at 80°C are given in Echávarri et al. 25 and Larsson and Andersson: 38 n = 0.81, G = 0.1 MPa, Kl = 0.15 W/(m K) for the PAO-6 and n = 0.50, G = 1.0 MPa, Kl = 0.12 W/(m K) for the mineral base.
Physical properties of the lubricants: viscosity at ambient pressure and piezoviscous coefficient (reciprocal asymptotic isoviscous pressure coefficient).
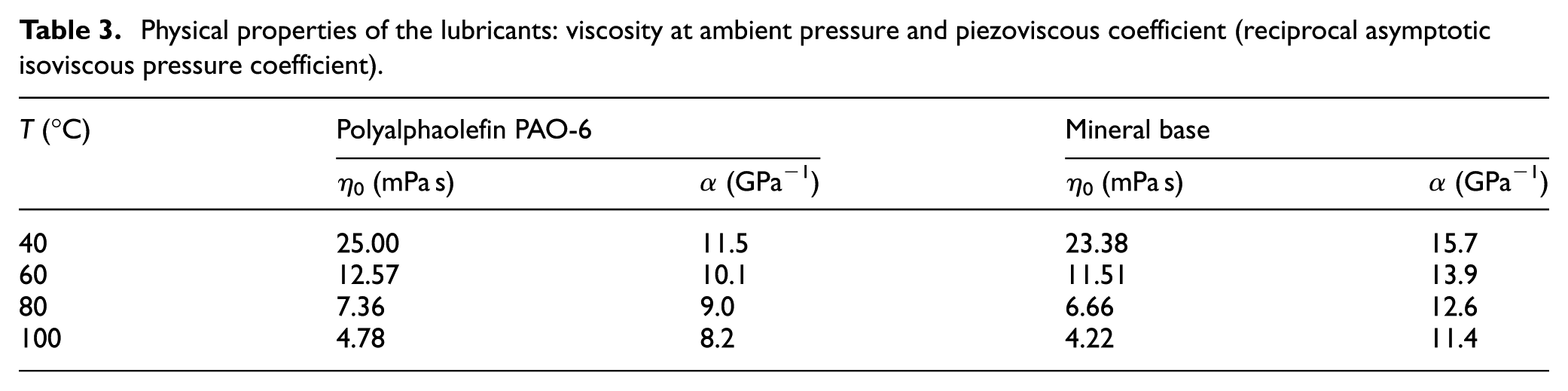
The selected testing conditions are as follows: bath temperature 80°C, average velocities between 10 and 2000 mm/s, and SRR = 25% and 100%. The loads employed in the MTM are 20 and 28 N, which correspond to Hertz maximum pressures of 826 and 924 MPa, respectively; in the MPR, the load used is 100 N/mm, equivalent to 863 MPa.
In all cases, the contact tested is steel on steel, which presents a Young’s modulus of 210 GPa, with Poisson’s ratio 0.3, thermal conductivity of 41 W/(m K), density of 7850 kg/m3 and specific heat of 418 J/(kg K). Prior tests at very low velocity, corresponding to a specific film thickness tending to zero, have provided a boundary friction coefficient value around 0.13 for both lubricants, which is in the order of magnitude indicated in the previous studies4,29,30 and in line with Zhu and Hu 11 for highly polished samples, as in the case of those employed in our tests. Specifically, the combined roughness (RMS) results in 15 nm in the ball-on-disc contact of the MTM and 40 nm in the contact between discs of the MPR.
As already mentioned, the film thickness can be approached as constant 7 and it is computed for the total load WT following the process outlined in Table 4. The Newtonian central film thickness at bath temperature, hNcb, is calculated according to the equations in Table 1. This result, when multiplied by the thermal factor φt in equation (15), gives a corrected value that corresponds to the Newtonian central film thickness at inlet temperature, hNct. At this point, we can determine the inlet temperature using equations (17) and (18). Later on, equation (14) is employed to take account of the shear-thinning effects and obtain the non-Newtonian central film thickness at inlet temperature, hc. Thus, specific lubricant film thickness λ may be calculated by applying equation (1).
Calculation procedure for the film thickness.

The calculation of the elastohydrodynamic friction coefficient is performed for the load supported by the lubricant film WL. After calculating inlet temperature and non-Newtonian central film thickness as outlined in Table 4, an iterative process must be performed following the steps summarised in Table 5.
Calculation procedure for the friction coefficient.
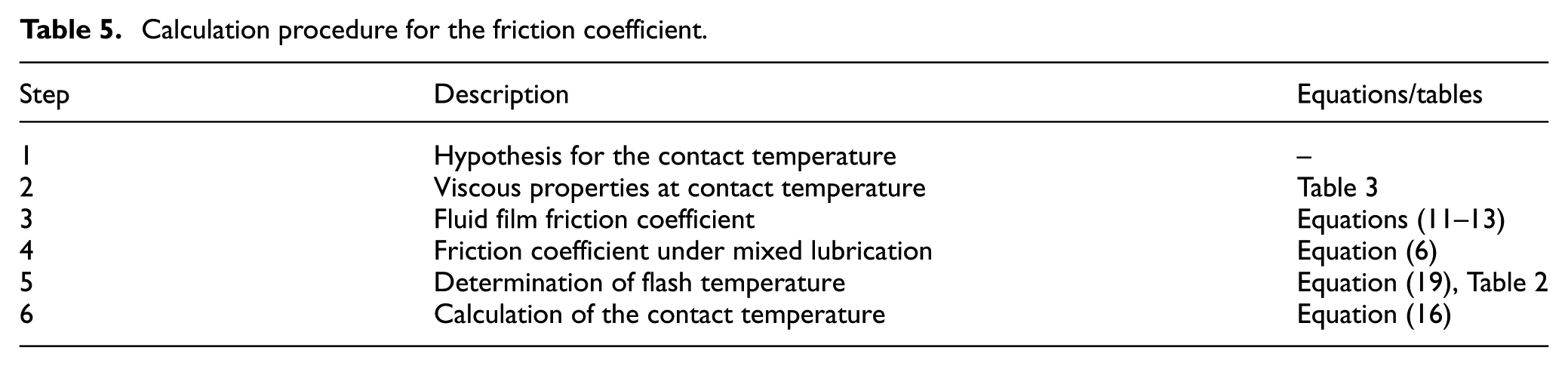
Starting from a hypothesis for the contact temperature, the viscous properties of the lubricant at this temperature can be obtained using Table 3, as well as the fluid film friction coefficient with the equations (11)–(13). Combining this result with the boundary friction coefficient, equation (6) gives an initial value of the friction coefficient under mixed lubrication. Later on, the flash temperature can be deduced using equation (19) and the formulae in Table 2, which, when added to the inlet temperature obtained previously, leads to a calculated value of the contact temperature according to equation (16). This result lets the initial hypothesis be verified. The contact temperature obtained in step 6 of Table 5 is compared to the hypothesis in step 1, and steps 1–6 are repeated until convergence, reaching this way the solution of both the contact temperature and the friction coefficient under mixed lubrication.
The theoretical results of friction obtained are compared with the experimental data in the following section, which also includes a discussion of the results.
It is worth highlighting that this article focuses on point and line contacts; and in the corresponding equations. However, the process is also applicable to other geometries, such as the elliptical. For this geometry, due to the lack of specific expressions, it is possible to use the results of load distribution functions by Zhu and Hu (7) or Castro and Seabra (8) as the results are quite close. Stachowiak and Batchelor 2 provide the equations to obtain the central film thickness for an elliptical contact, while the point contact equations are applicable for calculating the effective pressure (12) and the inlet temperature (17). The flash temperature can be approximated to the Jaeger results for square- and band-shaped interfaces 36 and the equations developed in Bansal and Streator 39 can be used for greater precision.
Results and discussion
Figure 4 shows the results of the model for the two lubricants at a bath temperature of 80°C, in a point contact with a load of 20 N, an SRR of 25% and a broad range of average velocities that result in all lubrication regimes in the Stribeck curve. Given the increasing relation between the specific film thickness and the average velocity, also shown in this figure, in this section we represent the friction coefficient versus average velocity for greater clarity. In this way, it can be checked that the results of the model are in line with those published by other authors 17 and allow comparisons with experimental data.

Theoretical results for the PAO-6 and the mineral base in a point contact.
Figure 4 shows that fluid film lubrication is attained at the highest velocities represented on the graph (λ > 2), where the greater viscous properties of the mineral base facilitate the creation of the film and involve a higher friction coefficient than PAO-6. Another consequence of the higher viscosity of the mineral base is its greater range of fluid film operation, as the transition towards a mixed regime (λ < 2) appears at lower velocities. It is worth noting that the friction curves of both lubricants tend towards the boundary friction coefficient as velocity is reduced.
A broad range of velocities has been selected in order to experimentally check the theoretical results, which includes different lubrication regimes. The data obtained from MTM are depicted in Figure 5, which compared with the results of the model show a good correlation for both lubricants.

Comparison between theoretical and experimental results in a point contact at 80°C, 20 N and SRR = 25%.
The following analyses the behaviour of the model under different operating conditions, comparing the results with new tests in the MTM. Figure 6 shows some examples of good predictions found both on modifying the SRR and changing the normal load.

Analysis of the correlation between theoretical and experimental results for a point contact lubricated with PAO-6 at 80°C in different operating conditions.
For an SRR of 25%, an increase in load from 20 to 28 N reduces the thickness of the lubricant film, resulting in greater weight of the boundary component of the friction coefficient and the subsequent increase in friction under mixed lubrication regime. In addition, the elastohydrodynamic friction is also increased by load due to the considerable influence of the piezoviscous effect, providing an additional increase in the friction coefficient, which is especially relevant for high average velocities.
If instead of increasing load, we increase SRR from 25% to 100%, the result is an increase of pseudoplastic and thermal effects that lead to the reduction of viscosity and film thickness, causing again an increase in friction due to the greater weight of the boundary component in mixed lubrication. Moreover, the rise in SRR causes the increase in sliding velocity and hence the shear stress and elastohydrodynamic friction. This effect is more pronounced at higher average velocities, but is mitigated by the aforementioned losses in viscosity.
Figure 7 provides contact temperature estimates, which show the important effect of the SRR on temperature. In addition, all curves increase as average velocity rises at a constant SRR, because of the proportional increase of sliding velocity. The greater the sliding velocity (or equivalently SRR), the greater the heat generation and therefore the temperature rises significantly.

Contact temperature in a point contact lubricated with PAO-6 at 80°C in different operating conditions.
In addition to the effect of the sliding velocity, the friction coefficient influences the temperature reached in the contact. Figure 7 shows that the highest average velocities cause a more pronounced rise in temperature, as they correspond to a region where the friction coefficient grows with average velocity (Figure 6).
Likewise, the model can be used to predict the friction coefficient in line contacts and Figure 8 shows good agreement with experimental results in the MPR. In this case, complete fluid film lubrication is not achieved as velocity rises because of the greater roughness of the samples. The cases shown include different SRR values, with the subsequent variation in contact temperature, represented in Figure 9, and which displays an analogous behaviour to that of the point case.
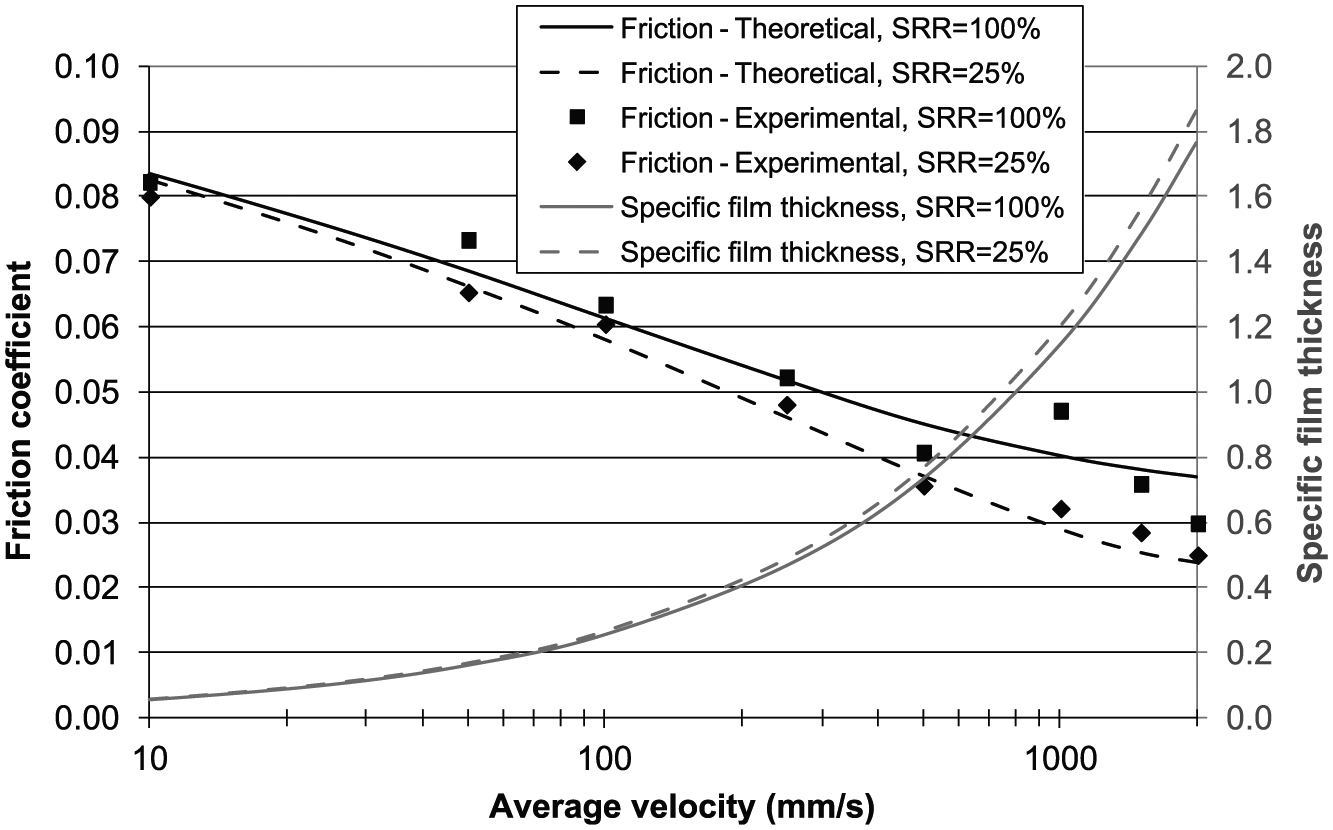
Analysis of the correlation between theoretical and experimental results for a line contact lubricated with PAO-6 at 80°C and 100 N/mm for different SRRs.

Contact temperature in a line contact lubricated with PAO-6 at 80°C and 100 N/mm for different SRRs.
In summary, our simplified approach allows calculating reasonable predictions for a broad range of working conditions under highly loaded non-conformal contacts. This methodology offers practical utility as it is based on simple estimates of central film thickness and contact temperature, which lead to quick friction calculations.
The consideration of other rheological models that take into account other factors of influence, such as more complex pressure–viscosity behaviour based on free volume theory, can improve the accuracy of the results, particularly as Hertz pressures increase, but that would imply more tedious calculations and the need to introduce numerical algorithms. In addition to greater precision, another advantage of numerical simulations is that they provide complete distributions of film thickness and temperature, instead of approximate average values.
Nevertheless, the high complexity of numerical calculations often limits their practical use for engineering applications, as they require specific software, highly qualified personnel and considerable computational cost. Instead, analytical calculation can be performed quickly with the help of a simple spreadsheet, which makes it especially suitable for pre-modelling applications and in general to obtain approximate solutions for complex problems in the mixed lubrication regime.
Conclusion
A mixed lubrication model has been presented for highly loaded non-conformal contacts, based on a simplified analytical procedure that considers the thermal effects in the contact and the rheology of the lubricant. The procedure described has shown its capacity to estimate the friction coefficient in a simple way with reasonable precision for different lubricants and operating conditions, both for point and line contact. Simultaneously, it allows predicting specific film thickness and average contact temperature, which improves the analysis of the quantitative influence of the physical phenomena involved and contributes to a better understanding of the results.
Footnotes
Acknowledgements
This work was carried out as a part of the Research Project DPI2013-48348-C2-2-R, financed by the Spanish Ministry of Economy and Competitiveness. The authors would like to thank the Lubricants Laboratory of Repsol.
Academic Editor: Michal Kuciej
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The research and publication of this article was financed by the Spanish Ministry of Economy and Competitiveness. Research Project DPI2013-48348-C2-2-R.