
Abstract
The removal mechanism of silicon nitride ceramic under high-speed grinding is studied in this article, and grinding parameters are optimized. The efficiency of grinding is improved. The diamond grains of grinding wheel are simplified into the truncated octahedron and cone to simulate the grinding process. When the ceramic workpiece is grinded by single-diamond grain and continuously grinded by multi-diamond grains, the effects of grinding depth and grinding speed on grinding force and surface morphology are analyzed. Through the grinding experiment of the inner surface of silicon nitride ceramic, the grinding force data and surface morphology images were obtained. It proves that at the process of studying the effect of grinding speed on the grinding force and machining surface quality, the results of simulation using multi-diamond grains are closer to the experimental results. The results prove that by increasing wheel speed or lowering grinding depth, the grinding force would be reduced and the quality of grinding surface would be improved. Between grinding depth and grinding speed, the latter factor has a greater impact on grinding force and the quality of grinding surface.
Keywords
Introduction
The grinding performance of single-diamond grain has an important impact on the grinding performance of grinding wheel. The surface quality of workpiece has a close relationship with the shape of diamond grains, its height of protrusion, and trajectory path. With the rapid development of computer hardware technology and finite element technology, the finite element technology is gradually used in various simulation processes of grinding. And lots of simulation tests are achievable. This method becomes an important means to study the mechanism of the grinding process.1,2
A lot of finite element simulation research and experimental studies for diamond grains’ grinding have been done by many scholars. The grinding process by diamond grains is simulated. The machining mechanisms for silicon nitride ceramic and other hard-brittle materials are studied and mastered. A new undeformed chip-thickness model for the reliable prediction of undeformed chip thickness in ceramic grinding is developed by S Agarwal and P Venkateswara Rao. 3 They had simulated the grinding process by the random geometry and the random distribution of cutting edges. Cutting experiment with workpiece by blade mosaic on disk circumference is done by Barge et al. 4 And the groove cut is similar to the pendulum single-grain scratches. The material removal mechanism involved in the sawing was explored for single-crystal SiC by H Huang et al. 5 Slip rubbing experiment of single-diamond grain is done by W Harrer et al. 6 The transition between brittleness and tensility of single-crystal silicon in the grinding process is studied. Its critical depth of cutting is found. Y Liu et al. 7 used single-grit simulation to investigate the individual crack generation and propagation in silicon carbide (SiC) indentation and engagement under different wheel surface speeds. An axial-feed mirror finish grinding of hard and brittle materials is proposed through controlling diamond grain protrusion parameters by J Xie and Lu. 8 They had found that the grain-tip (GT) truncation may increase active grain number and grain protrusion angle for ductile-mode grinding when the axial-feed speed decreases to some extent. X Cao et al. 9 found that fiber orientation plays the decisive role in grinding surface waviness of woven ceramic matrix composites, which is different from traditional waviness formation theory caused by machine tool system vibration. Based on their obtained results, grinding surface waviness of composites can be predicted. Considering the influence of vibration in actual grinding, the surface topography of the workpiece under forced vibration was studied by X Wang et al. 10 They found that the influence of grinding speed was significant for grinding surface topography, mainly in the influence for amplitude and frequency. AM Wani et al. 11 found a finite element model to discover the magnetic potential distribution in the magnetic abrasive brush formed during finishing action, and it is used to evaluate machining pressure, surface finish, and material removal. A back-and-forth laser-path preheating method was newly proposed by Kim and Lee 12 to obtain sufficient temperature for softening the silicon nitride. Then, they used a CBN ball end-mill tool, which is stable at high temperatures to machining the silicon nitride ceramic, and the machining efficiency was increased. LC Tshabalala and S Pityana 13 used the YAG laser system as a tool to machining the Si3N4–SiC composites and analyzed the friction mechanism.
At present, for grinding wheels model, the morphology of diamond grain is measured by many scholars. They are established by finite element simulation model mapping method.14,15 For the model of single-diamond grain, many scholars used simple geometry to simulate such as polyhedral, ellipsoid, cone, and sphere. They are used to study the formation of grinding force, cutting chips, and sub-surface damage.16–18 The diamond grains are not regular, and they have many grinding blades. The diamond powder of 240# is scanned by a scanning electron microscope, and the actual shape of diamond grain is shown in Figure 1(a). From the figure, we can see that diamond grains have a lot of shapes. Among all the shapes, a truncated octahedron is the most common for diamond grains, as shown in Figure 1(b). The diamond grains close to a positive cutting angle of the octahedron are sifted by the nano-particle-separating diffraction machine, as shown in Figure 2. They are used to fabricate the grinding wheel to grinding experiment in this article, and this grinding wheel is made by Saint-Gobain Group. So, for improving simulation results and optimizing calculation, the diamond grains are simplified to equilateral truncated octahedrons. In order to compare different grinding performances caused by different grinding blades, the diamond grain is also simplified to a cone in this article. Using the simulation analysis and experimental verification, the results show that the finite element simulation model is available. It could be used to study the silicon nitride ceramic grinding mechanism of single-diamond grain.

Actual shape of diamond grain: (a) actual shape of diamond grain of 240# and (b) truncated octahedron of diamond grains.

Nano-particle-separating diffraction machine.
Construction of finite element model
Geometric model and boundary conditions
The geometric model of diamond grain and workpiece is shown in Figure 3. During the process of simulation, the diamond grain is assumed to be absolutely rigid. The workpiece of silicon nitride ceramic is variants. The type of diamond grain is 240#. It is reduced into an equilateral truncated octahedron and a cone. The size of diamond grain is 60 µm, as shown in Figure 3. The tip angle 2θ of actual diamond grain is changed between 80° and 145°. 19 In this article, the author takes the average value for the tip angle of diamond grain of cone and it is 112.5°. The workpiece is rectangular in shape, and its size is 80 × 80 × 22 µm3. The value of radius of circular arcs in upper right corner is 12 µm, as shown in Figure 3(b). This setting could prevent computing error arising from excessive doglegging of contact surface meshes when the diamond grain starts to contact with the workpiece.

Geometric model of diamond grain and workpiece: (a) grinding diamond grain of cone, (b) grinding diamond grain of truncated octahedron, (c) grinding model of single-diamond grain, and (d) continuous grinding model of multi-diamond grains.
In finite element simulation model, the relative movement between diamond grain and workpiece could be simplified as horizontal movement. The ambient temperature is assumed to be constant temperature, and its value is 20°C. Because the value of rotating speeds of workpiece vw is low. The grinding speed of diamond grain is approximately equal to the speed of grinding wheel vs. So, the velocity loads of vs horizontal to the left could be directly pressured on the diamond grain, and fully controlled is set on the underside of the workpiece. The finite element model for simulating continuous grinding workpiece by multi-diamond grains is shown in Figure 3(d). In this figure, the distance on Z-axis direction between two adjacent diamond grains is 6 µm, and the distance on X-axis direction between two adjacent diamond grains is 30 µm.
Material characteristics
In finite element simulation models, the material of grinding diamond grain is diamond and the material of workpiece is silicon nitride ceramic, and silicon nitride is a typical hard-brittle ceramic material. The material constitutive model of Johnson–Holmquist II (JH-2) ceramic is widely used in the research of dynamic failure process of hard-brittle materials. In the model, if the strain value of one grid cell reaches up to the failure strain, this grid cell would be deleted from the whole model. So, it could simulate the effect of material removed. Delete function of cell could avoid problem of its excessive deformation effectively when the material is stretched and squeezed. The material constitutive model of JH-2 contains strength model, injury mode, and state equation. The form of standardization of strength model is shown as follows

where σ is the current normalized equivalent stress,
The normalized strength of integrity material is shown as follows

The normalized strength of broken material is shown as follows

In equations (2) and (3), A, B, C, M, and N are the material constants; P* and T* are the normalized hydrostatic pressure and the maximum normalized hydrostatic tensile strength, respectively; P and T are the hydrostatic pressure and maximum hydrostatic tensile strength, respectively; PHEL is the hydrostatic pressure of elastic limit of Hugoniot;
In the model of JH-2, the damage is a cumulative process, and its definition is shown as follows

where
The hydrostatic state equation of integrity material (D = 0) is shown as follows

where K1 is the bulk modulus; K2 and K3 are the material constants, whose value could be obtained by static pressure test; ρ is the density of present moment; and ρ0 is the initial density.
The material parameters of JH-2 constitutive model of silicon nitride ceramic are shown in Table 1.
Material parameters of silicon nitride ceramic.

Because the elastic modulus and yield strength of diamond grains are much more than the silicon nitride ceramics, its amount of deformation is quite small. In order to reduce the computing time, the diamond grains could be as a rigid body, and its wear and deformation could not be dismissed at the grinding process. The basic materials’ attribute of diamond is shown in Table 2.
Basic materials’ attribute of diamond.

Definition of interaction
The contact problems of single-diamond grain grinding process are complicated boundary conditions for highly nonlinear problems. The movement of diamond grain before contacting with the workpiece should be accurately tracked. The interaction between the diamond grain and the workpiece should also be accurately tracked after contacting. The specific contact pair could be provided by Abaqus/Explicit, and it could simulate the contact relation between diamond grain and workpiece well. When the contact is defined by this method, contact surface and their relationship between the principal and the subordinate should be assigned. The normal contact conditions of the two bodies must satisfy the following relationships.
The normal contact conditions should satisfy no-penetration restriction, as shown in Figure 4. The configurations vA and vB of objects A and B do not allow running through, invading, and covering each other. For any given point P on the face of

where

Contact restriction of no penetration.
In this article, the main contacting surface of the finite element simulation model selects the side of the diamond grain with strong stiffness. The slave contacting surface selects the upper surface, left surface, and right surface of the workpiece. The relative slip between the main surface and the slave surface selects limited slip formula. The friction factor in the contact properties is 0.4. The friction model is postulated as penalty friction. This friction model is applied to most of the contact problems.
Finite element simulation analysis and experimental research on grinding force
Analysis on the finite element simulation of grinding force
In the process of diamond grains’ grinding, the grinding force is an important physical quantity. It has an influence on the grinding efficiency, surface quality of finished workpiece, and the wear of diamond grains. The author makes a research on grinding force under different conditions. The influences on the grinding force from single-diamond grain and multi-diamond grains by various factors are analyzed.
Relation between grinding depth and grinding force of single-diamond grain
When the value of grinding speed of single-diamond grain is 57.6 m/s, the influence on grinding force from grinding depth is shown in Figure 5. The grinding force of truncated octahedron and cone diamond grains has a same change tendency with changing grinding depth. They are directly proportional to the grinding depth. But the grinding force of truncated octahedron diamond grain is slightly larger than the grinding force of the cone, and the maximum difference value is 0.031 N.

Effect of grinding depth on grinding force by single-diamond grain.
Relation between grinding depth and grinding force of multi-diamond grains
In different depths of grinding conditions, the curves of grinding force under continuous grinding by multi-diamond grains of truncated octahedron and cone are shown in Figure 6. The trends of grinding force of the two-shaped diamond grains are same. With the increasing grinding depth, the grinding force produced by the two-shaped diamond grains also increases. The increasing trend is slow and steady, and it is slower than the increasing trend of single-diamond grain grinding. The grinding force of truncated octahedron diamond grain is also slightly larger than the grinding force of the cone, and the maximum difference value is 0.2294 N.

Effect of grinding depth on grinding force by multi-diamond grains.
Relation between grinding speed and grinding force of single-diamond grain
When the value of grinding depth is 4 µm, the grinding force of truncated octahedron and cone diamond grains also has a same change tendency with grinding speed changing from 23.0 to 74.9 m/s, as shown in Figure 7. The grinding force is directly proportional to the grinding speed, and it is a linearly increasing trend. The growth movement of grinding force of truncated octahedron diamond grain is faster than cone diamond grain. The maximum difference value of grinding force between them is 0.063 N.

Effect of grinding speed on grinding force by single-diamond grain.
Relation between grinding speed and grinding force of multi-diamond grains
When the silicon nitride ceramic workpiece is continuously grinded by the multi-diamond grains of truncated octahedron and cone, the curves of grinding force with different grinding speeds are shown in Figure 8. The trends of the grinding force of the two-shaped diamond grains are same. With the increasing grinding speed from 23.0 to 74.9 m/s, the grinding force produced by the two-shaped diamond grains decreases. The downtrend of grinding force by multi-diamond grains is slower than the uptrend of grinding force by single-diamond grain. The grinding force of truncated octahedron diamond grain is also slightly larger than the grinding force of the cone, and the maximum difference value is 0.5915 N.

Effect of grinding speed on grinding force by multi-diamond grains.
Comparing Figures 5–8, we can see that the grinding force of truncated octahedron and cone diamond grains has a same change tendency with changing grinding depth and grinding speed. But the grinding force of truncated octahedron diamond grain is always bigger than cone diamond grain when other conditions are the same. For this phenomenon, it is different shapes of the grains. The vertex of the grains is used to grind the surface of the ceramic workpiece at the simulation process. Every vertexes of positive cutting angle of the octahedron are same with each other. They are composed of three aspects; therefore, the vertex of truncated octahedron is bigger than it in cone, and the shape of the vertex of truncated octahedron is more irregular. So, contact area of truncated octahedron is bigger than the area of cone, and the grinding force of truncated octahedron diamond grain is always bigger than cone diamond grain. For single-diamond grain, the grinding force is proportional to grinding depth and grinding speed. The reason is that as depth increases, the material remove rate also increases. So, silicon nitride ceramic’s reaction on diamond grains would grow bigger. If the grinding speed is increased, the crushing process of ceramic becomes shorter, the energy released by the broken workpiece becomes larger in unit time, and the grinding force is increased. For multi-diamond grains, the grinding force is directly proportional to grinding depth and inversely proportional to grinding speed. The reason is that as grinding speed increases, the count of diamond grains passing the surface of the workpiece also increases in unit time. The process of crack-extending and abrasive dust stripping would be promoted by cutting actions of the next grain, the average acting force of each grain would get decreased, and the grinding force becomes small.
Experimental analysis of grinding force
This experiment is done in the computer numerical control (CNC) grinder for internal and external circular compound of MK2710. Internal grinding for silicon nitride ceramic is carried out. The grinding way is reverse grinding. The material performance of experimental silicon nitride ceramic is shown in Table 1. The rotating dynamometer of Kistler9123C is used to test the grinding force data. The experimental equipments and its installation are shown in Figure 9(a).

Experimental equipments: (a) CNC grinding machine of MK2710 and its rotating dynamometer of Kistler9123C and (b) field emission scanning electron microscope of S-4800.
Relationship between grinding speed and grinding force
When the rotating speed of the silicon nitride ceramic workpiece is 0.4 m/s, its rotating direction is contrary to the rotating direction of grinding wheel. The grinding depth of the grinding wheel is 4 µm, and the relationship curve between the grinding speed of the grinding wheel and the grinding force is shown in Figure 10. With the increasing grinding speed of the grinding wheel from 23.0 to 74.9 m/s, the grinding force shows a decreasing trend. In the figure, the fluctuation of the changing grinding force has a great relationship with brittle fracture, and the factor of brittle fracture has a greater influence on the surface morphology of the material.

Effect of grinding speed on grinding force of grinding wheel.
Relationship between grinding depth and grinding force
When the grinding depth is different at the process of grinding silicon nitride ceramic workpiece, the curves of grinding force is obtained by the rotating dynamometer of Kistler9123C, as shown in Figure 11. With the increasing grinding depth from 2 to 10 µm, the grinding force of grinding wheel presents a trend of gradual increase when the grinding speed is 57.6 m/s. So, the grinding force is directly proportional to the grinding depth, but the increasing trend is slow and steady.
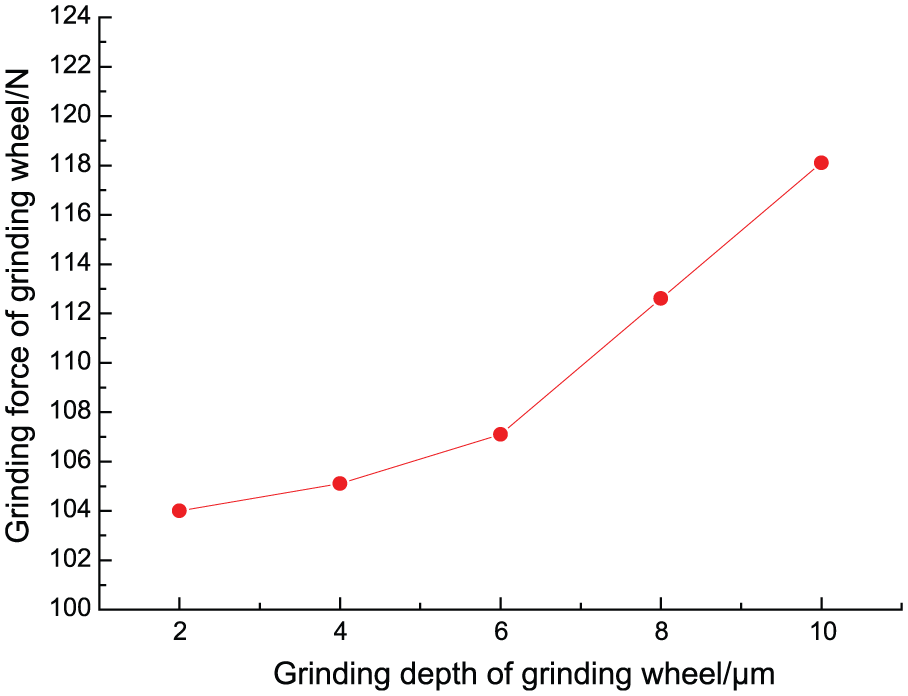
Effect of grinding depth on grinding force of grinding wheel.
Comparison between the simulation and experimental results of grinding force
From the above simulation and experimental results, it can be seen that when the grinding depth is constant, with the increasing grinding speed, the grinding force measured by rotating dynamometer gets smaller, and the grinding force of grinding wheel is small. So, the grinding speed of the grinding wheel is inversely proportional to its grinding force. But when the workpiece is grinded by single-diamond grain, with the increasing grinding speed, the grinding force of single-diamond grain increases. When the workpiece is continuously grinded by multi-diamond grains, with the increasing grinding speed, the grinding force decreases. This showed that the simulation result by the method of grinding silicon nitride ceramic workpiece with multi-diamond grains is closer to the experimental result. The thickness of the grinding wheels for experiments is 10 mm. As we know that the size of diamond grains of 240# is 0.1–0.12 mm. So, for the experiment grinding wheel, the number of diamond grains is about 100–83 on its axial direction. Then, the grinding force of the grinding wheel in the experiment is 100–83 times as much as the grinding force with multi-diamond grains. Comparing Figure 6 with Figure 10, and Figure 8 with Figure 11, we can see that the grinding force of the grinding wheel is about 91 times as much as the grinding force with multi-diamond grains and that just goes to show that the method of grinding silicon nitride ceramic workpiece with multi-diamond grains is workable.
Analysis of main causes of the above phenomenon is that silicon nitride ceramic workpiece is a hard and brittle material. And when the grinding speed of single-diamond grain is too fast, the time consumed by the process of grinding workpiece is shortened. So, the time for generating cracks, crack-extending, and abrasive dust stripping on the surface of the workpiece gets shortened and the energy released by the broken workpiece becomes larger in unit time. The removal process of brittle fracture of the material is intensified and the value of grinding force is higher. When the workpiece is continuously grinded by multi-diamond grains, with the increasing grinding speed, the count of diamond grains passing the surface of the workpiece gets larger in unit time. The process of crack-extending and abrasive dust stripping would be promoted by cutting actions of the next grain, and the average acting force of each grain of grinding wheel gets decreased. So, the grinding force of the grinding wheel is small.
Simulation analysis and experimental research on grinding removal mechanism
Finite element simulation analysis of grinding removal mechanism
The grinding force of a diamond grain is impacted by the interaction between the diamond grains and the workpiece. And it also decides the surface morphology of the grinding materials, the wear of the diamond grains, and the surface quality of the workpiece. In this article, the grinding depth and the grinding speed are the analysis factors in finite element simulation model. From the above discussion, although the trends of grinding force under different grinding depths and speeds by the diamond grain of truncated octahedron and cone are consistent, there is a difference between their specific values. According to Figure 1, the shape of each diamond grain is close to a truncated octahedron. Then, the effects on surface morphology and the surface quality of workpiece under different grinding parameters by truncated octahedron diamond grains are researched.
When the workpiece is grinded by single-diamond grain and multi-diamond grains, the effects of grinding depth on the grinding force and surface morphology are consistent. So, based on continuous grinding by multi-diamond grains, the research on surface morphology from grinding depth is carried out in this article. In the process of studying the relationship between grinding speed and surface morphology, the simulation methods of grinding silicon nitride ceramic workpiece by single-diamond grain and continuous grinding by multi-diamond grains are all used.
Relationship between grinding depth and surface morphology
The surface morphology of silicon nitride ceramic under different grinding depths (ap) and the same grinding speed (vs = 57.6 m/s) is shown in Figure 11. And the shape of the diamond grain is a truncated octahedron. With the increasing grinding depth, the width of the groove on the surface of the workpiece increases. This phenomenon is closely related to the shape of the truncated octahedron diamond grains. The grooving has a certain degree of expansion to the both sides along the direction of grinding speed. Compared to Figure 12(a)–(c), we can see that when the value of grinding depth is 2 µm, the bottom of the groove is relatively flat and smooth. The both sides of the groove are regular and tidy. When the value of grinding depth is 8 µm, the surface quality of the silicon nitride ceramic gets worse. The bottom of groove becomes rough, and its both sides are uneven. So, grinding depth is an important component on the effect of surface morphology of workpiece.
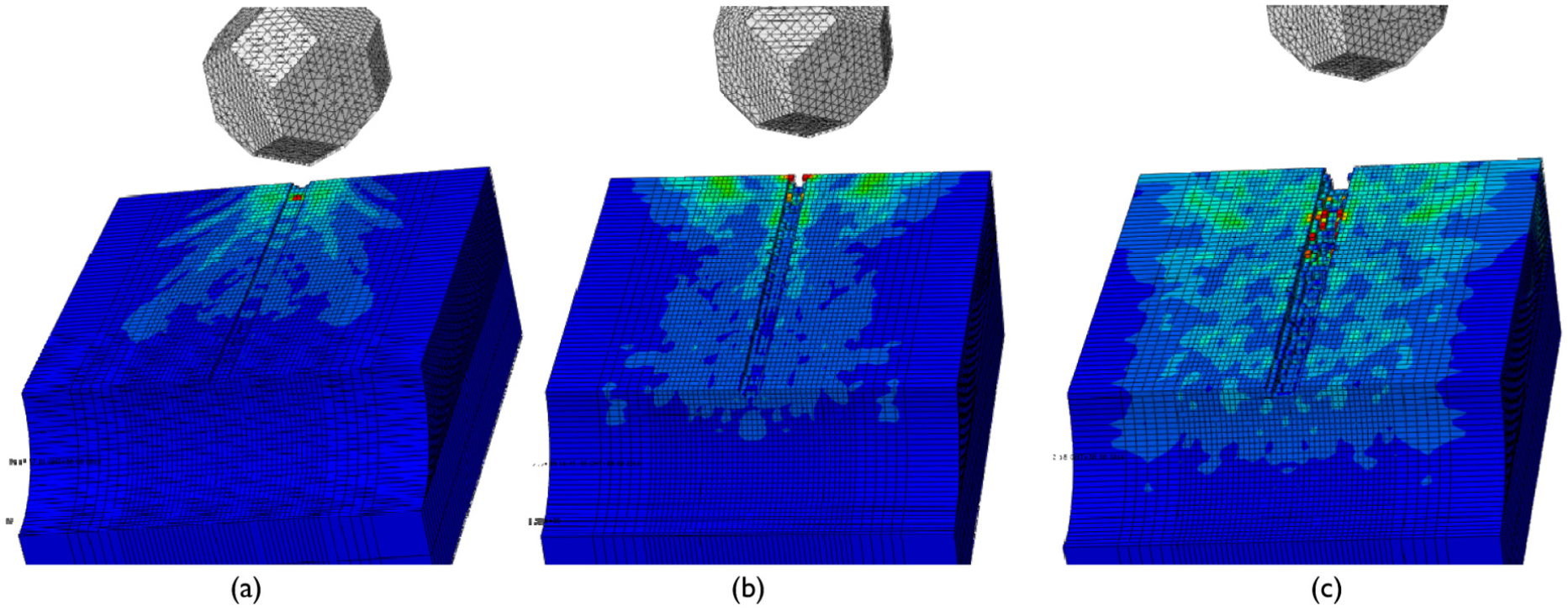
Effects of different grinding depths on surface morphology: (a) ap = 2 m, (b) ap = 4 µm, and (c) ap = 8 µm.
Relationship between grinding speed and surface morphology of single-diamond grain
The surface morphology of the silicon nitride ceramic under the same grinding depth (ap = 2 µm) and different grinding speeds is shown in Figure 13. The shape of the diamond grain is also truncated octahedron. By comparing the three figures in Figure 13, we can see that when the grinding speed of the grinding wheel is 40.3 m/s, the surface morphology of the workpiece is relatively flat. The bottom of the groove is also flat and smooth, and the both sides of the groove are regular and tidy. If the grinding speed is increased to 74.9 m/s, the surface quality of workpiece is undesirable. The bulges and pits on the surface of the bottom of the groove get increased. The broken pieces on the surface of both sides of the groove are evident and cluttered. So, the grinding speed is one of the important parameters on the effect of surface morphology of workpiece.
Effects of different grinding speeds on surface morphology by single-diamond grain: (a) vs = 40.3 m/s, (b) vs = 57.6 m/s, and (c) vs = 74.9 m/s.
Relationship between grinding speed and surface morphology of multi-diamond grains
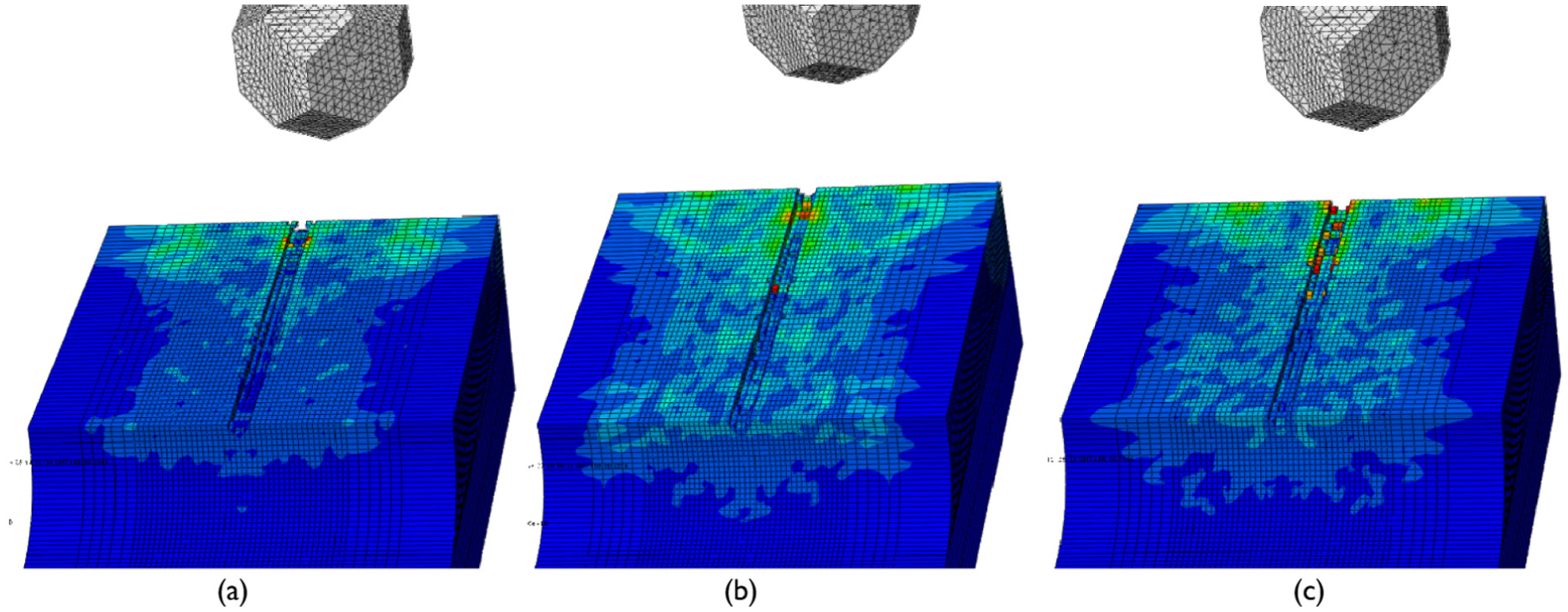
The surface morphology of the silicon nitride ceramic continuously grinded by multi-diamond grains under the same grinding depth (ap = 2 µm) and different grinding speeds is shown in Figure 14. By comparing the three figures, we can see that when the grinding speed is 40.3 m/s, the surface morphology of the workpiece is worse. The bulges and pits on the surface of the bottom of the groove get increased. The broken pieces on the surface of both sides of the groove are evident and cluttered. When the grinding speed is increased to 74.9 m/s, the surface morphology of the workpiece is relatively flat. The bottom of the groove is also flat and smooth, and the both sides of the groove are regular and tidy. For different grinding speeds, the simulation results between grinding by single-diamond grain and continuously grinding by multi-diamond grains are completely opposite.

Effects of different grinding speeds on surface morphology by multi-diamond grains: (a) vs = 40.3 m/s, (b) vs = 57.6 m/s, and (c) vs = 74.9 m/s.
Experiment on grinding removal mechanism
In this experiment, the silicon nitride ceramic specimens are machined. Its surface morphology after machining is observed by field emission scanning electron microscope of S-4800 as shown in Figure 9(b).
Relationship between grinding depth and surface morphology
When the value of the grinding speed is 57.6 m/s, the scanning electron microscopic images of surface morphology of the machined workpiece under different grinding depths of the grinding wheel are shown in Figure 14. When the value of grinding depth is smaller (ap = 2 µm), there is a lot of abrasive dust, as shown in Figure 15(a). The shallow grooves and slight elevation are on the grinding surface of the workpiece. The bottom of the grooves is smooth and its both sides are tidy. The surface quality of the machined workpiece is generally good. With the increasing grinding depth, the grooves are even more obvious in Figure 15(b). There are some traces of brittle fracture on the edge of grooves and the surface quality gets worse. When the grinding depth is increased to 8 µm, the surface quality of the machined workpiece is shown in Figure 15(c). The abrasive dust generated by brittle fracture would increase the grinding surface. The bottom of the grooves is rough and uneven. The gaps on both sides of the groove get increased. The ploughed surface is obvious and the breakage degree of the surface of the workpiece is severe. The grinding surface quality leads to further deterioration.
Surface morphology under different grinding depths: (a) ap = 2 µm, (b) ap = 4 µm, and (c) ap = 8 µm.
Relationship between grinding speed and surface morphology
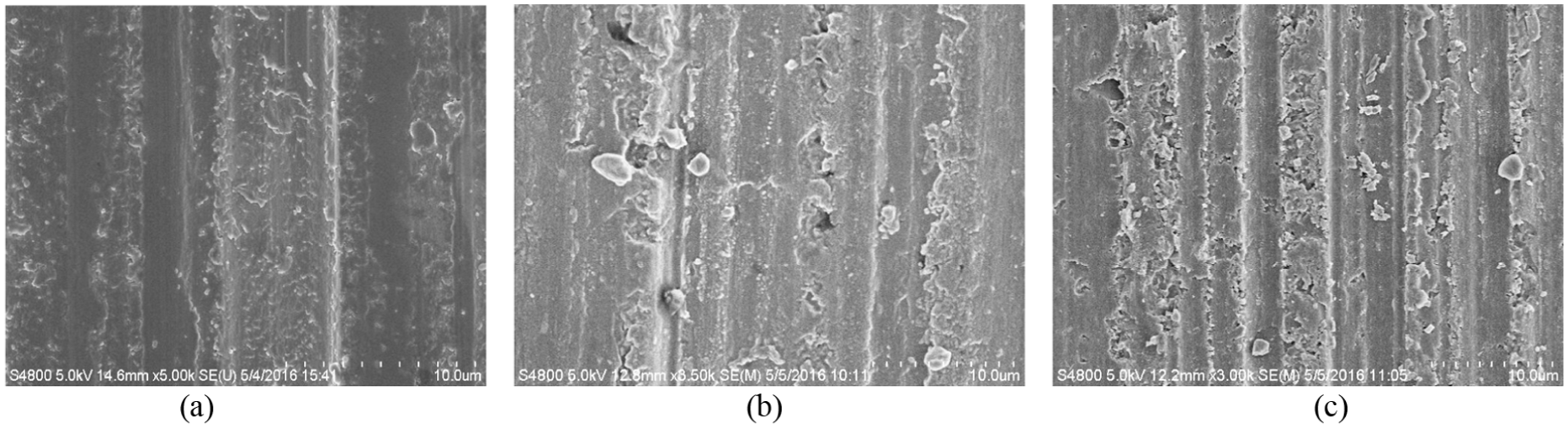
When the value of the grinding depth is 4 µm, the surface morphology of the machined workpiece under different grinding speeds of the grinding wheel is shown in Figure 16. With the increasing grinding speed, the density of scratch on the surface of the workpiece gets enlarged and the traces of grooves become shallow. When the grinding speed of the grinding wheel is low, the traces of brittle fracture on the surface of the machined workpiece are more and obvious. The distribution of scratch is more sparser, the depth of the grooves is larger, and the grinding surface quality is worse. When the value of the grinding speeds of the grinding wheel gradually increases to 74.9 m/s, the scratch on the surface of the workpiece is shallower and denser. The depth of the grooves gets shallow, and its bottom and sides become smooth and tidy. The size of brittle fracture zone gets decreased, and the proportion of the local abrasive dust gets increased. The grinding surface quality goes well.

Surface morphology under different grinding speeds: (a) vs = 40.3 m/s, (b) vs = 57.6 m/s, and (c) vs = 74.9 m/s.
Comparison and analysis between experimental and simulation results of grinding mechanism
With the increasing grinding depth, the grinding force on the workpiece from single-diamond grain increases. The length of the contact arcs between the grinding wheel and the workpiece would increase, and the grinding force also increases. The remove mode of material changes from plastic and powder removal to brittle fracture. The grinding surface of the workpiece gets more and more rough, and its surface quality decreases.
In the process of grinding by single-diamond grain, if the grinding speed of the grinding wheel is higher, the grinding force increases, and the remove mode of the material is mainly brittle fracture. So, the grinding surface quality is worsened. In the process of continuous grinding by multi-diamond grains, if the grinding speed of the grinding wheel increases, the count of diamond grains passing the surface of workpiece the gets larger in unit time. The grooves generated by the passed diamond grains could be trimmed by the next grains quickly and densely. So, the grooves on the surface of the processed workpiece are smoother and the surface quality is better.
With the changing of grinding speed in the finite element simulation or the changing of grinding speed of the grinding wheel, if the maximum cutting thickness of the undeformed chip increases, the grinding force of single-diamond grain also increases. The grinding force on the workpiece from the grinding wheel increases. The remove mode of the material is mainly brittle fracture and the grinding surface quality is decreased. When the maximum cutting thickness of the undeformed chip decreases, the material removal rate also decreases in unit time. When the value of the grinding force of single-diamond grain is reduced, the grinding force on the workpiece from the grinding wheel also reduces. The remove mode of the material is mainly plastic and powder removal. The quality of the machined surface is better. So, research on the effect of surface morphology from the grinding speed of the simulation result by the method of grinding silicon nitride ceramic workpiece with multi-diamond grains is closer to the experimental result once again. And this emulation method is workable.
Conclusion
In the process of grinding by single-diamond grain, with the increasing grinding depth from 2 to 10 µm or the increasing grinding speed from 23 to 74.9 m/s, the grinding force monotonically increases, and the workpiece surface quality is gradually deteriorated. In the process of continuous grinding by multi-diamond grains, with the increasing grinding depth from 2 to 10 µm or the decreasing grinding speed from 74.9 to 23 m/s, the grinding force monotonically increases, and the workpiece surface quality is gradually deteriorated.
Between grinding depth and grinding speed, the grinding speed has a greater impact on grinding force and the quality of the grinding surface.
When the other conditions are constant, the grinding forces of diamond grains between truncated octahedron and cone are different. Their values have a slight gap, but the trends of change are basically the same.
The simulation result is inconsistent with the experimental result in the process of grinding by single-diamond grain. But it is consistent with the experimental result in the process of continuous grinding by multi-diamond grains. This showed that the simulation method of continuous grinding silicon nitride ceramic workpiece with multi-diamond grains is workable.
Footnotes
Academic Editor: Michal Kuciej
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors acknowledge the collective support granted by the National Natural Science Foundation of China (grant no. 51375317), Innovation Team Project of Ministry of Education of China (grant no. IRT_15R45), Department of Science and Technology of Liaoning Province (grant no. 2015020149), Housing and Urban-Rural Development Program of China (grant no. 2015-K3-006), and the Science and Technology Program of Shenyang (grant no F16-205-1-15).