
Abstract
Nowadays, a rapid growth of smart materials’ implementation in textiles and clothing can be observed as it allows attaining the functions and properties unachievable with conventional materials. Unique characteristics of shape memory alloys, in particular nickel–titanium (NiTi), place them in the focus of interest in this area. Despite numerous research works concerning the analysis of the NiTi alloys’ properties, a further investigation is still needed due to their sensitivity to thermomechanical treatment conditions. In this article, the results of preliminary study aimed at designing thermomechanical treatment procedure for NiTi elements intended for specific application in clothing protecting against heat are presented. The analysis of the influence of annealing temperature and thermomechanical cycling method on characteristic temperatures of martensitic transformation with use of differential scanning calorimetry was performed. Moreover, recovery rate characterizing two-way shape memory effect was evaluated. Test results indicate that by means of an appropriate selection of the alloy and choice of thermomechanical treatment conditions, it is possible to achieve a phase transition in the required temperature range and desired recovery rate of NiTi elements.
Keywords
Introduction
A significant technological progress observed in the recent years has made high technologies almost become elements of everyday life. Considerable progress has also been observed in the field of material engineering, where smart materials that are able to react to the external environmental stimuli such as temperature, moisture, magnetic field, electric field, pH or ultraviolet (UV) change have become one of the most dynamically developing research directions. The trend towards the use of smart materials is also visible in textile industry. Recent research directions in the field of designing textiles and clothing refer to the implementation of smart materials that allow their functionalization, which is unattainable with use of traditional materials. Unique characteristics of shape memory alloys (SMAs) place them in the focus of interest in this area.1,2
SMAs are able to recover their original shape from a deformed state under the influence of a certain thermal stimuli. The essential characteristics of SMAs are their specific functional properties. One-way shape memory effect (OWSME) involves the ability of the deformed SMA element to return to its original shape as a result of heating above the temperature specific for the high-temperature phase of the alloy. In the case of two-way shape memory effect (TWSME), as a result of appropriately conducted thermomechanical treatment (TT), the element made of SMA, having a particular shape in the high-temperature phase, after cooling to the temperature specific for the low-temperature phase of the alloy, adopts another given shape. It means that element with TWSME is capable of taking two shapes: one at high temperature and another at low temperature. The transition between both shapes is reversible. SMAs also demonstrate superelastic behaviour (SB), obtainable at a temperature higher than that needed for OWSME. It means that SMA subjected to mechanical or thermomechanical load undergoes deformation that disappears after the load is removed.
The process responsible for shape memory effect is a thermoelastic (type I) martensitic transformation, accompanied by heat emission. The transformation occurs between two phases: austenite (high-temperature phase) and martensite (low-temperature phase). 3 For the SMA to undergo forward transformation (from austenite to martensite), it must undergo a cooling process; conversely, the SMA must undergo a heating process to complete the reverse transformation (from martensite to austenite) and recover its original geometry. The course of these processes is characterized by hysteresis (Figure 1) which allows for the definition of characteristic temperatures of martensitic transformation.1,2

Hysteresis with shape memory transformation temperatures.
Nickel–titanium alloys are one of the most popular and available SMAs. It is characterized by many unique features and hitherto has found many applications. The most important properties of NiTi include high recovery rate, very good shape memory characteristics, high elastic anisotropy, high ductility, excellent corrosion and abrasion resistance, good thermal stability and ageing properties, good fatigue performance and good biocompatibility.4,5 That is why, NiTi alloy is claimed to be ideal for textile applications.6,7
One reason for the introduction of NiTi alloys in textiles is its ability to improve their utility performance. This can be exemplified by the research carried out at Ghent University in cooperation with Lodz University of Technology. 8 The aim of their work was to improve aesthetic properties of cotton fabrics by means of NiTi that reduces the fabric creasing under the influence of human body temperature. In that study, a technology of embedding the SMA into the fabric during the weaving process was developed. However, the applications of NiTi in textiles and clothing are generally associated with the protective properties and improving the users’ comfort. To achieve that, NiTi wires were formed into helical coils and implemented between two layers of fabric in clothing to form an air gap. The change in the ambient temperature caused the expansion of the springs, which in turn caused an increase in thermal insulation of clothing thus allowing obtaining better protective properties against either high temperature 9 or low temperature. 10 Implementation of NiTi elements into the firefighters’ suits caused around 30% increase in protection time, 9 while versatile insulating jacket with NiTi improved human sensation during exposure to cold. 10 What directly affects applicability of NiTi elements for active regulation of air gap between the clothing layers is a specific procedure of TT they are being subjected to. In particular, it is necessary to select the appropriate annealing temperatures and methods of thermomechanical cycling that would ensure activation of the element in a specific temperature range, desired changes in shape and satisfactory durability. Therefore, the aim of this article is to conduct a preliminary study on the TT of SMA elements for application in clothing for enhanced ergonomics and protection against thermal radiation, convective heat and molten metal splashes during the works performed in metal industry. It was assumed that shape change should begin at the moment when the outer surface of textile system reaches temperature above 60°C. It will ensure that the skin temperature stays below pain threshold, that is, 44°C. 11 Therefore, martensitic transition of active elements for applications in clothing protecting against heat should occur in the temperature from 50°C to 60°C.
Materials
SMA
For the purpose of the study, cold-worked SMA M (Memry) in the form of wire with a diameter of 0.5 mm was selected. It was characterized by As = 55°C ± 10°C and had the following chemical composition: Ni 55.6000% wt, Ti 44.3929% wt, Fe 0.0065% wt, Cu 0.0005% wt and Cr 0.0001% wt.
TT
To obtain SMA elements with TWSME, it was necessary to subject them to a specially designed processing, namely, the TT. The research works conducted hitherto indicate that specific thermal conditions during this process can have great influence on the resulting shape memory effect. The TT process itself constituted of two separate stages.
In the first stage, the SMA was formed into the shape desired for the high-temperature phase. First, the SMA wire was formed into the shape of spring, which when applied in clothing can act as an actuator adjusting the distance between the layers of the materials, and thus changing heat transmission performance of the garment. Specially designed device, as shown in Figure 2, was used to wind the SMA wire into spring shape.

SMA winding device.
The device was used to form the SMA wire into eight-coiled springs with a diameter of 11 mm, length of Y = 5 mm and distance between coils of X = 0 mm (Figure 3(a)). The elements (in a compressed state) were then annealed at temperature variants specified in Table 1 in high-temperature furnace HT 08/17 (Nabertherm, Germany) for 1 h followed by rapid water-cooling at about 0°C. Then the springs were stretched at room temperature (approx. 22°C) in martensite state above elastic deformation threshold to a total length of Y′ = 118 mm and a distance between coils of approximately X′ = 14 mm (Figure 3(b)).

Schematic diagram of SMA element in (a) a compressed state and (b) a stretched state.
Annealing conditions of SMA elements.

Deformed elements were fixed on a specially adapted frame, then again annealed for 1 h and rapidly cooled in cold water bath with a temperature of about 0°C. The second annealing ensured the desired spring’s shape in the high-temperature phase, providing an increased distance between the clothing layers when exposed to heat stimulus. The annealing conditions are shown in Table 1.
The second stage of TT process was thermomechanical cycling. The number of thermomechanical cycles was determined based on the literature data. Balak and Abbasi 12 analysed the impact of the number of training cycles on the TWSME in NiTi alloys. It was shown that the most significant differences in NiTi shape memory effect were achieved in the first five cycles. Whereas Wang et al.13,14 proved that considerably higher effect can be achieved after 25 cycles. That is why in our study the elements were subjected to 25 cycles in two methodological variants selected on the basis of the literature study. In the case of the first method M1,13,14 the spring was compressed after cooling and after complete unloading it remained in compressed state till re-heating. While in the case of method M2, 15 the spring was compressed in the austenite phase and cooled while loading below Mf temperature. Details of the TT processes are presented in Table 2.
Description of thermomechanical cycling methods.
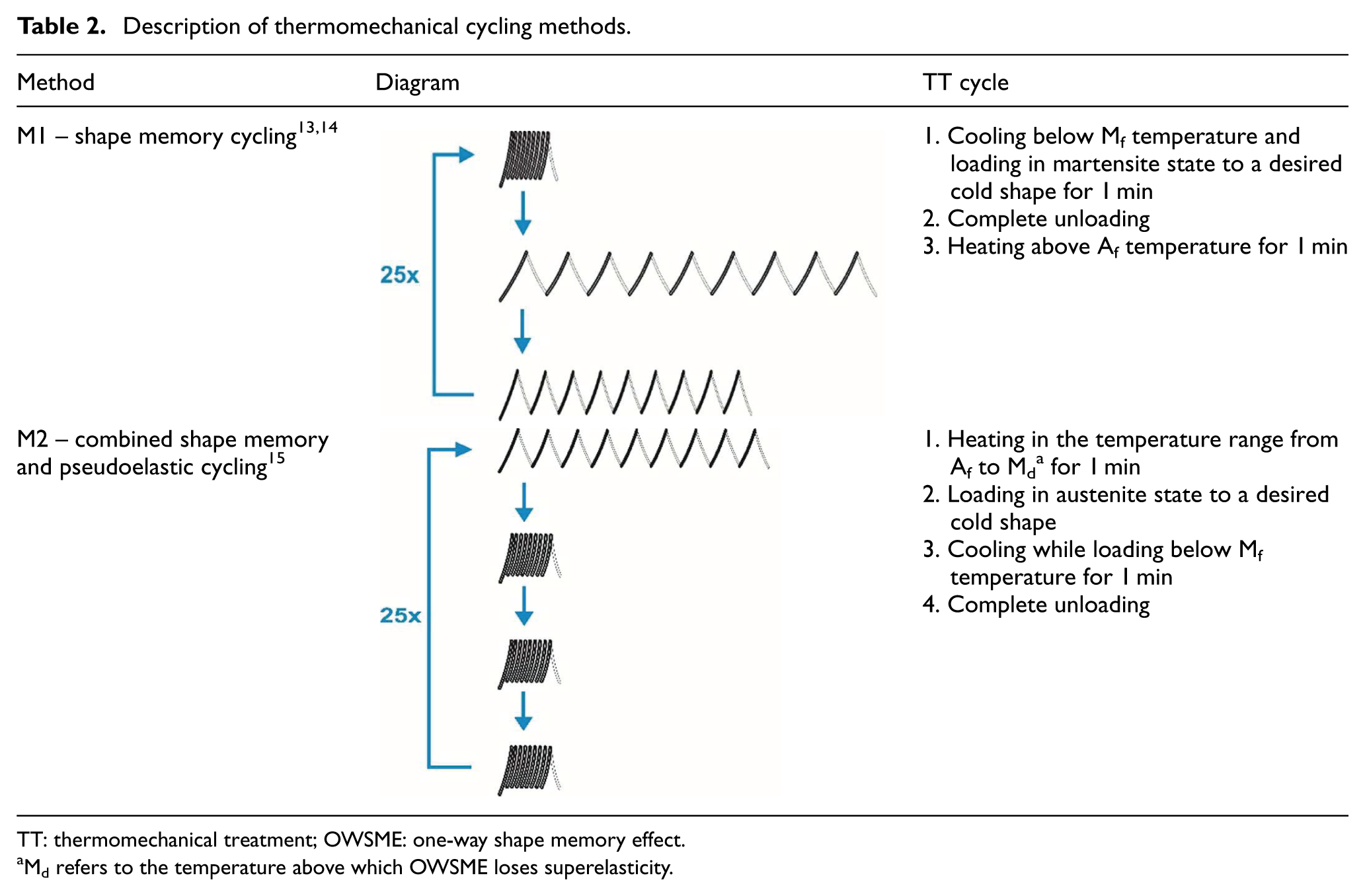
TT: thermomechanical treatment; OWSME: one-way shape memory effect.
Md refers to the temperature above which OWSME loses superelasticity.
Both thermomechanical cycles were performed using two water baths. Cold bath, with a temperature of 5°C, was used for cooling the element to the martensite phase. While a hot bath, with a temperature of 80°C, was used to heat the element to the austenite phase. The coil was carefully placed and then removed from the water bath manually. The use of water baths allowed for shortening time of cooling and heating stages while performing TT.
Methods
To evaluate the effect obtained due to the proposed TT of SMA elements in terms of their functionality when applied in clothing protecting against heat, a special methodology was designed. It included two stages:
Analysis of the influence of annealing temperature on characteristic temperatures of martensitic transformation with the use of differential scanning calorimetry (DSC)
Analysis of the influence of thermomechanical cycling method on characteristic temperatures of martensitic transformation with the use of DSC and TWSME measurements
DSC
DSC tests were conducted for the alloy after the first and second annealing (see Table 1), as well as after thermomechanical cycling (see Table 2). For this purpose, differential scanning calorimeter Mettler-Toledo DSC 821e (Mettler-Toledo Ltd, Switzerland) was used. SMA samples with a length of about 3 mm were placed in an aluminium container with a capacity of 40 mL. The weight of the prepared sample was within the range of 19–30 g. Measurements were initiated at a temperature of −30°C, and then the samples were heated to 150°C and re-cooled to −30°C. Heating and cooling of the samples were conducted at a constant rate of 15°C/min. DSC curves were obtained as a result of the measurements, and characteristic temperatures of the martensitic transformation were determined by means of tangent method.
TWSME measurements
TWSME measurements were conducted for SMA elements annealed at a temperature selected on the basis of DSC results and treated by means of two alternative methods of thermomechanical cycling (see Table 2). Shape changes in SMA elements were determined with the use of meter stick with an accuracy of 0.1 mm. The length of the spring in the martensite phase was checked at a temperature of 0°C, and in the austenite phase at a temperature of 78°C. The size of shape memory effect was assessed on the basis of the recovery rate η measurements occurring during unforced shape changes (work cycles, i.e., cycles consisting of a phase transition from the austenite to the martensite and vice versa, without the use of external force) between the high-temperature phase and low-temperature phase. The value of recovery rate was calculated from the equation below

where LA denotes the spring length in the austenite phase and LM the spring length in the martensite phase.
Repeatability of thermomechanical cycling methods was assessed on the basis of the coefficient of variation of recovery rate occurring during 25 TT processing cycles for five samples. The length measurements of the SMA elements were performed every five cycles.
Repeatability and fatigue of shape memory effect were assessed on the basis of the coefficient of variation and change in the amount of recovery rate occurring during 100 work cycles for five samples. The length measurements were performed every 10 cycles.
Statistical analysis
Statistical analyses were conducted using STATISTICA 10 software (Statsoft, USA). Descriptive statistics for all the measured values were calculated. The aim of the analysis was to compare functional characteristics and fatigue of shape memory effect obtained after two different methods of thermomechanical cycling. The comparison was made for 10, 50 and 100 work cycles of SMA elements. Shapiro–Wilk test was used for the analysis of normality of distribution. To determine the homogeneity of variance, parametric Fisher–Snedekor and Levene tests were applied. Moreover, Student’s t-test was performed to compare the mean value of the SMA elements’ recovery rate obtained for both the methods of thermomechanical cycling.
Results and discussion
DSC
The test results of the characteristic temperatures of martensitic transformation for SMA elements subjected to annealing at varied temperatures (see Table 1) are presented in Table 3.
Characteristic temperatures of martensitic transition of SMA elements after annealing.

On the basis of the obtained results (Table 3), it can be stated that in the case of transformation into the austenite phase, both the start and finish transformation temperatures increased with an increase in annealing temperature. However, an increase in Af temperatures between the variants W5 and W1 (9.7°C) was slightly greater than in the case of As temperatures (6.2°C).
In the case of the characteristic temperature of the transformation into the martensite phase, a definite increase in temperature Ms was observed with an increase in temperature of the second annealing, while temperature Mf remained at almost constant level of about 25°C. The difference in martensite start temperatures between W1 and W5 was 5.1°C.
Laboratory tests conducted by means of differential scanning calorimeter performed on the SMA elements after the first and second annealing at five temperature levels confirmed the significant influence of these processes, as well as the annealing temperature on shaping of the characteristic temperatures of the martensitic transformation.
On the basis of the obtained results, it can be stated that the austenite start temperature, which is close to a predetermined value for activation of the SMA elements’ shape change in clothing protecting against heat, was obtained in the case of annealing at 550°C and was equal to 60.7°C. According to the studies by Wang et al.13,14,16 a second annealing temperature of 550°C also provides the biggest shape memory effect from the five temperatures analysed by the authors: 400°C, 450°C, 500°C, 550°C and 600°C. Taking into account both test results and literature sources, the second annealing temperature of 550°C was selected for further research studies.
Therefore, analysis of the influence of method of thermomechanical cycling on characteristic temperatures of martensitic transformation was performed on SMA elements subjected to two annealing processes at 550°C and relevant method either M1 or M2 (Table 2). The obtained DSC curves for SMA samples after thermomechanical cycling are presented in Figure 4.
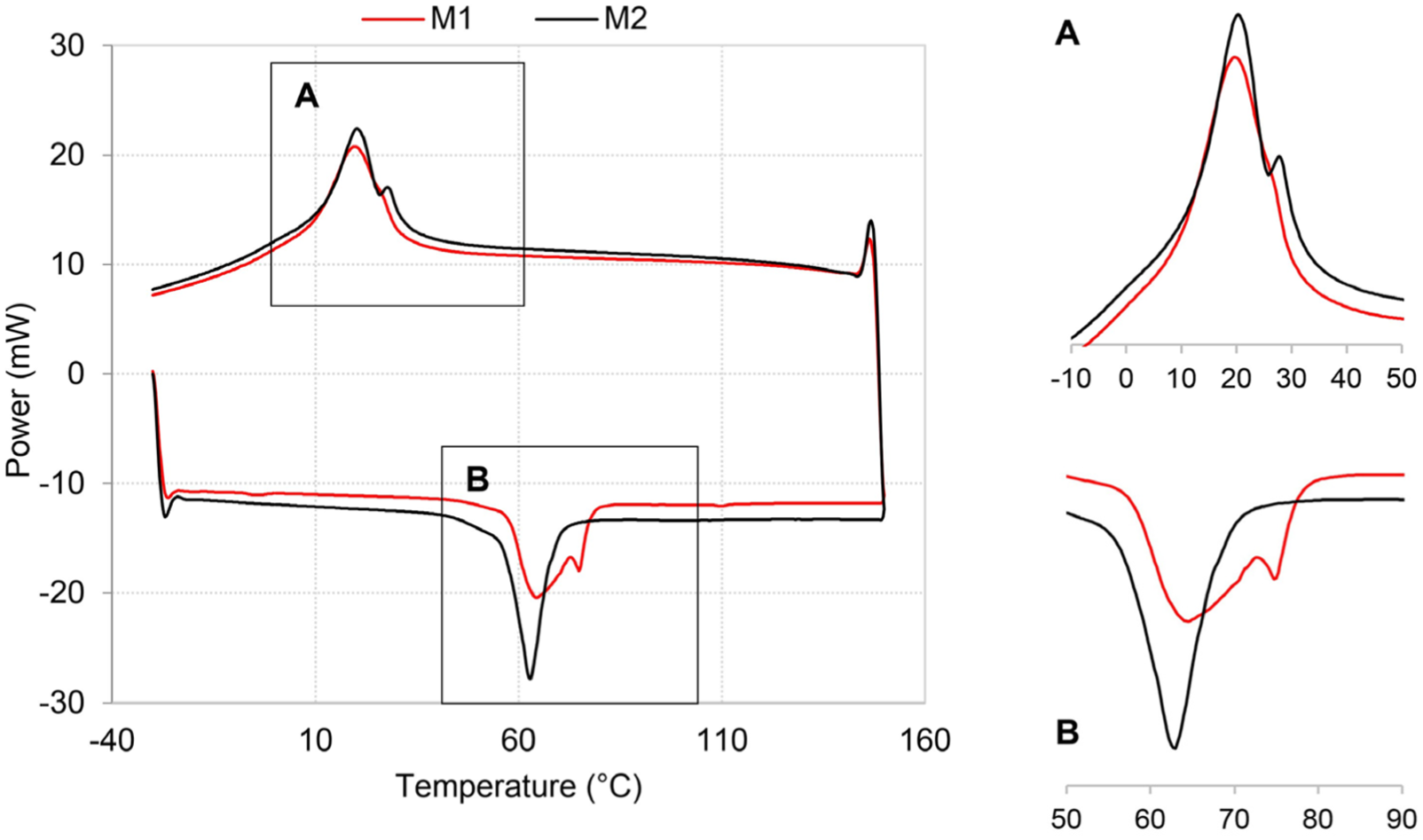
DSC curves for SMA elements after thermomechanical cycling according to M1 and M2.
On the basis of the DSC results (Figure 4), it can be stated that in the case of both variants of thermomechanical cycling M1 and M2, the characteristic temperatures of martensitic transformation are at a similar level. The exception is the austenite finish temperature, which achieved a discrepancy nearly 10°C. It was established that the activation of the SMA element shape change should occur in the temperature range of approximately 50°C–60°C, so the austenite start temperatures obtained for both thermomechanical cycling methods are in the predetermined temperature range.
As a result of the conducted tests, a decrease in the characteristic temperatures of martensitic transformation can be observed after thermomechanical cycling. In the case of both M1 and M2, the highest differences of 13.9°C and 11.7°C, respectively, were observed in the case of Mf temperature. These results agree with the studies conducted by Wang et al.13,14,16 who analysed the influence of TT on the temperature range in which martensitic transformation occurs.
In Figure 4, small additional peaks on the DSC curves can be observed. This is most probably a result of the two-stage transformation (B2–R–B19′) instead of one-stage transformation (B2–B19′). Some additions can induce an intermediate R phase and therefore a change in transformation path. Another factor which can change transformation path into two-stage is dislocation network. Fine Ti3Ni4 phase which may precipitate during heat treatment can also induce two-stage transformation. 17
It is worth noting that in the case of the SMA element subjected to thermomechanical cycling M1, the temperature at which transition to austenite is finished is 77.9°C, which means that only after exceeding this temperature SMA element fully adopts its given high-temperature shape. In the case of the SMA element subjected to thermomechanical cycling M2, the austenite finish temperature is 68.0°C. Therefore, it is at a level much more similar to the intended temperature range, which should lead to activation of shape change.
Furthermore, from the point of view of potential application of SMA elements in protective clothing, it is advantageous that the martensitic transformation occurred in the narrowest temperature range and characterized by minimum hysteresis. On the other hand, the larger the hysteresis, the more significant the shape memory effect.1,2 In the case of variant M2, both the temperature ranges at which there is a martensitic transformation and hysteresis are at a lower level than for variant M1. It means that thermomechanical cycling performed according to method 2 should ensure an adequate range of the activation temperature of unforced shape change in SMA elements intended for use in protective clothing.
TWSME measurements
Figure 5 shows the recovery rate of SMA springs during thermomechanical cycling with two alternative methods M1 and M2.
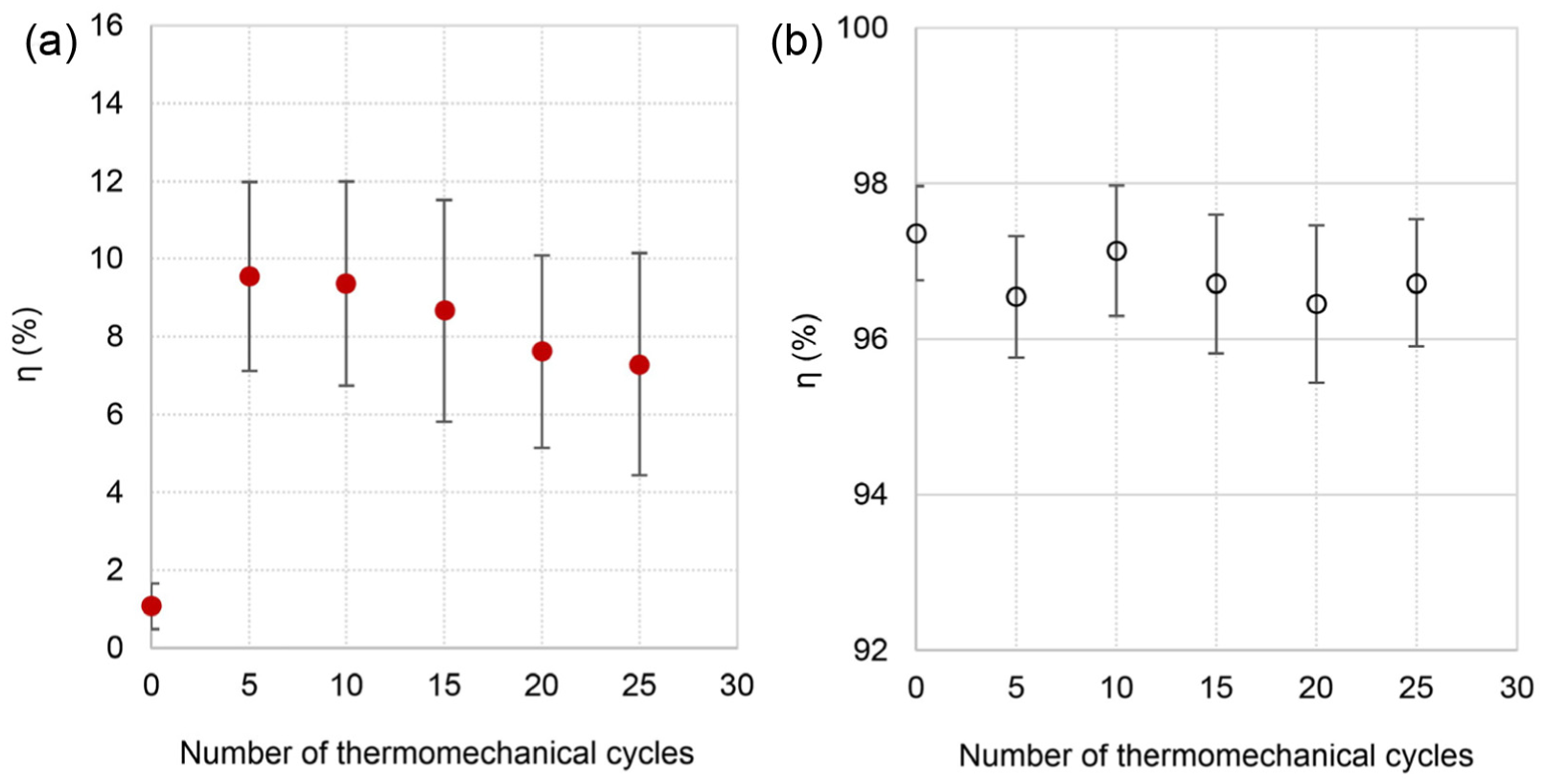
Recovery rate of SMA elements after subsequent thermomechanical cycles for (a) M1 and (b) M2.
The results of the recovery rate measurements during TT cycles suggest that better TWSME can be obtained in the case of method M2. This result is in agreement with the results obtained by Luo and Abel. 15 A large difference in η between M1 and M2 methods mainly resulted from the procedural differences during tests, that is, specimens prepared according to M1 method showed similar hot shape and cold shape, while for those made by M2 method a substantial difference between those two states was observed. For M1, significant decay of recovery rate with increasing number of cycles was observed. It was due to the difference between the changes in the length of the springs in martensite and austenite phases (20% length reduction in martensite phase and 25% length reduction in austenite phase). In this case, the memory of the hot shape could be affected by a permanent strain originating from dislocation arrangements caused by reorientation of martensite. 15 At the same time, in the case of method M2 the recovery rate was approximately constant throughout the 25 thermomechanical cycles (average recovery rate equal to 96.8%). Here, the permanent strain originated from the loading that took place in full austenite phase, and the influence of effective dislocation arrangements on the recovery of the hot shape upon heating was limited. 15 These results indicate that in the case of M2 we can achieve a higher level of thermomechanical cycling repeatability. For this method, the average coefficient of variation of recovery rate was 0.9%, while for M1 35.4%. Nevertheless, the length reduction of the spring of about 58% was also observed in the austenite phase. Despite the fact that the length reduction in the high-temperature phase was not relevant when assessing the overall TWSME, it can be important in terms of future application.
Figure 6 shows the effect of subsequent work cycles on recovery rate of SMA springs prepared with two alternative methods M1 and M2.

Recovery rate of SMA elements after subsequent work cycles for (a) M1 and (b) M2.
Based on the results of recovery rate during subsequent work cycles, it can be concluded that better TWSME can be achieved for springs cycled according to M2 method. It was approximately 10 times higher than in case of method M1. In all cases, significant differences between mean values of recovery rate were confirmed based on the t-test, following Shapiro–Wilk testing of normality of distribution and Fisher–Snedekor’s and Levene’s tests for comparison of variances. It is worth noting that in the case of method M1 almost no decay of recovery rate was observed over 100 cycles, while in the case of method M2 a reduction in recovery rate of approximately 10% could be observed. It suggests that SMA elements subjected to M1 TT method are characterized by better fatigue performance; however, the overall effect was significantly lower than in the case of M2. Moreover, M2 gave higher level of repeatability of recovery rate during 100 work cycles. The average coefficients of variance for M1 were 51.5% and for M2 12.2%. The obtained results are in good agreement with the results published by Yoo et al., 10 Scherngell and Kneissl18,19 and Miyazaki et al. 20 They attributed the reduction in the recovery rate to the introduction, rearrangement and/or annihilation of dislocations (developed in an austenitic matrix in the TT process) during repeated motion of the parent–martensite interface. This, in turn, leads to a reduction in the amount of usefully oriented martensite.
Conclusion
Despite numerous research works concerning the analysis of the SMA’s properties, a detailed research work in this area is still required due to their incredible sensitivity to TT conditions. To obtain TWSME required for a particular application, various parameters such as annealing temperatures, cycling methodology or number or training repetitions must be taken into account.
In this article, the results of preliminary study aimed at designing TT procedure for SMA elements intended for application in clothing protecting against heat have been presented. The test results indicate that by means of an appropriate selection of SMA and conditions of TT, it is possible to achieve a phase transition in the required temperature range and TWSME with a recovery rate of about 45%. These results, however limited, are promising in terms of future application in clothing protecting against heat.
One of the promising directions of research focuses on the design of SMA element’s geometry to ensure satisfactory recovery rate. Another issue that should be taken into account is the adjustment of the resulting length of the SMA element in austenite and martensite phases to the requirements of clothing ergonomics and its enhanced protective properties against heat.
Footnotes
Acknowledgements
The authors would like to express their gratitude to Ewa Mieszek for technical assistance during this research.
Academic Editor: Filippo Berto
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship and/or publication of this article: The publication is based on the results of Phase III of the National Program ‘Safety and working conditions improvement’, financed in the years 2014–2016 in the field of research and development work by the Ministry of Science and Higher Education and the National Centre for Research and Development (the programme coordinator is the Central Institute for Labour Protection – National Research Institute) and on the results of research funded in a framework of statutory activities by the Ministry of Science and Higher Education intended for maintaining the scientific potential of CIOP–PIB in 2014–2015 years.