
Abstract
The effect of nanoclay on various material properties like damping and strength of typical thermoset polymers, such as epoxy and vinyl ester, was investigated. Different environmental conditions typical for high-voltage transmission pylons made of composite materials were taken into account. Resin samples were prepared with various clay weight fractions ranging from 0% to 3%. Scanning electron microscopy, transmission electron microscopy, X-ray diffraction and rheological analysis were used to study the morphology and the structure of the nanocomposites. For all nanoclay-modified thermoset polymers, the morphology was found to be of exfoliated structure mainly. Static, uniaxial tensile tests showed that the addition of nanoclay to thermoset polymers led to a beneficial effect on the stiffness, whereas the tensile strength and ductility significantly decreased. When exposed to different environmental conditions, nanoclay was found to have a positive influence on the dynamic properties, analysed by a dynamic mechanical thermal analysis. The addition of nanoclay to the thermoset resin led to an increase of the damping properties by up to 28% for vinyl ester and up to 6% for epoxy at −20°C. The dielectric properties were evaluated by electrical breakdown strength tests resulting in 11% better insulating behaviour for nanoclay-modified vinyl ester.
Introduction
Glass fibre–reinforced plastic (GFRP) materials are of non-conductive nature and well suited for use in high-voltage applications, such as insulators and power transmission pylons. 1 Thus, overhead transmission lines can be attached directly to the cross arms of each composite pylon because of the inherent non-conductivity of the raw material. Due to a rigid connection of the transmission lines to the pylon, any wind-induced vibration and motion will be directly transferred to the slender composite mast structure. As a consequence, the severe cable vibration phenomenon known as ‘galloping’ can lead to catastrophic failure of the entire structure due to excessive vibration amplitudes at resonance.2,3 Therefore, galloping is considered as a major design parameter for the overall transmission line system. 4 Galloping occurs at temperatures around or below 0°C, as non-symmetrical ice aggregations along the transmission lines are usually initiating this low frequent vibration phenomenon associated with large vibration amplitudes (0.1–1 Hz).5,6 The increase of structural damping is an effective way to raise the critical wind speed for the onset of galloping. 7 Nanoparticles, such as nanoclay (NC) and nanotubes (NT) within composite materials, have been found to enhance the static and dynamic material properties, specifically with regard to damping.8–13 Kabir and colleagues14,15 have been investigating the damping behaviour of GFRP beams with different laminate configurations by a free decay test and a dynamic mechanical thermal analysis (DMTA) at room temperature and have observed an increase in damping for a quasi-isotropic laminate by up to 36% in combination with a stiffness enhancement of 10% when reinforced by 2 wt% NC.
Another central issue of this article is a sensibility analysis of an NC modification of thermoset polymers to various environmental conditions and the resulting change in material properties, although this has been partially addressed in Singh et al. 16 and Tcherbi-Narteh et al. 17 Composite structures designed for an external application are being exposed to different environmental conditions like ultraviolet (UV) radiation, moisture and pollution, inducing material degradation. Although coatings are widely used for protection against environmental degradation,18,19 the structural material to be used is required to be resistant against the weathering conditions mentioned above, especially as power transmission pylons are designed for life times of ≥50 years. NC has been found to enhance the barrier properties within the polymer, such as the resistance to moisture transport, and has been leading to a reduction of material degradation by UV exposure. These material properties play an important role for the design of high-voltage power pylons exposed to harsh environmental conditions, such as moisture, UV irritation and strong electromagnetic fields. Furthermore, an easy and inexpensive availability, processability and non-toxicity of NC is of high importance among other things, as it has been reported in Dasan 20 and Bensadoun et al., 21 resulting in commercial attention towards these materials. Nowadays, NC is increasingly used in various industries, for example, in automotive, packaging, coating and paints, electronics and aerospace,22–24 to enhance cost-effective, specific material properties, such as stiffness, 25 strength, 26 limited flammability and thermal stability, 27 fracture toughness 28 and viscosity. 29 Furthermore, NC is also of electrical non-conductive nature. 30 The overall dielectric material property of NC-modified Epoxy (EP) has been observed to be 20% higher compared to neat EP. 31 The use of NTs, for example, carbon NTs, is not conducive, as the material properties like non-conductivity and inexpensive availability are required for the design of the power transmission pylons. In summary, NC is a suitable and promising additive for the enhancement of static and dynamic material properties to be used in connection with high-voltage power pylons.
It has been reported in Velmurugan and Mohan 11 that NC modified with an organic modifier results in improved performance in terms of dispersion, thermal stability, stiffness and hardness compared to non-modified NC. This modification, for example, by an organic quaternary ammonium salt, has lead to an enhanced interaction between the clay surface and the matrix. 32 Therefore, the organomodified NC Garamite 1958 has been chosen in the following investigations due to its potential to enhance the relevant material properties of the neat polymer.33,34
Already small amounts of NC (of a few wt%) can lead to considerable improvements due to the high aspect ratio of layered silicate, resulting in a huge network of interfacial surface area.13,14 Clay nanocomposites can be grouped into three different morphologies (see Figure 1) depending on the remaining agglomerate sizes of NC particles and the related interplanar distances (d-spacing) between clay platelets representing the crystal lattice planes (see Figure 3). The exfoliated clay–polymer morphology is the most desirable for improved material properties,12,34,35 whereas in practice the final dispersion consists probably of all three morphologies with different percentage proportions. 12

Scheme of different clay–polymer morphologies.
A number of investigations have dealt with various dispersion techniques to maximize the dispersion quality in terms of amount of exfoliated clay particles within the polymer.36,37 It has been found that the mixing speed is one of the driving parameters for achieving an exfoliated clay–polymer morphology realizable with the high-speed homogenization technique used for this investigation. 38 The just mentioned dispersion quality, the type of polymer and clay as well as its pretreatment may all have a significant influence on the final material properties of the NC-modified polymer. 39 Therefore, the aim of this study is to present an evaluation on the effect of NC on the static and dynamic material properties by keeping those parameters constant. Thus, the investigation focuses on the NC modification of the polymer resin material only, instead of considering the whole fibre–polymer composite. Therefore, the conclusion of this study is only valid for matrix-dominated material properties, such as the transverse stiffness and transverse damping capability of a unidirectional (UD) laminate.14,33 The effect of NC on the static material properties of vinyl ester (VE) and epoxy (EP) is investigated specifically for different environmental conditions, such as moisture, UV irritation and the presence of a high electrical field, representative of a composite power transmission pylon in its realistic environment. However, the major subject of this investigation is the damping analysis of different NC-modified polymer configurations at low temperatures (between −20°C and 0°C), low frequencies (≤1 Hz) and under the influence of various environmental conditions, representing an aged composite power transmission pylon being affected by galloping-induced vibrations of the attached overhead transmission lines. These material properties have not been investigated so far in relation to the specific environmental conditions mentioned above in combination with the materials used for the analysis.
Experimental methods
This section provides a detailed description about the materials, methods and procedures used to analyse the effect of NC on the static and dynamic material properties of EP and VE. Besides a comprehensive analysis of the dispersion quality in terms of clay–polymer morphology, different mechanical and electrical testing procedures are explained. The experimental setup used for environmental ageing is described at the end of the section.
Materials
The thermoset matrices investigated were a bisphenol-epoxy vinyl ester resin DION IMPACT 9102-683 (VE) and an epoxy infusion system PRIME 20LV (EP). These resin materials are both well suited for use in electrical insulation devices due to their high dielectric properties.1,40,41 An alkyl ammonium–based NC, commercially available as Garamite 1958 by Byk Additives and Instruments, was used in four weight concentrations (0, 1, 2 and 3 wt%) within the polymer to gradually demonstrate a change in the mechanical properties. This organically modified mixed clay system is a mixture of platelets and ribbon-like clay particles and has been chosen due to its specified usability within EP and VE. 42
Sample preparation
The NC was added in four different weight concentrations to the thermoset resins relative to the final polymer weight: 0, 1, 2 and 3 wt%. In accordance with Keyoonwong et al. 37 and Ngo et al., 38 a high-speed homogeniser Ultra-Turrax T25 was chosen to increase the probability of an entirely exfoliated clay–polymer morphology. A maximum of 500 mL resin was mixed during each run with 20.000 rpm for 40 min. The mixing temperature never exceeded 80°C. The final mixing viscosity was dependent on the type of thermoset resin, due to different resin–hardener mixing ratios (VE – 2:100/EP – 26:100). Whereas 98 wt% of the VE resin relative to the final matrix material weight was used for mixing, only 80 wt% of the EP resin was mixed with NC. All dispersions were evacuated for about 90 min under vacuum at 35°C to remove air trapped during mixing. Only for the mixture EP-2 (epoxy with 2 wt% NC), it appeared to be difficult to achieve an air-bubble free dispersion. Additional degassing of the dispersion under vacuum at temperatures of around 50°C for more than 12 h was to little avail. Furthermore, it was observed that VE resin exhibited a loss of mass of about 3% after evacuation, which might be explained by the outgassing of styrene. The resin temperature was raised to 35°C before mixing with the hardener to reduce viscosity. As illustrated in Figure 2, the nanocomposite dispersion was then poured into a vertically orientated mould consisting of two parallel plates to minimize the surface shrinkage pattern. In total, eight nanocomposite panels with 300 mm × 400 mm × 2 mm were manufactured to test EP and VE with four NC concentrations. After curing and post-curing, the panels rested for at least 24 h at 40°C and 10 h at 70°C and were then cut by computerized numerical controlled (CNC) milling to samples used for tensile tests and DMTA in test-specific dimensions (see sections ‘Mechanical properties’ and ‘Breakdown strength analysis’).
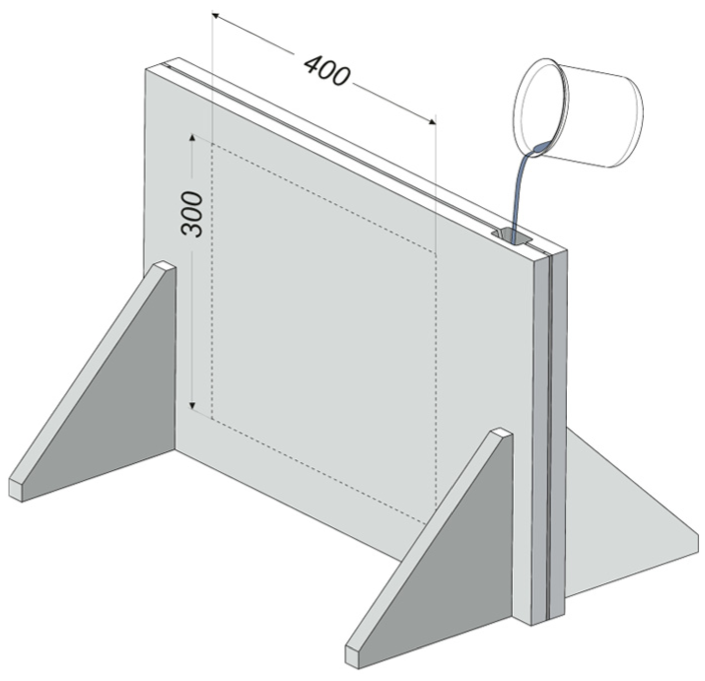
Filling process of the NC-modified resin into the vertically oriented mould.
Morphology analysis of nanocomposites
There are several complementary methods typically used for the evaluation of the NC distribution within a polymer, such as scanning electron microscopy (SEM), transmission electron microscopy (TEM), X-ray diffraction (XRD) and rheology analysis. 43 All methods were used in this present investigation.
The SEM analysis was conducted under high vacuum using a Quanta 200 F electron microscope by FEI, while a FEI Tecnai G2 transmission electron microscope was used to generate the TEM images. The required surface treatment of all SEM samples as well as the cutting of 100 nm slices for the TEM analysis was carried out using a Leica Ultracut UCT microtome. To monitor the time-dependent NC distribution within the polymer over a mixing period of 40 min, dispersion samples extracted after every 10 min were cured and then optically analysed.
The XRD method can be used to determine the clay–polymer morphology (see Figure 1) of neat NC and NC-modified polymer materials. 44 Based on the diffraction angle 2θ of the incident and the diffracted X-rays, the interplanar distance d (d-spacing) of two atomic-scale crystal lattice planes can be calculated according to Bragg’s law (see Figure 3)


Bragg’s diffraction by a crystal lattice plane with the incident and diffracted wave vectors.
The X-ray diffraction investigations on both neat NC and NC composites were performed using a Philips PW 1830 X-ray Generator with Cu Kα radiation (λCu = 1.5405 Å). The specimens were scanned at 45 kV and 40 mA with the diffraction angle of 2θ ranging from 2° to 30° with equidistant increments of 0.1° and a retention time of 3 s.
A supplementary rheological analysis was carried out using a Rheometer AR 2000 by TA, as this technique is widely used for the evaluation of the dispersion state. While SEM, TEM and XRD methods usually require solid samples, non-cured NC–resin dispersions were used for this rheological investigation. The rheological investigation of all NC–resin dispersions was carried out at 25°C. A parallel plate setup with a gap distance of around 1 mm was used to perform shear rate sweeps for different NC contents in the range from 1 to 100 s−1.
Mechanical properties
The influence of the NC modification on the mechanical properties of the polymer was evaluated based on static tensile tests at room temperature as well as a DMTA at environmental conditions similar to those experienced during transmission line galloping. The static and dynamic results obtained by the tests described below are specifically used to assess the use of NC-modified matrix for high-voltage power pylons.
Tensile test
Uniaxial tensile tests were used to evaluate the effects of NC and various ageing conditions on the static mechanical properties of different thermoset polymers. The tensile test was conducted at room temperature according to the ISO 527-2 Standard. 45 All dog-bone samples with the standardized dimensions of type 1 BA 45 were quasi-statically tested on an MTS Acumen Electrodynamic Test System with a 3 kN load cell at a crosshead speed of 1 mm/min. The displacement was measured by an MTS extensometer with 25 mm gauge length. At least six specimens were used for each configuration.
DMTA
The Dynamic Mechanical Thermal Analyser (DMTA) used for the damping characterization of the nanocomposite samples was a Q800 from TA as shown in Figure 4. The specimens with the dimensions of 60 mm × 5 mm × 2 mm were tested in galloping close environmental conditions according to Liu et al., 46 at a frequency of 0.5 Hz for the two temperatures of −20°C and 0°C. A three-point bending fixture was used for the analysis.
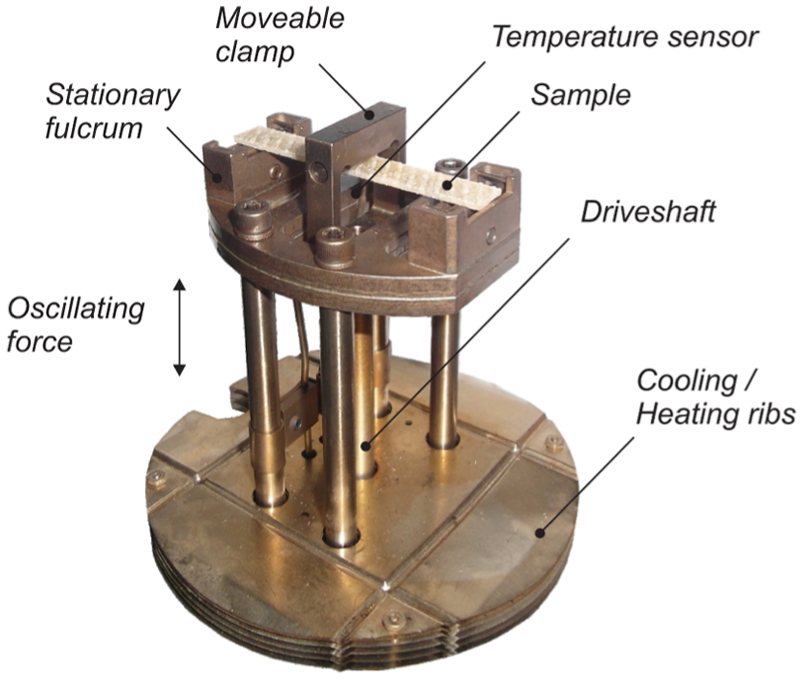
Sample placed in the three-point bending fixture of the DMTA Q800.
Breakdown strength analysis
The electrical strength is an important property of an insulating material, as it indicates the maximum electrical field the material can withstand before it fails to work due to the breakdown channel through the material. Thus, electric strength is used to investigate the effects of different weight percentages of NC particles on the dielectric properties of VE and EP materials. Electric strength tests are performed according to the IEC 60243 Standard 47 to investigate the influence of the NC modification on the dielectric properties of the polymer. Round-plate specimens with the dimensions of 100 mm × 2 mm were tested at ambient atmosphere conditions at 21°C and 50% relative humidity. 48 A cylinder-plate electrode configuration was adopted. Tests were conducted at a grid frequency of 50 Hz in transformer oil. Figure 5 shows the electric strength test configuration.

Electric strength test configuration.
Environmental ageing test
Artificial weathering tests, such as water immersion and UV exposure, were conducted to investigate the changes in mechanical properties. To shorten the environmental ageing process, high-intensity test conditions were chosen: (a) the samples were placed in a water bath instead of applying realistic condensation conditions and (b) the intensity of UV radiation was about 17 times higher than stated in the ASTM D4329-13 Standard. 49
Water immersion
The oven-dried nanocomposite samples were immersed in distilled water at room temperature and periodically weight in accordance with the ASTM D570-98 Standard,
50
in order to evaluate the water uptake

where
UV exposure
The photoageing process was carried out in a UV exposure chamber as described in Christiansen et al. 51 using UV-lamps from both sides with a relatively broad spectrum centered around 365 nm at 14 mW/cm3. After measuring the weight, the specimens were randomly redistributed within the chamber. The temperature during UV exposure never exceeded 40°C.
Results and discussion
In this section, the results of the morphological study in terms of dispersion quality are presented first. The sample weight as a result of the sensibility to artificial weathering is then evaluated based on the morphological analysis. Furthermore, the static and dynamic material properties are discussed together with the results of the environmental ageing procedure, leading to an assessment of the applicability of NC-modified thermoset polymers with respect to the use in high-voltage transmission pylons. Finally, the effect of NC on the breakthrough strength, as an indicator for enhanced dielectric properties, is discussed.
Morphology and dispersion quality
The clay–polymer morphology was evaluated by SEM images in Figure 6 for different NC-modified VE configurations. The average agglomerate size was found to depend on the different mixing durations and NC contents (1–3 wt%).
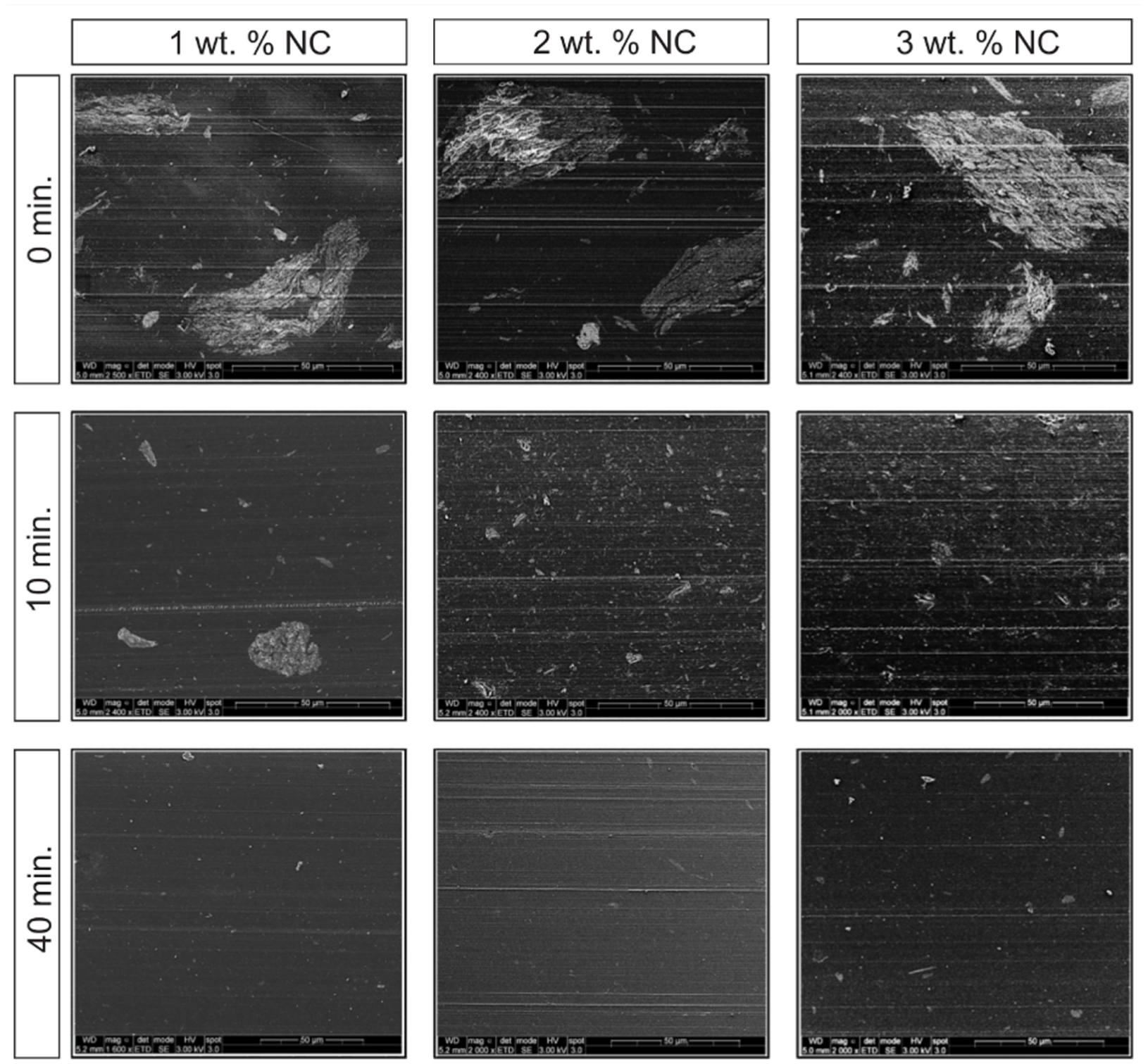
SEM images of VE with respect to different NC contents and mixing durations.
The mixing duration denoted as 0 min corresponds to a brief manual mixing to ensure that all NC particles are bound by resin, and that no loose NC is left on the resin surface. In Figure 6, the bright areas on the back-scattered micrographs represent agglomerated NC particles. The clay portions are continuously being broken up during increased mixing, although a few and small NC agglomerated particles are still present after 40 min of mixing, as shown in Figure 6 for the 3 wt% mixture. The maximal remaining aggregate size is about 5 µm for all three NC concentrations, whereas the density of those max-sized aggregates clearly increases with increasing NC concentration. However, the NC is well dispersed within the polymer after 40 min mixing for all three NC configurations (VE-1, VE-2 and VE-3), although the remaining few clay agglomerates are large and therefore may have a negative influence on the mechanical behaviour of the nanocomposite, due to appearing stress concentrations in these areas.52,53
The layered, ribbon-like structure typical for Garamite 37 is shown in Figure 7(a) and (b) obtained by TEM image for VE-2 with 0 and 40 min mixing duration, respectively. Figure 7(a) shows a multi-stack agglomerate consisting of a large number of evenly aligned, tightly packed platelets with small interplanar d-spacing. This phase-separated microcomposite (see Figure 1) with a low d-spacing is typical for an unmixed state and agrees well with the SEM images for 0 min of mixing in Figure 6. In contrast, a well dispersed NC agglomerate with increased d-spacing is seen in Figure 7(b). The remaining average particle size of about four platelets with an increased d-spacing is in good agreement with the observations in Ngo et al. 38 based on an applied high shear mixing method. To support the microscopical results for VE, the broadly used XRD method was performed to evaluate the clay dispersal within the polymer. The results for the neat NC ‘Garamite 1958’ are in good agreement with Ingram et al. 32 and Huynh et al. 54 and present a mix of minerals dominated by sepiolite (see Figure 8). According to Bragg’s law (see equation (1)), the d-spacing of the clay platelets results in d = 1.194 nm from the distinct basal peak in Figure 8 at the diffraction angle 2θ of ∼7.4°.

TEM images of VE-2 with different mixing durations: (a) 0 min mixing and (b) 40 min mixing.
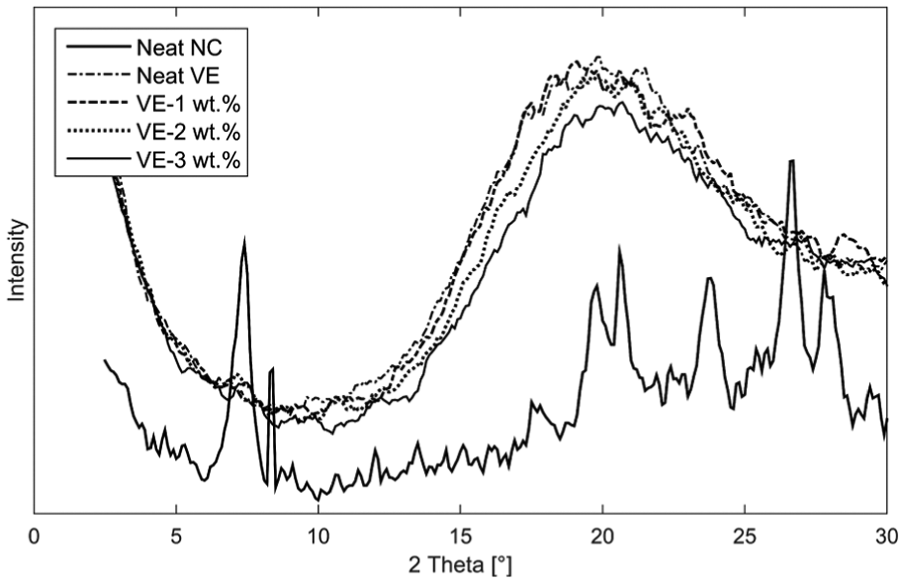
XRD curves of neat Garamite, neat VE and VE-Garamite dispersions.
Cured VE- and NC-VE samples were also analysed to determine the clay–polymer morphology, indicating the level of exfoliation. In Figure 8, the broad curve of neat VE with its maximum at around 2θ of ∼20.0° represents the amorphous structure and it is in good agreement with Pal. 55 The XRD patterns of neat VE with its clay-modified derivatives (VE-1, VE-2 and VE-3) are of similar shape containing no sharp peaks and indicating a complete exfoliation state for all NC-VE dispersions (VE-x). Only for VE-2 and VE-3, an insignificant peak at 2θ of ∼7.1° can be observed. It may indicate an almost insignificant portion of intercalated NC particles within the exfoliated nanocomposite (see Figure 1). The resulting d-spacing of d = 1.244 nm is 4% larger compared to neat Garamite 1958, indicating a negligible increase of polymer molecules between the clay platelets and therefore a higher clay–matrix interaction.
Rheological measurements were carried out for neat and NC-modified EP to evaluate its morphological structure of the nanocomposite. The results for EP are shown in Figure 9. As expected, the initial viscosity increases with increasing NC content due to an enhanced interaction of clay particles within the polymer matrix. 12 At the same time, a viscosity decrease with increasing shear rate is observed, indicating the non-Newtonian behaviour called ‘shear thinning’. 56 These phenomena are in agreement with Ingram et al. 32 and Huynh et al. 54 and are found to be directly related to a high grade of exfoliation within the clay–polymer network due to a strong interaction between clay particles and the EP matrix. Consequently, a high level of exfoliated NC particles within the EP is being assumed.
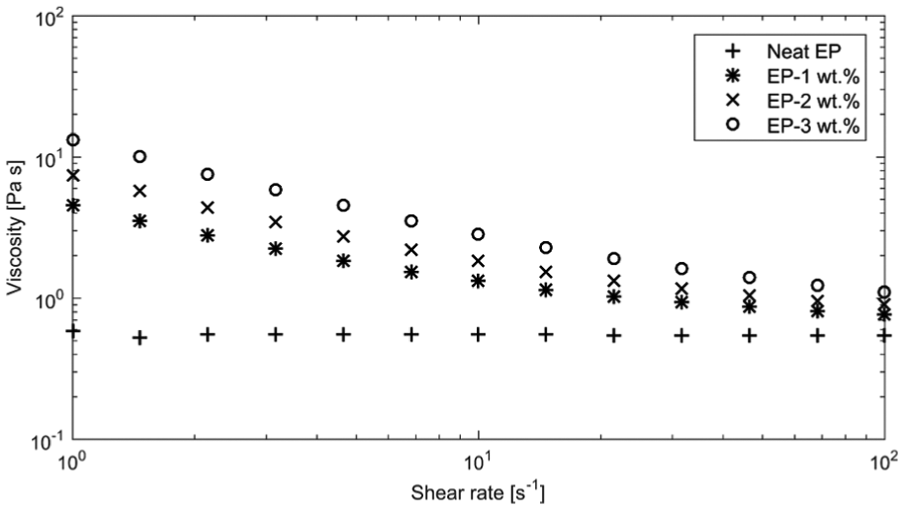
Shear viscosities for neat and NC-modified EP.
Sample weight as function of ageing duration
The effect of NC on the sample weight related to the ageing duration of polymer matrices, such as moisture and UV irritation, was investigated using water immersion and UV exposure tests. Three different ageing scenarios were developed: (a) UV exposure for 250 h, (b) water immersion for 400 h and (c) combined ageing with 250 h UV exposure and 400 h water immersion. All specimens were regularly weighed to track the sample weight as function of the duration of ageing. The presented curves in Figure 10 comprise an average of six different samples per configuration.
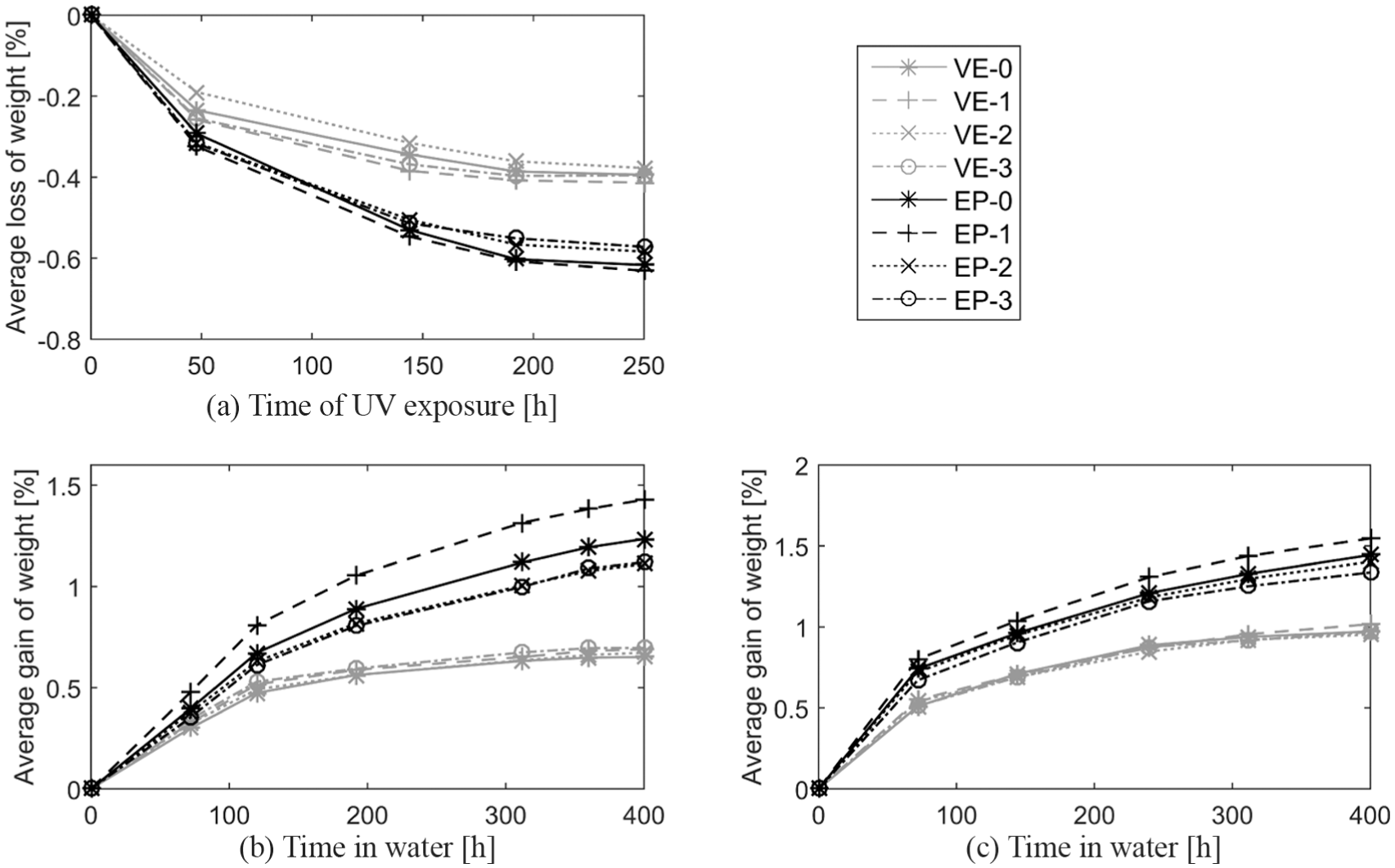
Average weight changes of non-modified and NC-modified VE and EP due to (a) UV exposure for 250 h, (b) water immersion for 400 h and (c) combined ageing condition with UV exposure for 250 h followed by 400 h water immersion.
Organoclay, such as Garamite 1958, are capable of water absorption in humid environments 57 and may influence the water uptake characteristics of the nanocomposite when embedded within the polymer. In Figure 10(b), the normalized, time-dependent increase in weight is seen for all material combinations immersed in distilled water for up to 400 h. After a rapid water uptake within the first 100 h, the increase in weight almost stabilizes for VE at around 0.7% due to saturation. An equilibrium is not reached for EP after 400 h, as the weight steadily increases towards the end of water immersion at 1.2%. No remarkable variation in weight gain for VE and its NC-modified derivatives (±0.02%) is observed, whereas a significant clay dependency is detected for EP (±0.2%). By modifying EP with 1 wt% NC, the water uptake is increased by 14% compared to neat EP. A decrease in weight by 9% can be observed for EP-2 and EP-3 compared to the reference EP-0. The results for EP-1 are partly contradictory to the results in Kusmono et al. 22 and Khanbabaei et al., 58 as the water uptake should have been reduced with increasing amounts of exfoliated clay structures acting as efficient barriers against the water transport through the polymer. It is assumed that either a few of the larger clay particles remained non-dispersed within the polymer or a higher dispersion porosity of EP-1 due to mixing and manufacturing lead to the increased water uptake.
A similar type of water uptake is observed for samples that had previously been subjected to UV exposure for 250 h (Figure 10(c)). The water uptake for EP-1 is again 7% higher and for EP-2 and EP-3 in average 5% lower compared to EP-0. However, the water uptake capability is significantly increased for both – for VE by 30% and for EP by about 14% compared to the configurations subjected to water immersion only. This phenomenon is caused by micro-cracks as a result of UV exposure, providing pathways for a rapid water ingress.16,59
The average weight loss of all analysed VE and EP configurations (VE-x and EP-x) by UV exposure only is shown in Figure 10(a). The mass reduction as a result of UV exposure is caused by the expulsion of volatiles and residual moisture as well as by a physico-chemical degradation.16,59 After a rapid drop of specimen weight within the first 50 h, the change in weight stabilized after 250 h of photoageing. This trend is apparent for both EP and VE, whereas EP in general is more prone to weight loss with 0.6% than VE with 0.4%. The weight changing characteristics of each polymer configuration due to UV light is inversely proportional to the water uptake behaviour, as shown in Figure 10(a) and (b). EP modified with 1 wt% experiences the highest water uptake, and consequently the highest gain in weight, but also the highest weight loss by UV exposure. The same relation occurs for EP-2 and EP-3. This correlation is not observed for VE, as the water uptake characteristics are found to be similar for all analysed VE configurations. In fact, the NC seems to have a neglectable influence on VE exposed to different environmental ageing conditions. The influence of NC on the mechanical behaviour of VE under environmental conditions will be analysed in the following sections.
It should finally be mentioned that all specimens suffer from discoloration. This phenomena is a result of oxidation reactions due to, for example, photoageing or hygrothermal ageing59,60,61 and is a nonreversible process based on chemical interactions within the network. The colour changes of the semi-transparent ageing specimens are illustrated by the photos in Figure 11.
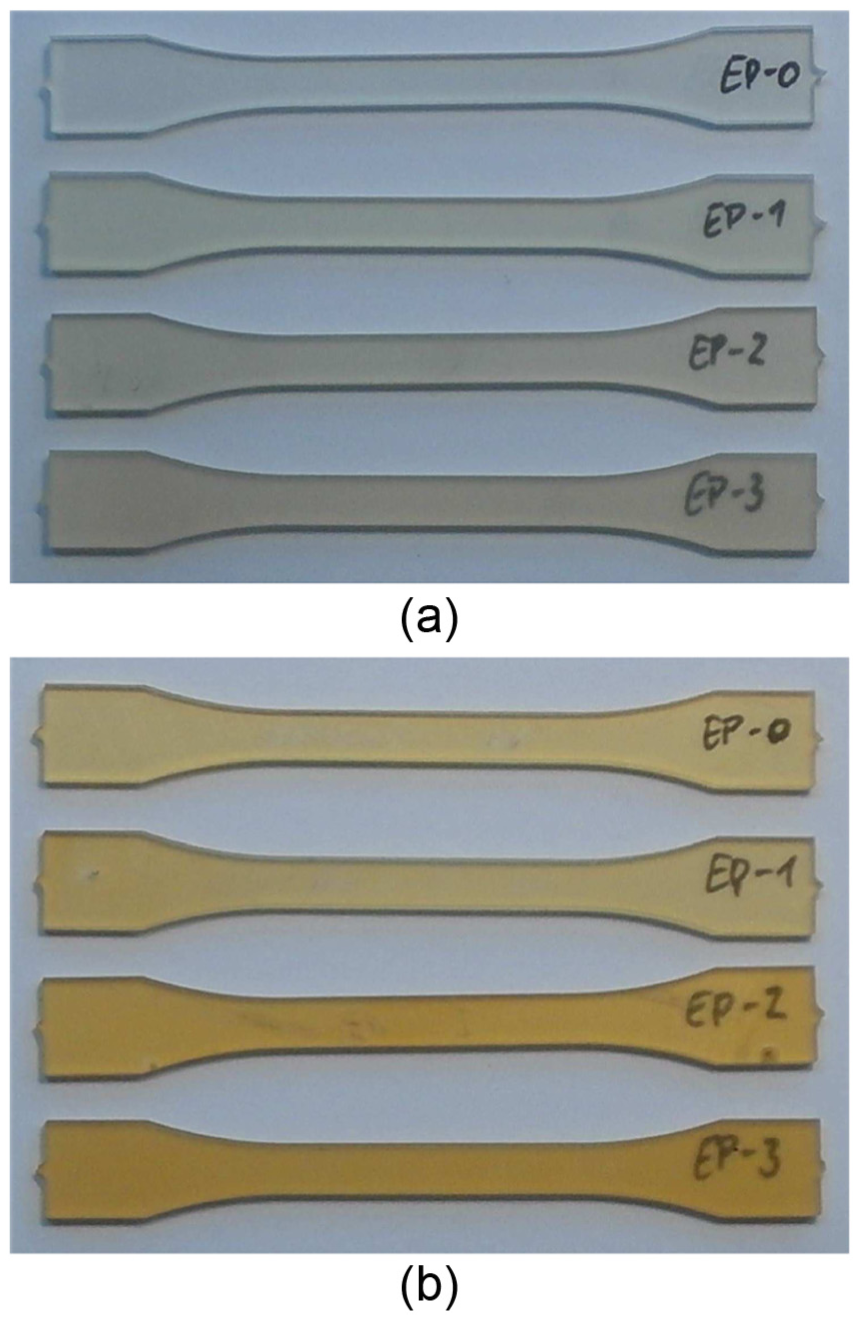
Non-modified and NC-modified EP tensile specimens before and after 250 h of UV exposure: (a) no UV exposure and (b) 250 h of UV exposure.
Effect on the static mechanical properties
The effect of different ageing conditions, such as moisture and UV light, on the static mechanical properties like stiffness, strength and elongation at break of VE-x and EP-x was evaluated by uniaxial tensile tests according to the ISO 527-2 Standard. 45 It is well established that the environmental ageing conditions, considered in the previous section, may lead to decreased mechanical properties of thermoset polymers, whereas moisture may result in less adverse effects on a polymeric matrix compared to the degradation by UV radiation. 59 Both chain scission and chain cross-linking can take place because of UV irritation. This may result in reduced strength and enhanced brittleness due to a lower molecular weight and the presence of micro-cracks. On the other hand, an ingress of water has been observed to change the thermo-physical, mechanical and chemical characteristics of the polymer, leading to swelling, plasticization and hydrolysis and thereby resulting in an apparent decrease in the tensile (Young’s) modulus.62,63 A combined ageing of UV exposure and water immersion will couple these effects and may lead to either lower mechanical properties or unchanged stiffness properties due to synergistic effects. 59
The stiffness of VE-x and EP-x is shown in Figure 12 with respect to different ageing conditions. Supported by a fairly uniform stiffness distribution, the stiffness of VE-x is found to be in average 15% higher compared to the EP-x configurations. A matrix modification by Garamite 1958 leads to a slight increase in stiffness of max. 5% for both VE and EP, although the highest amount of NC not necessarily results in the maximal stiffness. 11 This stiffening effect is found to be consistent for all environmental conditions and is caused by exfoliated or intercalated clay particles restricting the mobility of polymer chains during loading. The highest stiffness is observed for VE-3 and EP-2.

Tensile modulus for NC-modified EP and VE before and after ageing.
As mentioned above, water immersion of 400 h has a weakening effect on the stiffness of EP-x and VE-x, as shown in Figure 12. The reduction in stiffness is observed to be between 5.5% and 8.7% for VE and 3%–12% for EP.
Surprisingly, a stiffness reduction is not being observed for VE-x and EP-x after combined ageing, although a higher water uptake has been determined after prior UV radiation (see Figure 10(c)). Instead, a constant or slight decrease in stiffness compared to the unaged samples is observed, independent of the NC modification. This indicates the presence of synergistic effects, which seem to positively influence the material properties of specimens exposed to both UV light and moisture. The effect is found to be more pronounced for VE-x than for EP-x, while UV exposure seems to have no effect on the stiffness, which is in agreement with Thiagarajan et al. 64
It can be concluded that the stiffness of VE-x and EP-x can be slightly improved by a matrix modification with NC. However, this stiffening effect is found to be independent of any environmental ageing conditions.
The tensile strength results for VE and EP are shown in Figure 13 with respect to varying NC contents and environmental conditions. For any material configuration investigated, the matrix modification by NC leads to a lower strength compared to the neat resin. Only EP-3 demonstrates a negligible increase in strength compared to its non-modified reference (EP-0). These results are in conflict with Chandradass et al., 26 Ho et al. 65 and Rashmi et al., 66 reporting an increase in or constant strength by a matrix modification with Garamite 1958. A decrease in strength for NC-modified EP up to a certain threshold concentration of 2 wt% has also been reported in Velmurugan and Mohan. 11 In contrast, a reduction in tensile strength of NC-modified polymers has been claimed in previous studies.26,39,67,68 The presence of microvoids–proportional to the clay content due to an increased dispersion viscosity–and agglomerated NC particles have been reported to be the main reasons for a reduction in strength. The manufacturing process itself might be another causal factor for the differences, as the specified material properties for neat VE and EP are not properly matching either as indicated by the materials properties in Table 1. As mentioned previously, it is also conceivable that a small amount of NC remained agglomerated after mixing, leading to a reduced final strength of the nanocomposite. However, the dispersion control technologies, such as SEM, TEM, viscosity analysis and XRD used in the analysis, were not detecting any conspicuity in the respective dispersion morphology.

Tensile strength for NC-modified EP and VE before and after ageing.
Comparison of the material properties for neat EP and VE based on experiments and datasheet specifications.

The effect of environmental ageing on the tensile strength varies significantly between VE-x and EP-x. Furthermore, UV exposure leads to considerable strength degradation for VE-x, whereas just a slight reduction in strength is observed for EP-x. On the other hand, water immersion results in slight decreased strength properties for EP-x and VE-x, while the tensile strength of VE-2 and VE-3 is very close to the strength of corresponding unaged samples. The diminishing effect of environmental ageing on the tensile strength of EP-x is plausible and in agreement with the matrix-dominated, transverse tensile properties of UD carbon fibre–reinforced EP samples after ageing. 59 The tensile strength is however found to be less affected by UV light compared to water immersion. Only EP-2 represents an uncommon case, as the reference tensile strength is lower compared to all related specimens exposed to environmental ageing.
It can be concluded that the addition of NC leads to a reduction in tensile strength for almost all analysed polymer configurations. The effect is more pronounced for VE-x than for EP-x. Furthermore, an NC modification seems to have no significant influence on the tensile strength of specimens when exposed to different environmental ageing conditions.
The effect of NC on the ductility of VE-x and EP-x is represented in Figure 14 with respect to the three different environmental ageing conditions. Similar to the strength analysis, the addition of NC to the thermoset polymers leads to a significant reduction in ductility. This NC related loss of ductility by up to 65% can be observed for both VE and EP and is in agreement with Rashmi et al., 66 reporting an increase in brittleness with NC content. Again, two mechanisms are believed to be responsible for this partial dramatic drop in ductility: a limitation in mobility of polymer chains under loading and the presence of voids.
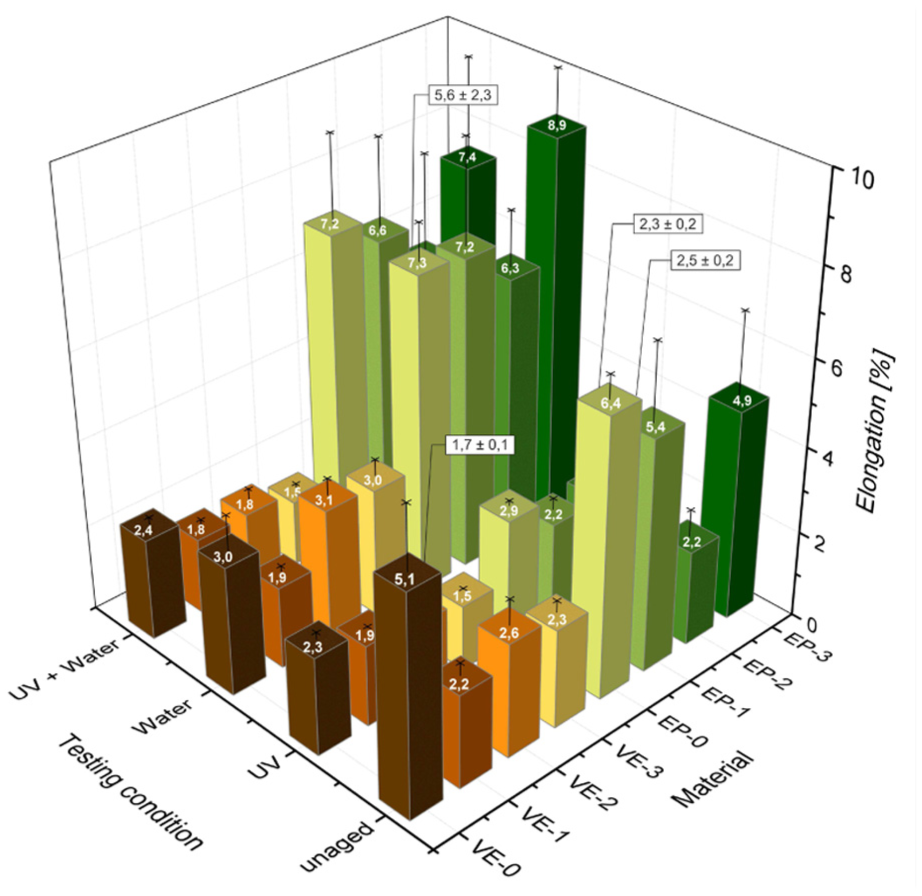
Elongation at break for NC-modified EP and VE before and after ageing.
When analysing the material-dependent ductility with respect to different ageing scenarios, an opposite tendency of the material-dependent water sensibility is observed for VE and EP. Water immersion only leads to either reduced or slightly increased ductility for VE, depending on the amount of NC. In contrast, a strong increase of ductility independent on the NC content is observed for EP compared to the related non-aged configurations. This individual behaviour has been reported in Zhao and Li 69 for VE and 70 for EP and can be explained by changes on the molecular level of each resin type. The embrittlement of VE and EP by about 55% due to UV exposure is due to the formation of micro-cracks as mentioned before.
Effect on the dynamic mechanical properties
The effect of NC modification and environmental conditioning on the damping behaviour of VE and EP was investigated using the DMTA with a three-point bending fixture (see Figure 4). The specimen to be analysed was sinusoidally loaded and the response signal was analysed in terms of phase shift between load and response signal. The related phase angle

Damping at 0°C for NC-modified EP and VE before and after ageing.

Damping at −20°C for NC-modified EP and VE before and after ageing.
The damping capability in general is being reduced for VE by decreasing the temperature of 20°C from 0°C to −20°C, whereas the damping increases for all EP configurations for the same drop in temperature. This effect has been described in Zhang et al. 71 for neat EP and can be explained by the polymer crystallization and its high ordered microstructure at lower temperatures. This leads to higher damping for VE at 0°C and for EP at −20°C. By modifying VE and EP with up to 3 wt% NC, an increase in the damping characteristics can be achieved at both temperatures. However, the damping enhancement for unaged VE-3 is with 23% at 0°C and with 28% at −20°C much larger compared to unconditioned EP-3 with 4% at 0°C and 6% at −20°C. The reason for this difference in damping increase is assumed to be related to changes in the interaction between clay particles and polymer molecules.
The sensibility of the damping property to different environmental conditions differs to some extent significantly between VE, EP and their NC-modified derivatives. The conditioning of all VE-x samples by UV light results in a decrease to more or less the same loss factor
Compared to VE-x, the damping behaviour of EP is found to be less sensitive to any NC addition and at the same time much more stable when exposed to different environmental ageing conditions. The increased damping caused by water immersion and UV irritation accumulates to the maximum damping
To summarize, the damping behaviour can be increased for VE by up 28% and for EP by 6% due to a modification with NC. The overall damping capability of unaged VE is about 30% higher compared to EP at 0°C, whereas the damping behaviour of the two materials is very similar at −20°C. Compared to VE, it is found that EP is less sensitive to any matrix modification by NC as well as more stable when exposed to different environmental conditions. For example, the beneficial effect on the damping for NC-modified VE is lost when exposed to UV light.
Breakdown strength
Eight groups of specimens, VE-0, VE-1, VE-2, VE-3, EP-0, EP-1, EP-2 and EP-3 in four weight concentrations, 0, 1, 2 and 3 wt% in NC composites, were tested in the electric strength test. Each group contains two or three specimens numbered in sequence. Breakdown voltage was obtained for each specimen and electric strength was calculated by dividing the breakdown voltage (kV) with the specimen thickness (mm). The electric strength of the specimens is presented in Table 2.
Test results of the electric strength of VE and EP specimens.

It is indicated in Table 2 that the electric strength of VE specimens modified by the NC is slightly increased compared with that of the neat VE specimens. For instance, # 2 in group VE-2 has a larger electric strength of 16 kV/mm compared to group VE-0 with strength values of 14.4 and 14.7 kV/mm. This observation agrees with results in the literature.31,73–76
The increase in electric strength can be explained by a redistribution of space charge from a modification of NC in the material, resulting in an electrical field uniformity within the nanocomposite. Also, the small distance between NC particles leads to a zigzaging of the electrical tree, that is, it hinders the propagation of the electrical tree in the material. Thus, the specimen can withstand a higher electrical field. However, # 2 in group VE-1 has an unusual low electric strength, even compared with the neat specimens, which may be attributed to weak points (voids, particle agglomeration, etc.) in the material. Thus, this unusual value should be discarded when determining the inherent electrical strength of the VE material. It is also demonstrated based on the limited number of specimens that the electric strength promotion is not proportional to the weight percentage of the NC particles. Specimens with 1 and 2 wt% of NC have similar electric strength of around 16 kV/mm, while the value decreases when the NC concentration increases to 3 wt%. The decrease in electric strength may be the result of clay agglomerates in specimens in VE-3.
In the test, since the distance between the high-voltage electrode and the ground electrode was not long enough, surface flashover always happened on EP specimens at an electrical field of 19 kV/mm. Therefore, all the EP specimens have a higher electric strength than 19 kV/mm and no effective data about the electric strength were obtained for the EP specimens.
Conclusion
The scope of this investigation was to prove the feasibility and performance of the NC-modified thermoset resin materials VE and EP with respect to high-voltage applications designed for life times of ≥50 years. Therefore, various mechanical and electrical material properties have been analysed under harsh environmental conditions such as water immersion, UV exposure and of these combinations. In particular, the effect of NC on the damping behaviour was studied at low temperatures and low frequencies, at which the dangerous cable vibration phenomena galloping typically occurs. In order to eliminate errors during mixing that could negatively affect the material properties at an early stage, various morphology analysis techniques such as SEM, TEM, XRD and rheological measurements were used. It was found that the NC was well dispersed within the polymer mainly consisting of exfoliated clay particles. Results from the experimental study demonstrate the effect of NC on the static, dynamic and electrical material behaviour. The main conclusions are drawn as follows:
VE has a lower water absorption capacity as well as a lower weight loss due to UV exposure compared to EP. In contrast, VE is more sensitive to environmental ageing. For example, the strength of VE decreased by 22%, when exposed to UV light.
The sensitivity of VE to the addition of NC is larger compared to EP. For example, an NC modification by 3 wt% led to a strength reduction of 18%, but also resulted in increased damping of up to 26%. This tendency is valid for all investigated environmental conditions.
The dielectrical properties of VE increased by up to 11%, when modified with 2 wt% NC.
By adding NC to EP, the tensile strength, stiffness and damping behaviour slightly increased for almost every configuration at all tested environmental conditions.
The presence of NC led to a significant embrittlement of all investigated VE and EP matrix materials. The brittle behaviour of EP-x slightly changed under the influence of water immersion compared to EP-0.
The material properties of neat EP were more stable under environmental ageing conditions, but less sensitive to NC compared to VE.
The last point inevitably leads to a design flexibility with respect to the material selection and material properties. Ensuring that all structural components are adequately protected during the life time from environmental impacts, for example, by coatings, the use of NC-modified VE (e.g. VE-3) can significantly enhance the vibrational behaviour – although it also results in some deficiencies in terms of strength and ductility. If special emphasis is on robust design with respect to environmental ageing, the use of NC-modified EP (e.g. EP-3) is preferred and may also result in slightly increased material properties like stiffness, strength and damping compared to neat EP. An embrittlement phenomena is only observed for the unaged and UV exposure test conditions.
The economic feasibility in terms of technical implementation of NC must also be considered and assessed. The long mixing times and the deteriorated flow characteristics during infusion processes due to increased dispersion viscosity are therefore important aspects to consider. Alternative manufacturing methods like filament winding may provide a solution to these drawbacks. Despite the above-mentioned limitations, NC is a promising and suitable additive for the enhancement of mainly dynamic, but also of specific static, material properties to be used in connection with high-voltage power pylons. However, a precise design evaluation and feasibility study has to be done prior to the application of NC-modified thermoset resin materials in composite structures.
Footnotes
Acknowledgements
Thanks are to the Institute of Lightweight Engineering and Polymer Technology of TU Dresden for their kind cooperation in carrying out the experimental dynamic study of this work.
Academic Editor: Mohammad Talha
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship and/or publication of this article: This research is supported by Innovationsfonden Denmark via the project Power Pylons of the Future (PoPyFu) in collaboration with Bystrup and Tuco Marine ApS, which are gratefully acknowledged.