
Abstract
In this work, cyclic expansion–extrusion process in the same plane and cyclic expansion–extrusion process in two orthogonal planes have been employed, and the isothermal finite element simulations of both processes have been carried out. The equivalent plastic strains of AZ80 magnesium alloy billets produced by cyclic expansion–extrusion process in the same plane and cyclic expansion–extrusion process in two orthogonal planes were analyzed. Furthermore, the distinction between the accumulated equivalent plastic strains of both processes was also explored. The AZ80 magnesium alloy samples machined from the deformed billets were tested by tensile test machine, hardness tester, and optical microscope. This work also discussed the relationships between the microstructure and mechanical properties of deformed billets. The research results show that the average equivalent plastic strain of deformed billet is larger caused by two-pass cyclic expansion–extrusion process in two orthogonal planes than that by two-pass cyclic expansion–extrusion process in the same plane, and furthermore, the deformation uniformity after two-pass cyclic expansion–extrusion process in two orthogonal planes is far superior to that after two-pass cyclic expansion–extrusion process in the same plane. Cyclic expansion–extrusion process in the same plane can partly refine the grain size of annealed alloy from 190 to around 10 µm; however, cyclic expansion–extrusion process in two orthogonal planes can substantially refine that from 190 to approximately 3 µm. Two-pass cyclic expansion–extrusion process in the same plane can significantly improve the Brinell hardness of annealed alloy from 61.5 to 88.5 HB. Similarly, two-pass cyclic expansion–extrusion process in two orthogonal planes can also obviously improve that from 61.5 to 86.6 HB. Ultimate tensile strengths via two-pass cyclic expansion–extrusion process in the same plane and cyclic expansion–extrusion process in two orthogonal planes increase by 60 and 40 MPa than the annealed alloy, respectively. With the identical strain accumulation and deformation temperature, cyclic expansion–extrusion process in two orthogonal planes might look to be attractive when compared with equal-channel angular pressing for improvement of ultimate tensile strength and hardness as well as for grain refinement.
Keywords
Introduction
Magnesium (Mg) and its alloys are considered as structural material in industrial applications such as aerospace, automotive, materials handling, transportation, and electronic industries due to their properties like low density, good castability, high specific strength, and low cost.1–3 Although Mg alloys have quite a few advantages, they too have a few limitations in industrial applications at atmospheric temperatures. The main limitation in their industrial application is the poor formability at room temperature due to their hexagonal close-packed structure. Formability at room temperature in Mg alloys can be improved by grain refinement in the microstructure as fine-grained Mg alloy possesses better ductility as well as lower ductile to brittle transition temperature. 4 The grain refinement can easily be achieved by severe plastic deformation (SPD) techniques such as high-pressure torsion (HPT), equal-channel angular pressing (ECAP), twist extrusion (TE), and cyclic extrusion–compression (CEC).5–8 Although these methods are powerful tools for processing ultrafine-grained materials,9–14 other techniques are still worth considering as they have various superiorities and can be in competition with ECAP and HPT in industrial applications.13–16
Currently, a majority of SPD techniques are categorized as batch processing methods, in which the accumulative strain is effectuated by conducting consecutive passes. From the standpoint of an industry, batch SPD techniques, like ECAP, might seem to be less fascinating compared with other continuous processes such as high-pressure tube twisting and HPT, where there is no need to repeat the process several times to acquire the desired amount of strain accumulation. 5 Then again, batch techniques like ECAP can provide us an opportunity to define various processing routes, which can be overwhelmingly efficacious to attain the desired microstructure. 17 Generally, these processing routes are simply executed by rotation of the billet around its main axis among successive passes of the process. Such rotations are advisable in quite a few SPD techniques such as simple shear extrusion and ECAP, which have no axisymmetric die geometry. 18 However, in other techniques with axisymmetric die geometry, such as CEC, cyclic expansion–extrusion (CEE), and tube channel pressing, the processing route would be restricted to reversing the billet orientation or pressing direction with regard to die among successive passes. 19 Thus, Pardis et al. 20 proposed a non-axisymmetric version of the CEE technique which makes it possible to introduce new processing routes of this technique for processing billets with rectangular cross section. In their work, two processing routes (I: cyclic expansion–extrusion process in the same plane (CEESP) and II: CEESP) were experimentally performed on aluminum alloy 1050; the processed billets were investigated and compared in terms of their microstructural and mechanical characteristics. A significant improvement in mechanical properties was observed after one pass via both processing routes. However, different grain structures were achieved after routes I and II showing a more homogeneous microstructure and hardness distribution in route II compared to route I. So far, limited investigations except the work of Pardis et al. 20 were conducted on this method, and detailed investigations are still needed for better understanding the characteristics of this new SPD technique. Therefore, the main objective of this work is dedicated to CEE processing of AZ80 Mg alloy billets to acquire an insight into the process as well as into the relationship between structural and mechanical properties up to large accumulated strains.
Principles of different processing processes in CEE
Two major processing processes are defined for CEE processing of billets with rectangular cross section. These processes are nominated as CEESP and cyclic expansion–extrusion process in two orthogonal planes (CEEOP), which are illustrated in Figure 1. As shown in Figure 1, CEESP is carried out under plane strain condition and therefore, both steps (expansion and extrusion) are performed in the same plane (Figure 1(a)). However, in CEEOP, expansion and extrusion steps take place on different planes, which are normal to each other (Figure 1(b)). Although each step (expansion or extrusion) is carried out in plane strain condition, the overall process in CEEOP cannot be considered as a plane strain operation. The specific procedures are shown in Figure 2; in this work, billets of 50 mm (in width) × 100 mm (in length) cross section are expanded in plane strain condition to squares of 100 mm (in width) × 100 mm (in length), which is subsequently extruded in plane strain condition to a rectangular cross section of 50 mm (in width) × 100 mm (in length) and 100 mm (in width) × 50 mm (in length) through CEESP and CEEOP, respectively. And the specific procedures are as follows: first, the No. 0 billet is placed into the cavity of female die, and then the No. 0 billet undergoes one-time expansion deformation under the action of punch. Second, the block is taken away. Third, the No. 1 billet is placed into the cavity and then the No. 1 billet undergoes one-time expansion deformation under the action of punch; meanwhile, the No. 0 billet is extruded out of the cavity after one-time extrusion deformation. Fourth, the No. 2 billet is placed into the cavity and then the No. 2 billet undergoes one-time expansion deformation under the action of punch; meanwhile, the No. 1 billet is extruded out of the cavity. To this step, the No. 1 billet undergoes one-pass CEE. Fifth, the No. 1 billet is placed into the cavity and then the No. 2 billet is extruded out of the cavity. To this step, the No. 2 billet undergoes one-pass CEE. Sixth, the No. 2 billet is placed into the cavity and then the No. 1 billet is extruded out of the cavity. To this step, the No. 1 billet undergoes two-pass CEE. Seventh, the No. 1 billet is placed into the cavity and then the No. 2 billet is extruded out of the cavity. To this step, the No. 2 billet undergoes two-pass CEE.

Billet configuration during (a) CEESP and (b) CEEOP.

Principles of different processing methods in CEE: (a) definition of expansion and extrusion and (b), (c), and (d) are the diagrams for CEE.
Experimental and finite element procedure
Mg-8.87Al-0.62Zn-0.15Mn-0.02%Si (wt%) as-cast ingot was employed in the experiments. The billets of 50 mm in width, 100 mm in length, and 170 mm in height were machined from the as-cast ingot. And then, in order to eliminate the as-cast segregation and thus improve its hot workability, the billets were homogenized at 400°C for 15 h. The experiments of CEESP and CEEOP were performed on a 630-ton hydraulic oil press with a ram speed of 1 mm/s, and the oil graphite was adopted to lubricate. Before CEESP and CEEOP, the dies of CEESP and CEEOP were preheated at 400°C for 6 h, and the billets were heated 350°C for 6 h. The preheating temperature of the dies was higher than that of the billets due to heat sinking during dies assembly and needed to be taken into account. The deformed billet is halved along its height, and the sampling locations of microstructure observation and mechanical property test as well as analysis of the equivalent plastic strain of finite element simulation are illustrated in Figure 3. The microstructure of samples was analyzed by ZEISS Image metallographic microscope. The tensile test specimen was prepared as per ASTM E8 standard following the gauge length of 15 mm and a diameter of 5 mm. Tensile test was performed at room temperature using INSTRON tensile test machine with a steady cross-head speed of 1 mm/min. The Brinell hardness of deformed samples was carried out by THB-3000E hardness tester. Picral reagent (4.2 g of picric acid, 10 mL of acetic acid, 10 mL of distilled water, and 70 mL of ethanol) was utilized to etch the polished surface of the sample to observe the microstructure. The average grain size was measured by linear intercept method.

Sampling locations in the halved billet.
The isothermal finite element simulations of CEESP and CEEOP have been carried out using the commercial finite element software, DEFORM™-3D V10.2. The experimental data of stress–strain curves reported in our previous work 21 were imported into the material flow stress database of DEFORM software. The yield function type was chosen with the von Mises setting. By means of computer-aided design (CAD) software of Pro/ENGINEER, the finite element models were established. The punch and female die were defined as rigid ones. The frictional contact of the die and billet was set as the constant friction of 0.2. The temperatures of billet and dies were defined as 350°C. The ram speed was set as 1 mm/s. The discrete billet was tetrahedral elements. The mesh type was set as tetrahedron and the mesh number of billet was 30,000.
Results and discussion
Numerical simulation of one-pass CEE deformation
Figure 4 shows the equivalent strain values of five points a, b, c, d, and e shown in Figure 3. It can be seen from the curves of equivalent strain that the deformation process can be divided into two stages, namely, expansion stage and extrusion stage. The equivalent strain values of CEESP and CEEOP are similar during expansion stage. After passing through the intermediate transitional cavity, namely, a square of 100 mm in width × 100 mm in length, the billet would bear extrusion deformation, equivalent strain values of CEESP and CEEOP have the similar variation tendency; however, there are some differences in the details. CEEOP has a larger equivalent strain than CEESP due to these points chosen from the billets undergoing different strain paths.

Variation tendency of the equivalent strain: (a) CEESP and (b) CEEOP.
Numerical simulation of two-pass CEE process
Figure 5 shows the equivalent strain distribution of the AZ80 Mg alloy after one-pass and two-pass CEE. In terms of the equivalent strains of one-pass deformation, we can observe that the strain distributions of CEESP and CEEOP are similar. The equivalent strains of one-pass deformation in the intermediate main deformation zone of CEEOP are slightly larger than that of CEESP. After two-pass deformation, strain distributions of both CEESP and CEEOP inherit the characteristics of that after one-pass deformation. Furthermore, the respectable accumulative strains are gained in both CEESP and CEEOP. As shown in Figure 5, the respectable accumulative strain is larger, and the gradient line of equivalent strain in the main deformation zone is lower in CEEOP than that in CEESP. Thus, CEEOP can cause far larger plastic deformation and possess better deformation uniformity than CEESP. The bigger the value of equivalent strain, the better the effect of grain refinement and the equivalent strain of CEEOP is bigger than that of CEESP. Thus, the effect of grain refinement after CEEOP is more obvious, and the grain size could refine to 6 µm after one-pass extrusion.
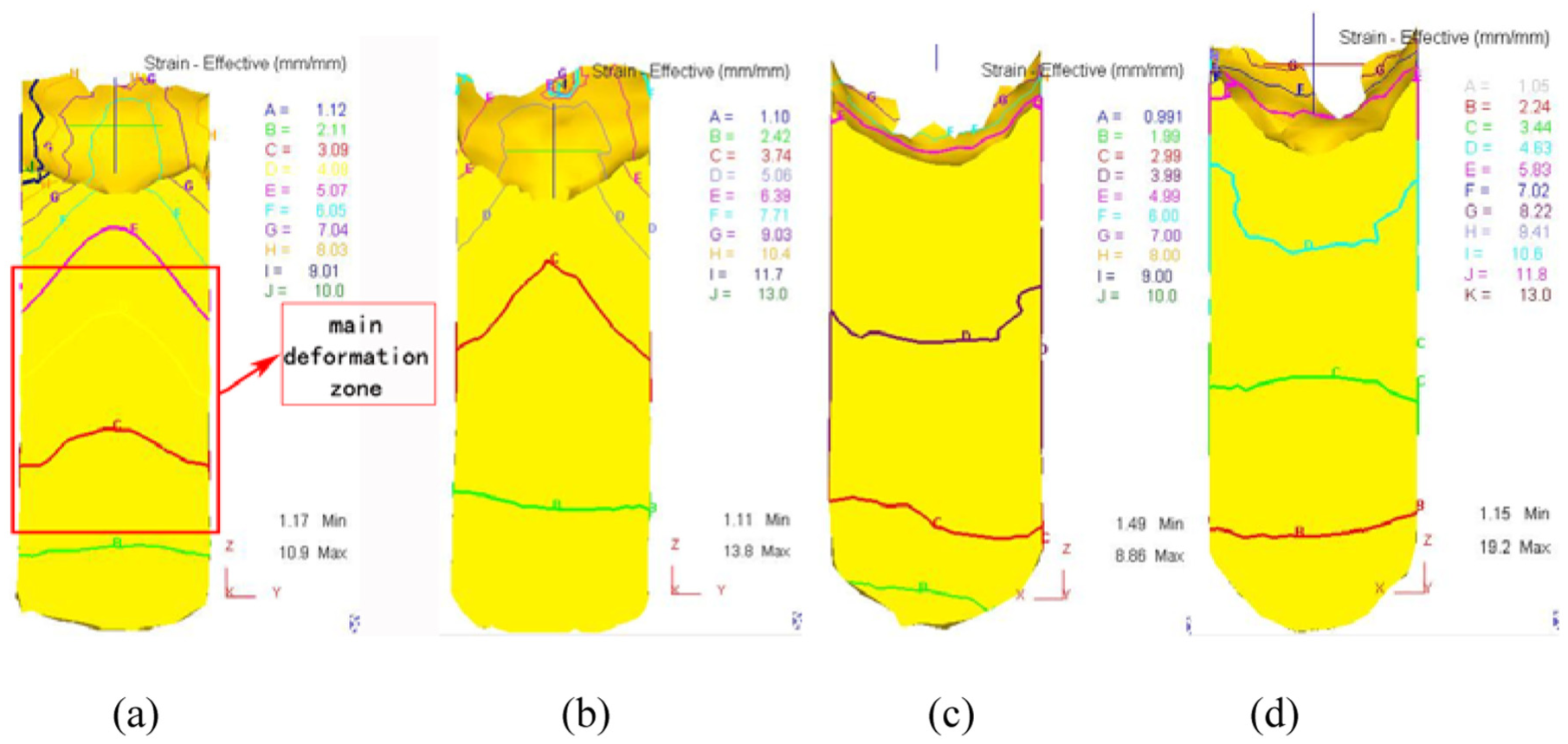
Equivalent strains in the main deformation zone of one-pass and two-pass CEE: (a) one-pass CEESP, (b) two-pass CEESP, (c) one-pass CEEOP, and (d) two-pass CEEOP.
Analysis of microstructure and mechanical properties
Optical microscopy
Figure 6 represents the optical microscopy images, and the microstructure revealed the grain of the alloy. The average gain size of the alloy was reduced to190 µm after homogenizing treatment at 400°C for 15 h. As shown in Figures 6 and 7(a) and (b), quite a few grains are hidden under the black mark β-Mg17Al12 eutectic phase. Discontinuous distribution is observed on the surface of specimens even after homogenization and CEESP process. 22 The β-Mg17Al12 after homogenizing treatment distributed in grain boundary is large block like. The β-Mg17Al12 was refined during extrusion, and the obstruction effect for dislocation was better than the β-Mg17Al12 after homogenizing treatment, the distribution of β-Mg17Al12 was more dispersed.

Optical images of as-homogenized AZ80 alloy at 400°C for 15 h.

Optical images of AZ80 alloy of one-pass and two-pass deformation via CEESP and CEEOP: (a) one-pass CEESP, (b) two-pass CEESP, (c) one-pass CEEOP, and (d) two-pass CEEOP.
Figure 7 shows the optical images of AZ80 alloy after processing through one-pass and two-pass CEE. From Figure 7(b) and (d), it can be seen that CEESP can partly refine the grain size of annealed AZ80 alloy from 190 to around 10 µm; however, CEEOP can substantially refine that from 190 to approximately 3 µm due to its larger accumulative strain. The secondary phase β-Mg17Al12 is distributed on the grains and grain boundaries of the alloy that appear as black marks in quite a few places in Figure 7, which has been confirmed by Avvari and Narendranath. 22 It can be seen that the grain size and morphology after both processes are significantly different compared with annealed structure. After one-pass CEESP, quite a few small grains occur alongside the coarse grains due to the dynamic recrystallization. Coarse grains are severely elongated due to a redundant shear deformation, which is dependent on the amount of reduction and semi-die angle as well as the die profile. 23 And the elongated coarse grains are separated by scores of chain-like structures that consist of quantities of small grains. All in all, one-pass CEESP leads to inhomogeneous deformation. After two-pass CEESP, small grains fabricated by one pass are refined further and then converge, while elongated grains produced by one pass are equiaxed with the generation of twins. Mathaudhu et al. 24 found that the deformation twins are favorable to deform the AZ80 alloy.
After one-pass CEEOP, quite a few equiaxed grains are adulterated by few coarse grains. After two-pass CEEOP, equiaxed grains and these coarse grains produced by one pass are refined further. After one-pass CEEOP, the average grain size is 6 µm; however, after two passes that is around 3 µm. Comparing Figure 7(a) with (c) and Figure 7(b) with (d), it can be seen that the more uniform structure can be gained by CEEOP than CEESP. The more uniform structure in CEEOP can be attributed to the change in orientation of the extrusion plane with respect to the expansion plane in this process. As a result, the through-width direction of the extruded sample would be the plane strain direction of its previous expansion step and, therefore, a more uniform structure is expected across the width. In addition, the differences in orientation and aspect ratio of the expanded elements with respect to the extrusion direction for CEEOP and CEESP might be another reason for such differences in microstructures.
20
Weng
25
have studied the influence of ECAP on hot workability of AZ80 Mg alloy. In their work, the accumulated strain of one-time ECAP is 1, and one-pass ECAP at 350°C can refine the grain size of annealed alloy from 155 to around 7 µm, four-pass ECAP can refine that to 6 µm, and eight-pass ECAP can refine that to 3 µm. The accumulated strain of CEEOP in this study is up to 1.6, which was calculated by
Mechanical properties
Figure 8 shows the tensile test curves and hardness of AZ80 Mg alloy after CEE, and it can be seen that the mechanical properties after CEE at 350°C with exception of yield strength of two-pass CEESP can be improved significantly higher than the value in the annealed condition. CEESP can significantly improve the Brinell hardness of annealed alloy from 61.5 to 88.5 HB. Similarly, CEEOP can also obviously improve that from 61.5 to 86.6 HB. Ultimate tensile strengths via two-pass CEESP and CEEOP are improved from 231 MPa in the annealed condition to 281 and 272 MPa, respectively. The hardness increases with the rise in number of CEE passes due to the increase in dislocation density produced by the significant refinement of the grain of α-Mg and the second phase. Ultimate tensile strength and yield strength after CEESP and CEEOP increase with the rise in number of CEE passes due to the combined effect of grain refinement strengthening and dispersion strengthening. The equivalent strain in CEEOP is larger than that in CEESP, and the effect of grain refinement is more obvious due to the extrusion path of CEEOP and CEESP is different. Therefore, the effect of grain refinement in CEEOP is different from that in CEESP, the effect of grain refinement in CEEOP is stronger than the softening effect of texture, and the yield strength would not reduce with increasing extrusion passes. In addition, the reason why yield strength after two-pass CEESP is obviously lower than that of the one-pass CEESP possibly is that the combined effect of grain refinement strengthening and the texture softening. 26 Weng 25 have studied the influence of ECAP on mechanical properties of AZ80 Mg alloy. In their work, ultimate tensile strength and yield strength after three-pass ECAP (accumulated strain 3) are 250 and 155 MPa, respectively. Strength and hardness after ECAP are far less than that after two-pass deformation of CEESP and CEEOP (accumulated strain 3.2). The elongation of different passes is shown in Table 1. Elongations of one- and two-pass CEESP and one-pass CEEOP are worse than that of annealed AZ80 alloy due to the no uniformity in the microstructure compared with two-pass CEEOP. Elongations of CEESP and CEEOP are both worse than that of ECAP studied in the work of Weng et al. 25 because cracks easily emerge at the twins, which are in the coarse grains and boundaries of long chain-like structures and are produced by inhomogeneous deformation. CEEOP might seem to be fascinating compared with ECAP for improvement of ultimate tensile strength and hardness in terms of identical strain accumulation and deformation temperature, which can be further proved by the work of Avvari et al., 22 where ultimate tensile strength (accumulated strain 2.1) after three-pass ECAP is 193 and 155 MPa, and however, that is more than 260 MPa of both one-pass CEESP and CEEOP (accumulated strain 1.6).

(a) Tensile curves and (b) mechanical properties under different conditions.
The elongation of different parts in different passes.

CEESP: cyclic expansion–extrusion process in the same plane; CEEOP: cyclic expansion–extrusion process in two orthogonal planes.
Conclusion
Ultimate tensile strength and hardness are significantly improved in both CEESP and CEEOP due to the considerable changes observed in grain size. The average equivalent plastic strain of deformed billet is larger caused by two-pass deformation of CEEOP than that by CEESP, and furthermore, the deformation uniformity of deformed billet after two-pass CEEOP is far superior to that after two-pass CEESP.
Two-pass CEESP can partly refine the grain size of annealed alloy from 190 to around 10 µm; however, two-pass CEEOP can substantially refine that from 190 to approximately 3 µm due to its larger accumulative strain.
Two-pass CEESP can significantly improve the Brinell hardness of annealed alloy from 61.5 to 88.5 HB. Similarly, two-pass CEEOP can also obviously improve that from 61.5 to 86.6 HB. Ultimate tensile strengths via two-pass CEESP and CEEOP increase by 60 and 40 MPa than the annealed alloy, respectively.
With the identical strain accumulation and deformation temperature, CEEOP might look to be attractive compared with ECAP for improvement of ultimate tensile strength and hardness as well as for grain refinement.
Footnotes
Academic Editor: Michal Kuciej
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by the Special Program for Key Basic Research of the Ministry of Science and technology, China (grant no. 202012CB626808) and the Natural Science Foundation of Shanxi Province, China (grant nos 2013011022-5 and 2012011022-2).