
Abstract
The kinematic characteristics, grinding force, surface quality of workpiece surface, and wear of abrasive particles were studied by theoretical analysis and experimental study on the single cubic boron nitride abrasive particles under ultrasonic-assisted high-speed grinding. Under the condition of the same grinding parameters, the motion characteristics and the grinding forces of the two machining modes of general grinding and ultrasonic-assisted grinding are compared and analyzed. Research shows that the ultrasonic vibration is applied in the common external circular grinding on grinding particle movement characteristics changed obviously, grinding particle trajectory of variable length, cutting groove width wider, thereby improving the grinding efficiency and the grinding removal rate; ultrasonic assisted under high speed grinding, the grinding force is higher than that of common grinding force is small, efficiency of grinding under ultrasonic processing mode is much higher than ordinary grinding, the surface quality of the workpiece has improved markedly.
Keywords
Introduction
Grinding refers to the use of abrasive machining of the workpiece surface, in order to achieve a higher surface quality and geometric accuracy of the material removal. 1 Single grain grinding is an important method to understand the complex grinding action. The grinding processing was the combined effects of many grits which were discretely distributed around the wheel surface that has completed swiping, plowing, and cutting processing; a variety of physical and mechanical phenomena emerged during this processing and the mechanism was complex. The single grain cutting which was considered as the basic mode of grinding was becoming an important means of understanding the complexity of the grinding action. The ultrasonic vibration processing has the characteristics such as energy concentration, instant action, and fast cutting that can effectively change the cutting mechanism of traditional processing and provide a unique process results. This article focuses on theoretical and experimental study of a single cubic boron nitride (CBN) abrasive under ultrasonic-assisted high-speed grinding; this grinding technology combines the characteristics of high-speed processing and ultrasonic processing. Single abrasive grain grinding cannot be affected by other abrasive grains in similar grinding process, which can be used to enlarge the degree of grinding. In recent years, the theory and research of single abrasive grain grinding are proposed. But because of the single abrasive tool knife tedious, complicated installation, the research at home and abroad more common in tool simulation of single abrasive grain, simple single diamond were zoned rub the experimental study; the single abrasive grain in the ordinary cutting and grinding of finite element model and simulation analysis. 2 Single abrasive particle in high speed machining, the grinding mechanism and chip forming mechanism of single abrasive grain.3–5
Ultrasonic-assisted machining is a new processing method, which combines ultrasonic vibration with traditional mechanical processing. It adds high-frequency ultrasonic vibration to the tool or workpiece and uses ultrasonic vibration energy to change the removal mechanism, to improve the processing results. The development of ultrasonic machining technology and its application in the field of mechanical processing have been very mature, and many research results have been achieved. High-speed grinding as a processing method of modern industry is recognized as efficient and high quality; when it is combined with ultrasonic vibration machining technology, the machining characteristics of the materials can be improved effectively. The ultrasonic vibration–assisted high grinding became a hot spot in the research field of grinding, whereas ultrasound-assisted single grinding grain under high-speed grinding is losing its importance.
In this article, the single CBN abrasive particles were used to carry out grinding experiments under ultrasonic-assisted grinding. The motion characteristics, grinding force, wear, and surface quality of the workpiece were studied experimentally. It provides an important scientific basis for the study of the whole grinding wheel under ultrasonic-assisted grinding.
Motion analysis of single CBN abrasive grain grinding
Analysis of motion trajectory of single particle
According to the structure of the outer circle grinding of the ultrasonic vibration direction with respect to the direction of the motion of the workpiece, the vibration modes of the abrasive grains mainly include three kinds, such as radial vibration, axial vibration, and torsional vibration, which shown in Figure 1.

Several forms of ultrasonic vibrations: (a) radial vibration, (b) axial vibration, and (c) torsional vibration.
In the first form, the abrasive grains are vibrated along the direction of the depth of cut so that the abrasive grains are separated from the workpiece during the stable cutting process, decreasing the grinding efficiency when compared to the ordinary grinding. In the third form of abrasive grains, torsional vibration, abrasive grinding depth will change with time; hence, the surface roughness value will be higher than ordinary grinding when coupled with the ultrasonic transducer and grinding structure constraints. Currently used by more axial vibration is the second form; the axial direction of the ultrasonic vibration workpiece grain is up and down, and the test mainly studies the form of axial vibration.
As shown in Figure 2, abrasive grains in a single cylindrical workpiece surface grinding expand on expanded view of the track, taking the rotation speed Vr line on x-axis direction, abrasive feed rate in the y-axis direction. L is a straight line trajectory of the single grain in ordinary cylindrical grinding process, the cutting trajectory S curve describes axial cylindrical grinding when ultrasonic vibration takes place, and the overall trend curve S describes an approximately sinusoidal curve.

The expanded picture of single grain grinding track.
Analysis of cutting path length of single abrasive grain
According to the motion characteristics and grinding motion, harmonic vibration of the “S” curve can be regarded as abrasive motion trace. The equation of motion of ultrasonic vibration in the plane coordinate system can be obtained as follows

The order is as follows

where L is a single grain when conventional grinding track takes place, with time t and track length of grinding

It is concluded that the movement track of single abrasive grain in the process of ultrasonic vibration grinding is longer than that of ordinary grinding.
Analysis of theoretical width of single abrasive cutting groove
Figure 3 is the establishment of a single abrasive cutting groove model, and axial ultrasonic vibration–assisted grinding process of grinding depth is constant, but the cutting groove is wider than ordinary grinding, maximum width to an amplitude A. The removal rate of axial ultrasonic vibration–assisted grinding material was improved.

The model of single grain cutting trenches.
Test equipment and conditions
Single abrasive particle ultrasound-assisted high-speed grinding experiment in the DMG DMU 80 monoBLOCK five-axis machining center has the spindle speed of up to a maximum of 24,000 r/min. In order to achieve high-speed machining conditions, the experimental workpiece is designed into a circular shape, and the diameter of the outer circle can be processed to 200 mm. And on the workpiece holder system were dynamic balance debugging, debugging the workpiece in the machine tool spindle speed can reach 15000 r/min, the line speed can reach 160 m/s, workpiece beating also can be controlled in less than 2 m, the workpiece can be high speed grinding. Measuring instrument was selected; Swiss KISTLER company produces three piezoelectric micro precise dynamometers, the model for 9119AA2; the cutting force of simultaneous measurement at X, Y, Z directions is FX, FY, and FZ, the measurement range is +250 N, and its precision can reach 0.001 N. CBN is used in the manufacture of abrasive grains, grain size models select 20/30, 50/60, 120/140 CBN grinding grain, grinding grain inlay into the cutting edge of the metal plating process, and the workpiece material chooses ductile iron QT500-7. In grinding experiment, the working table is made up and down to realize the tool feed. The workpiece is made of high-speed rotary motion through the spindle of the machine tool.
Because of the used tool of single abrasive grain, which maximum particle diameter D is less than or equal to 300 µm, before the experiment tool setting is facing the biggest problem, to achieve precise tool setting becomes the key to the success of the experiment. Our special selection of zoom lenses instrument (tool) and real-time observation of single abrasive particle movement state and position, and by Daheng-image software VC-red video tracking, realizing the tool setting. Figure 4 shows the experimental device and detail drawing.

Experimental device and detail drawing.
Experimental study on single CBN abrasive grinding
Study on the motion trajectory of single particles
Through the analysis of the motion characteristics of ultrasonic-assisted high-speed grinding, it can be known that there are great differences between the motion track and the grinding width of the single abrasive grains in the two processing methods. Figure 5 is the surface topography of the workpiece, which is shot by the super depth of field microscope system (VHX-2000).

The workpiece surface morphology after test machining: (a) normal processing and (b) ultrasonic-assisted machining.
The surface topography of the workpiece surface is compared in Figure 5(a) and (b). Single abrasive grain in the ordinary processing is to do the grinding groove is regular, uniform width of the linear motion, the growth of the motion track and the increase of the groove width in the ultrasonic-assisted high-speed grinding. It can be seen that the scratch on the surface of the workpiece is similar to the sine curve. These phenomena fully prove the correctness of the above theoretical analysis.
Study on grinding force of single abrasive grain
Effect of grinding grain size on grinding force
The statistical data of the grinding force in the process of ordinary machining and ultrasonic-aided high-speed machining are taken by dynamometer. The analysis of the grinding size of the tangential grinding force, Ft, and experimental data of normal grinding force, Fn, is shown in Figure 6:

The curves of particles size on grinding force.
In Figure 6, under normal machining and ultrasonic-aided high-speed machining, the normal grinding force, fn, and tangential grinding force, Ft, are decreased with the increase in particle size. Experiments show that the larger the particle size, the greater the grinding force. This is because the larger the diameter of the particle, the more the cutting edge is involved in cutting, and the larger the contact arc length and the contact area, the more the other parameters are constant and the increase in the grinding force. However, under the same grinding parameters, the normal grinding force, Fn, and tangential grinding force, Ft, under ultrasonic-assisted high-speed grinding are lower than those of ordinary grinding, and it is reduced by about 10%–35%. This is due to the introduction of ultrasonic vibration; the processing of materials played a “softening” effect. 6 The hardness of the material is reduced, so it is easy to cut into the abrasive grain, and the grinding force becomes smaller. At the same time, in the case of ultrasonic-assisted speed, the grinding process of the workpiece material has a certain impact; the material is removed to produce a large number of micro-cracks, which is conducive to material removal, thus there is decrease in grinding force.
Effect of grinding depth on grinding force
The abrasive type is 50/60. The grinding depth parameters are changed, and the analysis of the influence of grinding depth on tangential grinding force, Ft, and normal grinding force, Fn, is shown in Figure 7.

The curves of grinding depth ap on grinding force.
As can be seen from Figure 7, in the two kinds of grinding process, the overall change trend of normal grinding force, Fn, and tangential grinding force, Ft, is increased with the increase in grinding depth ap, the grinding force is obviously smaller than that of the ordinary grinding force in the ultrasonic-assisted grinding, and the grinding force is reduced by about 8%–55%. Under the same grinding conditions, the tangential grinding force, Ft, decreased slightly at ap = 10 µm, while the tangential grinding force decreased when ap = 15 µm. This shows that ultrasonic vibration assisted with a greater range of changes and space. It can be seen from the images that under the same grinding parameters, the tangential grinding force, Ft, and the normal grinding force, Fn, under ultrasonic-assisted grinding are much lower than those under normal grinding tangential grinding force, Ft, and normal grinding force, Fn. It can be seen that, in the range of machine tool tolerance, ultrasonic vibration–assisted grinding can grind more deep than ordinary grinding, so the material removal rate per unit time and grinding efficiency will be improved, thereby reducing production costs.
Study on wear of single abrasive grain
The single grain morphology was observed after the test using Kean super depth microscope system (Keyence VHX-2000). By contrast, in ultrasonic grinding and ordinary grinding, single abrasive grain wear forms are the same, and breaking wear and abrasion wear (ultrasonic vibration grinding can be called shear wear), corrosion wear, and wear are removed. However, under the ultrasonic-assisted grinding, shear wear and abrasive wear are mainly of the abrasive wear form, as shown in Figure 8. Abrasive wear in general grinding is mainly micro fracture wear and a small amount of wear and tear. At the same time, it can be proved that ultrasonic-assisted grinding is more conducive to maintaining the self-sharpening of abrasive grain, thus improving the grinding performance.
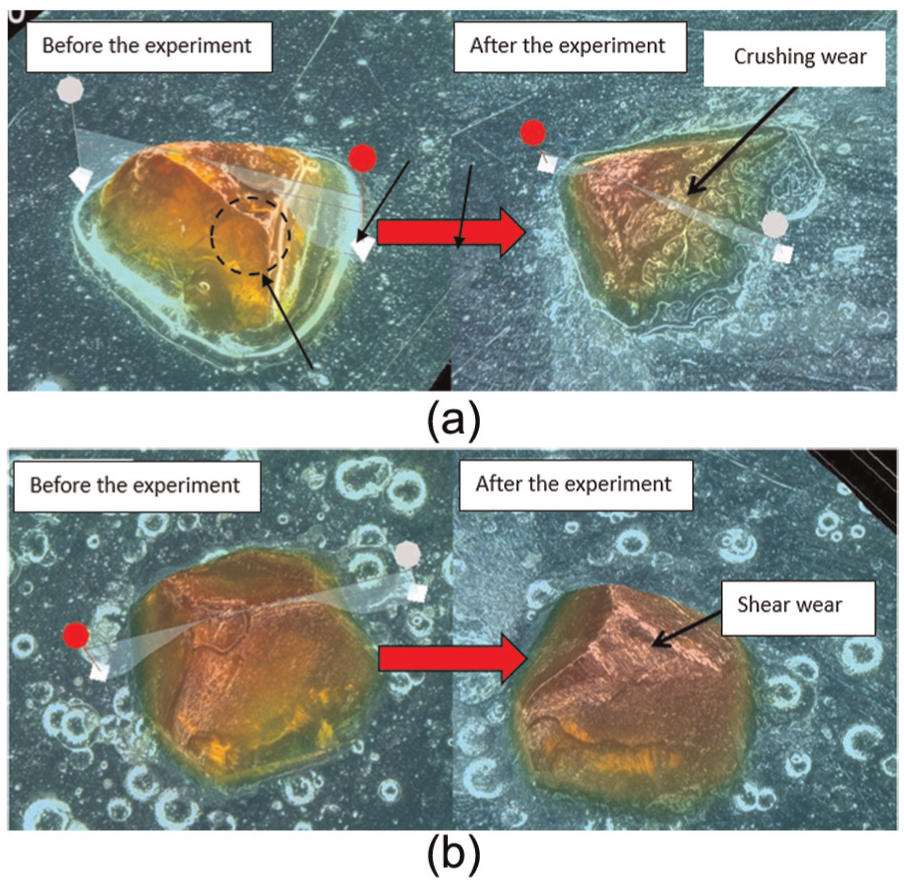
Single CBN abrasive wear diagram: (a) broken wear (crushing wear), when the abrasive grain cutting edge of the internal stress is greater than its breaking strength, from the beginning of the particle damage accumulated into the particle fragmentation; (b) shear wear, abrasive grinding in the grinding tip gradually grinding, and ultimately the formation of small wear surface, the wear plane mainly occurs in the top of the particle, if the wear thickness is relatively large can also be called shear wear.
Study on burn of workpiece surface
Figures 9 and 10 show three-dimensional (3D) field microscopy system (VHX-2000) scanning conventional grinding and ultrasonic grinding at different depths of grinding workpiece surface topography.

Workpiece surface morphology with different grinding depths under normal grinding: (a) ap = 10 µm and (b) ap = 20 µm.

Workpiece surface morphology with different grinding depths under ultrasonic-assisted grinding: (a) ap = 10 µm and (b) ap = 20 µm.
From Figures 9 and 10 we can see that the deeper the grinding depth, the wider the chip groove marks, and the grinding force is also increased, in general, when the grinding depth ap = 20 µm, the workpiece surface has been burned, and part of the chip adhesion to the workpiece affects the next grinding. This is because the grinding depth is too large, leading to the increase in grinding force; hence, the grinding heat is increased dramatically, but the heat gap is small, so that the workpiece is burned. As can be seen from Figure 10, in ultrasonic grinding when grinding depth ap = 20 µm, at the bottom of the groove is wide and smooth, narrow groove width, edge was gnawing gap, good heat dissipation, no burn phenomenon. This is due to the impact of the ultrasonic vibration. During the grinding process, the abrasive grains have a strong impact on the material to be processed, and a great amount of instantaneous shear stress can be obtained. This will help the brittle removal of the plastic material. The material will undergo significant changes in the local small volume and will form a large number of squamous micro-cracks while a strong impact makes the debris to easily fall off from the workpiece down. The experiments show that the ultrasonic-assisted high-speed grinding process has a wider range of processing, and the processing efficiency is improved.
Conclusion
Contrast experiment of single CBN abrasive particle in ultrasonic-assisted high-speed grinding and general grinding. In ultrasonic condition, the scratch track of the workpiece surface has the change trend of the sine curve, and the length of the track length increases, the width of the cutting groove is increased, and the grinding efficiency and the grinding removal rate are obviously improved.
Comparative experiment of single CBN abrasive grains in the study of grinding force. It is concluded that the tangential grinding force, Ft, and normal grinding force, Fn, decrease with the increase in particle diameter and increase with the increase in grinding depth. The grinding force of single abrasive grain in ultrasonic grinding is less than that under ordinary grinding. Under the same grinding parameters, the grinding force can be reduced by ultrasonic-assisted grinding, which can improve the efficiency of grinding.
The abrasive wear forms are mainly shear wear and wear debris removal under the ultrasonic condition; the abrasive particles are more favorable to keep the self-sharpening of the abrasive particles under ultrasonic condition, which can improve the grinding performance of the abrasive grains.
In the same grinding parameters, with the deepening of the grinding depth, the grinding force is greater, and there is dramatic increase in the heat generated during the grinding process. When the grinding depth is ap = 20 mm, the surface of the workpiece is obviously burned. However, due to the impact of ultrasonic vibration and acceleration characteristics, the heat dissipation is good, and there is no burn on the surface of the workpiece in ultrasonic-assisted high-speed grinding.
Footnotes
Academic Editor: Xiaotun Qiu
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This article is based on the work sponsored by Chinese National Natural Science Foundation (NO.51475148) and Henan Science & Technology Projects (NO. 152102210108).