
Abstract
Accuracy management of production materials plays an important role in offshore platform projects. To improve both the efficiency and accuracy of material management in offshore platform projects, a novel material management system characterized by the notion of a material information unit was proposed in light of a review of the industrial Internet of Things and multi-agent technology. The material information unit is used to carry data on production materials and serve as a basic information unit in the system. Furthermore, agents of different functions are employed to tackle assorted tasks. Using this system, material information can be precisely recorded, tracked, and traced during the manufacture of offshore platforms. In addition to this system, an algorithm targeting at multi-agent negotiation is designed. Finally, a prototype system is developed to verify the feasibility and efficiency of this material management process.
Keywords
Introduction
As the ocean resources such as marine oil and gas have been explored, these years have witnessed the sharp demand for offshore engineering structures such as offshore platforms and pipe ships, and it is expected to continue to grow. An offshore platform project (OPP) usually includes the processes of shipbuilding and the installation of offshore equipment,1,2 which differs from traditional shipbuilding processes. Furthermore, the manufacturing process used in OPPs involves more outsourcing of tasks, mechanical components, and equipment operation. Nowadays in China, most marine structures are manufactured by shipyards whose management methods are undeveloped, leading to numerous problems in material management such as waste and additional costs.
Since the 1990s, information technology has been applied to the control of production materials using different methods to achieve higher production efficiency and more accurate material management in the OPP manufacturing process. With the development of the Internet of Things (IoT) and its supporting technology, material information management that applies to every single object has been technically feasible since 2010, 3 but it needs to be equipped with an enterprise data system that has strong information processing capability. However, in China, information management is not sufficiently developed for large-scale projects. So far, no material information management or material quality tracing system has been applied to OPPs. In accordance with the manufacturing features of OPPs, the organizational structures of production enterprises are relatively independent, but work in close collaboration. This is similar to the multi-agent system (MAS) model, and thus, the application of MAS technology is presumed to be compatible with the existing digital management systems.
Considering the above observations, an agent-based offshore platform project material management system (OPPMMS) is presented. The OPPMMS is an intra-enterprise system in view of the enterprise production network of an advanced offshore platform manufacturing enterprise. The management cycle in the OPPMMS extends from the purchase that has arrived at factory to the completion of product delivery. The management functions for OPPMMS are to collect and process the massive amount of material information acquired by the IoT during the complex OPP production process, which facilitates the further refinement of quality and process management.
The rest of this article is organized as follows. Section “Literature review” outlines some related work regarding OPP material information management, agent technology, and the industrial IoT in view of the literature reviews. Section “Information processing mechanism in the OPPMMS” establishes the information processing mechanism for the OPPMMS by defining the notion of the material information unit (MIU) and the model that is built on it. Section “OPPMMS architecture” mainly discusses the OPPMMS architecture, including the functional definition and internal structure of the individual agent. Section “OPPMMS working mechanism” focuses on working mechanisms that handle a lot of materials and complicated processes involved in OPP manufacturing processes and a large volume of MIU data generated at different locations on the enterprise IoT. Section “OPPMMS validation” validates the effectiveness of MIU and related management methods and the feasibility of system using examples of MIU data processing and a prototype system performance.
Literature review
The existing studies can be categorized into three domains, namely, OPP material information management, agent technology, and the industrial IoT. This section provides a brief review of several influential studies in these domains.
Material information management
Material information management, as part of the manufacturing process, operates in two directions. One is material record tracking and the other is material information tracing. The relationship between OPP material management and the manufacturing process is shown in Figure 1.

Material information tracing and tracking during the manufacturing process.
Tracking and tracing are two fundamental aspects of material information management. 4 The tracking process has the same flow direction as the production process, during which material transformation data are recorded in real time from raw material usage to the composition of the finished product. On the contrary, the tracing process flows in the opposite direction and displays historical data relating to material transformation, starting from the end products and/or by-products and working back to the raw materials used. Currently, material tracing and tracking management are attracting considerable attention in various industrial sectors. A standardized data format that can reflect the stability of the information system is urgently needed.
When it comes to files recording material information management, modern processors generally view the bill of materials (BOMs) 5 as an important means of tracking the production process. As a kind of static document regarding the production process in an enterprise resource planning (ERP) system, the BOM defines the OPP product structure, constituent parts, and installation order. The BOM can be used to either retrieve the assembly relationship among materials or define the attributes of materials. However, material management in an ERP system focuses on logistics and cost management, the main function of which is to record the quantity of materials used in the production process. Furthermore, OPP manufacturing is such a dynamic and complex process 6 that the process of material information recording and management in original OPP-ERP system which uses BOM alone is insufficient to meet the requirements of management regarding material information traceability and trackability. Therefore, more items are needed to provide the information that is required. Apart from the buying bill of material (B-BOM) and cost bill of material (C-BOM) in the original ERP system, the OPP enterprise production management process has developed a wide range of BOM forms, 7 such as the engineering bill of material (E-BOM) from the product data management (PDM) system, the process bill of material (P-BOM) from the computer-aided process planning (CAPP) system, and the manufacturing bill of material (M-BOM) from the computer-aided manufacturing (CAM) system to achieve a more detailed record of system data. These additional types of BOM use different data processing methods and formats for the same materials in the process of assembly, production, and logistics, and fragmented data sources, which adds an additional data conversion process for material information retrieval and restricts the effectiveness and efficiency of material information tracking and tracing. Therefore, a unified and standardized information unit that enables sufficient accuracy in terms of the trackability and traceability of production materials to meet information management requirements is required. In relation to material information management during OPP manufacturing, Li and Liu 7 designed a new material management file called the bill of lots (BOL), which combines diverse aspects of information with the BOM, and then proposed the concept of a traceable entity unit (TEU) for material information management. However, the detailed design and application of the TEU were not presented. Even though the composition of material codes and its relationship with manufacturing have been widely researched8,9 in shipbuilding projects, traceability properties have not yet been considered. In this regard, the material coding system that is used in the petrochemical industry 10 is of great reference value.
Agent technology
As a new branch of artificial intelligence, agent technology 11 has been studied since the 1970s. The MAS, 12 a form of distributed artificial intelligence, has been studied and applied in various areas. In the domain of large-scale engineering, applications aided by the MAS have been developed for quality management,13,14 product design,15,16 task scheduling and planning,17–19 supply chain systems,20,21 and workflow systems.22–24 There is a scarcity of research on the application of MAS technology to the development of product manufacturing systems, such as manufacturing resource management,25,26 control of manufacturing systems, 27 manufacturing task assignments, 28 and manufacturing system integration. 29 The distribution and collaboration features of the MAS make it suitable for assisting complex multi-sector manufacturing systems. In this sense, the majority of the existing system modules can be simulated by the agent or at least connected with the MAS by the data interface agent (IA) to improve OPP material management performance.
Mobile agent technology is another effective way to complete distributed tasks and has attracted extensive interest. 30 In agent-based systems, a mobile agent has the capability of working regardless of the agent runtime environment deployed in enterprise nodes. From this viewpoint, it seems ideally suited to the execution of bulk and varied tasks. Indeed, combined with the MAS, the mobile agent is generally utilized to develop intelligence production data systems, such as data warehousing, 31 sensor networks,32,33 and production data collection. 34 Thus, mobile agent technology is capable of being applied to management processes dealing with a huge amount of OPP material information collected by sensors.
Industrial IoT
To obtain accurate material information, it is necessary to implement an industrial IoT. 35 This achieves direct communication between the materials and the enterprise’s network. Using such a network, material information and the associated instructions can be traced over time. An important element of the IoT is identification tag technology. 36 Tags are attached to the material entity and data are transited directly through the IoT, enabling the information to be processed more smoothly and accurately. Thanks to the development of identification tags and wireless technology, a series of tags such as radio frequency identification (RFID)37–40 and quick response (QR) codes40,41 have been used in large-scale manufacturing processes during the last few decades. Due to the generic RFID, Kang and Lee 42 proposed and developed a novel set of traceability services for manufacturing management. Velandia et al. 43 used RFID to trace and track material information for the production of camshafts. Chongwatpol and Sharda 44 presented an RFID-based traceability approach to improve production scheduling performance.
IoT information tags need to be pasted or etched onto the material surface. For the large steel structures in OPPs, surface tags will be more likely to abrade or be lost during the manufacturing process. Moreover, steel structures possess a strong magnetic field, which is not conducive to the accurate transmission of RFID information. As a result, the reading and writing of IoT tags are more likely to be wrong or become lost, therefore the data recording system of the IoT should be available for data analysis.
Discussion
The following conclusions can be drawn after analyzing the situation regarding OPP material management:
Although the TEU was proposed to facilitate material management during the OPP manufacturing process, it is only a conceptual model, lacking coding rules and content specifications, which is far from satisfactory for efficient OPP material information management.
The existing material management systems for OPPs do not support management of single-material records and the traceability and trackability of all material data. These insufficiencies are magnified when a large amount of material data need to be managed in OPP manufacturing. Furthermore, information that is merely identified by a material tag without analysis is prone to data errors. Therefore, these systems are not suitable for material information management for OPPs.
To effectively manage material data during the construction of OPPs, it is necessary to connect the material entity with the industrial IoT. In spite of the fact that IoT tags enable communication with the material entity, the extremely harsh manufacturing conditions encountered in constructing OPPs make it easy to lose tag information.
In response to the above analysis, this article presents the following technical solution:
Define the MIU. The MIU serves as the base unit for the proposed system and is used to handle material information. In this article, the MIU is defined for material management, and a reasonable MIU data format is designed, ensuring that the requirements for traceability and trackability of material management are satisfied.
Design the MIU analysis function for material information management. Given the characteristics of OPPs and the nature of the MIU, an MIU analytical model is presented for material information management. Mobile agents that are to be adopted in the OPPMMS are used to rectify the MIU in a timely manner so as to minimize the negative influences of poor production conditions. The analysis function is therefore proposed after considering features of the MIU model and agent technology.
Develop an OPPMMS framework based on agent technology. As a branch of computational intelligence, the agent-based system has the capacity to perform multiple distributed and parallel tasks. Therefore, developing an agent-based prototype of the OPPMMS framework is believed to be advantageous. The capability to process huge amounts of data will be improved, and the ability to collect and analyze information will be enhanced. In addition, other systems and approaches are able to connect with the OPPMMS framework through data-compatible interfaces.
In this study, a standard data format for MIU is designed after analyzing the requirements of the OPP material management process. Then, using industrial IoT tags and agent technology, an agent-based prototype framework is set up for OPP enterprises to manage material information. In the following sections, we elaborate on the standard MIU design for material management, an analysis model and algorithm based on the MIU, agent framework construction, and the agent cooperation mechanism.
Information processing mechanism in the OPPMMS
MIU
Standardization of information files should make material management more efficient. In this section, the MIU is defined as a standard of the OPPMMS and an analysis model is then developed.
Structure of the MIU
In accordance with the BOL 7 and the summary of the characteristics of material information in the production process, the material information to be included in the MIU for the OPP manufacturing process is as follows: (1) material identification information, (2) material logistics information, (3) material processing information, (4) material assembly information, and (5) other correlated and remark information. Figure 2 shows the information that should be carried by the MIU.

Material information carried by the MIU.
According to the above analysis, material information obtained during the OPP manufacturing process can be divided into two parts: material attribute information and material correlation information. Thus, two categories of MIU are designed, namely, attribute-material information unit (a-MIU) and correlation-material information unit (c-MIU). The former represents the corresponding material attribute information, while the latter represents the correlation information. This arrangement enables the OPPMMS system to meet the traceability and trackability demands of material information management systems.
The MIU is formatted with data codes for use by OPP manufacturers. The MIU encoding rules consist of sequential a-MIU and c-MIU sub-rules, each of which has a corresponding data code fragment. These encoding rules are aligned with enterprise characteristics and actual production requirements. The encoding rules of a-MIU and c-MIU are discussed in the next section.
a-MIU
The a-MIU contains unique descriptions to enable different materials to be distinguished in the OPPMMS and is derived from a modification of assembly BOM information, reflecting the assembly structure of a certain offshore platform. In fact, different materials vary in terms of assembly levels in OPP manufacturing processes. For example, raw materials, work in progress (WIP) products, and finished products are typically located in three separate assembly levels. The layered encoding structure in the OPP assembly process and the a-MIU encoding rules are separately exhibited in Figures 3 and 4, respectively.
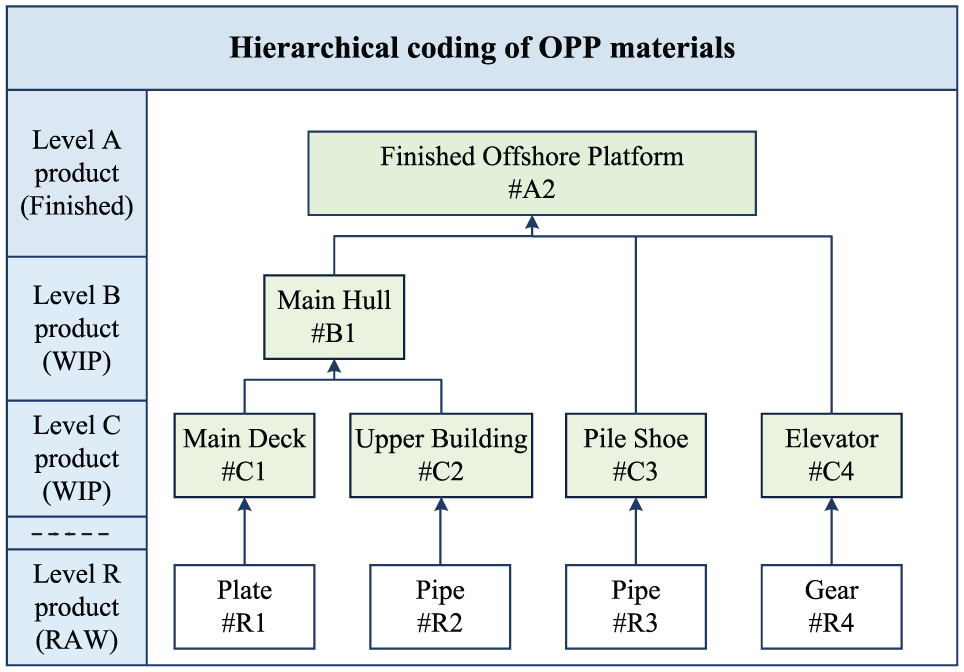
OPP assembly levels.

Encoding rules for a-MIU and c-MIU.
In the a-MIU code, the material assembly level is defined by the material assembly sequence within the BOM. Moreover, the material sequence number specifies the unique material in this level. To avoid duplicating material codes in different projects or different structures, the upper level assembly code and project code need to be listed for each material, which ensures a unique a-MIU code and satisfies the identity coding demands. Compared with identity coding using other encoding rules, this has the advantage that the assembly sequence of the product is encoded by the a-MIU, and on this basis, a related data management function can be developed.
c-MIU
Correlation refers to relationships between the materials and its production activities. During the production process, the materials are processed into finished products through a series of processing steps. In each step, the materials are correlated with processing information. The c-MIU consists of material production, logistics, and other aspects that involve operational records for the materials. This c-MIU information is acquired in a timely manner through IoT sensors and formalized using specific rules. Thus, the material’s status can be obtained and recorded. In this sense, precise operational information relating to materials recorded by the MIU in the various production stages can be retrieved. An example of an MIU explaining the encoding rules in relation to both a-MIU and c-MIU is designed in Figure 4.
The MIU is encoded with two code fragments. In this way, the corresponding material records can be obtained accurately through the MIU encoding method, which achieves the traceability and trackability necessary for material information management.
MIU data model
From the above analysis, the MIU data model illustrating the relationship between a-MIU and c-MIU can be demonstrated via a tree structure. The MIU data model is demonstrated in Figure 5.

MIU data model: (a) original material information, (b) material information unit (MIU), (c) MIU data storage format, and (d) data model of MIU.
Three components are selected to illustrate this model, and their a-MIUs are designated as F1, F2, and E1. In Figure 5(a), the assembly process of F1 and F2 into E1 and the relationships between the transportation and warehousing processes are recorded. Correspondingly, the MIU including the middle part of the encoding rules and both sides of F1, F2, and E1 is manifested in Figure 5(b). In particular, the abbreviated form of the c-MIU is expressed in brackets. The a-MIU and c-MIU are stored in the form shown in Figure 5(c). Furthermore, Figure 5(d) demonstrates the data model after considering the relationship between the a-MIU and c-MIU.
The encoding rules and data model used for the MIU provide a data standard for processing the huge amount of data emerging from the Intranets of OPP enterprises. The production structure information and construction procedure information in the BOM are able to correspond effectively through the MIU, which not only enables bidirectional searching but also provides fundamental knowledge for material information analysis.
Analysis based on the MIU
MIU-relevant model
The relevant model using both a-MIU and c-MIU represents the relationship between OPP production and the materials used. In fact, it reflects the relationship between OPP construction data from the industrial IoT and BOM assembly documentation from the CAM system. If we set the relevant factor u for a pair of c-MIU and a-MIU, the MIU-relevant model will be created in the form of a matrix, as illustrated in Figure 6.

MIU-relevant model: (a) data model of MIU, (b) value of relevant factor u, and (c) relevant model of MIU.
Figure 6(a) manifests the data model of the MIU, which illustrates the correspondence between a-MIU and c-MIU. Figure 6(b) exhibits the value of relevant factor u. Actually, u is an integer that refers to the recording frequency of the relational records of a-MIU and c-MIU shown in the database. In the OPP manufacturing process, the values of u are defined in three distinct situations as follows:
u = 0 denotes that the corresponding materials c-MIU and a-MIU are not relevant. For instance, in Figure 6(b), line 1, column 3, c-MIU(W1) is not relevant to a-MIU(F2), thus the relevant factor u13 = 0.
u = 1 means that the corresponding materials c-MIU and a-MIU are relevant. In Figure 6(b), line 1, column 1, c-MIU(W1) is relevant to a-MIU(E1), thus the relevant factor u11 = 1.
u > 1 indicates that the corresponding MIUs contain coding errors and need further processing. For example, if u = 2, this reveals that the relationship record of a pair of a-MIU and c-MIU is stored twice, that is, this is an MIU encoding error, possibly as a result of a problem with the corresponding IoT data sensor or data nodes.
The horizontal coordinate axis is created by sorting the a-MIU in accordance with the assembly order in the BOM, and the longitudinal coordinate axis is created by sorting the c-MIU based on the starting time of the operation; thus, an MIU-relevant model with a rectangular coordinate system is generated. Then, the relevant MIU model can be simplified as a matrix:
MIU analysis function
In light of the previous definition of the MIU, in the MIU-relevant model, the required records for the corresponding materials can easily be obtained using the MIU. However, because of the technical characteristics of the IoT tag and the complexity of the OPP production network, data errors in the MIU are unavoidable. Therefore, an automatic analysis function for MIU data is designed for the OPPMMS system to identify possible erroneous MIU data and contact the relevant data source for further processing.
According to the MIU-relevant model, this problem can be described as a dualistic function with index (i, j), where i and j are described as above, as demonstrated in Figure 7. Generally, the OPP production process is continuous, and so the relevant model embodies a continuous area composed of the points where u = 1. If the value of u at point (i, j) is not continuous, as presented in case 2 and case 3 in Figure 7, then various points in the section from (i − k, j − k) to (i + k, j + k) need to be selected to acquire the corresponding MIU for processing. The value k defines the size of the selection space, and k = 1 is common. In addition, for incorrect records where u > 1, the adjacent points are more likely to arise from MIU data error; thus, the corresponding MIUs of the adjacent points need to be selected for processing, as displayed in case 1 in Figure 7.

Various cases in the MIU-relevant model.
In the agent-based OPPMMS, the above formula and criteria are used to MIU analyze algorithm design for intelligence agent. If we define that uij can be expressed as u(i, j), an algorithm of the MIU analysis function is described as pseudo-code, as manifested in Table 1.
Algorithm for MIU analysis.

a-MIU: attribute-material information unit; c-MIU: correlation-material information unit.
OPPMMS architecture
System framework
The OPPMMS that we have developed is based on a multi-agent structure and consists of a manager agent (MA), an encoder agent (EA), an analyzer agent (AA), an IA, and a resource agent (RA). These agents are classified into three categories: monitor agents, function agents, and data agents. Monitor agents mainly include MAs and backup MAs acting as mediators for the other agents to ensure that the OPPMMS runs properly. Function agents include EAs and AAs, which execute the main functions of the OPPMMS regarding external instructions, predetermined mission planning, and consultation with various other agents. Data agents include IAs and RAs, which provide data services in response to the demand from other agents and implement data transmission services between the OPPMMS and external systems.
The relationship among these agents is illustrated in Figure 8. These agents should be run at many different digital terminals and are distributed across different enterprise departments that are compatible with the material management process. Additionally, the prototype system is equipped with one or more control centers and distributed task architecture.

Agents and agent categories in the proposed OPPMMS.
In an OPPMMS based on multi-agents, EAs are deployed on production nodes as required, generating corresponding MIUs as encoder rules in the knowledge library and then sending the MIUs to the RAs. The a-MIU generation process reflects the hierarchical product structure in the BOM, and the c-MIU generation process reflects the results following execution of the product construction plan. This process manifests the characteristics of the MIU architecture. The prototype OPPMMS framework, which combines business flow with data flow, is exhibited in Figure 9.
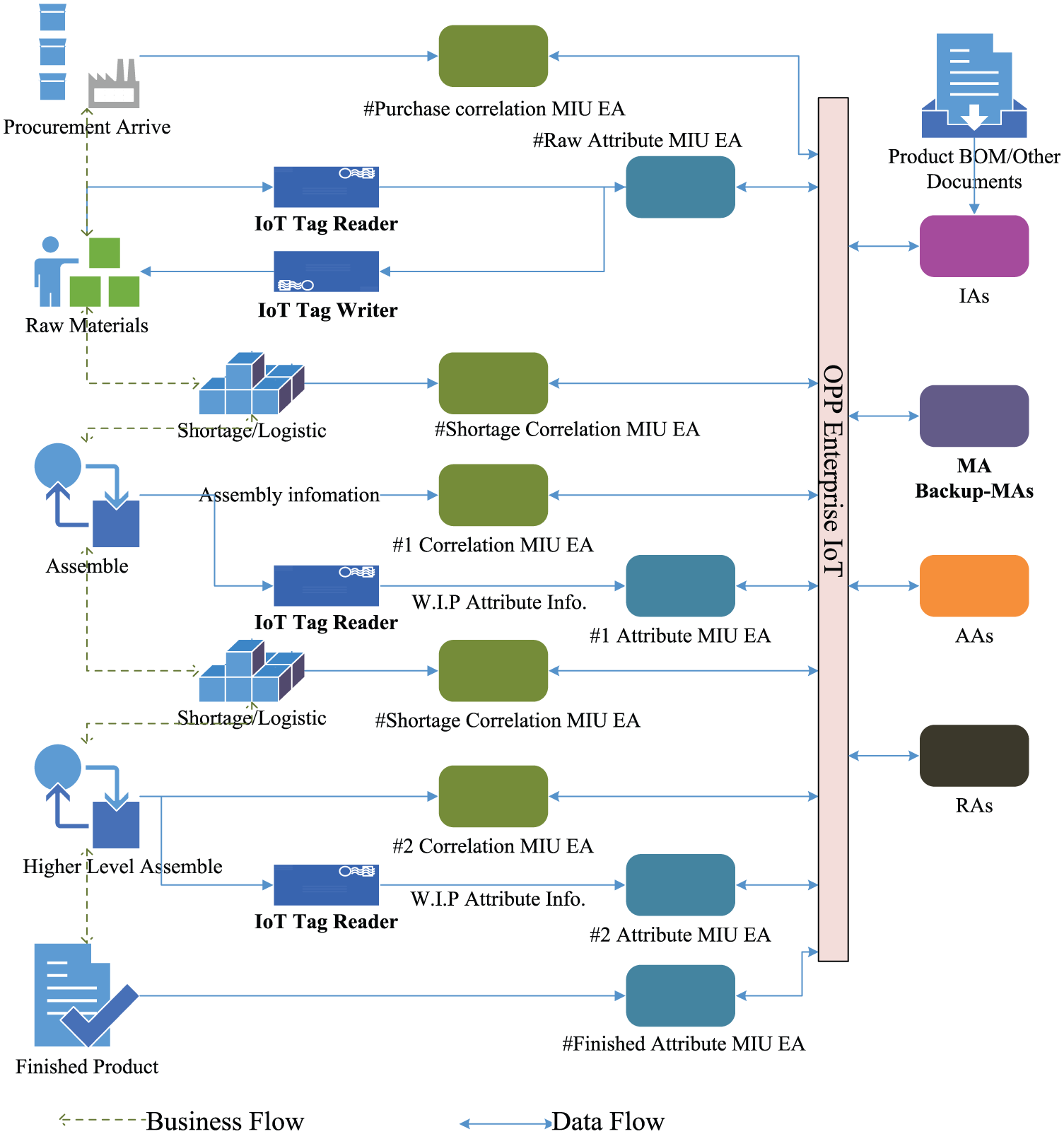
OPPMMS framework based on the MAS.
Agent communication
The OPPMMS communication network plays an important role in an agent-based system. Regarding the communication protocol, many kinds of agent communication languages (ACLs) have been proposed for MASs, such as the knowledge interchange format (KIF), the knowledge query manipulation language (KQML), and the ACL by the Foundation for Intelligent Physical Agents (FIPA-ACL). 45 In view of the FIPA-ACL standards that have been widely and successfully employed, the FIPA-ACL is selected to facilitate communication among the agents. Figure 10 illustrates a typical ACL-based agent communication message. In terms of the system’s component development process, extensible markup language (XML) is used to format the ACL content.

Agent communication message.
The agent communication mechanism is designed in Figure 11 and is divided into four layers: communication object, communication type, communication content, and agent ontology. In the OPPMMS, agent communication has been divided into two types: node-to-node communication for operational instructions and blackboard communication for task assignment. In accordance with the data requirements of the agent and the task description, the agents themselves select the corresponding communication type. Each immobile agent in the OPPMMS receives and sends related messages or mobile agents to a communication object via its communication interface.

OPPMMS agent communication mechanism.
Detailed design of agents
Functional definition of agents
Each agent in the system has its own specific functionality. All the agents are organized toward a common goal through the industrial IoT. The functionalities of each agent are as follows:
MA. The MA is at the center of the multiple agents in this system and is responsible for interaction management and conflict resolution among all other agents. The knowledge library of the MA stores the rules and logic for the MAS management and conflict resolution schema. In addition, the MA sends and receives the necessary messages to and from the other agents to coordinate their operations.
MIU EA. The function of the EA is to perform MIU encoding work. The MIU will be generated by the EA in accordance with the rules of the knowledge library and additional information. After MIU generation, the EA will send the MIU to other agents for further processing.
MIU AA. Generated by an immobile agent, the AA is designed as a mobile agent in accordance with the agent transfer protocol. For instance, when MIU data need to be analyzed, an AA will be generated and sent to a mobile agent context for task execution. Once the AA has been activated in a mobile agent context, it will analyze the MIU using the MIU analysis algorithm shown in Table 1 and send the results to the corresponding EAs for further processing.
IA. The IA plays an important role in this system, being used to connect the MAS with external systems. Crucial information, such as the BOM and OPP construction plan, is sent to the knowledge library of other agents through the IA. Furthermore, the IA provides an interactive channel for system users such as enterprise managers, who can monitor system processes and intervene as required.
RA. The function agents and the IA are connected to all the enterprise databases by the RA, which stores all the information on materials during the OPP manufacturing process. After receiving the MIU data from the EA, the RA will classify and store them. Moreover, when MIUs need to be analyzed, the RA generates AAs and provides the runtime environment for the AAs.
Agent structure
In view of the belief–desire–intention (BDI) model, an agent comprises a collection of components. Each collection contains a goal (intention), a controller (desire), and some knowledge (belief) about its external environment.
Agents in an OPPMMS are divided into two categories: mobile agents and immobile agents. Immobile agents are deployed on the production nodes or data nodes in networks, execute the crucial tasks in an OPPMMS, and provide the runtime environment for mobile agents. Mobile agents include AAs, which are generated by immobile agents to analyze MIUs. The agent structure in an OPPMMS is developed in Figure 12.

OPPMMS agent structure.
OPPMMS working mechanism
The OPPMMS uses centralized data storage, which is integrated with the enterprise database system, to integrate with other management systems in an enterprise. However, a lot of materials and complicated processes are involved in OPP manufacturing processes, and a large volume of MIU data are generated at different locations on the enterprise IoT. The calculation load involved in MIU analysis is relatively large and needs to be performed by multiple agents. Therefore, a multi-agent cooperation mechanism for MIU analysis has been designed in line with the MAS architecture.
Main operational scope of the OPPMMS
The main operational scope of the OPPMMS is divided into two parts: MIU data formation and MIU data analysis. MIU data formation involves the acquisition of material information from IoT sensors. MIU data analysis involves the analysis of the MIU data and forwarding the results to the corresponding EAs for further processing.
MIU data formation
As Figure 13 shows, the MIU data formation process involves the acquisition of material attributes and the correlation of material information from the IoT sensors, which is then encoded into a-MIU and c-MIU by the EA and sent to the RA for data storage. This process is presented in Figure 13 and Table 2 and mainly reflects the sequential cooperation of the EA, RA, and IA.

MIU data formation sequence.
MIU data formation process.
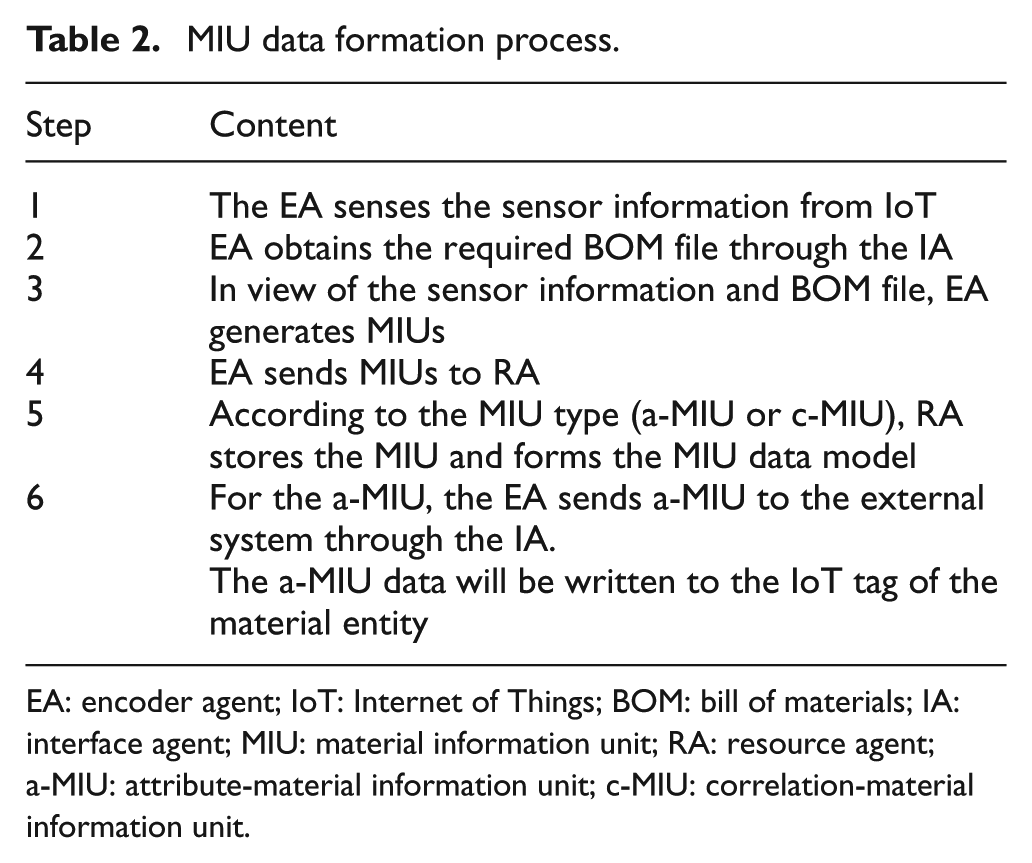
EA: encoder agent; IoT: Internet of Things; BOM: bill of materials; IA: interface agent; MIU: material information unit; RA: resource agent; a-MIU: attribute-material information unit; c-MIU: correlation-material information unit.
MIU data analysis
MIU data analysis is mainly performed by the AAs that are generated by the RAs. When analysis of MIU data is required, first the MA specifies the analysis content, and then the RA provides the corresponding MIU data and generates AAs to analyze the MIU. Considering the results, the corresponding EA will be notified for further processing (e.g. finding the cause of the data error). This process is designed in Figure 14 and Table 3.
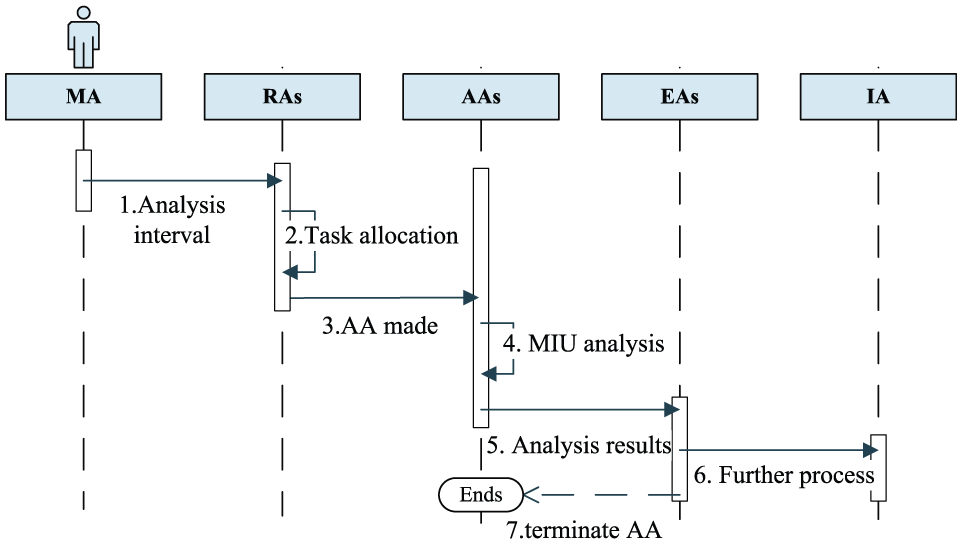
MIU data analysis sequence.
MIU data analysis process.

MA: manager agent; MIU: material information unit; RA: resource agent; AA: analyzer agent; EA: encoder agent.
In the MIU analysis process, multi-agents run a cooperation mechanism to allocate the tasks in Step 2. This mechanism is described as follows.
Multi-agent cooperation mechanism
The MIU analysis task is executed by the AAs that are generated by the RAs. The MIU acquisition capacity and AA running space are limited for a single RA. Therefore, an effective and efficient multi-agent collaboration mechanism should be proposed in light of the evaluation regarding the working criteria of agents in OPPMMS, aiming to select the targeting agents to cooperatively make MIU analysis as well as avoid task conflicts and resource waste. In this regard, fuzzy comprehensive evaluation method has the capacity to provide robust and accurate evaluation corresponding to multiple criteria, which can be adopted and applied in MAS to deal with task allocation problem while achieve a comparatively high efficiency. 46 On top of these, to take advantage of the autonomy of MAS, task allocation process in OPPMMS can be designed as a bidding mechanism, guaranteeing an overall optimal and agile solution. Therefore, the MAS-based cooperation mechanism is designed as follows to complete the MIU analysis autonomously and effectively. The cooperation model is designed as a multi-tuple

The cooperation organizer (
In accordance with the agents’ cooperation model in an OPPMMS, the agent cooperation procedure for a collaborative MIU analysis that is made by the task characteristics includes an evaluation method and criteria for bid agents that are designed based on fuzzy comprehensive evaluation. 46 Table 4 presents a hypothetical MIU analysis task example to describe this process.
Cooperation procedure for agents.

MA: manager agent;
OPPMMS validation
Judging by the characteristics of system user demands and the above analysis, an OPPMMS prototype that adopts a browser/server structure has been developed and implemented using Java Agent Development Framework (JADE) 4.3.3. This prototype system has been deployed in an OPP enterprise in China’s Shandong province to verify the performance. The prototype system interfaces together with data flow and typical communication messages are illustrated in Figure 15.

Interface and interaction process of the prototype system.
Example of MIU data formation
Considering the MIU data formation presented in Table 2, the OPPMMS implements the functions that form and store MIUs after processing the material information acquired by the IoT sensors. Figure 16 shows some items of MIU data that have been exported from the OPPMMS.

MIU data items.
To verify the functions of the MIU data model in material management, a set of examples is used to simulate the application of the MIU:
1. Material information tracing. Suppose that there are some processing quality problems in material with the a-MIU code F03G01. Hence, the related material records need to be traced. More precisely, through the OPPMMS, all the MIUs with search conditions such that the a-MIU code is F03G01 will be retrieved. In Figure 16, this is represented as MIU: <MIU = F03G01-F1A150903> in the first row of the first column. In accordance with the encoding rules displayed in Figure 4, the decoding information is obtained as follows:
The material with code F03G01, on date 03/09/15, was processed through a procedure in which the code of the worker was F1 and the code of the process was A.
2. Material information tracking. Suppose that there are operational errors involving material with the c-MIU code F1A150903. Thus, the material that has passed through this operation needs to be tracked. This means that through the OPPMMS, all the MIUs with search conditions such that the c-MIU code is F1A150903 will be retrieved. In Figure 16, this is represented by three MIUs: <MIU = F03G01-F1A150903>, <MIU = F03G02-F1A150903>, and < MIU = F03G04-F1A150903> in the first row of the first, second, and fourth columns, respectively. Consequently, material with a-MIU code F03G01, F03G02, or F03G04 in any product needs to be located and checked to confirm whether the operational errors have impacted on other materials.
Example of MIU data analysis
Here, production data from an OPP enterprise are used to support the MIU analysis process in our OPPMMS. The MIU data analysis procedure using cooperation mechanism parameters is as follows:
Obtain the MIU analysis tasks. In this task, the MIU analysis interval is manifested in Figure 17 and includes 19,960 MIUs.
The MA releases the task in the system.
The RA learns about the MIU analysis task and decides whether to participate. There are four RAs participating in bidding for this task, forming a set of bid agents
The MA specifies two backup MAs as evaluation agents {e1, e2}.
In accordance with enterprise expert guidance, the weighting factors for the evaluation criteria set
In accordance with the evaluation procedure, which is explained in Steps 5–10 in Table 4, and the weighting coefficients for evaluation criteria
According to the final estimation FEi and analysis capability of bid RAs, bid agents b1 and b4, with a total of more than 20,000 MIU analysis capabilities that satisfy the task requirements for 19,960 MIUs, are selected to execute the MIU analysis.
Set the analysis radius k = 1 to execute the analysis. Figure 17 shows the OPPMMS export of abnormal MIU data after this MIU analysis. The OPPMMS explains that it can automatically analyze the MIUs in accordance with the instructions.

Task execution for MIU data analysis.
Evaluation process data.

RA: resource agent; MIU: material information unit.
Conclusion and future work
This article proposed an intelligent OPPMMS in light of the IoT and multi-agent technology. The development of this OPPMMS is based on agent technology and newly designed MIUs. The MIU, which comprises material attribute information and material correlation information, was designed to meet material trackability and traceability management requirements. In view of the MIU design, the MIU-relevant model was implemented as the working mechanism of an agent-based OPPMMS. Thus, an OPPMMS prototype including agent definitions and an IoT-based system framework was constructed. Additionally, the agent structure and communication framework were presented, and the multi-agent cooperation mechanism in accordance with the fuzzy comprehensive evaluation was elaborated. Finally, the OPPMMS prototype was developed and tested, which confirms the practicability and effectiveness of this research. The advantages of our OPPMMS can be summarized as working automation, information accuracy, and functional modularity.
Future work will focus on the improvement of the OPPMMS and other integrated systems. Furthermore, an advanced MIU encoding format, analysis and retrieval algorithms for MIU data, intelligent analysis of larger volumes of MIUs and other OPP data, and optimized cooperation mechanisms for multi-agents will be investigated.
Footnotes
Academic Editor: Murat Uzam
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This article was financially supported by the National Natural Science Foundation of China (project no. 51679059).