
Abstract
The article deals with laser beam welding of Ti-6Al-4V plates for aerospace applications. A number of trials are conducted to weld 3-mm-thick plates in corner joint configuration; a specific device for clamping and shielding to prevent oxidation is used. Autogenous welding is investigated, the joint being accessed from the outside, as a butt-welded corner joint. Referring to international standards, the results are first discussed in terms of geometry of the welding bead in the cross-section since titanium alloys are reported to be notch sensitive. Moreover, microstructure and microhardness are investigated. An optimum processing condition is suggested in order to perform laser beam welding with minimal undercut and porosity.
Introduction
In the last decade, titanium and its alloys are increasingly used in aerospace thanks to lightness, corrosion resistance, valuable mechanical properties, and electrochemical compatibility with carbon fiber–reinforced plastics.1,2
Higher specific resistance allows replacing of steel, whereas higher operating temperature allows replacing of aluminum in case of volume constraints, as for landing gear support beams on the Boeing 747 and 757. Furthermore, good corrosion resistance may prevent the need for protective coatings or specific painting even in extremely corrosive environments; moreover, better compatibility with polymer matrix composite is benefited compared with aluminum and high-strength low-alloy steel which may generate significant galvanic potential.
Nevertheless, a noticeable increase in the production costs is paid. It has been reported that raw titanium may cost from 3 to 10 times as much as steel or aluminum; moreover, machining costs may be increased to 10 times compared with aluminum. 1 Most titanium parts are still manufactured by conventional machining methods, although machinability of titanium and its alloys is generally considered to be poor owing to several inherent properties. Namely, titanium is chemically reactive and is prone to weld to the cutting tool, thus leading to chipping and premature tool failure. Moreover, production of components by means of sole machining leads to high buy-to-fly ratios.
Given these reasons, aerospace is currently driving research and development efforts toward new alloys and processes to the purpose of reducing production costs, with special attention to Ti-6Al-4V alloy, a dual phase alpha-beta titanium alloy whose specific fractions of phases depend on both the heat treatment and the interstitial content, primarily oxygen. Furthermore, a large variety of microstructures affecting the overall mechanical properties are discussed based on the geometrical arrangements of the phases, as a consequence of thermo-mechanical conditions upon cooling.
In this frame, welding is considered to be an interesting technology aiming to reduce costs with concurrent enhancement of the production output. Indeed, it has been reported 3 that improvements at the design stage in aerospace are aimed to remove any mechanical fastening such as riveting, thus moving toward a technology which would not increase the thickness of the joint. Nevertheless, irrespective of the heat source for welding, in order to give grounds for actual application in aerospace before replacing conventional forming and machining of the parts, some quality requirements must be matched, as defined by common international standards 4 or costumer regulations.
Different heat sources have been discussed in the literature for welding titanium and its alloys. 5 Among these, laser beam welding is increasingly used and investigated as a number of benefits are offered. 6 Namely, deep penetration is achieved and the energy is effectively used where required, thus melting the interface to be joined rather than excessively heating the base metal, which would suffer from thermal distortion and degradation of metallurgical properties otherwise. Different set-ups for laser welding have also been investigated. 7 Further advantages are benefited when considering new-generation lasers such as disk or fiber-based sources, providing better beam quality and efficiency in comparison with traditional laser systems. 8
It has been shown 9 that good mechanical properties are offered by laser beam welded Ti-6Al-4V plates even when tested up to 450°C. Defocusing of the laser beam and welding speed can be properly set in order to achieve good quality joints with few geometry imperfections. 10 In particular, defocusing has been proved to affect the grain size in the fusion zone (FZ), 11 therefore the focus position must be properly controlled to the purpose of mechanical strength. Eventually, the need for proper shielding of the welding bead with inert gas has been widely discussed, as titanium is prone to oxidation which would affect its mechanical properties.12,13
A number of phenomena driving the shape of the welding bead in the cross-section are involved: evaporation and expulsion of base metal through the key-hole, phase transformation with consequent variation of specific volume, interactions among base metal, plasma and shielding gas. The occurrence of imperfections of the welding bead may result as a consequence. A dependence on the approaching angle between the joints is also inferred. In this frame, many papers in the literature have dealt with laser beam welding of titanium alloys in square butt welding configuration. Few works have been devoted to investigated other joint configurations such as L- or T-joints. The aim of this article is to study the laser beam welding of L-joints which are common in aerospace and are usually addressed by means of fillet welding, that is, by means of wire feeding. Autogenous welding is investigated in this article instead, the joints being accessed from the outside, as butt-welded corner joints. The bead geometry is discussed since the alloy is reported to be notch sensitive; therefore, possible imperfections such as undercuts (UCs) or shrinkage grooves must be reduced below a specific threshold 4 aiming to increase the fatigue limit of the welds. Both the microstructure and the microhardness are investigated.
Materials and methods
Wire feeding is considered in usual practice to the purpose of welding titanium alloys in corner joint configuration, as the joint is normally accessed from the inside; 14 therefore, a proper approaching angle of the laser beam must be investigated; moreover, a device for wire feeding would reduce room for managing the laser head along possible complex welding path on real parts. Given these reasons, corner joints are investigated as butt-welded joints in this article, hence by accessing the welding path from the outside (Figure 1), this would also allow easier inert shielding of the top surface of the welding bead which is directly impinged by the laser beam. Therefore, a processing window to be investigated has been set based on previous optimization of square butt welding of 3-mm-thick plates of the same alloy. 11

Scheme for laser beam access on the corner joint.
A specific device has been engineered for clamping and inert shielding (Figure 2); the plates to be welded are accommodated so that a hollow duct results below the interface to the purpose of gas supply for back-side shielding. A patented diffuser 15 which has been proven to be effective for a number of metal alloys11,16 has been used for top-side shielding; the diffuser is moved with the laser head. Argon is used as inert gas for both top-side and back-side shielding, at 25 and 15 L/min flow rate, respectively. Additionally, helium is supplied to the purpose of plume removal, at 20 L/min flow rate by means of a trailing nozzle. Flow rate, welding direction, and nozzle tilting angle have been chosen based on preliminary trials and are outside of the purpose of this article.

Clamping device with detail of Argon supply for top-side and back-side inert shielding.
The process has been performed on 200-mm-long, 100-mm-wide, 3-mm-thick plates, welding being performed along the longitudinal size; the chemical composition of the base metal has been preliminary investigated by means of energy dispersive spectrometer (EDS) (Table 1).
Average chemical composition (wt%) of the base metal, as a result of random EDS inspections.

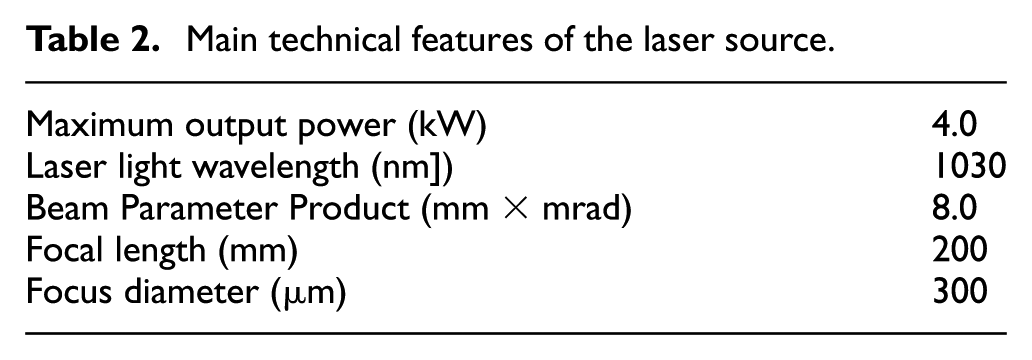
A disk laser source (Table 2), fiber-delivered, operating in continuous wave emission, has been used to weld the samples. The effect of laser beam power (P) and welding speed (s) has been investigated, having them the most significant effect on the responses;6,13 3 mm negative defocusing has been taken as a constant, as it has been shown to be suitable to the purpose of reducing the mean grain size in the FZ, 11 thus providing higher mechanical strength. By means of the Design of Experiments approach, a two-factor, two-level experimental plan has been considered, with the addition of the central point (Figure 3). Three replications have been conducted for each condition in order to assess the statistical significance of the measurements. 17
Main technical features of the laser source.

Testing matrix, two-factor, two-level plan with central point.
A random test procedure has been arranged both to allocate the plates and to produce the specimens, so that the observations are independent random variables, aiming to reduce systematic experimental variation. The abutting surfaces of the plates have been carefully prepared to remove any foreign material which could result in incomplete fusion of the base metal, namely, brushing by means of austenitic stainless steel wire and cleaning with acetone have been conducted prior to welding. Before cross-cutting of the welds, the angle between the plates has been measured using a coordinate measuring machine with contact probe, in order to evaluate possible buckling distortion as a consequence of welding thermal cycles; random scanning of the abutting plates has been performed, this yielding to a point cloud for each plate, then the equations of the planes has been found and the average angle between them has been evaluated.
Three cross-cuts have been performed from each weld to the purpose of investigating the geometry and the microstructure. Polishing to mirror-like surfaces has been conducted; Kroll’s reagent has been used for chemical etching of the cross-sections. Vickers microhardness testing has been performed at mid-thickness of the welding bead, with an indenting load of 500 g; a 0.2-mm step has been allowed between consecutive indentations. 18
Two groups of geometric responses (Figure 1) have been chosen to be investigated, the first one dealing with the shape of the welding bead in the cross-section, namely, the crown width (CW) at the top surface and the area of both the FZ and the heat affected zone (HAZ) have been considered. In the second group of geometric responses, possible imperfections as suggested by the referred standard 4 are included, namely, the right and left depth of the UC, the height of the reinforcement (R) on the top surface, and excessive penetration (EP) at the key-hole root have been considered. As the alloy is known to be notch sensitive, proper quality levels for the imperfections must be considered according to the standards (Figure 4).

Geometric responses to be investigated: shape and possible imperfections of the welding bead.
Results and discussions
Distortion of the plates upon welding
The distortion of the plates of the joints has been measured for each welding condition in each replication; the average angle between the plates has been considered (Table 3). Irrespective of the welding conditions, the angle is reduced, namely, a maximum variation of 0.5% with respect to the nominal 90° angle on the clamping device has been found; it has not been possible to assess a dependence of the distortion on the processing conditions.
Average angle between the plates, standard deviation, and percentage variation.

Visual inspections
The conditions of both the outer and the inner surfaces of the welding beads have been investigated (Figure 5). Incomplete or non-uniform penetration resulted when considering the lowest level for the laser power. In general, as uniform, smooth and shiny beads have been produced with no spattering, gas shielding is considered to be effective. Nevertheless, slight violet discoloration of the plates, 1 mm far from the welding bead in fully penetrative conditions, has been found at the root surface and has been easily removed my means of manual brushing; based on the referred standard, the beads are considered to be acceptable as for class B.
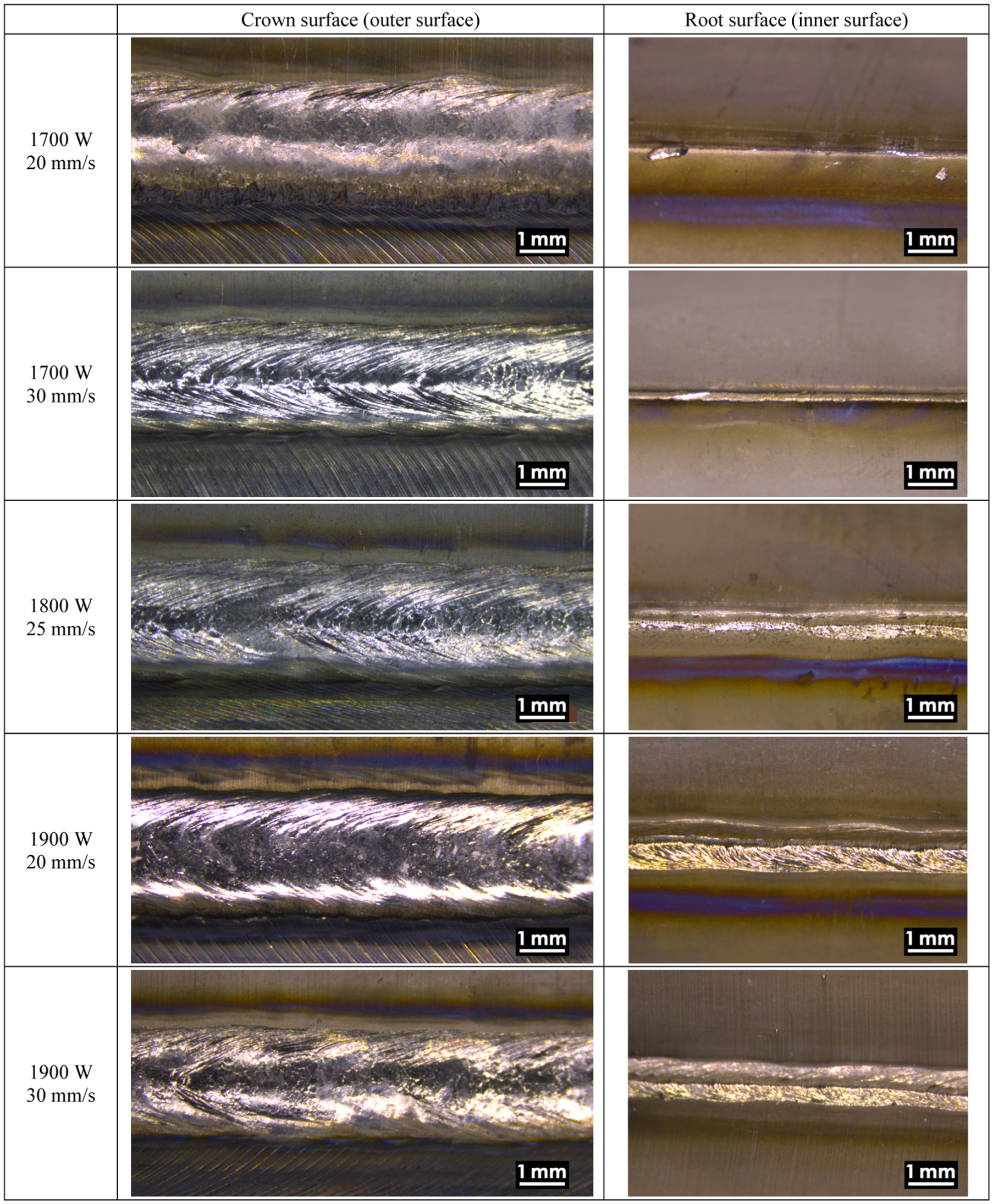
Samples of bead aspects; crown and root surfaces.
Bead geometry
As expected, shape (Figure 6) and dimensions of the welding bead in the cross-section are affected by the welding conditions; the overall geometry is in agreement with previous findings in square butt welding of the same alloy (Table 4). 11

Samples of the cross-sections.
Average geometrical responses in the cross-section for each processing condition.
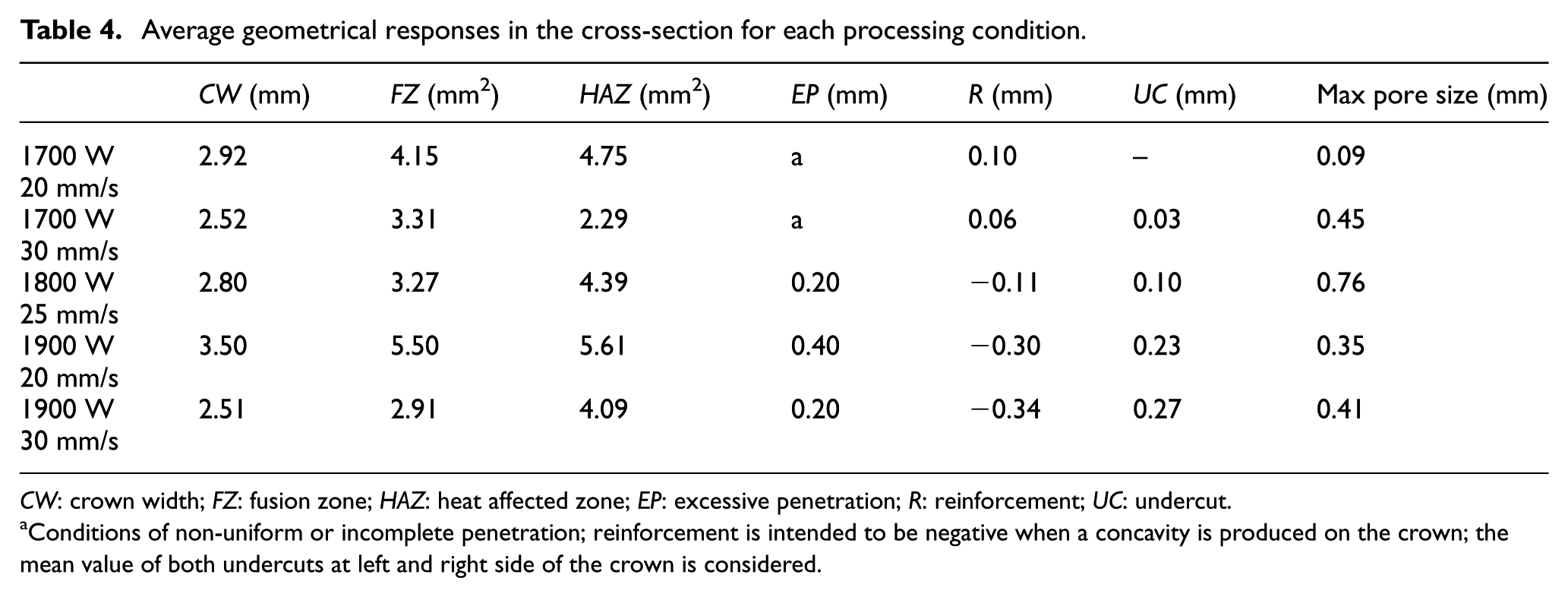
CW: crown width; FZ: fusion zone; HAZ: heat affected zone; EP: excessive penetration; R: reinforcement; UC: undercut.
Conditions of non-uniform or incomplete penetration; reinforcement is intended to be negative when a concavity is produced on the crown; the mean value of both undercuts at left and right side of the crown is considered.
Incomplete penetration resulted when processing the joint with the lowest heat input of the plan (i.e. the lowest power, with the highest welding speed); conversely, large HAZ and FZ resulted from the highest heat input of the plan (i.e. the highest power, with the slowest welding speed). The extent of both the HAZ and the FZ can be discussed as a function of the processing parameters (Figure 7): as expected, they are found to increase for increasing heat input and laser power, and they are found to decrease for increasing welding speed. A similar trend is found for the width of the crown (Figure 8).

Extent of FZ and HAZ as a function of the processing parameters.
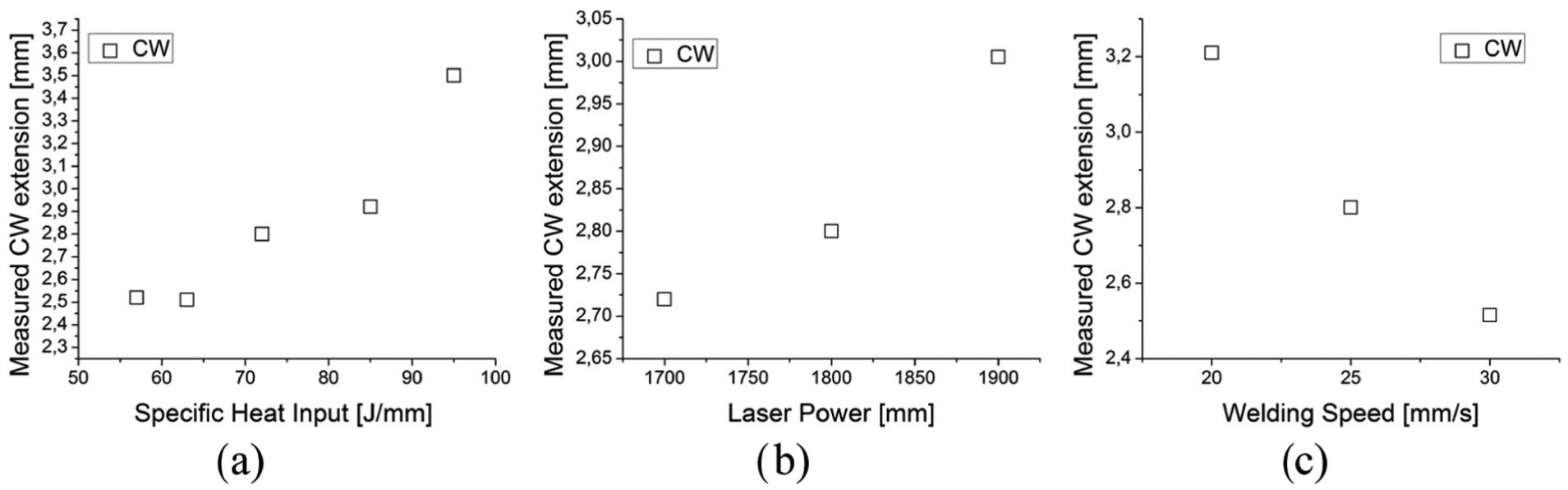
Crown width as a function of the processing parameters.
UCs at the crown and EP at the root are found, irrespective of the processing parameters; based on the referred standards for aerospace application, 4 the requirements for intermediate quality level at least are matched. In agreement with similar findings in the literature,11,16 any correlation model for the imperfections as a function of the processing parameters is found to be not significant, given the random nature of the imperfections. Pores resulted in the cross-sections; they are found to comply with the standards 4 in terms of both maximum allowed size and total area.
As the processing conditions with a laser power of 1700 W must be excluded due to incomplete or non-uniform penetration and given that an increase in power results in extended FZ and HAZ, one may infer that processing in the condition corresponding to the center of the experimental plan results in successful welding on L-joint configuration; as this condition is based on previous optimization of square butt welding of 3-mm-thick plates of the same alloy, 11 it must be concluded that outer access to the joint allows to effectively transfer the conclusions.
Microstructure and microhardness
Different metallurgical zones are generated by the welding process, namely, the base metal, the HAZ, and the FZ. Indeed, as thermal gradient is experienced from the weld pool to the base material, a non-uniform microstructure is produced moving from the core of the FZ (Figure 9), across the HAZ (Figure 10) toward the plates (Figure 11). The final microstructure is ruled by cooling; same grain shapes and phases are found, irrespective of the processing parameters, although the extent of HAZ and FZ depends on the welding conditions, as discussed in the relevant section.
Microstructure in the FZ; welding condition corresponding to the center-point of the experimental plan.

Microstructure in the HAZ; welding condition corresponding to the center-point of the experimental plan.

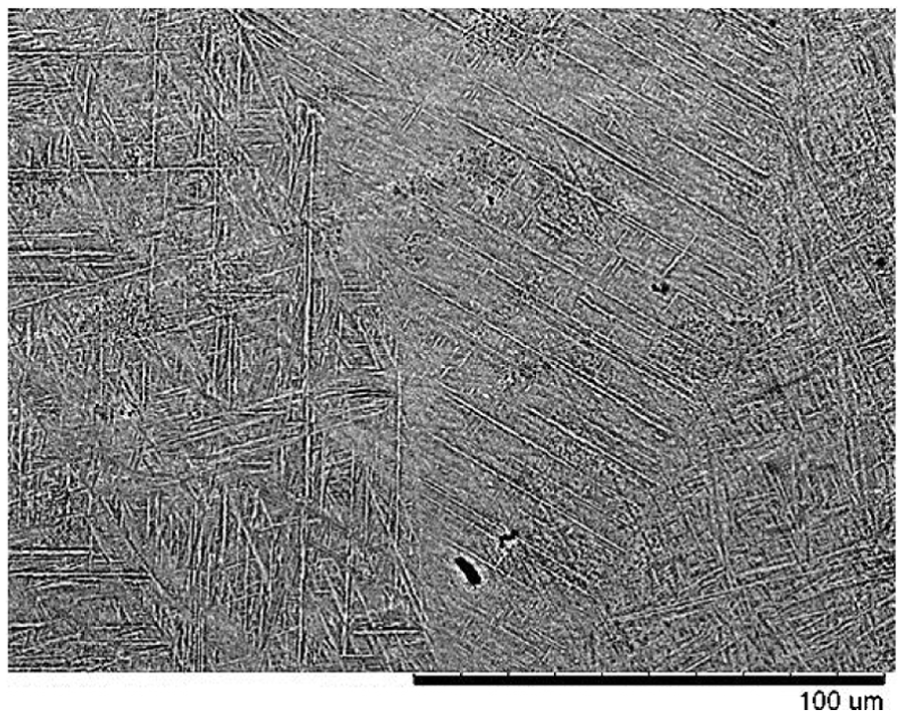
Microstructure in the base metal.
As concerning the grain size, a dependence on the processing conditions is expected; indeed, lower cooling rates are inferred to be in place in case of higher power or lower processing speed, thus resulting in increased grain size. 11 Moreover, based on comparisons with referred metallographic analysis, 19 a fully martensitic microstructure consisting of thin acicular alpha martensitic lamellae is found in the FZ; grain growth in the direction of the heat flow resulted and a non-diffusional transformation from beta to alpha martensitic structure occurred as the threshold cooling rate of 410°C/s is deemed to be overcome during cooling from a temperature above beta transus. 20
Further findings can be drawn from microhardness testing. As expected, the trend (Figure 12) depends on the variation of microstructure in FZ and HAZ with respect to the base metal and is affected by the welding thermal cycle. Namely, as a consequence of martensitic transformation, an increase in hardness to 9% at least to 17% at most is found in the FZ with respect to the unaffected metal where a range of 330 ± 10 HV0.3 is found. An attempt has been made to assess possible dependence of the maximum hardness on the processing parameters, although a relation should be expected as a consequence of the affection on the grain size; slight differences have been found to clearly infer these assumptions in the current investigating domain, although the extension of FZ and HAZ (i.e. the distance to recover the reference value of the base metal) clearly depends on both power and speed.

Vickers microhardness trend in the cross-section, at mid-thickness of the welding bead, as a function of the distance from the center of the FZ.
Conclusion
Sound joints have been obtained under the experimental conditions. As special care must be taken to prevent oxidation, a specific device for both clamping and shielding has been proven to be useful to this purpose. Low distortion resulted with respect to the nominal 90° angle on the clamping device, although it has not been possible to assess a dependence of the distortion on the processing conditions. Similarly, given their random nature, a proper correlation with the governing parameters is not feasible for imperfections such as UCs, R, and EP. Nevertheless, the expected trends have been found for other geometric responses such as the width of the bead crown and the extent of both the fusion and the HAZs, whose dimensions are found to depend on the heat input. Pores resulted in the cross-sections, although in compliance with usual standards for aerospace.
With respect to the metallurgy of the joints, the typical microstructure of laser beam welded titanium resulted; namely, transformation from beta to alpha martensitic structure occurred, thus resulting in an increase in Vickers microhardness in the FZ.
An optimal processing condition is suggested to reduce the extent of the HAZ, as well as imperfections which would result in decreasing the mechanical properties. This condition would allow to successfully weld in L-joint configuration from easier outer laser access.
Footnotes
Academic Editor: Shan-Tung Tu
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors acknowledge the Italian Ministry for University and Research (MIUR) for funding this research activity through PON01_01269 ELIOS.