
Abstract
This article provides an intensive review of the past and current research work on the solid-state recycling of light metals. The review includes an experimental aspect of the relevant works that clearly clarify the effects of several critical factors noted as chip preparation, reinforcing phases, die geometry, process parameter selection and performance of miscellaneous methods over the quality of the extruded profiles. Likewise, reviews of numerical and analytical works on the solid-state recycling were presented to understand the strengthening phenomena of chip-based billet through the plastic deformation. Finally, concluding remarks underline challenges of direct recycling method and subsequently highlight the potential future work on making the method as a promising alternative for sustainable manufacturing agenda.
Introduction
In general, solid-state recycling is a process of recovering metal chips through direct conversion by means of plastic deformation into final product. This method is against the conventional recycling practice where melting is a mandatory procedure. The solid-state recycling method can result in much better metal yield than the conventional way. The common steps associated with the solid-state recycling are pulverizing the metal chips, cleaning, drying, cold compaction and finally sintering or hot extrusion followed by cutting to the desired length. The method varies depending on the processing route. Powder metallurgy approach and plastic deformation (e.g. extrusion, rolling, conform and direct forging) or combination between them are possible as illustrated in Figure 1. The excellent chip’s consolidation process was obtained in hot extrusion 1 because this method is capable of crushing the oxide layer surrounding the chip surfaces and promoting a sufficient weld bond under an excessive plastic strain and pressure generated during the operation. The metals that are currently applied in the direct recycling include magnesium, iron, copper, aluminium, titanium and certain cast iron as reported.

Flow chart of the multiple solid-state recycling methods by plastic deformation and powder metallurgy approach.
High production of vehicles for transportation nowadays causes high contribution of greenhouse gas (GHG) emissions influencing air quality and contributing to global warming. The GHG emissions contributed through transport sector worldwide are depicted in Figure 2. It represents about 19% from total contribution and this number is considered huge. The major part of GHG emission savings derived from lightweighting strategies can be attributed to road vehicle impact. The application of lightweight materials is very effective and directly impacts CO2 emissions; for instance, 100 kg saved on the mass of a car is equivalent to a reduction in 9 g of CO2/km. 2 The lightweight strategies in transportation can be accomplished by employing some selected light metals such as aluminium, magnesium, titanium and beryllium alloys.

The percentage contribution of different sectors to GHG emissions. 3
As far as economical aspect is concerned, aluminium and magnesium are more reasonable for automotive applications. Aluminium gained their reputation over other materials due to their relatively high strength, excellent corrosion resistance, low maintenance cost, high strength-to-weight ratio, good toughness, greater joining capability and easy-to-deform plastically. Metal such as magnesium is lighter and stronger than steel. It possesses a noble application in the field of automotive by owing excellent mechanical properties, high dimensional stability, good ductility, high machinability and good corrosion resistance. In this review, the main focus was on aluminium recycling because of its highest demand among other light metals in the automotive industry and some review focused on magnesium. Both these materials demonstrate good potential in reducing the weight of the vehicles which has a direct impact on fuel consumption and global warming.
The increasing demand of aluminium usage in transportation and elsewhere absolutely has significantly reduced energy, fuel consumption and reduced carbon dioxide emissions. 4 A rule of thumb is that 10% weight reduction approximately equals a 5.5% improvement in fuel economy. 5 The automotive sector witnessed an increase in aluminium usage from year to year as annual global vehicle production is expected to increase by 11 million to reach 67.8 million in 2009 and has expended more than 80% in the past 5 years.3,6 Therefore, the aluminium industry recently has doubled the effort and devoted significant resources to support the automotive industry for their future growth.
In a case study carried out through life cycle assessment (LCA) on an Australian automotive component by some authors, aluminium is found to demonstrate higher energy consumption, global warming potential (GWP) and acidification potential 7 during the production phase with respect to the other considered materials. 8 Today, the secondary aluminium stream is becoming an even more important component of aluminium production and is attractive because of its economic and environmental benefits. These can significantly improve sustainability of aluminium fabrication industry. 4 Nevertheless, the conventional recycling is characterized by high-energy consumption, high operating costs and a large number of operations involved. 9
Primary aluminium production needs 31.1 GJ/ton aluminium to reduce aluminium from alumina whereby aluminium by secondary production consumes about 10 GJ/ton of energy of the material, making up about 5%–10% of the energy in the primary aluminium output.2,10 The trend appears to increase in the subsequent years. In 2030, a recycling rate of 50% aluminium is expected. 11 The figures indicate that the demand for energy in a secondary aluminium processing through remelting is increased significantly. Energy rises for remelting subsequently increase the carbon footprint released in atmosphere affecting climate change. Although there have been several successful efforts to improve energy efficiency of melting furnaces since the 1980s, nevertheless, the energy consumption for secondary aluminium production can still go up to 20 GJ/ton depending on the condition of aluminium scrap, production facilities and processes.12,13 Therefore, reducing the energy consumption in all aspects of product manufacturing is becoming the primary concern in the upcoming decades not only because of the demand for the increase in the product but also due to the prospective stricter governmental policies on climate change in most of the countries. 14
In the case of aluminium chips, the conventional recycling method was unfavourable due to a significant metal loss. The thin shape and a large surface area of chip-to-volume ratio result in substantial losses during melting because the melts can be easily vaporized at high temperature. There are further losses during casting counted to about 8%. Later, during the processing of aluminium ingots, there are losses amounting to about 18%. Therefore, ultimately no more than 54% of the metal is recovered. 15 The proportion of metal yield during conventional recycling of aluminium turnings is shown in Figure 3. Approximately 45% losses were found in the form of casting scraps, melting losses, dross, extrusion scraps and butt, thus supporting the findings by Gronostajski et al. 15 Due to these reasons, an alternative approach that can be suggested to overcome the material loss in recycling by remelting and subsequently minimizing the energy usage is the direct recycling of aluminium waste in the form of chips into a chip-based semi-finished or finished products through the mechanical pressing operation, which was first patented by Stern. 16

Proportion of metal yield during conventional recycling of aluminium turnings. 9
The benefits of solid-state recycling or direct conversion of aluminium and its alloys are perceived important by the researchers as it could reduce fund spending on environmental protection and save the earth by reducing carbon footprint during the extraction of aluminium from its ores and secondary processes. The direct conversion of aluminium chips fewer in steps involved, higher recovery efficiency, low generation of new scraps and capacity of producing good material characteristics such as low porosity, high hardness, density of relatively exceeding 95% and comparable or better tensile strength than those metallurgically produced materials.9,17 On top of that, it deploys only 5% of the total energy needed for conventional recycling and less effect to environment. 17 Compared with conventional recycling, the direct conversion of aluminium scrap into a compact metal may result in 40% material, 26%–31% energy and 16%–60% labour savings. 18 Therefore, the general cost of the aluminium process can be reduced by implementing the direct recycling method. The notable benefits have attracted more researchers to further explore the potential of this new recycling method. However, despite great advantages of this method, its adoption by industry has been very sluggish so far. The notion of that property improvement is uncertain. 19
It is essential to discuss and highlight various factors to ensure that solid-state recycling of the above light metals is successful so that the applicable advantages can be fully understood. This article reviews the evolutionary progressing towards the solid-state recycling techniques of light metals which demonstrates how different factors and advancement in the techniques reflect the property enhancement of the extruded profiles. The key techniques of direct recycling to be covered here are mainly focused for hot extrusion and powder metallurgy, while other approaches will be discussed in the dedicated section. Overall, this article covers the effects of the chip preparation method, reinforcing phase and mixture of different metal alloys, die geometry design, processing parameters and performance of miscellaneous direct recycling techniques. Finally, some challenges that are required to be overcome in the solid-state recycling method to realize its technological feasibility are also discussed in the concluding remarks.
Experimental studies of solid-state recycling of aluminium
A number of experimental works had been attempted to optimize the quality of the extruded profiles through the solid-state recycling. The influences can be due to the material-based parameters such as chip constituents, including types of chip, reinforced materials and their morphology. While for the process-based parameters, method of chip cleaning, compaction strategy (cold/hot, the force applied and compaction layer), heat treatment and types of plastic working method include the process parameters were the critical aspects to be taken care. As for the geometry-based parameter, the die design determines the level of strain and pressure imposed to promote the inter-chip welding quality during the plastic deformation. All factors with their category are summarized in Figure 4.

Factors influencing the solid-state recycling of aluminium chips, according to each category.
Effects of chips and billet preparation
In direct recycling, the quality of chip-based finished products produced by plastic deformation is significantly affected by the way chips are prepared for consolidation at pre-processing stage. In recent years, hot extrusion and powder metallurgy techniques gained great attention in the direct recycling of aluminium chips. Generally, the powder metallurgy route requires compaction and sintering, while extrusion method applies compaction and plastic deformation for chips’ consolidation. It was reported that the direct extrusion of aluminium and copper powders is possible. 20 It bypasses the sintering process, which is a common step for powder metallurgy. The billet was successfully produced by cold compaction and extrusion. It was found that the products made of aluminium and copper powders are capable of achieving final density that is almost equal to the theoretical density. These findings imply that light metals in the small form (powder/chip) can be easily consolidated and promising a recycling of swarf with very impressive results through the extrusion. The several factors identified to influence the final quality of the chip-based recycled product during the chip’s preparation are amount of pressure and duration of cold pressing, method of cleaning, chips softening, chip types, and their morphology.
Prior to hot extrusion, chips are normally undergoing pre-compaction to form a billet of a cylindrical shape. The two types of pre-compaction, cold and hot might affect the final results. Fogagnolo. 21 reported that the quality difference between the recycled material by cold and hot pressed chips was insignificant. But an increase in the pressing pressure or pressing time during pre-compaction produces higher degrees of consolidation. Tekkaya et al. 22 observed cold compaction of chips produced by turning and milling. The observed chips stacking with each other to form a billet. Although the chips were plastically deformed during the compaction, but no any cohesion was developed and their primary bonding was due to the chips’ interlocking mechanism. The billets produced are structurally instable by this mechanism. The direct powder metallurgy method was also attempted in direct aluminium recycling. 23 Heat and a low pressure were used on granulated aluminium to soften the particles and reduce the springback action. The results showed that the method was inferior by 9–12% in green density, 2–13% in compressive strength, and 18–29% in Brinell hardness as compared to the sintered part using the commercial aluminium powder, pressed at 360 MPa.
In direct recycling, chips could be produced from distinct processes with different shapes and forms. It was reported in Güley et al. 10 study that the 1050 aluminium alloy in the pin forms was mixed with 6060 aluminium alloy chips. Findings revealed that no optical difference can be seen between the extruded profiles and as-cast billets’ microstructures. The profiles of the AA6060 and AA1050 composites had an intermediate character between the AA6060 as-cast billet and the AA1050 source material in the tensile test results. In addition, Tekkaya 22 also investigated the properties, yield behavior, microstructure and drilling behavior of the extrudates processed by the direct hot extrusion. The re-use chips of aluminium AA-6060 alloy derived from milling and turning operations with different sizes and shapes was used. The mechanical properties of the seam welds surrounding the chips are nearly as good as the properties of the base material. The yield strength (YS) of the extruded chips is comparable to solid billet extrudates. The chip formed tend to have a reduced size in overall when the drilling was carried out on the profile extruded from recycled chips.
The purity and cleanliness of the chips affect the bonding quality in hot extrusion. Impurities had been found reducing the bonding quality which can lead to hot tearing in all chip-based profiles. 24 Degreasing in the chip’s cleaning pre-processing can be carried out either by the chemical or thermal means. It was recommended to use acid and/or hydroxide for removing surface oxides after a thermal decoating process and chips’ annealing prior to deformation.23,25 The cleaned and annealed chips exhibited higher green density compared to chips without undergoing the both processes. 23 These because the cleaning and annealing steps can reduce oxide content, impurities and soften the chips to considerably produce a dense billet. 26 Practically, segregation of different aluminium alloys according to their families is very much encouraged to achieve a high quality chip welding during the deformation processes. 27
Overall, the chip’s morphology influences the quality of the chip-based extrudate if insufficient stress and strain are applied during the plastic working. Therefore, minimum level of stress, strain, and temperature conditions are required to create a sufficient metallic bonding. Principally, the chips both produced by turning or milling are suitable in the direct recycling and mixing the chips of different forms are also possible. The chip’s cleaning prior to cold pressing and hot extrusion is necessary. In economic direct recycling, the cold pressing and hot extrusion route is more preferable than the hot pressing and hot extrusion route due to the cost-benefit ratio. 21
Effects of reinforcing phase and mixture of different aluminium alloys
The effects of adding the reinforced materials to consolidate the chips were noticeable in terms of their mechanical and physical properties. In the case of composites with the reinforcing phases introduced, the amount, form and size of these phases are crucial aspect to final product. The reinforced phases possessed the capability to restrict the free movement of dislocations and increase the yield and the tensile strength, but often a trade-off of porosity that could reduce these properties as well. 28 Recycled aluminium in the form of chips can be used to develop material for bearings. To date, there have been researchers who had attempted to produce bearings from different aluminium-based composites.29–31 The composites were conventionally produced through the aluminium powders with the addition of silicon, silicon-carbide and graphite as reported. 32 Due to the potential of re-using the recycled aluminium chips in bearing composites, the production process is described and discussed here.
Fabrication of composites from Al, AlCu4 alloy and AlMg2 alloy granulated chips with different amounts of tungsten powder addition (≈80 mesh size) was proposed by Gronostajski et al.17,33 Composites with low porosity, good diffusion bonds and relative density exceeding 98% were obtained with tungsten powder addition. The heat treatments on Al and AlCu4 base composites increase the strength, meanwhile the ductility is decreased slightly. Direct conversion of the granulated aluminium chips and its alloys (AlMg2 and AlCu4) into finished products through the hot extrusion process were clearly reported in Refs. [15, 18, 34]. The reinforcing phases introduced were aluminium oxide, tungsten, carbon, ferro-chromium and aluminium–bronze comminuted chips. The findings reveal that the relative densities of the composites after hot extrusion are almost identical (over 98%) as those of solid materials made from aluminium powder with the hardening additions. A tungsten powder addition and the aluminium oxides formed during the process improved the strength and hardness properties. According to Fogagnolo et al., 21 the oxide content when introducing Al2O3 hardening phase in recycling aluminium alloy chips caused the higher ultimate tensile strength (UTS) of the recycled composite material compared with the original composite.
Carbon addition results in discontinuities in the structure of the composite and thus impairs the strength and plastic properties of the composite. For ferro-chromium composite, a smaller fraction of granulated chips results in better mechanical properties due to uniform distribution of the ferro-chromium phase in the aluminium matrix. The effect of different presintering medium neither in the air nor vacuum was negligible. The fracture strain of the composites increases with temperature and decreases with ferro-chromium content. A good tribological properties were obtained in composites with the comminuted aluminium–bronze chips. The strength and plastic properties have met the requirements for bearing materials. 18 Bearing from aluminium–bronze composites was also developed by Chmura and Gronostajski 35 and Gronostajski et al. 36 through cold compaction and hot extrusion. Hot extrusion did improve the density to above 95% of the theoretical density of the materials and hard phases were created.
Another variant of bearing composites from aluminium waste were also reported developed and reinforced by the granulated composites of CuAl12, CuAl12Fe12Ni4 and CuAl14Fe4Ni4.1,28,37 The mixtures were subjected to cold compacting, preheating, hot extrusion and heat treatment. Bearing materials with good mechanical properties were obtained successfully without intervening metallurgical process. The results from X-ray diffraction (XRD) revealed that because reciprocal diffusion of copper and aluminium took place, very hard phases were created which improved tribological properties.28,37 The diffusion and annealing had caused a decrease in the mass wear and friction coefficient of all developed bearing composites. Gronostajski et al. 1 observed a very small effect on the wear intensity when a different type of reinforcing phase (CuAl12Fe4Ni4 and CuAl14Fe4Ni4) was used and the lowest friction coefficient values obtained were not influenced by the size of reinforcing phases and pressure. The weak bonding between the aluminium matrix and reinforced materials caused the slightly poor performance in the mechanical properties and this can accelerate the wear of bearing composites. The effect of this kind of reinforcing phase and applied fractional reduction on the hardness is negligible, but improved tremendously at maximum temperature and annealing time. 1 All bearing composites developed by Gronostajski et al. 1 and Chmura and Gronostajski28,37 experienced low diffusion bonding after the hot extrusion. As a countermeasure, the heat treatment applied had considerably improved diffusion among bearing composite structure and subsequently enhanced tribological properties, hardness, tensile and compressive strength of the respective composites.
Mixing different chips of AA6060, AA6082 and AA7075 was investigated by Schikorra et al. 38 which were then compacted and hot extruded. They found that joining takes place among alloys. The mechanical properties of the profiles are 5%–10% lower than those of cast billets. Despite, the extrudates with mixed chips had increased strength of the original chips. As a consequence of increasing strength of the mixed alloys, surface defect will tend to emerge and this needs a proper extrusion parameter selection to prevent it from triggering out.
Direct conversion of granulated Al-2014 scrap alloy with Al2O3 Saffil fibre into final products by hot extrusion has been introduced by Samuel. 39 Sintering process was carried out in between cold compaction and hot extrusion. The composites exhibit that Saffil ceramic fibres have a more uniform and homogeneous distribution and pores are healed after extrusion process. It was found that the composites have been significantly strengthened better than Al-2014 conventional alloy at ambient temperature until the maximum temperature of 360°C. The UTS and YS are increased to maximum with 10 vol% Al2O3 Saffil fibres at 270°C. The best combination of strength and stiffness was obtained from small Al-2014 granulated scrap size with 10 vol% Saffil ceramic fibre because composites at small fibre content show very good internal cohesion. The possibility of adding SiC particles to the distinct chip geometry of aluminium 6060 alloy chips was tested by Tekkaya et al. 22 The trials failed because the particles caused destruction in many spots of the extruded profiles and the surface was rough. The tensile tests revealed a reduction in flow stress, which reduced the strength.
Mindivan et al. 40 attempted to produce aluminium matrix composite by the direct conversion of 6082 aluminium alloy chips mixed with fly ash. The addition of the fly ash increased considerably the hardness and the alloy exhibited superior wear than those conventionally produced. Sherafat et al.41,42 discussed the possibility of adding aluminium in the form of powder to 7075 aluminium chips in the direct conversion process and investigated the effect of powder content and extrusion temperature in the mechanical properties of the developed composites. Significant conclusions can be drawn: (1) increasing the Al powder content caused a decrease in the density and ductility and a reduction in formability of the consolidated mixture while the tensile and compressive strength are increased, (2) increasing the weight percentage of 7075 aluminium chips caused the strength to increase and the ductility is decreased, (3) rising the extrusion temperature caused an increase in the relative density, tensile strength and ductility, while hardness of the samples is reduced and (4) at constant extrusion temperature, increasing Al powder content causes the strength to decrease and ductility increases but the hardness remains unaffected. Researchers such as Sugiyama et al. 43 proved that waste from brass wire in electric discharge machine and pure copper turnings added to A7075 aluminium alloy can be directly recycled through the hot extrusion. No macro cracks were encountered on the surface of all the extruded products. On top of that, several passes of extreme cold rolling conducted on the aluminium–copper composite in the form of rectangle block were successfully reduced from 5 to 0.7 mm thickness with neither the copper nor aluminium parts separated. The aluminium–copper composite was also used as the electrode bars to engrave a Y-pattern on the hardened steel via electrical discharge machining (EDM). The Y character outline was carved successfully to a uniform depth. Other than fly ash, steel chips of AISI 1040 were added to AlMg1SiCu aluminium chip matrix. 44 Powder metallurgy process was employed in this work. The hardness and strength of the composites were increased with higher content of steel weight (%) but lowered down the fracture toughness that can cause a premature fracture failure.
In conclusion, alloying elements either from recyclable wastes or from original forms can be mixed or sometimes alloyed with the recycled aluminium chips as an additive for strengthening purposes. Cold compaction and hot extrusion can produce good bonding of aluminium-based bearing composites. The decrease in hardness of the recycled aluminium–bronze composites compared to the metallurgically produced materials could be attributed to the remaining porosities and regions without diffusion bonds in the structure of recycled materials. 35 The heat treatment applied after extrusion can significantly improve the tribological and mechanical properties by increasing the diffusion bonding and the creation of new hard phases. The main aspect to be considered is to obtain the best consolidated bearing composites by removing the oxide layer covering the aluminium chips through sufficient shear and compressive deformation. Sintering with high temperature promotes better atomic diffusions that can help to reduce porosities in aluminium-based composites. If any particles and chips were to be mixed, it is recommended to use high extrusion temperature to secure significantly high tensile strength and ductility of the extruded profiles.
Effects of die geometry
The die geometry plays an enormous role to ensure that a sound inter-particle chips’ bonding in the extrusion die is achievable. A proper die design will guarantee sufficient billet densification, chip bonding and the evolution of a desired microstructure. 15 In order to produce high-quality chip-based finished products, the use of complex hot extrusion die which can generate high amount of stress and strain to enhance solid bonding of the consolidated chips is required. 45 Some existing dies such as a porthole die and an integrated equal channel angular pressing (iECAP) tool are capable of imparting considerably high strain and pressure to cause an impressive chips’ consolidation. Figure 5 shows multiple dies employed in the direct conversion of aluminium chips with different levels of induced strain capability.
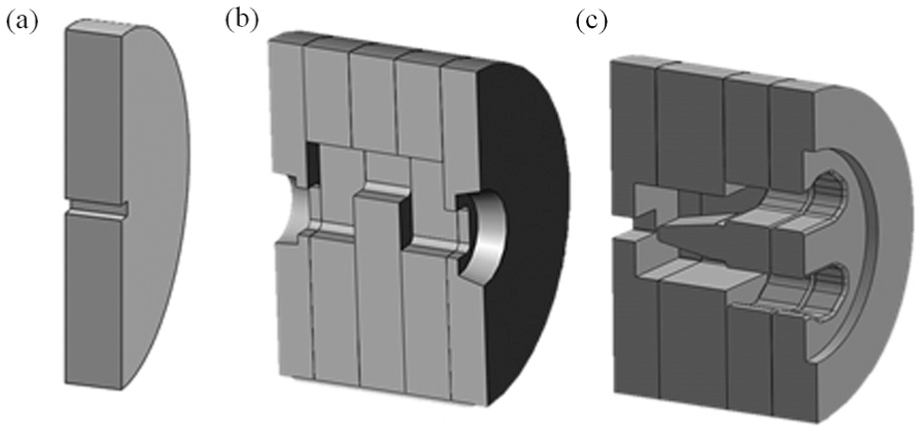
As reported, the extruded profiles were successfully produced by a modified four-turn iECAP die and a porthole die on AA6060 aluminium chips. 46 The results indicate that there are no visible voids on the profiles from both the dies. The chip-based billets extruded through the iECAP showed superior hardness and tensile strength than the cast billets extruded from the flat-face die. The performance of the flat-face and porthole dies in direct recycling of AA6060 chips was also compared. 14 Using porthole die, the chip welding and the ductility are 80% higher than the flat-face die. Meanwhile, for the microhardness and the YS, the porthole die performed lower than its rival. The microstructure of the sample extruded by the porthole die exhibited equiaxed grains and counted almost twice than the grain size revealed by the flat-face die sample before the heat treatment.
The effects of different routes of chip consolidation and dies’ design over the mechanical properties were done by Misiolek et al. 47 The AA6060 aluminium alloy chips were compacted into billets using three techniques known as traditional compaction in one stroke, multi-layer compaction and front-pad, method adapted from powder extrusion. The three types of extrusion dies used were the flat-face die (R = 8.6, v = 1 mm/s), the modified porthole die (R = 8.6, v = 1 mm/s) and ECAP die (R = 8.6 and v = 1 mm/s; R = 8.6 and v = 6 mm/s; R = 34 and 1 mm/s). The multi-layer compaction results in better density chip-based billets and at a low extrusion ratio (ER) of R = 8.6; the combination of cold compaction and hot extrusion via flat-face die does not guarantee sufficient chip bonding. The application of porthole and ECAP dies provides a sufficient chip bonding and better ductility compared to the as-cast billet extruded. The mechanical properties, in particular, tensile strength, did not change much between multi-layer and single-layer compaction. Higher ram speed or ER for the ECAP dies led to a slight decrease in strength and ductility of the extrudates due to the high generated temperature. Nevertheless, the drawbacks in this method are the high extrusion pressure needed, many die sections made the die assembly difficult, limited length of the workpiece and more material to be discarded in the die.
Researchers45,48 again employed the iECAP die to investigate the influence of the deformation route on the quality of the chip-based finished parts. But this time, the hot extrusion and cold extrusion were utilized. The hot extrusion was used to break the oxide layer covering the chips to obtain bonding of the pure metal, while cold extrusion was used to produce chip-based finished parts. Preforms in the cold extrusion experiments were fabricated by cutting the chip-based extrudates to small pieces and horizontally compacted by the extrusion machine. The fabricated preforms were used in backward extrusion to produce cans and in forwards extrusion to produce shafts. Tensile tests revealed superior mechanical properties of chips extruded through the iECAP die compared to those of chips extruded through the flat-face die. The backwards can extrusion of chip-based extrudates fabricated with the iECAP die resulted in defect-free cans for all investigated wall thicknesses, while the cans obtained from flat-face die processed chips showed cracks within the walls. Shafts without visible internal defects could be produced by forward rod extrusion of previously hot extruded chips, regardless of the hot extrusion die design. However, subsequent compression tests revealed a dependency of the mechanical properties of chip-based shafts on the hot extrusion die design.
The possibility of using c-channels’ die in solid-state recycling of aluminium alloy machining swarf by hot extrusion was also attempted. 49 The machining swarf from a cast Al–Si alloy ingot was successfully extruded through the equilateral c-channels at 600 K, under ERs of 10 and 18. At a low ER of 10, an insufficient plastic strain was generated in some regions to cause the presence of coarse residual voids and cracks. Instead, applying an ER of 18 resulted in a straight profile without warping and voids disappearing, and the gained density was comparable to that of the original ingot.
To sum up, the mechanical properties of the extruded profiles can be improved by optimizing the die design for extrusion. For the porthole die, the distribution of homogeneous oxide layers, dynamic recrystallization, high heat and high shear force experienced by the chips were the main causes of the great chips’ consolidation. While for the ECAP die, the excellent mechanical properties of the extruded profiles were principally due to the fine uniform grains in all microstructures.
Miscellaneous methods in direct recycling process
During the direct conversion of the recycled aluminium chips through the hot extrusion, some extruded profiles suffered from voids due to insufficient plastic strain, existence of grain boundary which reduces diffusion bonds, low density, inferior strength and reduced ductility for subsequent processing. For improvement, some researchers attempted to combine the hot extrusion with other processes such as ECAP, rolling, conform extrusion, friction extrusion and forging which were believed to introduce excessive pressure and plastic strain. Repetitive ECAP followed by hot extrusion was used to produce Al–Si alloy machined chips’ reinforced SiC particles’ composite as reported in the article. 50 Uniform dispersion of SiC particles and refinement of grain size was obtained in the hot extruded profiles. Likewise, heat treatment was reportedly carried out after hot extrusion in solid-state recycling. 51 The extruded rod was solution-treated at a temperature of 415°C for 24 h in an argon atmosphere followed by oil quenching, and finally aged at temperatures of 170°C and 215°C to improve the mechanical properties. Other than that, direct recycling can also be done by other means as described below.
Extrusion and rolling method
Suzuki et al. 52 proposed method of aluminium chips’ recycling by hot extrusion and hot rolling with T6 heat treatment. The hot rolling was performed in two conditions: normal and differential speed rolling (DSR). The tensile strength of the recycled materials obtained after 580 K was slightly superior to non-recycled (NR) material. In strength and elongation, the DSR-based consolidated chip is outperformed than the normal-based rolling and obviously at larger rolling reduction per pass. The smaller grain diameters obtained for the recycled materials increased ductility for subsequent forming processes. In corrosion resistance, both the recycled and NR materials are comparable.
The possibility of recycling Al–Si alloy machining swarf (AC4CH) using cold extrusion and a subsequent cold rolling process has been explored. 53 The produced specimens were straight without warping. No grain boundaries were observed in the rolling-recycled material probably due to severe cold working. The recycled materials had higher strengths than the original AC4CH ingot. The combination of extrusion and rolling on the recycled material results in considerable strength and density improvement than recycled by the single extrusion.
Allwood et al. 54 investigated recycling of aluminium 1050A-H14 scrap by compaction, flat-rolling and forwards extrusion; all are performed separately. The findings show that chip bonding will increase with the increase in the ER, while lubricant applied does not show a significant reduction in ram force. An ER above 4 coupled with 20° die angle was found necessary to achieve sound chips’ bonding. The deformed sheet metal was unstable with extensive edge cracking and a little bonding occurred.
ECAP method
The technique of severe plastic deformation (SPD) such as ECAP die can also be incorporated in solid-state recycling. ECAP is a manifestation of SPD technique. It was reported by SPD that the microstructure and texture of magnesium and aluminium alloys bar exhibited an excellent combination of strength and ductility. The gain in the mechanical properties can be attributed to the synergy of fine-grained microstructure and favourable texture promoting basal slip.55,56 Other than that, consolidation of Al–SiC powder to the extruded profiles was successful by another emerging SPD technique called forwards extrusion-ECAP (FE-ECAP) which resulted in higher hardness, strength and ductility than that of the FE extruded profiles for the same alloy composition due to accumulated strain and dense part in FE-ECAP. 57 Figure 6 illustrates the concept of FE-ECAP die. In ECAP, the grain size refinement due to dynamic recrystallization and shear deformation in the die as well as uniform dispersion of oxide contaminant during hot pressing were the main reasons for the enhancement of the mechanical and physical properties in the ECAPed recycled material.58,59

Two-dimensional schematic view of the FE-ECAP die. 60
In direct aluminium conversion, the ECAP method as an alternative approach was performed on the automotive aluminium scraps.24,25 The effects of heat and chemical cleaning methods on the chips were also studied. The chips’ cleaning through heating was done by heating up the sample at high temperature, while in chemical cleaning acetone was used. The findings show hot tearing on all surfaces after both one pass and three passes. No metallic bonding was found between particles that experienced only cold compaction. The temperature was found to affect the deformed part significantly. A fully dense solid bar was obtained from the aluminium particles by performing only one deformation pass at 450°C. Using thermal methods, the lubricant and acetone on aluminium turnings scrap can be decomposed successfully at temperature around 290°C. The ECAPed specimens show hot tearing after two passes and impurities are also encountered.
Conform method
Recycling viability of aluminium trimmings through a conform process directly into the extruded products has been tested. 9 The aluminium in granule form was directly extruded in these trials. The process successfully produced the wire, rod, bars, solid shapes and tubes from the trimmings. The mechanical properties of the extruded products are very similar to the properties of products obtained by billet extrusion.
Friction extrusion
Another variant in the method of solid-state recycling is friction stir welding (FSW). This method involves joining and microstructure modification of the part with no heat for melting and casting required. It may also be considered as one of the SPD processes. 61 In this work, AA2050 and AA2195 aluminium chips were compacted and the hollow cylindrical rotating die is moved downwards to push the billet to exit through the central hole as an extruded wire. A schematic set-up of this process is illustrated in Figure 7. The quality of the extruded wire mainly depends on the extrusion temperature and die rotational speed. It can be noticed from the results where cracks are encountered on the wire whether using too high or too low in die rotational speed and high speed is associated with high-temperature generation during friction extrusion which led to equiaxed and recrystallized grains. Positive response to post-extrusion heat treatment was observed with increasing extrusion power and in the process solution heat treatment of the wire with sufficient extrusion power. The ductility of defect-free wire was demonstrated by the absence of cracking in 5T bend tests.

Friction extrusion set-up. 61
Forging
Bulk mechanical alloying (BMA) through cyclic cold compaction and cold extrusion followed by hot forging in the solid-state recycling of magnesium chips (AZ91D) and aluminium–silicon alloy were reported.50,62 The BMA involved repetitive plastic works to consolidate the chips. The system was developed in such a way that in one cyclic load, cold-compress was done in two cycles consecutively, and cold extrusion was carried out in a single cycle and the whole cycle was repeated for 100–500 times. All were done by the automatic computer control. After BMA, for AZ91D material, the final process was followed by single hot forging, while for aluminium–silicon the compact was subjected to warm-pressing and warm powder forging until near-net shaped before final sinter-forging. The relative density of about 80% was obtained in both the cases during BMA. The overall results can be briefed as follows:
Increasing cyclic load in BMA will cause fine Si particles distributed uniformly in the compact.
High BMA cycle causes Fe additive particles to progressively dissolute into the Al matrix leading to hardening. The hardening was contributed by the work hardening, solid solution of Fe and precipitation of Al–Fe intermetallic, similar to that found in BMAed green compact of AZ91D alloy.
Full densification was obtained at a temperature ≥673 K, shown via BMA; the part can be easily net-shaped to lightweighed automotive parts.
The relative density of each forged specimen obtained is more than 99% for AZ91D alloy.
Hardness of the MBAed AZ91D alloy materials after hot forging increases with increasing BMA cycles.
The UTS values of direct hot forged parts are superior to the as-cast AZ91D alloy.
In conclusion, even though all the recycled materials had reached a final density of more than 99%, the long duration of the whole process cycle is becoming great disadvantage for adopting this approach in the direct recycling of machining chips.
To further optimize the energy consumption in hot forging, the two intermediate processes of cold-compact and preheating can be eliminated. Studies by Yusuf et al. 63 and Lajis et al. 64 incorporated optimization of process factors through the response surface method (RSM) to identify and obtain the best setting results in optimal UTS. The hot forging was carried out on AA6061-T6 chips. Factors included in the study were pre-compaction cycle, holding time, pressure, chip size and temperature. The sequence of the experimental works can be seen in Figure 8. Analysis of variance (ANOVA) in RSM concludes that the chip size has a more significant effect than the temperature. This can be related to the small amount of oxide content on the smaller chips. The temperature plays a significant role in chip bonding by solid diffusions. The maximum UTS obtained was 174.78 MPa, about 53.3% from UTS of as-received material at operating temperature and pressure of 520°C and 70 MPa, respectively. The linear correlation between the temperature and UTS can be observed in Figure 9. At high temperature, atoms of solid solution diffuse to form small precipitates and act as a barrier to prevent dislocations, enhancing the strength of the hot forged chips. Overall, higher temperatures result in better mechanical properties and finer microstructure.

Schematic diagram for hot press forging in direct recycling of chips.

UTS and YS values at distinct operating temperatures in hot forging. 63
The historical developments pertaining to the experimental study of aluminium and its alloys under the solid-state recycling with the detailed aspect of the study are chronologically tabulated in Table 1.
Summary of experimental study of solid-state recycling of aluminium and its alloys.

ECAP: equal channel angular pressing; BMA: bulk mechanical alloying; ER: extrusion ratio; RSM: response surface method; iECAP: integrated equal channel angular pressing.
Effects of processing parameters
The influence of process parameters on aluminium chips bonding is huge. The effects of chip characteristics, extrusion conditions and types of reinforcement on the extruded profiles are very important.22,65 For a good bonding of granulated chips, the large plastic deformation was needed. Suzuki et al. 65 studied the influences of chip characteristics and extrusion conditions on the properties of a 6061 aluminium alloy. Tekkaya et al. 22 investigated the effect of chip type and the type of reinforcement on the mechanical properties of the extruded profiles from AA6060 chips. Researchers18,33 concluded that the factors contributing significantly to the bonding in the direct conversion of aluminium chips are as follows: (1) the content, shape and size of the reinforcing phase; (2) the chip morphology; (3) the pre-molding parameters; (4) the geometry of the extruding dies; (5) the degree of extrusion work; (6) the lubrication method; (7) the types of lubricants; (8) the temperature and (9) the speed of extrusion. Figure 10 shows the factors affecting the quality of the chip-based recycled material in the solid-state recycling method.

Types of process parameters contributing to quality of chip-based recycled material in solid-state recycling.
Effects of temperature and extrusion speed
Gronostajski et al. 33 elaborate that the good diffusion bonds and very low porosity of the extruded composites are obtainable at high extrusion temperature. The combination of high heat and low extrusion speed enables the matrix material to flow plastically into the pores and voids, and thus allows longer inter-particle diffusions. Jahedi et al. 68 commented that performing the extrusion process at high ram speeds leads to a drastic change in the space between particle chains at the surface of the specimens. Particles at the centre location of the extruded part would not receive the effect of the friction from the surface. By increasing the ram speed, the particles move collectively in larger distances, therefore shortening the diffusions. On the top of that, the ram speed has minor effect on the densification of the samples. By increasing the ram speed during the forwards extrusion, the reinforcements rearranged according to the forces acting on them. This produces an oriented microstructure along the extrusion direction (ED). An acceptable compromise between the stress concentration and the strain and stress fields can be achieved to gain higher mechanical properties and it is normally initiated at the ram speed ≤2 mm/s. The high deformation temperature promotes particle precipitation and realizes interfacial bonding between chips. Chips from alloy exhibits excellent tensile strength when consolidated at a significant high temperature and at the same time contributed to poor grain refinement ability. 69
Effects of die geometry and ER
The use of appropriate die geometry combined with the right extrusion parameters could produce good quality of extrudates from the recycled chips. Fine grain size and good bonding are closely related to ER. The significant high ER will largely extend the dynamic recrystallization to guarantee the grain refinement. It also contributes to higher UTS and elongation attainment. This is because the thin oxidized layers on the scraps were completely broken into pieces by high compressive and shear forces which will stimulate the individual chip bonding. 66 Guley et al. in their study found that through the flat-face die, an ER of 10 did not guarantee a sufficient chip bonding. While at the higher ER, the extruded profiles were found to gain superior strength and ductility. The profiles extruded with 68:1 ER are superior in strength (21%) and ductility (15%) compared to the profiles extruded with 34:1 ER by the flat-face die. They subsequently confirmed that by the porthole die, at ER ≈ 10, the profile strength was equivalent to the profile extruded by the flat-face die at ER ≈ 68 and in ductility, the porthole die performed better. Later, a study by Fogagnolo et al. 21 led to findings of lower ER (ER = 6.25); hot press and hot extrusion were needed to obtain good consolidated chips. They also avoided milling step in their work and found recycling can still occur. It was recommended that an ER above 4 with an aspect ratio other than 1:3.8 and at least 50% extension strain were necessary to achieve significant bonding on the chip-based billet in cold extrusion.53,54 Meanwhile, Tekkaya et al. 22 proved that the influence of chip morphology on the tensile properties is negligible when the porthole dies with the ER R≥30 are used. At high ER, the oxidized layers surrounding the chips were completely broken into pieces by high compressive and shear forces.
Effects of chip morphology, pre-molding and lubrication method
The geometry of the chips is an important factor in the chip compaction strategy to achieve uniform density in pre-compaction. 14 Samuel 23 commented that cold compaction pressure does affect the billet quality. At a given compacting pressure of 300 MPa, cleaned and annealed powder achieves the highest strength and hardness as compared with those without cleaning and annealing. The good lubrication improves the uniform deformation; at once, chips’ bonding is not hindered and also during the consolidating phase. 28 In terms of the types of chips, the material recycled from turning swarf exhibited insufficient bonding among the individual pieces of the swarf, as compared to that recycled by the milling swarf under the same conditions. Thus, it results in the recycled material inferior in the aspect of the mechanical properties as shown in Figure 11(a). 49 Many voids, cracks and also chip boundaries resulted in turning swarf. This suggests that the types of machining swarf significantly influence the mechanical properties of the solid-state recycled materials in circumstances where long continuous part with thin wall dimension is being extruded as shown in Figure 11(b).

(a) Mechanical properties of recycled material by different types of chips in the form of c-channel and (b) dimensions (in mm) of orifice on the die face. 49
Another interesting result was available in Wu et al. 70 These authors dealt with AZ31B magnesium alloy chips of different sizes recycled by hot extrusion. The authors proved that almost all the recycled specimens exhibit higher strength than the reference specimens, due to grain refinement strengthening. Moreover, it was observed that grain size, oxide amount and density of billet affect the elongation of the recycled materials. One of the main conclusions of the study was that there is a possibility to improve the mechanical properties of the recycled materials if the oxide dispersive distribution is reached by further process.
The size fraction of chips plays a crucial factor to control oxides’ contamination level. The oxygen concentration is proportional to the total surface area of the recycled specimens. The total surface-area-to-volume ratio is more severe than the chips’ appearance. The oxide contamination contributes little to the strengthening, but causes low elongation to failure at elevated temperatures, experimented in the blow-forming tests at 773 K. 56 At room temperature, the oxide contamination had negative effect on the mechanical properties, and likewise recrystallization was also not influenced by the oxide contamination. Due to the reason that the oxide contaminant has a detrimental effect on the plasticity of the recycled Al alloy chips, thus controlling the contamination becoming the primary concern in solid-state recycling. The increase in the fractional reduction in the chips has a very small effect on the mass wear and friction coefficient of the composites developed by the recycled chips. 37
To sum up, it was found that at high ER, excessive strain, high compressive pressure and high shear forces can be imposed on the extruded profiles to successfully break the oxide layers surrounding the chip surfaces. With the huge degree of broken oxide layers, it enhanced the diffusion among the virgin aluminium, leading to excellent chips bonding. A high ER is responsible for the strength and ductility improvement of the chip-based profiles. 68 Achieving sufficient chips’ bonding at an extremely low ER needs an extra heat during compaction, while at high ER it was noticed that the effects of heat are negligible for chips’ consolidation. By using significantly high ERs, a good consolidation for both kinds of pressed chips regardless of their temperature can still be achieved. Most of the observed poor mechanical properties of the direct recycled aluminium chips were due to the presence of large voids, indicating that the recycling method was unable to eliminate them. The process parameters employed in the direct recycling of aluminium chips are summarized in Table 2.
Summary of process parameters in the solid-state recycling of aluminium chips and its alloys.
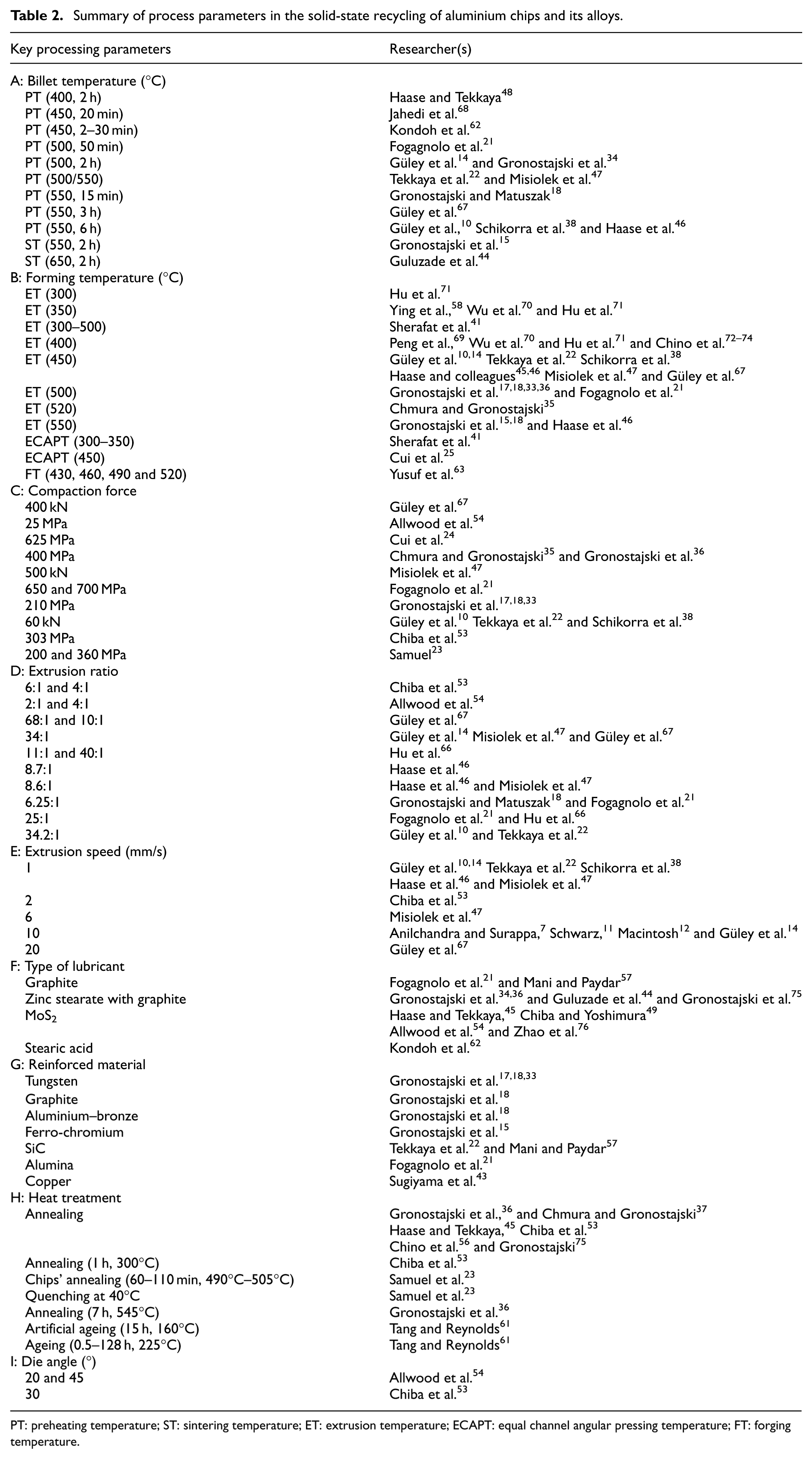
PT: preheating temperature; ST: sintering temperature; ET: extrusion temperature; ECAPT: equal channel angular pressing temperature; FT: forging temperature.
Modelling and simulation in solid-state recycling of aluminium
Modelling and simulation are useful tools to deformation processes as they allow influential state variables affecting the extruded profiles to be investigated. The advancement in the numerical simulation has eased the understanding of physical phenomena of bulk deformation and the metal behaviour during the process can be predicted accurately. Knowing these advantages, it is expected to be utilized to reduce the cost of experimental trials and die development during the solid-state recycling.
In metal forming, numerical analyses mainly based on finite element method represent a beneficial way for die and process optimization. The numerical simulation allows the local state variables’ information concerning material temperature, strain, strain rate, pressure and stress to be properly calculated by step-by-step basis. The finite element simulation can assist in predicting the cold bonding within the extruded structures with the development of an appropriate analytical model. This will lead the mechanical properties and welding characteristics of the chip-based extruded profiles to be enhanced significantly. User subroutines were sometimes implemented to manipulate the state variables based on process conditions, constitutive equations, die movement and boundary conditions to incorporate with the model derived from the solid-state welding principles. The welding quality and stress and strain distributions can be predicted in the forming die by this way. The list of articles applied the commercial finite element software to assist investigating the solid-state recycling phenomena are summarized in Table 3 and the following section briefed the stuff in detail.
Summary of modelling and analytical works in direct recycling of aluminium and its alloys.
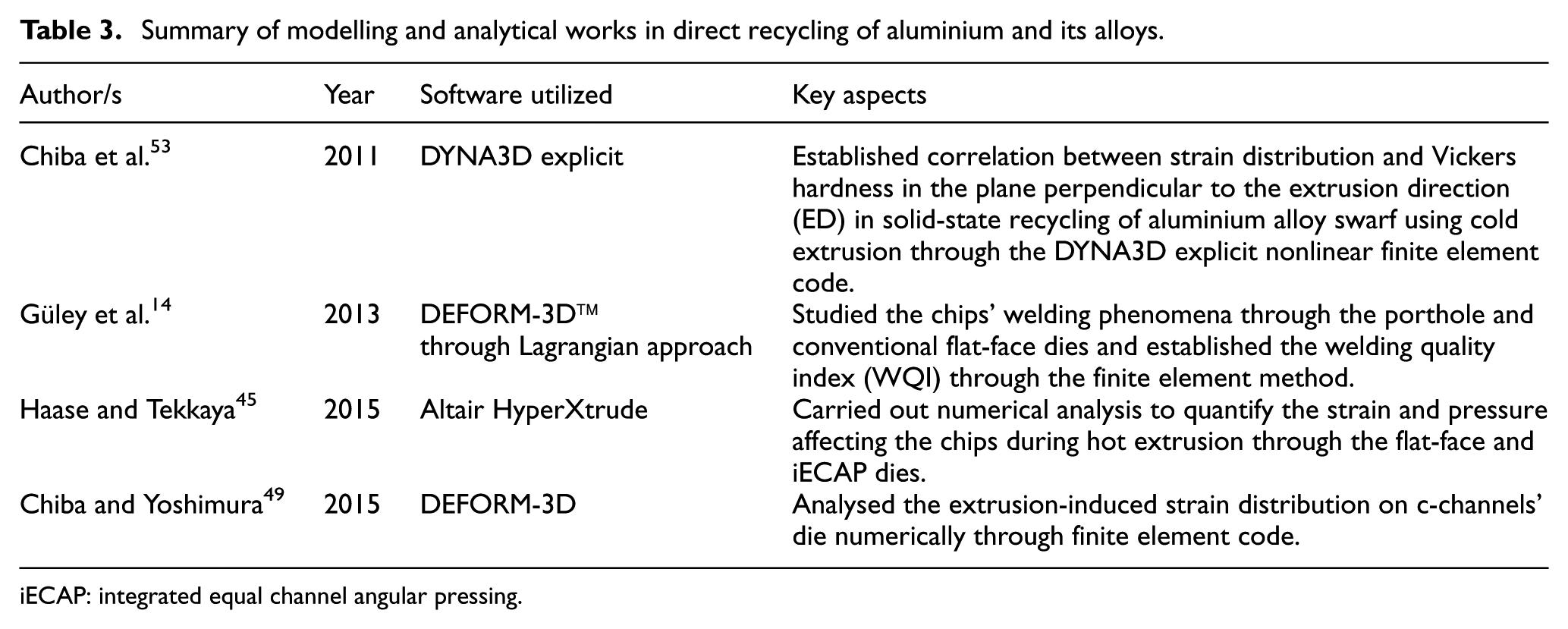
iECAP: integrated equal channel angular pressing.
Finite element simulation was used by Chiba et al. 53 to correlate strain distribution and Vickers hardness in the plane perpendicular to the ED for the extruded bar in the solid-state recycling of aluminium alloy swarf using cold extrusion. The DYNA3D explicit nonlinear finite element code was used. Since billet is axisymmetric, only a quarter of a billet was run and the ram speed was fixed at 10 m/s to reduce the computing time. The aspect and ER ratios for die were 1:1.8 and 4, respectively. The flow stress data were obtained experimentally via uniaxial compression tests of the annealed AC4CH ingot at room temperature. The results in Figure 12 show an acceptable agreement between the equivalent strain distributions obtained through the simulation with regards to the Vickers hardness. The trend shows that the hardness is superior towards the outermost surfaces given by the graph whereby the equivalent strain value mostly exceeds 4 at the external surfaces.

Spatial variations in equivalent strain and Vickers hardness in specimen extruded for R = 4 and the 1:1.8 aspect ratio. 53
Haase and Tekkaya 45 carried out numerical analysis to quantify the strain and pressure affecting the chips during hot extrusion through the flat-face and iECAP dies. The commercial finite element software Altair HyperXtrude was used and the simulation applied symmetry planes to reduce the computational time. The strain analyses revealed that the iECAP die imposes a higher amount of strain compared to the flat-face into the processed material as given in Figure 13(a)–(b). In addition, the effect of cross sections on the amount of strain imposed on the processed material through the flat-face die is found negligible as shown in Figure 13(c). The same amount of strain was imposed on the material for flat-face dies with the cylindrical and rectangular shapes. It helps the author to reduce the experimental trials by excluding the influence of the different cross-sectional geometries of the flat-face and iECAP dies on the mechanical properties investigated.

Strain distribution over the profile cross section for different hot extrusion dies. (a) flat-face die, (b) iECAP die and (c) a flat-face die leading to a rectangular cross section. 45
The extrusion-induced strain distribution of c-channels die was analysed numerically by Chiba and Yoshimura 49 in their recent work on solid-state recycling. The DEFORM-3D™ commercial finite element code was used. For simplification, the case was treated as symmetry. The billet was assumed to obey von Mises yield criterion, was void-free and the tools were defined to be rigid bodies. The flow stress data used were similar as reported in Chiba et al. 53 The simulation results reveal that both c-channels’ die with ER R = 10 and 18 produced a non-uniform strain distribution over the cross section with the corners experiencing the highest strain as given in Figure 14. Overall, more strain was found concentrated on the side parts rather than on the back part, which, in turn, can cause higher strength and ductility obtainable on the side parts during the tensile test. Furthermore, performing extrusion at a higher ER can improve the bonding quality among individual machining swarf which will subsequently result in higher mechanical strength and elongation of the extrudate.

Spatial distribution of equivalent strain in specimens extruded at (a) R = 10 and (b) R = 18. 49
The conditions of solid-state welding during extrusions were successfully studied by Güley et al. 14 They investigated the chips’ welding phenomena through the porthole and conventional flat-face dies using commercial finite element software DEFORM-3D with Lagrange formulation. The billet was modelled as plastic, while the container, die and ram were considered as rigid bodies. The theoretical aluminium density is taken for billet density and assumed to be void-free. Linear tetrahedral elements were used. The pressure–time–flow criterion as proposed by Donati and Tomesani 77 was used to determine the welding quality in the simulation. The results in Figure 15 show that the effective strain is counted almost two times higher for the porthole die than the flat-face die at the die exit as observed. The results in Figure 16 show that the welding quality index (WQI) is higher on the outer regions compared to the core of the recycled profile and the trend is found to be similar to the effective strain values as given in Figure 15. The porthole die reveals WQI to be almost 70% higher than the flat-face die. Generally, the use of porthole die can reach WQI of above 2.0 while for flat-face only 1.2 is achievable. This explains the ductility increase in extrusions through the porthole die.

Effective strain values for the aluminium extrusions through flat-face (above) and porthole die (below) at the middle axis of the extrudate. 14
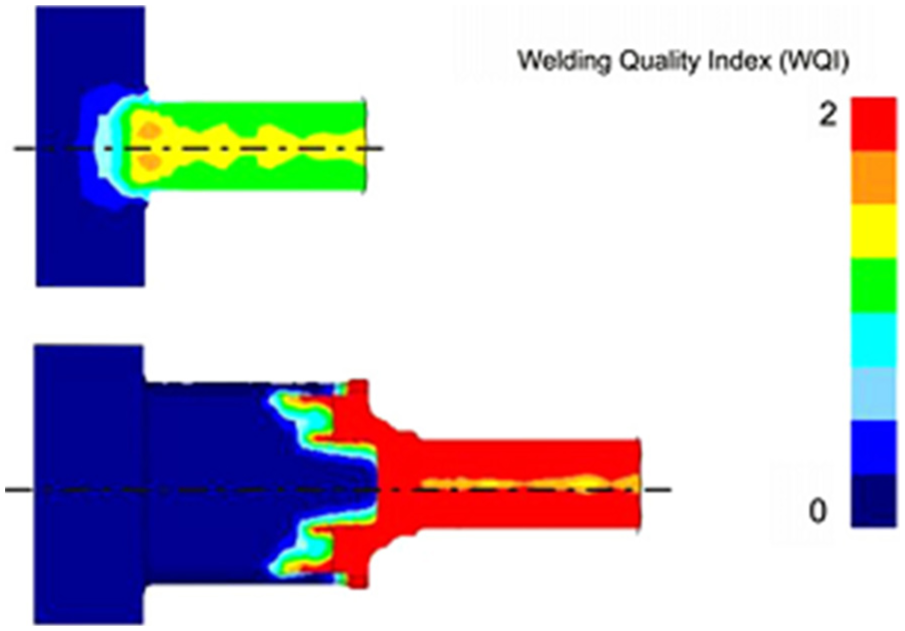
Welding quality index (WQI) as applied to extrusions of aluminium chips through the flat-face and porthole dies. 14
Prior to establishing the WQI for defining the efficiency of the solid-state welding of chips, some analytical works have been carried out by the author. The analytical formulation steps are summarized as follows:
Checking the breakage of oxide layer
Fracturing of the oxide layer is assumed to occur when the maximum shear stress at the point of observation is greater than a critical shear stress level and can be defined as

The critical shear stress level depends on the oxide layer thickness and base material temperature. The shear flow strength (k) obtained is 17 MPa using the Parvizian model. 78 To define the regions fulfilling the critical shear stress criterion in simulation, the author assumed the ratio of maximum shear stress to critical shear stress to be greater than 1.0

Determining the chip welding occurrence
The author assumes the welding will occur after the oxide layers are broken. It takes place when the K value exceeds the constant value. This value is the summation of the ratio of the mean stress (p) to the flow stress (

The quality of the welding defined by this model is assumed to be higher than the threshold value when chips flow under hydrostatic pressure.
Calculating the WQI
The integral equation (3) using the elemental data is defined as WQI by the author. The steady-state conditions are assumed to be reached for the aluminium extrusion at this point

Concluding remarks
Solid-state recycling has brought significant energy saving and mitigates the CO2 emissions in its process. The capability of this method to directly recycle metals with the large surface-area-to-volume ratio efficiently has made researchers glomming onto this area, making priority in their research agenda. The issues in global warming and energy usage worldwide have pushed the car manufacturers to consider lightweight metals in their production. These made the demand of light metals such as aluminium, magnesium and their alloys rocket significantly. Due to production nature that requires high energy for both metals, an alternative solution in processing and recycling the metals with low energy and cost-effectiveness is needed. This is where the solid-state recycling finds its role to play.
This article presents the research progress in direct recycling of light metals, vastly covering many important aspects from the technological views and its viability. The research works in this area attempting to optimize the mechanical performance of the recycled metals and trying to make it mechanically comparable from their origin alloys. A number of studies have been carried out to explore the practical aspect of the direct recycling of aluminium and magnesium since the early 1945. Going through the literature, it is found that the direct recycling is possible for light metal chips. In terms of the technological feasibility, further efforts are continuously demanding to convince the industry in implementing this method. Some challenges to deal within the area of the direct recycling are addressed below:
Mixing different alloys in chips’ recycling was found to improve the material strength; nevertheless, the unpredictable adverse effect on the surface quality will tend to emerge. 38 Therefore, a thorough investigation on mechanical and physical performances should be carried out when producing alloys from chips with different mixtures. On top of that, adopting appropriate extrusion parameters is also becoming a main agenda to ensure the subsequent processes are not hindered by the new developed alloys.
The time-consuming activities during selecting, sorting, preparing the chips, setting the machine tools and selecting the process parameters should be reduced significantly for industrial viability.
The analytical approach and design of experiment method can be proposed to optimize the process parameters leading the welding quality and the microstructure evolution of the chip-based products to be determined in advance. The finite element analysis (FEA) assisting the analytical model solutions will then ensure that recycled products with low cost and better quality are obtainable.
A few articles in the quoted literatures utilized three-dimensional (3D) finite element model to determine the welding quality throughout the chip-based extrudate structure. The pressure–time–flow criterion used in Güley et al.’s 14 work disregarded the effect of strain when the chips experienced tangential force in an extrusion. Instead, theoretical strain is needed to stretch the oxide layer on the chip surfaces for improving the weld bond. Predicting the welding quality of chip-based extrudate from the aspect of bond strength model can be explored.
The oxidation phenomenon on the hot extruded aluminium requires a further investigation because the oxide layers bring an adverse effect over the inter-chip weld bond.
Although it may reduce the strength to gain a greater chip bonding in the subsequent operations, optimization in annealing of aluminium chips still needs further improvement because the process is time-consuming.
In most of the experimentation, the tensile tests were executed only in the ED. Additional tensile tests must be executed at the transverse direction to analyse the effect of material anisotropy. 67
The industry faces a huge challenge to produce significantly fine particles from the recycled chip metals. A new machine with a sophisticated milling cutter should be developed to cope with this constraint.
The dependence on high temperature and prolong billet’s preheating time to create a strong bond conflicts with the aim of minimizing the energy usage in the case of solid-state recycling. A literature survey shows that no intensive study was carried out to investigate the minimum billet temperature that should be applied resulting in an acceptable chip-based extrudate quality. Other than that, the effects of temperature also can be studied from a numerical point of view, through the damage models.
An alternative ECAP method is found suitable to be implemented in direct recycling of machining scraps; nevertheless, an inhomogeneous property of the ECAPed chip-based extrudates gives a real challenge for the process. 24 Hence, further work could be embarked on combining the hot compaction, hot ECAP and extrusion to clarify the influence of the integrated process on the mechanical properties of the finished products.
Footnotes
Academic Editor: Xichun Luo
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship and/or publication of this article: The authors would like to express the deepest appreciation to the Universiti Tun Hussein Onn Malaysia (UTHM) and Ministry of Higher Education (MOHE), Malaysia, for funding this project through the research grant schemes of Malaysian Technical University Network Grant (MTUN-COE - vot no. C016), and Fundamental Research Grants (FRGS - vot no. 1426, 1463 and 1496). Additional support in terms of facilities were also provided by Sustainable Manufacturing and Recycling Technology, Advanced Manufacturing and Materials Center (SMART-AMMC), UTHM.