
Abstract
In order to reduce equipment wear and operator pressure, as well as to improve the production efficiency of combined continuous pickling line and tandem cold rolling mill units, four sections’ speeds should be automatically optimized to control the three loopers’ abundance, which include the entry loopers’ entry speed, pickling speed, trimming speed, and tandem cold rolling mill entry speed. According to the optimal speed principle, a new optimization algorithm was proposed based on objective function. In this work, Nelder–Mead simplex method is applied to find the optimal solution by minimizing the objective function. In addition, the calculation of four initial speeds is specified, especially the initial tandem cold rolling mill entry speed. The proposed speed optimization algorithm was successfully applied to a 1450 mm continuous pickling line and tandem cold rolling mill. The acceleration and deceleration are smooth and steady when welding, trimming, or roll changing takes place in practice, the three loopers’ abundance are controlled in suitable range. Results show that the continuous pickling line unit could provide the material in maximum capacity to ensure that the tandem cold rolling mill unit’s production is efficient, and the rolling yield is greatly improved due to the decrease in the number of stops.
Keywords
Introduction
The combined continuous pickling line and tandem cold rolling mill (CPLTCM) units have multiple advantages such as high rolling yield and production efficiency; savings on labor and construction costs; reduction in energy and roll consumption; and so on. Simultaneously, the equipment of the CPLTCM must be reliable and efficient. As well as the speed coordination of the CPLTCM units is important to ensure the production efficiency and the quality of the strip. 1
Figure 1 shows the layout of a 1450 mm CPLTCM. Continuous pickling line for coil is capable of handling coils that are welded head to tail. The entry section comprises of two decoilers, two seven high levelers, a double-cut shear, a welder, and the entry looper. The decoiler unwinds the hot coil. The seven high leveler rolls the warp of strip head and tail. The double-cut shear cuts the head and tail of the strip. The welder connects the primary and secondary strips. Proper trimming and welding of the strips is essential to avoid strip breaks in the line. The entry looper for the storage of strip should adapt to the running speed when the welding takes place. Then, the strip comes to the process section. The tension leveler partially removes the surface scale. Next, the strip dips into three pickling baths of hydrochloric acid, followed by five rinsing baths containing water to remove remaining hydrochloric acid off the surface and then is dried with hot air. The purpose of the pickling is to remove surface scale and other contaminants on the metal by immersing metals into an aqueous acid solution. The middle looper for the storage of the strip is to adapt the running speed between the pickling section and the trimming section. The trimmer cuts the strip to the finished width, and the exit looper for strip storage adapts the running speed between the trimming section and the rolling section. Then, the strip is recoiled after passing through five stands of six high mills. 2

Layout of 1450 mm combined continuous pickling line and tandem cold rolling mill units.
The speed optimization study for the tandem cold rolling mill unit has been well developed, but to authors’ knowledge, there are few reports on the continuous pickling line unit of the CPLTCM. Previous work failed to present an objective function and optimal algorithm, and the calculations caused dis-convergence in actual practice. 3 A set of formulas about speed setup were proposed by Gu; 4 however, the theoretical basis of speed optimization technology was not specified. Four sections’ speeds of the CPLTCM including entry loopers’ entry speed, pickling speed, trimming speed, and tandem cold rolling mill entry speed are traditionally based on operators experience, trials, or rules of thumb. Although the experience-based setup speed can ensure normal operation of production and meet certain quality requirements, the results may not always be optimal.5,6 Sometimes, the operators do not find it easy to regulate the four sections’ speeds reliably when welding, trimming, or roll changing takes place. The high acceleration or deceleration has a strong influence on the quality of the strip, which also increases the equipment wear, power consumption, and so on.
In this article, a new speed optimization algorithm with objective function was designed to automatically control three loopers’ abundance. The calculation of initial values was specified after Nelder–Mead simplex method to search for the optimal solution. Furthermore, the tandem mill entry speed initialization was derived for the first time.
This article is organized as follows. Section “Speed optimization model” introduces speed optimization model, which is the core section. Section “Optimization algorithm and calculation procedure” provides a detail description of the Nelder–Mead simplex method and the optimization procedure. The application result is illustrated through the real data of the actual practice in section “Results.” Finally, the conclusions are presented in section “Conclusion.”
Speed optimization model
Objective function design
The aim of the speed optimization in CPLTCM is to control three loopers’ abundance. Therefore, four sections’ speeds between three loopers were selected to be optimized through minimization objective function, and the optimal vector is given as follows

where
The four sections’ speeds and three loopers’ abundance are the main parameters for speed optimization, which can be simplified as shown in Figure 2.

Schematic diagram of speed optimization.
In order to design a suitable objective function, the following aspects should be considered for continuous pickling and rolling processes:7–11
The production should attain maximum level;
The energy consumption and equipment wear should be minimized;
The pickling process be kept at a constant speed;
The tandem rolling mill should not stop except during roll changing;
The entry looper should not be empty and the exit looper should not be full.
According to the above considerations, the objective function J is given as follows
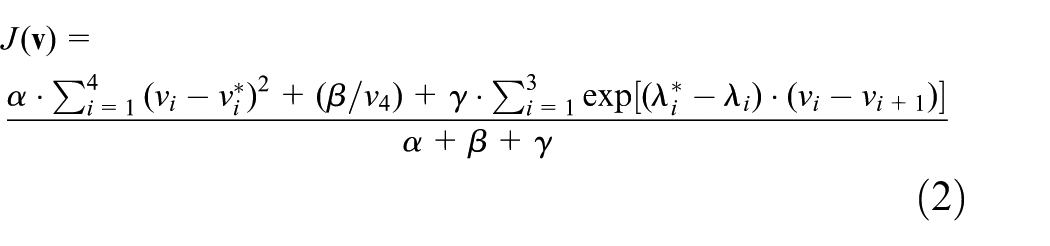
where

Target abundance of the ith looper.

In equation (2), the first single objective function is the variance of setup speed vi, setup speed fluctuates minimum when the objective function gets minimization, minimum speed fluctuation means the acceleration and deceleration are smooth and steady to reduce the equipment wear. The second single objective function is to ensure maximum production. The third single objective function is to adjust the three loopers’ abundance when welding, trimming, or roll changing is taking place. However, in the restricted problem with equality constrained and inequality constrained conditions in equation (2), to simplify the solving process and easy programming, speed penalty index could be added to the objective function to transform constrained optimization problem into an unconstrained optimization problem,12–14 then the objective function can be expressed as equation (3), where,
Calculation of initial values
Entry loopers’ entry speed initialization
The welding time during planning should be taken into consideration. There should be an entry looper to ensure the speed of the pickling process remains at a steady speed such that the time required for welding-on the next strip is absorbed by the entry looper. The looper is not designed for all possible dimensions in actual practice. Accordingly, the possibility of delays may occur at small strip lengths, which need to be taken into consideration during the planning stage of the production pickling process. 17 The welding process in the entry section is shown in Figure 3.

Schematic diagram of welding in the entry section.
The entry speed of the entry looper is optimized in a way that the entry looper is full when the strip at the entry section is running out. Since the maximum speed at the entry section is not invariably required, the roll wear is decreased as the maintenance demands. The operator can choose the optimal mode for the purpose of minimizing the mechanical stress during the process of filling the entry looper. During the ordinary operation, the looper is filled at the maximum entry speed. In the optimal mode, the filling speed is automatically set so that the target abundance of the entry looper is reached at the end of the coil.
The experience formula without the deducing process for initializing entry loopers’ entry speed can be expressed as follows

where
Pickling speed initialization
Pickling speed, rinsing speed, and the drying speed are the major components of the pickling line’s speed in which the pickling line speed is always determined by the lowest one.18,19
The capacity of looper restricts the pickling speed. It is possible that the entry looper cannot achieve its target abundance even at its maximum speed during the operation of short strips. Therefore, the pickling speed is calculated by the length of strip and the expected time of entry welding. The entry welding time is measured to determine the expected entry welding time. The average value is calculated from the previous measurement data. Then, this data are stored in the database and classified by the width, thickness, and grade of material used. The reduction of the pickling speed ensures that the entry looper is filled and there is no necessity to stop the pickling line due to the vacancy of the entry looper. Meanwhile, it is also considered that when a weld seam passes through the pickling line, the production line has to be operated slower due to the possibility that the tension leveler is opened or relieved at the weld seam. Generally, the pickling line is always expected to run at the maximum speed in the actual production.
The experience formula without the deducing process for initializing pickling speed can be expressed as follows

where
Trimming speed initialization
The trimming speed is set in the range of the middle looper and the exit looper. The trimming speed is set at an approximate value to the pickling speed when the loopers are at lower limit, while it is set at an approximate value to the tandem mill entry speed when the loopers are at the upper limit. In all cases, the trimming speed is reduced in time so that the looper car remains within the limits. Furthermore, the looper car will move within a certain range instead of stopping completely, when it is set at such a speed value. 20 The deceleration process for the trimmer is shown in Figure 4.

Schematic diagram of deceleration process for the trimmer.
The experience formula without the deducing process for initializing trimming speed can be expressed as follows

where
Tandem mill entry speed initialization
The speed characteristic of the tandem mill is shown in Figure 5. The letters whose subscript contains “s” mean they are related to the weld seam, and those that contain “f” mean that they are related to the fault location. The associated variables after formula deducing are presented in Table 2.
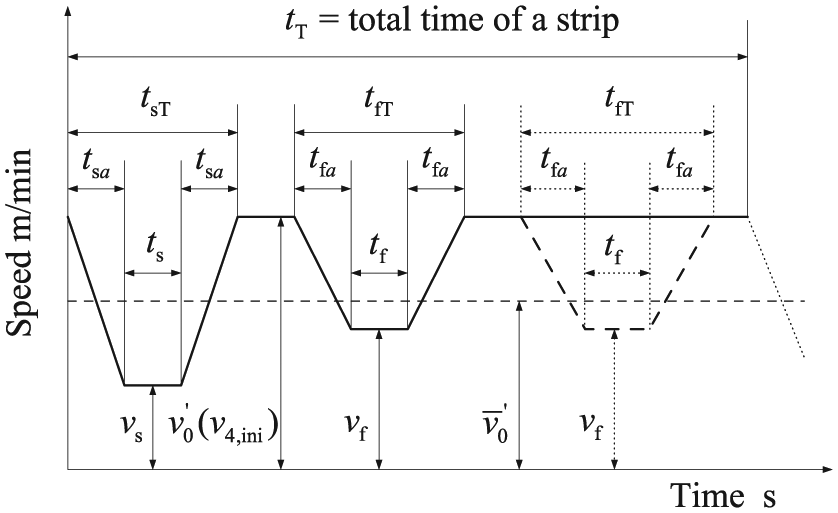
Rolling speed characteristic at the tandem mill entry section.
Associated variables.

Mass flow constant principle in the tandem mill can be expressed as follows

For a five-stand tandem mill

Considering

Substituting equation (8) and equation (9),

The following shows the formula deducing process without consideration of fault locations







After solving equation (17), the formula can be obtained as follows

The tandem entry speed

If the fault locations are taken into account, the tandem exit speed is set at 4 m/s until the fault locations pass through, the first three sections’ speed are optimized under these circumstances.
On the human–machine interface (HMI) picture, an optimal tandem speed is predicted. The abundance of the middle and exit loopers is always at about 0.5 when the mill is operated at its predicted speed. After that, there is enough reserve for operating the pickling line steadily and without delay on the tandem mill at the cutting process. In practice, there is only prediction and no direct speed sending to the basic automatic since the tandem speed can only be set by the operator and an automatic acceleration or deceleration of the tandem cold rolling mill unit is highly dangerous. In order to avoid the middle looper and/or the exit looper being empty, it has to be prevented that the average value of the tandem speed is higher than that of the pickling line. As long as there is enough reserve in the loopers (including the middle looper and the exit looper), the tandem mill will run at its maximum speed. However, the tandem mill will run at the same speed as the pickling line when the loopers are empty.
Optimization algorithm and calculation procedure
Nelder–Mead simplex algorithm
In the objective function solution process, the Nelder–Mead simplex method is usually used to find the local minimum of the unconstrained nonlinear function of n variables.21–23 Four operations may be accomplished in solution process: reflection, contraction, expansion, and shrinking, as illustrated in Figure 6, for an example of two variables. The algorithm proceeds in the following steps.
Initialization. Evaluate the objective function values
Reflection. The reflection point

where

if
3. Expansion. If

if
4. Contraction. If (a) If

Calculate
(b) If

Calculate
5. Shrinking. If the contraction point is not better than the worst point, then the simplex is shrunk toward the best point, the vertices except the best point will be replaced as follows

6. Stop criterion. First calculate



Simplex algorithm steps.
A new simplex is formed by replacing the worst point or shrinking. Recalculate the function values
The Nelder–Mead simplex method is used to minimize the objective function expressed by equation (3), which involves four variables (n = 4) as shown in equation (1). So, the number of simplex vertices is five. The initial vectors of the five simplex vertices are given as follows

where

In equations (28) and (29),
Pickling speed optimization procedure
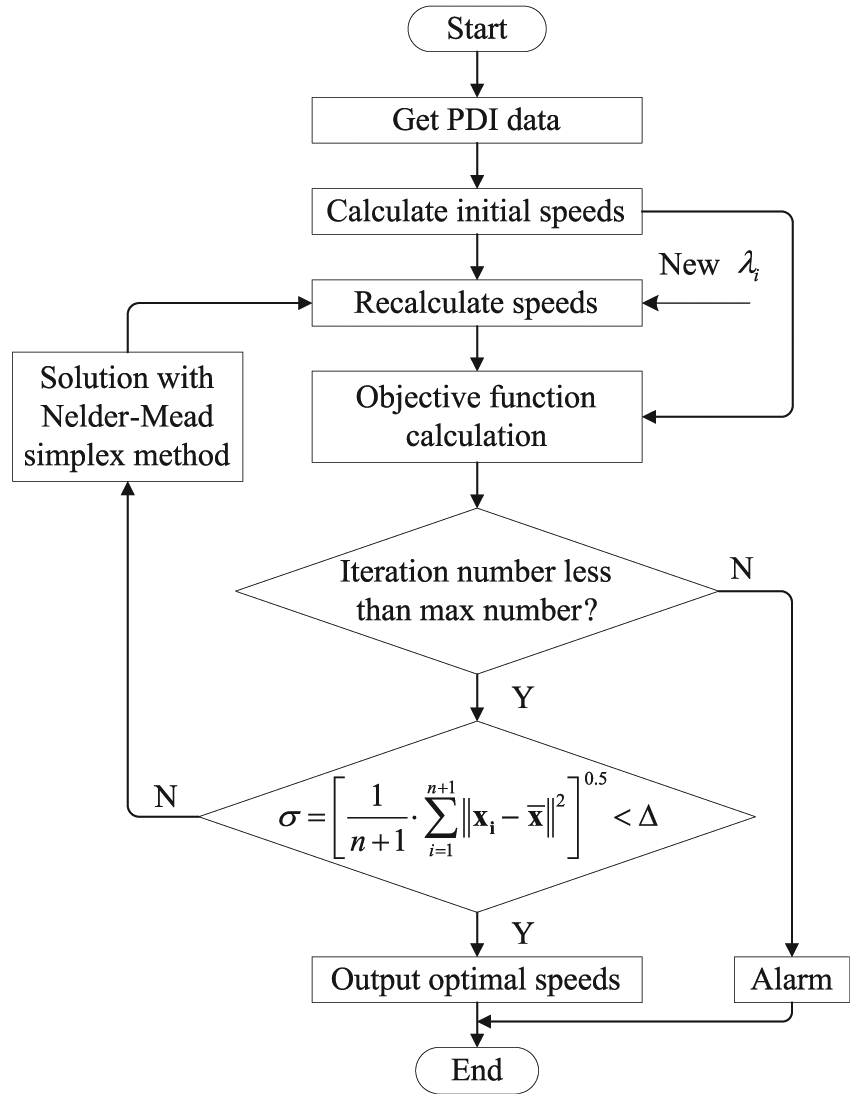
The proposed speed optimization method is realized by C# language and performed in the process control system. The flow chart is shown in Figure 7, and it can be explained as follows:
Calculate the initial speed of the four sections according to the primary data input (PDI) data.
Calculate the objective function value using the initial data prepared in step (1).
Evaluate the function values through the Nelder–Mead simplex method mentioned in section “Nelder–Mead simplex algorithm.” Before the pickling condition changes, the new
The calculation process is iterated until the maximum iteration number or the stop criterion is reached. In the actual applications, the stop criterion is fixed at
Check the setup speed limit, then output optimal speeds or send out an alarm.
Flow chart of speed optimization.
Results
The application results show that the optimal setup speed can be well controlled in the limited range. When welding, trimming, or roll changing takes place, the acceleration and deceleration are smooth and steady, the loopers’ abundance can be controlled in suitable range. The pickling units can provide material at the maximum capacity to ensure the CPLTCM’s production efficiency is high, and the product quality can meet the market demand.
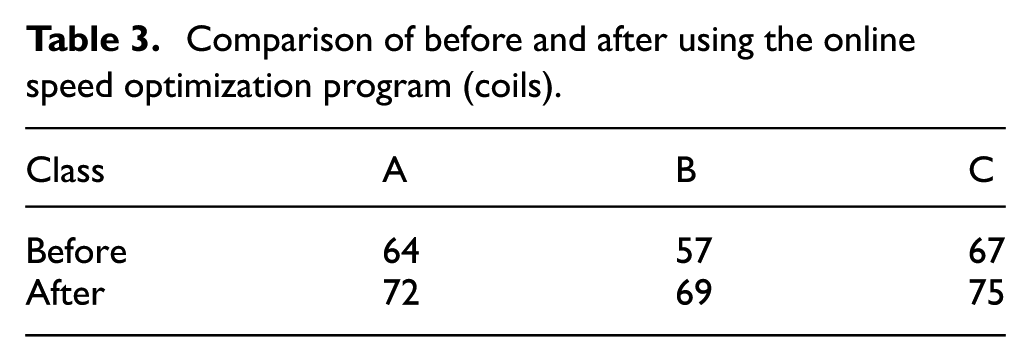
The three loopers’ manual and optimal setup speeds were compared in Figure 8. Positive speed means filling the looper and negative speed means emptying the looper. It can be seen from the figures that there are no strong speed fluctuation in the three loopers’ optimal setup speed and the actual abundance of two continuous coils in the pickling units demonstrates good optimization effect and periodicity. The comparison of the production efficiency of three classes is given in Table 3 and it indicates that the production efficiency was greatly improved.

Comparison of manual and optimal setup speed in two continuous coil production.
Comparison of before and after using the online speed optimization program (coils).
Conclusion
A new objective function was proposed based on the penalty item and the optimal setup speeds were obtained by minimizing the objective function using the Nelder–Mead simplex method. Initialization of the first three sections’ speeds was improved and dis-convergence never happened in actual practice. The tandem mill entry speed initialization was derived for the first time. Before the production line’s status is changed, such as welding, trimming, or roll changing takes place, the speed can be adjusted in time and the loop’s abundance can be optimized in a suitable range. The wearing of the equipment is reduced significantly due to the smoothness of the acceleration and deceleration. The speed optimized method has continuously been applied to the industrial process for more than 2 years. The results of the application show that the proposed method can effectively improve the production quality to meet the increasing demand of the competitive market.
Footnotes
Academic Editor: Ling Zheng
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors wish to acknowledge the financial support from the State Key Laboratory of Rolling and Automation, Northeastern University, China, under the Fundamental Research Funds for the Central Universities (grant no. 140704001) and the PhD Start-up Fund of Natural Science Foundation of Liaoning Province, China (grant no. 20131033).