
Abstract
In the raymond mill grinding process, precise control of operating load is vital for the high product quality. However, strong external disturbances, such as variations of ore size and ore hardness, usually cause great performance degradation. It is not easy to control the current of raymond mill constant. Several control strategies have been proposed. However, most of them (such as proportional–integral–derivative and model predictive control) reject disturbances just through feedback regulation, which may lead to poor control performance in the presence of strong disturbances. For improving disturbance rejection, a control method based on model predictive control and disturbance observer is put forward in this article. The scheme employs disturbance observer as feedforward compensation and model predictive control controller as feedback regulation. The test results illustrate that compared with model predictive control method, the proposed disturbance observer–model predictive control method can obtain significant superiority in disturbance rejection, such as shorter settling time and smaller peak overshoot under strong disturbances.
Introduction
The raymond mill is an important mechanical equipment and widely used in fine powder production, for example, in the production of silicon carbide powder.1,2 It grinds to obtain fine powder products with special size range. Effective control for the raymond mill is very important to improve the product quality and cut down spare parts consumption. In general, the key goals of raymond mill are to guarantee the stability of the powder product size and precise control of operating load, which require the effective control of the feed rate of fresh ore. 2 However, various disturbances, including external ones and internal ones (model mismatch), always exist. External disturbances, such as the variations of feed ore size and ore hardness, are hard to express with an accurate mathematical model.3,4 Moreover, undesirable characteristics, such as time delays, also exist. It is known that larger or smaller operating load than the setpoint will degrade the production efficiency and powder product quality. Therefore, under the unpredictable variations of ore hardness and ore size as well as the internal model uncertainties, it is a challenge to control the raymond mill with constant operating load (represented by current of raymond mill).
In order to address this issue, a widely used method in raymond mill control system is to use a programmable logic controller (PLC), electromagnetic vibration feeder, and current sensor to form a feedback control loop. 5 The current of raymond mill can be stabilized by regulating the feed rate of fresh ore using the electromagnetic vibration feeder. The controller design usually employs conventional proportional–integral–derivative (PID) algorithm and some more advanced control algorithms, including intelligent expert control, 6 fuzzy logic algorithm,7–9 neural network,10,11 optimal control,12,13 and model predictive control (MPC).14,15 Among these algorithms, MPC algorithm is popular and widely adopted in the industrial process control.16–18 The potential reasons may lie in that the underlying idea of MPC is straightforward to understand and MPC is superior in handling those systems with long time delays. However, the mentioned control principles (include MPC) can only reject disturbances based on the feedback regulation in a relatively slow way, which means that they do not solve the disturbances directly through controller design. Therefore, the system performance, such as settling time and peak overshoot, is not satisfied in the presence of strong disturbances.
Thus, it is of great importance to develop active disturbance rejection approaches for improving control performance.19,20 In practical industrial control systems, feedforward compensation control is an effective method to counteract the disturbances given that they can be measured by some sensors. However, in this raymond mill grinding system, the external disturbances, such as variations of ore size and ore hardness, are hard or even impossible to measure. Therefore, the disturbance estimation technique based on disturbance observer (DOB) is introduced. DOB is an effective technique to estimate disturbances21–23 and widely employed in various engineering systems, such as flight control,24,25 vibration control, 26 and mechanical control systems.27–29
In this work, based on a raymond mill control system in a silicon carbide powder factory, a DOB-MPC scheme is proposed to improve the disturbance rejection performance of the raymond mill. The scheme employs DOB as feedforward compensation and MPC controller as feedback regulation. It inherits the merits of both DOB and MPC methods. The proposed DOB-MPC method aims to effectively control the current of raymond mill and reduce the peak overshoot and settling time under strong disturbances, especially at the scenario of large variations of ore size and ore hardness. This article is organized as follows: to begin with, the raymond mill grinding system is briefly described in section “Description for raymond mill.” Then the MPC and DOB is shortly introduced, followed by the DOB-MPC method in section “MPC with disturbance observer.” In section “Performance analysis and comparisons,” the disturbance rejection performances are strictly analyzed and discussed. Finally, the conclusions are summarized.
Description for raymond mill
Silicon carbide powder has great hardness and is widely used in the field of cutting the silicon slices. In the production of the silicon carbide powder, crushing, grinding, purification, and hydraulic classification are important and necessary processes. The raymond mill is widely used in the grinding process. In the grinding process, the crushed silicon carbide ores are grinded into the silicon carbide powders with special size range (e.g. 9.5–11.5 µm). The key goals of raymond mill grinding system are to stably and effectively control the powder size and the operating load, which are very important for improving the product quality and cutting down the consumption of spare parts. Figure 1 shows a typical simplified raymond mill grinding system. This system consists of a vibration feeder, raymond mill, air classifier, air blower, storage tank, PLC controller, and current sensor. The PLC controller gathers the real-time current of raymond mill by the current sensor and produces control signal to the vibration feeder, which is used to regulate the feed rate of silicon carbide ores.
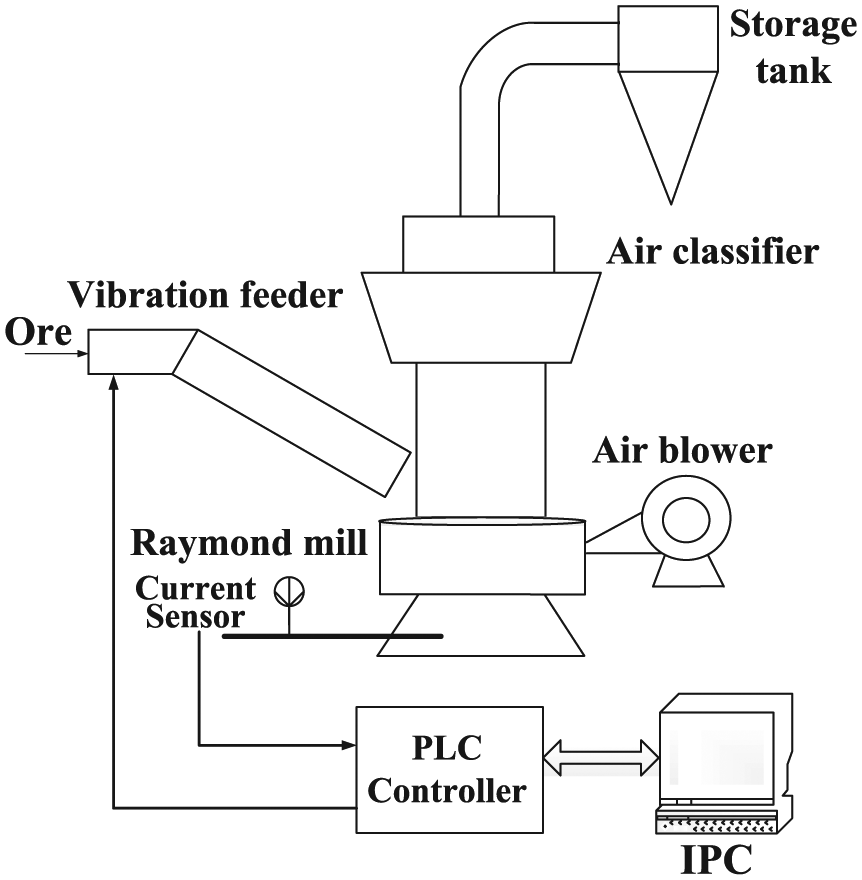
Schematic diagram of a raymond mill system.
In the raymond mill grinding system, the raw silicon carbide ores are first fed into the tank of the raymond mill by the vibration feeder and then are grinded into the silicon carbide powders using the grinding rollers and grinding rings. The air blower supplies the wind into the tank of the raymond mill and then the silicon carbide powders are blown into the air classfier for classification. The silicon carbide powders with special size ranges will pass through the air classifier and are collected into the storage tanks, otherwise the silicon carbide powders with other sizes will drop back into the tank of the raymond mill for regrinding. In this raymond mill grinding system, the operating load should be kept at a desired setpoint by regulating the feed rate of silicon carbide ores. Too large operating load increases the possibility of production accidents and also affects the uniformity of the powder size. On the contrary, too small operating load will reduce the yields and the production efficiency. Note that, strong external disturbances, such as variations of feed ore size and ore hardness, always exist. In this case, keeping a constant operating load is an important and difficult task in the raymond mill.
In the raymond mill control system, the operating load, represented by the current of raymond mill y (A), is the most important controlled variable, which needs to be kept at a desired setpoint. The silicon carbide powder product size
MPC with disturbance observer
A composite control method is proposed to control the current of raymond mill in this section. It enhances the performance of the MPC-based feedback controller by adding a DOB, which reconstructs and rejects the unwanted perturbation, including the modeling discrepancies and the external disturbances.
The raymond mill grinding system is a commonly used and typical industry system. It is usually regarded as a first-order system for the current of raymond mill control system.3,12 Moreover, the time delay is inevitable owing to ore transport delay by vibration feeder and measurement sampling delay. The transfer function can be represented as

where
The raymond mill control system can be considered using the following model

where


In equations (2)–(4),

MPC
The process dynamic of system (equation (5)) can be shown as


where


where

where
The parameters, including control horizon (CH), prediction horizon (PH), and sampling time
DOB-enhanced MPC algorithm
In this article, a composite control method is proposed to enhance the performance of the MPC-based feedback controller by adding a DOB. Figure 2 presents the block diagram of the proposed control scheme.

Block diagram of the disturbance observer-enhanced MPC method.
In this figure,

with


From equations (12)–(14), it is clear that the performance of disturbance rejection depends mainly on the design of filter

As for the robustness analysis of the proposed DOB, it will be analyzed as below. From Figure 2, the output

where the term

Next, defining the lumped disturbance

Then, the output can be obtained as follows

Moreover, from Figure 2, the following equations can be obtained


Substituting equation (19) into equation (21), we can obtain

Defining

Substituting equation (22) into equation (23) yields

Employing the final-value theorem, the following equation can be obtained

Therefore, given that the steady-state gain of
Control implementation
In this work, the proposed control scheme puts emphasis on disturbance rejection against external disturbances and model mismatches. The controlled variable is the current of raymond mill y (A), while the manipulated variable is the feed rate of silicon carbide ore x (100 kg/h). The variations of feed ore size

Control structure of constant current of raymond mill.
This DOB-enhanced MPC method can be programmed in the IFIX configuration software from Intellution on a supervisory platform. The output control commands are implemented by the PLC, while the real-time current signal of raymond mill from current sensor is also connected and sampled to the PLC controller.
From Figure 3, it can be obtained that the disturbances have direct effects for the primary output (the current of raymond mill). By the step response test, the process channel can be modeled and shown as

The nominal values of raymond mill grinding system are the current of raymond mill, 60 A. The external disturbances influence the grinding process through the disturbance channels. It is known that the feed ore size and ore hardness have a large influence on the current of raymond mill. For instance, fresh ore with increased ore size or increased ore hardness leads to an increased current of raymond mill. These process dynamics can be modeled using a first-order plus dead-time (FOPDT) form, which is widely used model for describing the dynamics of industrial process.3,12 For the purpose of simulation study, the transfer functions of disturbance channels


Moreover, based on the above discussions, the filter of DOB is employed as

The parameters of the MPC controller are selected as

Performance analysis and comparisons
In this part, in order to demonstrate the merits and practicality of the proposed method, the MPC controller is employed for comparison. The disturbance attenuation performance is discussed and studied in both the nominal case and the model mismatch case.
Disturbance rejection in nominal case
First, the nominal case is considered for studying the disturbance attenuation performance of control system under the proposed method. It means that the transfer function model of the process channel
The nominal case 1: step external disturbances: the ore hardness increases by 10% at
The response curves of the current of raymond mill using the proposed DOB-MPC method and the MPC method in case I are presented in Figure 4(a). Figure 4(b) shows the corresponding curves of feed rates (manipulated variable). The external disturbance effects on the current of raymond mill (controlled variables) and their estimations are given in Figure 4(c). From Figure 4(a), it can be seen that the dynamic performance of the current of raymond mill with the proposed DOB-MPC method is much better than that with the MPC method. By comparison with the MPC method, shorter settling time and smaller amplitude of fluctuations can be obtained under the proposed method. From Figure 4(c), it can be observed that the errors between the real external disturbances and estimated values are very small. This means that the effects caused by disturbances can be effectively estimated through the DOB.
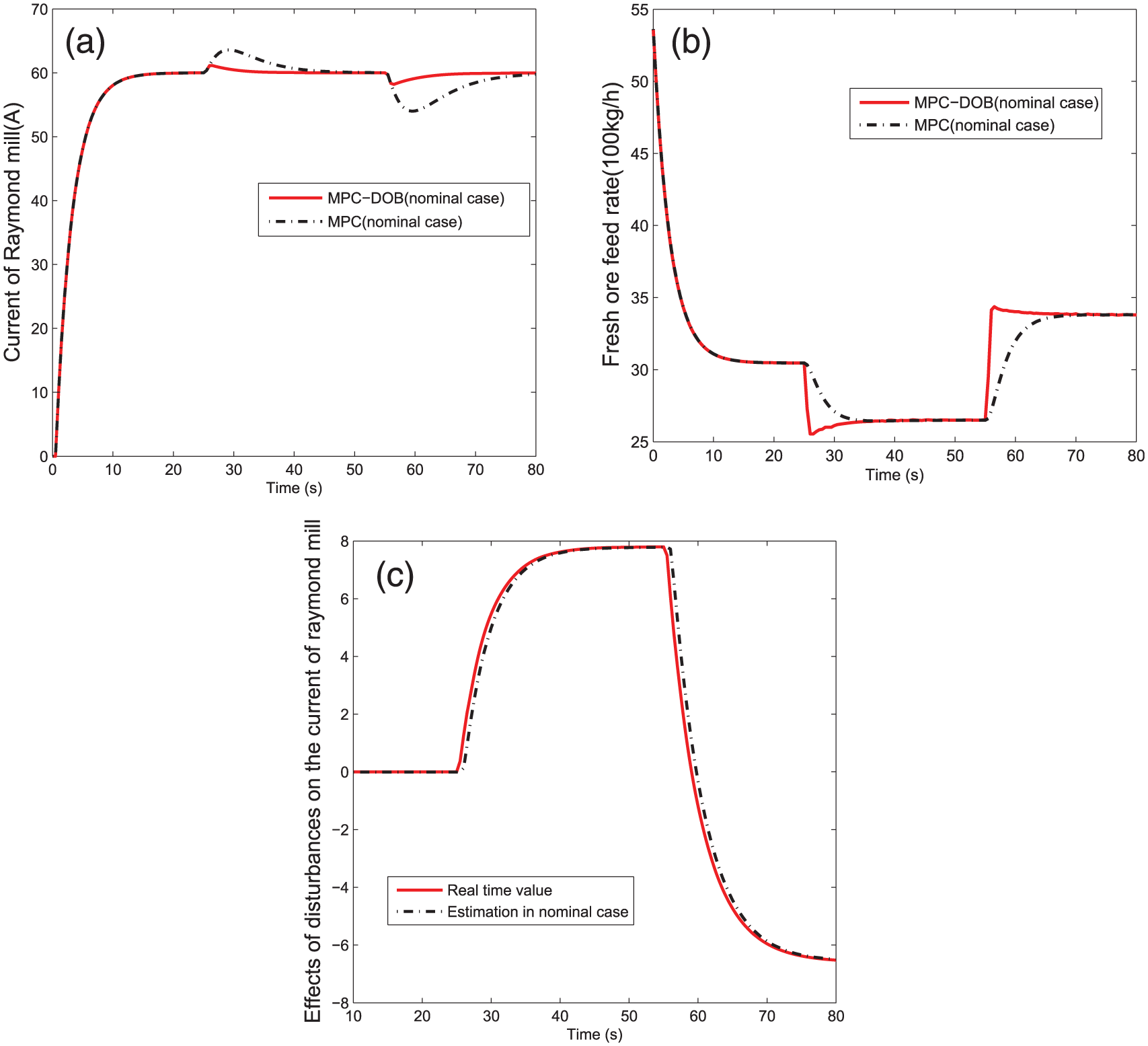
Response curves of variables under the step external disturbances with the DOB-MPC and MPC methods in the nominal case: (a) controlled variable, (b) manipulated variable, and (c) disturbances and their estimations.
For quantitatively analyzing the disturbance attenuation performance, two performance indexes, including peak overshoot and integral of absolute error (IAE), are considered. They are listed in Table 1. From Table 1, both the overshoot and the IAE value of the current of raymond mill are much smaller than those with the MPC method.
The nominal case 2: sinusoidal external disturbances: variations of the ore hardness and ore size are sinusoidal, that is,
Performance indexes under the step external disturbances in the nominal case.

MPC: model predictive control; DOB: disturbance observer; IAE: integral of absolute error.
Figure 5(a) presents the response curves of current of raymond mill with the proposed DOB-MPC and MPC methods in case 2. The corresponding curves of ore feed rate are presented in Figure 5(b). Figure 5(c) shows the effect of real external disturbances on the controlled variable and the estimation value. From Figure 5(a), the fluctuation amplitude of the current of raymond mill with the proposed DOB-MPC method is much smaller than that with the MPC method in spite of having the similar fluctuation frequencies. Figure 5(b) shows that the fluctuation frequency and amplitude of the manipulated variable with the two methods are similar. However, the variation of the manipulated variable with the proposed DOB-MPC method is slightly faster than that with the MPC method. Moreover, from Figure 5(c), the real disturbances and the estimations almost overlap. Therefore, compared with the MPC method, the proposed method can be more effective to deal with the external sinusoidal disturbances.
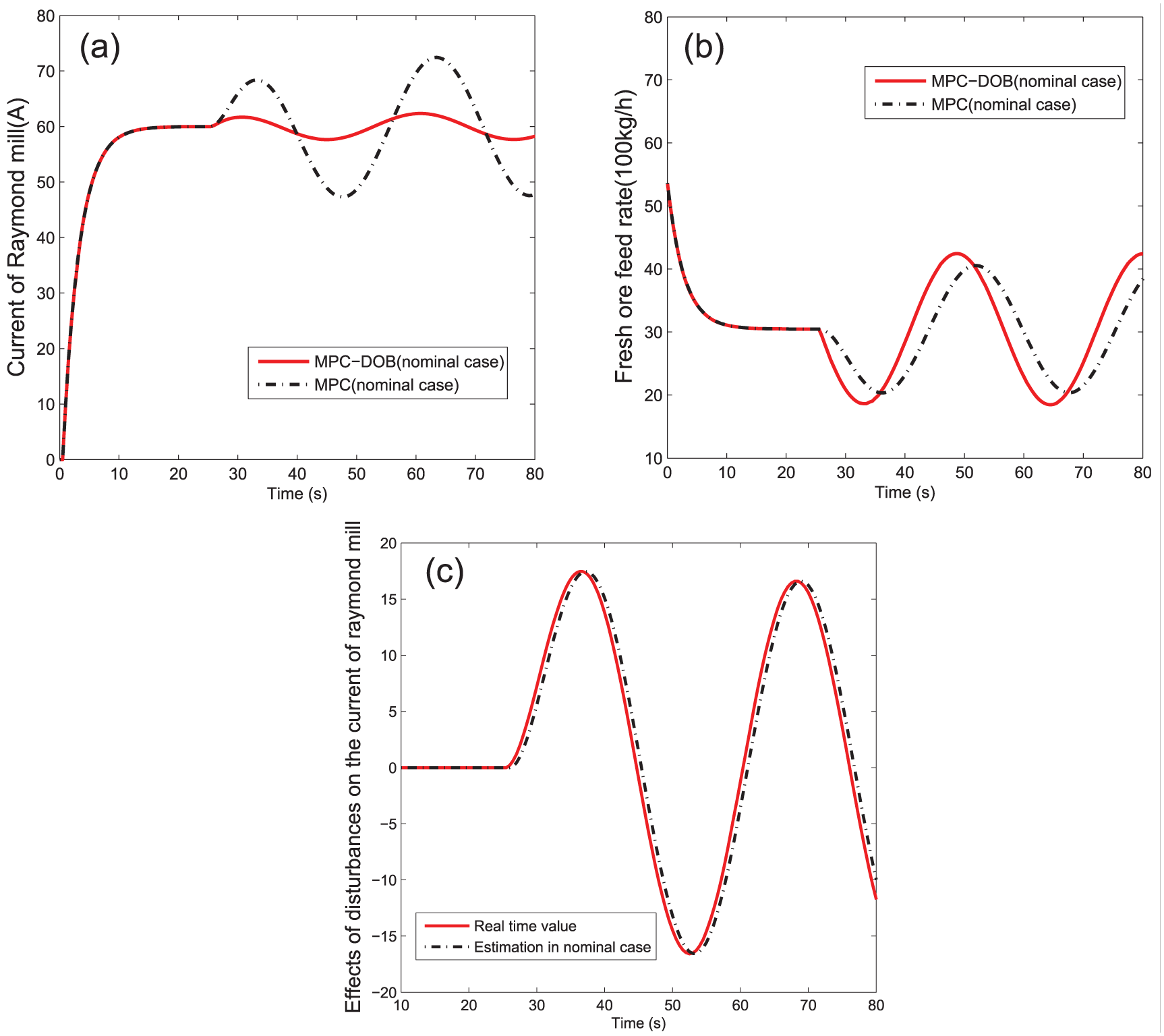
Response curves of variables under the sinusoidal external disturbances with the DOB-MPC and MPC methods in the nominal case: (a) controlled variable, (b) manipulated variable, and (c) disturbances and their estimations.
Disturbance rejection performance in model mismatch case
In the actual production, apart from the external disturbances, the internal disturbances owing to the model mismatches will also affect the control performance of system. As shown in section “MPC with disturbance observer,” both the external disturbances and the internal model mismatch disturbances can be rejected by the proposed method. In this part, some simulation studies are done to illustrate the lumped disturbance attenuation performance using the proposed method.
Assume that the transfer function model of process channel is presented as

Comparing equation (26) with equation (31), it is clear that severe model mismatch exists.
The model mismatch case 1: step external disturbances: the ore hardness increases by 10% at
The response curves of the current of raymond mill with the two methods in this mismatch case are shown in Figure 6(a). The corresponding curves of ore feed rate are presented in Figure 6(b). Figure 6(c) shows the effect of lumped disturbances on the controlled variable and the estimation value. Table 2 gives the performance indices in this case. From Figure 6(a) and Table 2, smaller IAE value and peak overshoot as well as faster convergence speed can be obtained under the proposed DOB-MPC method. It means that compared with the MPC method, a much better disturbance suppression performance can be achieved by the proposed method even in this severe model mismatch case. Moreover, the errors between the real lumped disturbances and the estimated value are also very small.
The model mismatch case 2: sinusoidal external disturbances: variation of ore hardness is sinusoidal, that is,

Response curves of variables under the step external disturbances with the DOB-MPC and MPC methods in the mismatch case: (a) controlled variable, (b) manipulated variable, and (c) disturbances and their estimations.
Performance indexes under the step external disturbances in the mismatch case.

MPC: model predictive control; DOB: disturbance observer; IAE: integral of absolute error.
In this case, the response curves of the current of raymond mill with the two methods are presented in Figure 7(a). The corresponding curves of ore feed rate are presented in Figure 7(b). Figure 7(c) also shows the effects of estimated and real lumped disturbances in such case. From Figure 7(a), the fluctuation amplitudes with the proposed DOB-MPC method is much smaller than that with the MPC method despite the similar fluctuation frequencies. Figure 7(b) shows that compared with the MPC method, the fluctuation amplitudes of the feed rate with the proposed method are a little larger, but the change is quicker. Moreover, the disturbance estimation errors in this case are also small from Figure 7(c).
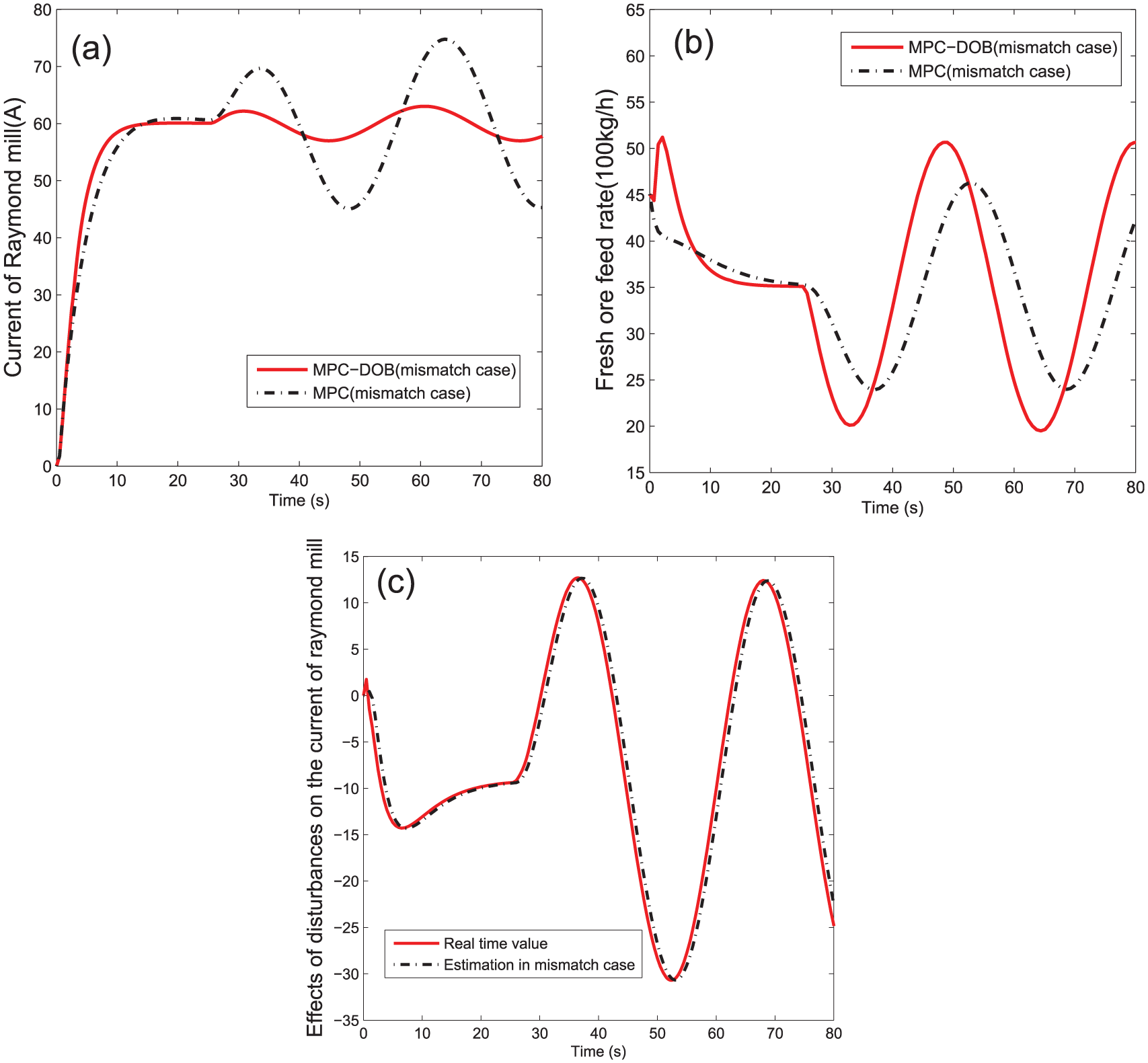
Response curves of variables under the sinusoidal external disturbances with the DOB-MPC and MPC methods in the mismatch case: (a) controlled variable, (b) manipulated variable, and (c) disturbances and their estimations.
The above simulation results illustrate that the proposed DOB-MPC method can possess significant superiority in rejecting lumped disturbances including external disturbances and internal model mismatch disturbances.
Conclusion
In the raymond mill, various complicated and immeasurable disturbances have undesirable effects in constant current of raymond mill control system. Many existing methods in industrial process control including MPC method have limitations in dealing with the strong disturbances. For improving the disturbance rejection performance, a composite control method is proposed, which employs the MPC as feedback regulation and the DOB as feedforward compensation. Disturbances rejection properties in the presence of external disturbances and internal disturbances caused by model mismatches are analyzed. The test results show that compared with the MPC method, the proposed DOB-MPC method is significantly superior to reject disturbance, such as a shorter settling time and a smaller overshoot value.
Footnotes
Academic Editor: Zheng Chen
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China (no. 61504027), the NSF of Jiangsu Province (no. BK20140647), the open fund of Key Laboratory of Measurement and Control of CSE under no. MCCSE2014B03, and the Priority Academic Program Development of Jiangsu Higher Education Institutions.