
Abstract
A three-dimensional numerical simulation was carried out to study the pulverized-coal combustion process in a tangentially fired ultra-supercritical boiler. The realizable k-ε model for gas coupled with discrete phase model for coal particles, P-1 radiation model for radiation, two-competing-rates model for devolatilization, and kinetics/diffusion-limited model for combustion process are considered. The characteristics of the flow field, particle motion, temperature distribution, species components, and NOx emissions were numerically investigated. The good agreement of the measurements and predictions implies that the applied simulation models are appropriate for modeling commercial-scale coal boilers. It is found that an ideal turbulent flow and particle trajectory can be observed in this unconventional pulverized-coal furnace. With the application of over-fire air and additional air, lean-oxygen combustion takes place near the burner sets region and higher temperature at furnace exit is acquired for better heat transfer. Within the limits of secondary air, more steady combustion process is achieved as well as the reduction of NOx. Furthermore, the influences of the secondary air, over-fire air, and additional air on the NOx emissions are obtained. The numerical results reveal that NOx formation attenuates with the decrease in the secondary air ratio (γ2nd) and the ratio of the additional air to the over-fire air (γAA/γOFA) was within the limits.
Introduction
Tangentially fired pulverized-coal boilers are widely applied in power plants. During the coal combustion processes, nitrogen oxide (NOx) is one of the main pollutants which must be reduced. Nowadays, there exist two main techniques to reduce the NOx emission in pulverized-coal boilers.1,2 The first one is the low NOx combustion technology, while the other is based on the flue gas denitrification technology including selective non-catalytic reduction (SNCR) and selective catalytic reduction (SCR). In this article, the attention is focused on the low NOx combustion technology applied on the tangentially fired coal boiler.
Generally, the low NOx burner is one of the most effective methods used in the low NOx combustion technology. In recent decades, lots of experimental or numerical researches3–5 have been conducted on the coal combustion boiler to investigate the flow field, coal combustion, and NOx emission. Compared with the expensive experiments, computational fluid dynamics (CFD) is an indispensable tool to optimize the low NOx technology. For example, Fan et al.4,5 made attempts to improve the accuracy of numerical simulation of combustion process inside tangentially fired furnaces, and proved that the RNG k-ε model was more available than the standard k-ε model. Zhang et al. 6 also investigated the performance of a traditional tangentially fired pulverized-coal boiler and proved that the simulation was pretty reasonable by validating the operation results. Due to the complexity of the combustion process and heat transfer, at least now, it may not be possible to involve all the influence factors in one model. However, several available simplified models have been proposed7–11 to adapt the unique features of pulverized-coal boilers, and many useful results have been obtained. Hence, the relatively well-developed mathematical models of coal combustion process and NOx emission, especially for commercial-scale applications, have gained lots of popularity and been put forward in commercial software package such as Ansys 16.0.
As known, the NOx emission in coal boilers could be affected by many factors, such as the excess air ratio, 12 the type of air distribution,11,13,14 the combustion burner,6,15 pulverized-coal characters; Choi and Kim 11 emphasized the influence of the over-fire air (OFA) distribution on the fuel and thermal NOx emissions in a 500 MWe tangentially fired pulverized-coal boiler using commercial comprehensive models. Zhang et al. 6 studied the effects of horizontal bias combustion (HBC) and air staging combustion technologies on the NOx emission of a 200 MWe tangentially fired pulverized boiler. Besides, the effects of deflection angles of pulverized-coal nozzle flow on NOx emission in a 600 MWe tangentially coal boiler were researched by Zhan et al. 15 Furthermore, some studies16–19 have focused on the effect of the wall-fired burner on the optimization of NOx emission.
In this article, an unconventional tangential-fired burner and a novel air staging technology are proposed based on the 660 MWe tangentially fired ultra-supercritical boiler built in Nanjing Datang powder plant. The purpose of this numerical research is to investigate the performance of the boiler, gas flow, particle motion, coal combustion, and NOx emission.
Physical and mathematical models
Boiler specification
The tangentially fired pulverized-coal boiler considered in this research is a 660 MWe ultra-supercritical boiler as schematically shown in Figure 1. The height of the furnace exit is approximately 50.4 m, and the cross-section of the combustion zone has a width of 19.68 m and a depth of 19.23 m. The low NOx concentric firing system is applied in the primary coal burner, as also presented in Figure 1. In all, 20 coal burner sets are installed at the four corners ranging from the lower group A to the upper group E. On the other hand, the air staging is made up of secondary air, OFA, and additional air (AA). Emerging from Figure 2(c) is that every four secondary air burner sets are installed at the same height with the corresponding lean/rich coal burner sets. Apparently, the tangential circle formed by the secondary air is five times larger than that formed by the coal burners. Besides, OFA ports and four groups of AA ports are placed at the corners above the group E coal burners in sequence. Then, the platen superheater (SH), the secondary SH, the final SH, and the final re-heater are installed horizontally in the crossover pass upon the furnace arch. The primary SH and re-heater are placed side by side in the rear pass zone. The furnace walls from the hopper inlet to the furnace exit are vertical water walls, which are separated from the SHs by the steam-water separator.

(a) Grid scheme at furnace cross-section and (b) grid independency tests.

(a) Schematic configurations of the tangentially fired pulverized-coal boiler, burner sets distribution on, (b) the longitudinal section and (c) the cross section.
Domain and mesh system
The whole computational domain includes the furnace, crossover pass, and rear pass, as shown in Figure 1. In order to improve the mesh quality and decrease the mesh quantity, the grid domain is divided into six parts, including the downer combustion zone, combustion zone, upper combustion zone, platen SH zone, crossover pass, and rear pass. The grid of the combustion zone is to be refined because it has great influence on the calculation of the coal combustion. Due to the special installment of the burner sets applied in this boiler, the tetrahedral cells are used here to reduce the pseudo-diffusion in the combustion zone, as shown in Figure 2(a). Besides, the downer combustion zone and the upper combustion zone are discretized by the structured hexahedral and wedge cells for saving calculation resources. Then, the tetrahedral cells are used in the platen SH zone, crossover pass, and rear pass because of the complex structure. Grid independency tests are carried out among three grid systems of 1.5 million, 3 million, and 5 million, which is mainly resulted from the three different mesh scales of the furnace zone. Obviously, emerging from Figure 2(b), the grid system of 3 million is suitable in this simulation compared with the other two systems.
Numerical models
Turbulent, discrete phase, and radiation models
The numerical simulation in this study is supported using a commercial software package, Ansys Fluent 16.0. The adopted mathematical modeling for pulverized-coal boiler has been verified by many experts all over the world.3–7
The species transport model is applied on the continuous phase equations. The realizable k-ε model is employed to consider the effect of swirling turbulent flow in the furnace due to its superiority than the standard k-ε model.20,21 The continuum and momentum equations are written as follows


where
The trajectories of the pulverized-coal particles are calculated under the Lagrangian framework. The discrete phase model (DPM) is employed to consider the mass, momentum, and heat exchange between the discrete particles and turbulent gas. The particle motion equations are written as follows

The P-1 radiation model is selected for solving the radiation between boiler furnace wall and coal particle surface. 20 The P-1 radiation model is based on the assumption that the expansion of radiation intensity into an orthogonal series of spherical harmonics 22 is suitable for the complex combustion facilities and saving computational resource. The energy equation can be described as

where εw is the emissivity of the wall.
The incompressible ideal gas, mass-weighted mixing law, and weighted-sum-of-gray-gases model 23 are chosen to define the density, viscosity, and absorption coefficient of gas phase mixture, respectively.
Coal combustion model
The coal combustion process consists of three stages: dehydration, devolatilization, and char combustion. The first stage is ignored because the coal particles have been heated to 368 K for dehydration before being carried into boilers. The two-competing-rates model is selected to predict the devolatilization process. 24 The devolatilization is controlled by two competing rates, R1 and R2, over different particle temperatures T1 and T2. The expression for the mass and energy of the coal particles are shown as

where

In this equation, the fW,0 is the initial moisture mass fraction, R1 and R2 are the devolatilization rate of the two steps, and hfg is the latent heat of vaporization.
The kinetics/diffusion-limited model is applied to consider the char combustion, 25 which is based on the assumption that the surface reaction rate is controlled either by the kinetic reaction rate or by the diffusion rate.26,27 The diffusion rate coefficient D0 and the kinetic reaction rate R are applied to achieve the char combustion rate

where
The non-premixed model is applied in this research, where a mixture-fraction equation and chemical equilibrium are proposed to compute individual species. The interaction between the turbulence and chemistry is calculated using the probability density function (PDF).28,29
NOx model
NOx model is calculated as a post-processing model based on the assumption that NOx concentration is too low to impact the coal combustion in the furnace. NOx is formed mainly by thermal NOx, fuel NOx, and prompt NOx formation mechanisms, where the prompt NOx is so minimal and thus ignored in this research.
Thermal NOx is formed when nitrogen and oxygen, within the combustion air, combine at a relatively high temperature in fuel-lean environments. Here, the formation of thermal NOx is modeled by the extended Zeldovich mechanism, which consists of three fundamental reactions ((O + N2, N + O2, and N + OH). The partial equilibrium model is used to calculate the concentrations of O, H, and OH.
Fuel NOx is formed when the nitrogen, coming from both volatile and char, combines with the excess oxygen of the combustion air. The ratio of nitrogen from the volatiles to nitrogen from char is assumed as 7:3. The HCN and NH3 are considered the intermediate species in the fuel NOx mechanism. All char-N is transformed into HCN, while 90% of volatile-N is converted to HCN, and the rest is released as NH3. The intermediates, HCN and NH3, react to form either NO in fuel-lean regions or N2 in fuel-rich regions according to DeSoete. 30
Simulation parameters
This study is based on the practical boiler maximum continuous rating (BMCR) operating condition. The total mass flow rate of pulverized coal is 274.9 t/h at 368 K, while the total mass flow rate of air is 2239.2 kg/h, consisting of primary air (24%) at 368 K, secondary air (50%) at 573 K, OFA (8%) at 573 K, and AA (18%) at 573 K. As mentioned above, the influence of air staging on coal combustion is investigated in this article. The pulverized coal used in this boiler is mine in Datong, China. Table 1 shows the main parameters of this coal, including the proximate analysis, ultimate analysis, and diameter distribution. The coal composition is 22.16% volatile matter, 50.29% fixed carbon, and 29.55% ash in terms of the as-received basis. The pulverized coal’s density is 1300 kg/m3 and the mean diameter is 50 µm. The Rosin–Rammler distribution model with a spread parameter of 1.189 is selected for the coal size distribution. The crossover pass and rear pass are considered as porous media 31 because these heater transfer tubes are orderly and closely arranged in these zones. Meanwhile, appropriate viscous resistance and inertial resistance are used to affect the flue flow. The walls of the boiler are set as no-slip and stationary wall. The wall temperatures are based on the temperature of water tubes. The out pressure is set as −50 Pa, because the negative pressure occurs during coal combustion.
Main parameters of pulverized coal.
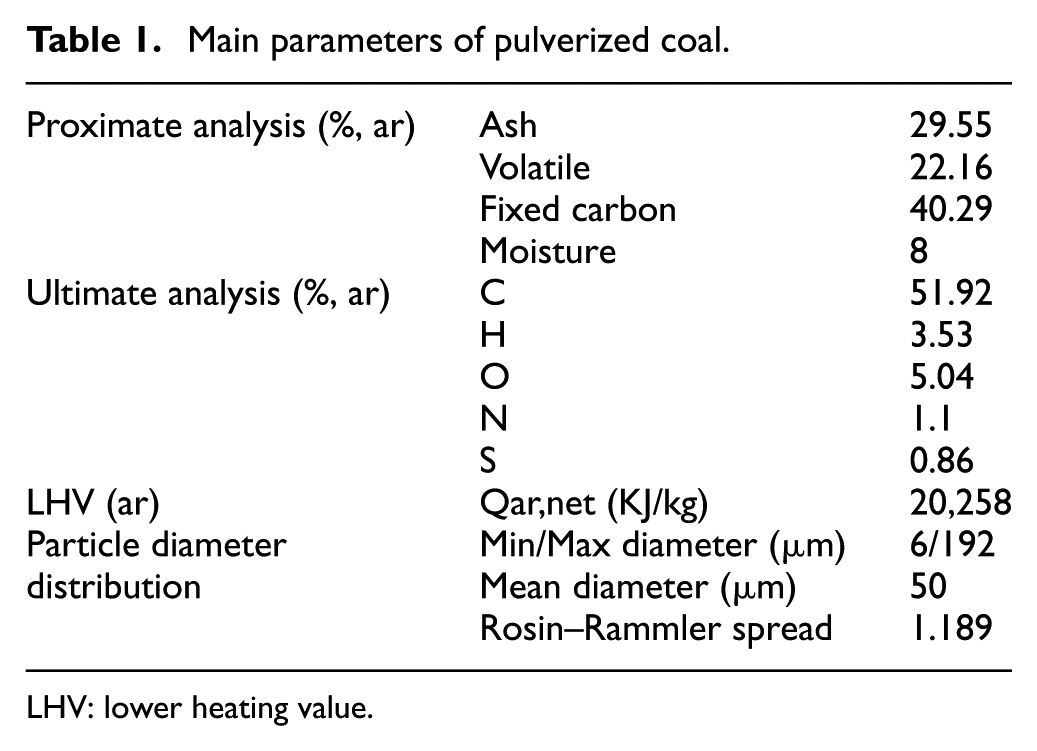
LHV: lower heating value.
The purpose of this work is to study the influences of the applications of OFA and AA on the performance of this unconventional 660 MWe boiler. Hence, three main cases named “None,”“OFA Only,” and “OFA + AA” are designed as listed in Table 2. Besides, the cases of “OFA + AA” are divided into two parts: Case I is to study the influence of the secondary air ratio, and Case II is to research the effect of the ratio of AA to OFA. As shown, all the cases have a same excess air ratio (α = 1.24) and primary air ratio (γpri = 24%). Just as the names imply, the case of “None” only consists of 24% primary air and 76% secondary air, while the case of “OFA Only” has 24% primary air, 68% secondary air, and 8% OFA. With the same γAA/γOFA, the secondary air ratio of Case I changes from 0.48 to 0.528. Similarly, the ratio of AA to OFA increases from 2.0 to 2.4 with the same secondary air ratio. Obviously, the air mass flux ratio depends on the corresponding gas velocity.
Main parameters for different simulation conditions.

Results and discussion
Simulation results are presented and discussed in this section. First, the combustion simulation results for the cases with both OFA and AA are validated by the designed/measured values at the furnace exit. Then, the comparisons among the three main cases, “None,”“OFA Only,” and “OFA + AA,” are demonstrated to show the advantages of the new application, OFA and AA. Last but not least, the influence of the air staging technology on the NOx emissions is displayed in section “NOx emissions.”
Validation of the combustion simulation results
The results predicted by the numerical simulations are compared with the designed/measured values as presented in Table 3. The designed and predicted temperatures of the standard condition are 1238 and 1197 K, which shows a good agreement. The predicted concentrations of O2 and CO2 at the boiler exit are 1.058% and 16.17%, respectively, while the measured concentrations of O2 and CO2 at the boiler exit are 1.3% and 16.68%, respectively. As shown, the errors of temperature, O2 and CO2 are all within the simulation limits, which confirm that these above-selected models are reasonable for simulating the performance of the unconventional boiler.
Comparison between the measurements and prediction.

Gas flow field and particle trajectory
The novel tangentially fired pulverized-coal boiler considered in this research consists of five groups of burner sets and each group of burner set could be divided into two layers. One layer consists of four rich pulverized-coal burners and four secondary air burners, and the other layer consists of four lean pulverized-coal burners and four secondary air burners. With no doubt, the flow field inside the furnace plays an important role in coal combustion and NOx emissions.
The velocity distribution and vectors at horizontal cross-sections along furnace height are shown in Figure 3. A symmetrical anticlockwise swirling flow is found in the center of the furnace, as expected. Emerging from the velocity vectors (Figure 2(b)–(f)), the swirling flow gets stronger along the furnace height from groups A to E burner set. Then, the swirling intensity decreases remarkably due to the concentric counter-tangential flow of OFA and AA jets. Apparently, the performance of the unusual burner sets has a great coincidence with the flow field of the traditional tangential firing coal boiler.5,32,33

Velocity distribution and velocity vectors at horizontal cross-sections.
Figure 4 depicts the trajectories and velocities of the coal particles injected from one corner. Obviously, the particles are injected from the primary air burners and swirled by the combustion air in the furnace. The particles are accelerated at the inject air and moderated during the coal combustion, which is benefit to the coal complete combustion and the mixing of the fuel and oxygen.

Trajectories and velocities of coal particle injected from one corner burners.
Temperature distribution
The temperature distributions of the three cases, “None,”“OFA Only,” and “OFA + AA,” are discussed in this section. Figure 5(a) presents the temperature distributions at several horizontal cross-sections in the combustion zone and Figure 5(b) shows the mass-weighted average temperature of cross-sections along the furnace height. Emerging from Figure 5(a) is that the flue gas temperature is getting higher from the boundary to the center with the mixing of fuel and air, and reaches higher along the furnace height. This phenomenon has been found in many other tangential firing boilers,3,11,34 which indicates the current novel application is reasonable in pulverized-coal boilers.
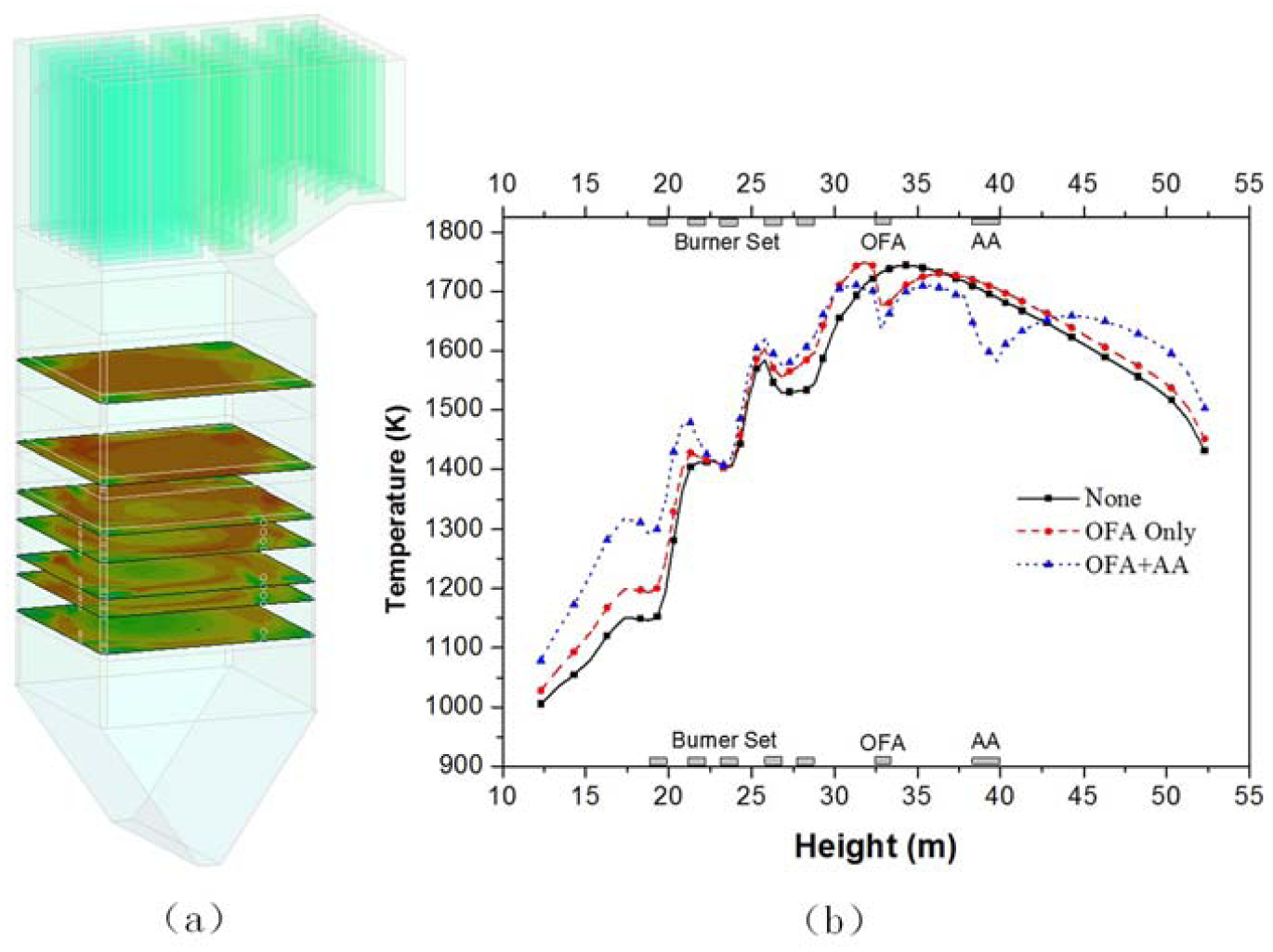
(a) Temperature distributions of case “OFA + AA” and (b) average temperature at horizontal cross-section along the furnace height for three cases.
Figure 5(b) shows the mass-weighted average temperature at horizontal cross-sections along the height in the combustion zone. For all the cases, it can be found that the temperature rises sharply first in the combustion zone, reaches the peak around the OFA region, and then decreases slowly along the furnace height. Also, the maximum temperature within both OFA and AA is a little lower than the other two cases, “None” and “OFA Only.” Compared with the traditional tangential firing ones,11,34 it can be found that the highest average temperature 1758 K is a little lower, which is benefit to the NOx formations. Obviously, with the application of OFA and AA, less secondary air is conveyed into the combustion zone, which leads to the lean-oxygen combustion and high residence of the flue gas. Meanwhile, the pulverized coals are still fired completely in the combustion zone. Hence, the flue gas temperature at the furnace exit is much higher with OFA and AA, which will contribute to the heat transfer of the SHs and re-heaters. From the comparison of the three temperature distributions, the air staging applied in this novel tangentially fired boiler is helpful for the pulverized-coal combustion.
Species components
Burnout and devolatilization
The coal burning degree depends on the coal burnout and devolatilization. Figure 6 presents the average fraction of coal burnout and devolatilization at horizontal cross-sections along the furnace height. As expected, the coal devolatilization fraction shows the contrary performance to coal burnout fraction. It is obvious to find the coal burnout and devolatilization fluctuate only in the burner sets region and be close to steady around the OFA region, even with the new coming OFA or AA. Compared with the cases without OFA or AA, the coal particles devolatilize more fully with the application of OFA and AA, which results from the higher temperature of flue gas and long residence time of coal particles. The coal burnout curves indicate that the char combustion is few influenced by the air staging. Meanwhile, the coal devolatilization decreases with more secondary air injection. Hence, it comes that the OFA and AA are helpful for the coal combustion within the air staging limits.

Average fraction of coal burnout and devolatilization at horizontal cross-sections along the furnace height.
O2, CO2, and CO distribution
The concentration distributions of the main species, including O2, CO2, and CO, are used to analyze the difference among the three main cases. The mole fraction distributions of O2, CO2, and CO at the furnace diagonal section for the case “OFA + AA” are depicted in Figure 7(a)–(c), respectively. Apparently, the oxygen concentration decreases with the coal combustion and the carbon dioxide mole fraction increases conversely. With the application of OFA and AA, the lean-oxygen combustion happens in the combustion zone, which causes the carbon monoxide formation near burner sets region. Furthermore, the mass-weighted average mole fraction of species components at horizontal cross-sections along the furnace height is illustrated in Figure 7(d). For the case with OFA and AA applications, less secondary air is injected into the furnace; subsequently, more CO is formed due to the lean-oxygen combustion and more CO2 is formed because of the more residence time of coal particles. Meanwhile, the fluctuations of CO2 and O2 concentration are much gentler comparing with the cases without OFA or AA. However, comparing with the other two cases, it is found that the concentration of CO2 at the furnace exit is a little lower and the O2 concentration is a little higher, which means the coal burnout fraction decreases if the secondary air ratio is low enough. From the discussion, it comes that the coal combustion in the furnace becomes steadier with the application of OFA and AA. On the other hand, the ratios of OFA and AA have to be controlled within the limits so that the pulverized coal can be burn completely, which is necessary for coal boilers.

Mole fraction distribution of (a) O2, (b) CO2, and (c) CO at the furnace diagonal section, and (d) average mole fraction at horizontal cross-sections along the furnace height.
NOx emissions
NOx emission is an important parameter to measure the quality of coal combustion. As mentioned above, many similar researches have been conducted for low NOx combustion. In this study, both the thermal and fuel mechanisms are taken into account for the NOx formation, while prompt mechanism is neglected due to its insignificant amounts. The aim is to investigate the effect of secondary air, OFA, and AA on the NOx emission.
The iso-surface (400 ppm) of NOx concentration for three cases, “None,”“OFA Only,” and “OFA + AA,” is displayed in Figure 8(a)–(c), respectively. The volume concentration is calculated by the mass concentration,
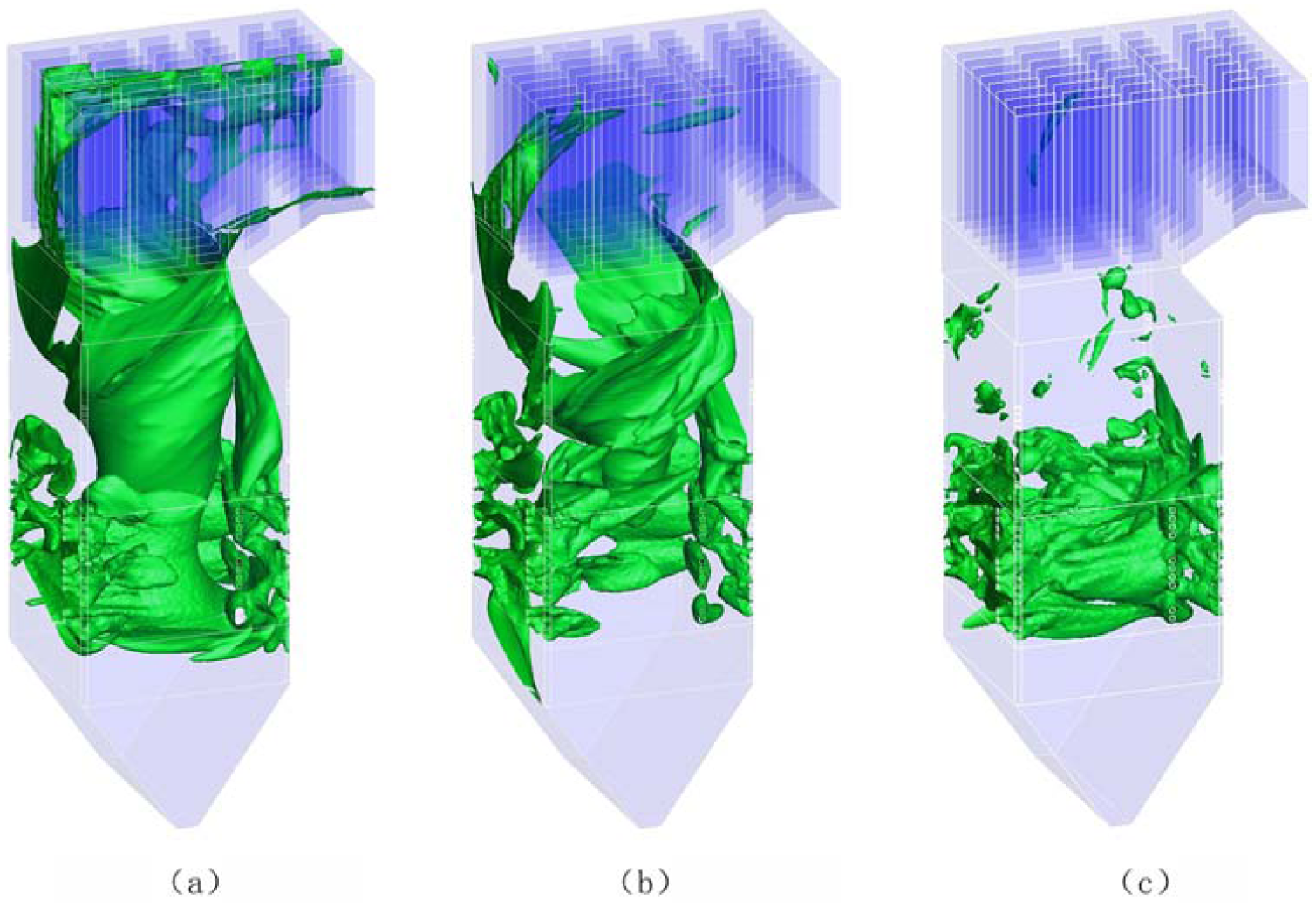
Iso-surface (400 ppm) of NOx concentration for three cases: (a) None, (b) OFA Only, and (c) OFA + AA.
The average NOx concentrations at horizontal cross-sections along the furnace height are illustrated in Figure 9. As mentioned above, the NOx concentrations reach peak in the combustion zone for all the cases. Compared with the NOx concentration curves of the two typical cases, “None” and “OFA Only,” it is easy to find that the average NOx concentration is few influenced by the amounts of secondary air when the oxygen is enough in near burner sets region. However, with the application of OFA, the NOx emission reduces close to 17% at the furnace exit. What is more, the effects of the air distributions on the NOx emissions are discussed. For the cases with both OFA and AA, the NOx concentration reduces sharply in the combustion zone because of the lean-oxygen combustion and long residence time of coal particles. Thus, a little nitrogen oxide is formed due to the combination of the flue gas and the new coming oxygen around OFA and AA region. For both cases with OFA and AA, the NOx concentrations at the furnace exit are approximately 21% loss by comparing with the case “OFA Only.” Besides, as shown in Figure 9(a), when the secondary air ratio (γ2nd) decreases from 0.528 to 0.480, the NO emissions at the furnace exit decrease from 262 to 244 ppm. Besides the effect of the secondary air ratio, the ratio of the AA to OFA is also an important parameter for reducing nitrogen oxides. Apparently, with the same primary air and secondary air ratios, the nitrogen formations are slowly attenuated when decreasing air ratio. From above discussion, the results come that, first, based on the steady coal combustion, lower NOx emissions could be achieved when decreasing the secondary air within limits. Second, the application of AA has great advantages for both coal combustions and NOx emission; however, it could reduce NOx emissions by increasing the OFA and decreasing the AA within small limits.
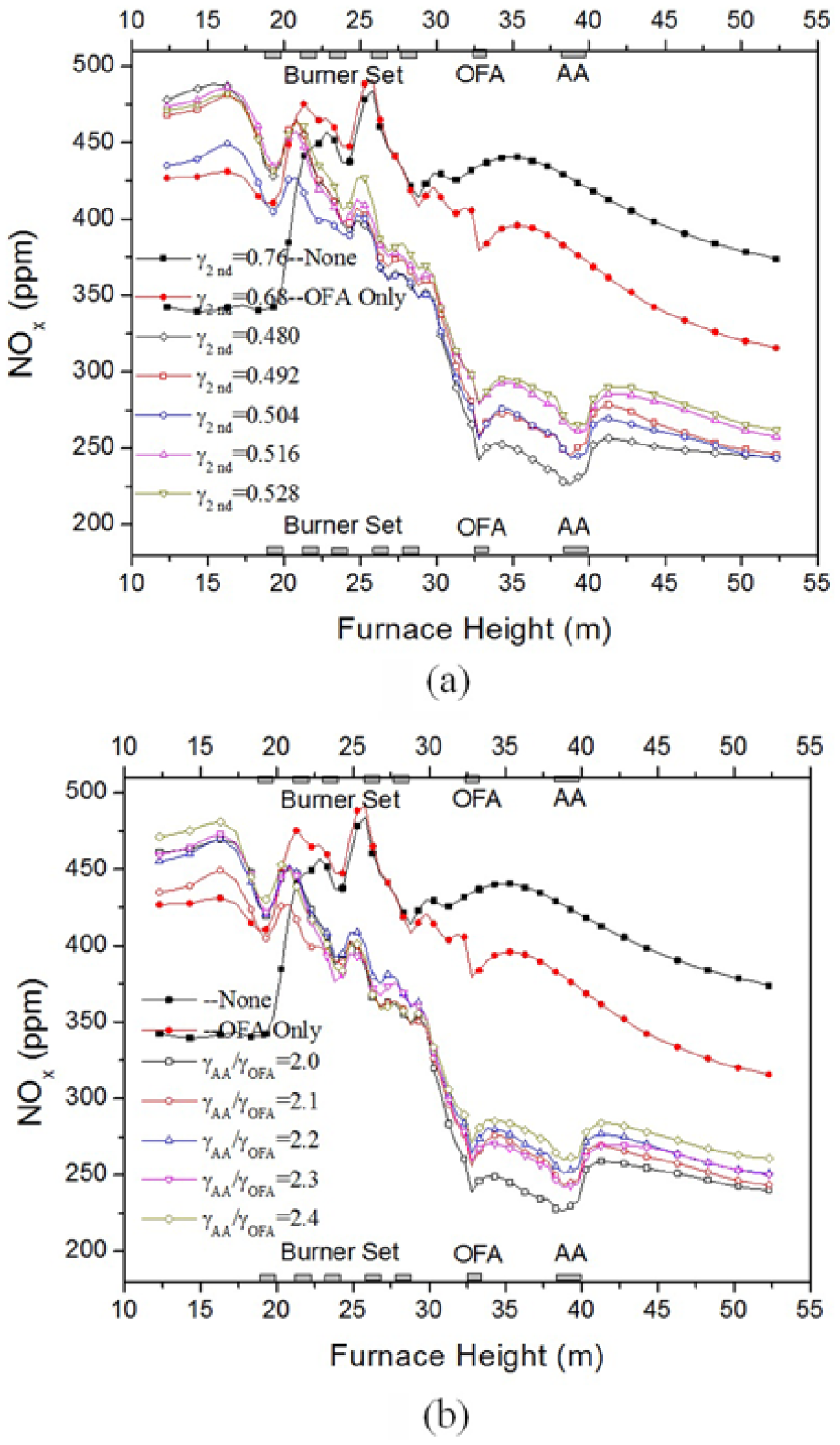
Average NOx concentration at horizontal cross-sections along the furnace height for (a) different secondary air ratios and (b) different ratios of AA to OFA.
Conclusion
Based on the Eulerian–Lagrangian approach, a three-dimensional numerical simulation was carried out to study the pulverized-coal combustion process on a novel tangential firing ultra-supercritical boiler. The characteristics of the flow field, particle trajectory, temperature distribution, species components, and NOx emissions were numerically investigated. The good agreements with the predicted results and the measurements imply that the adopted simulation models are appropriate to predict the coal combustion and NOx emissions. From the comparisons of these cases, the most notable findings are listed as follows:
An ideal turbulent flow can be observed in this unconventional pulverized-coal furnace. The coal particles are accelerated and mixed with the injecting combustion air. The turbulent intensity grows first and then decreases sharply along the height and the swirling intensity decreases remarkably due to the concentric counter-tangential flow of OFA and AA injections.
The temperature of flue gas in the combustion zone decreases a little with the application of OFA and AA, which is benefit to the NOx reduction. Meanwhile, the temperature at the furnace exit is getting higher for better heat transfer of the SHs and re-heaters.
As expected, with the injection of OFA and AA, less secondary air is conveyed into the furnace, which causes more carbon monoxides. Besides, the fluctuations of the CO2 and O2 concentration are gentler, which indicates that more steady coal combustion is achieved with the novel air staging.
NOx formations could be reduced sharply when applying the OFA and AA. Furthermore, the NOx emissions reduce when decreasing the secondary air ratio (γ2nd) and the ratio of AA to OFA (γAA/γOFA) within the limits.
Footnotes
Appendix 1
Academic Editor: Ibrahim Abdalla
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was financially supported by NSFC (no. 51390492 and 51325601) and the Jiangsu Natural Science Funds for Distinguished Young Scholar (no. BK20130022).