
Abstract
This article describes an investigation into interface bonding research of 316L/Q345R stainless clad plate. A three-dimensional thermal–elastic–plastic model has been established using finite element analysis to model the multi-pass hot rolling process. Results of the model have been compared with those obtained from a rolling experiment of stainless clad plate. The comparisons of temperature and profile of the rolled stainless clad plate have indicated a satisfactory accuracy of finite element analysis simulation. Effects on interface bonding by different parameters including pre-heating temperature, multi-pass thickness reduction rules, rolling speed, covering rate, and different assemble patterns were analyzed systematically. The results show that higher temperature and larger thickness reduction are beneficial to achieve the bonding in vacuum hot rolling process. The critical reduction in the bond at the temperature of 1200 °C is 28%, and the critical thickness reduction reduces by about 2% when the temperature increases by 50 °C during the range from 1000 °C to 1250 °C. And the relationship between the minimum pass number and thickness reduction has been suggested. The results also indicate that large covering rate in the assemble pattern of outer soft and inner hard is beneficial to achieve the bond of stainless clad plate.
Keywords
Introduction
The stainless clad plate is a kind of layered structures generally made by bonding a stainless steel plate to another metal such as carbon steel or low-alloy steel plate. It has been widely used in petroleum, chemical, ship building, metallurgy, power generation, and other daily necessities because of its ideal combination of mechanical, physical, and corrosion properties, and the advantage over common engineering materials at price.1,2 Roll bonding is the most economic and productive manufacturing process for the production of stainless clad plates. 3 The bonding of the interface between two metals has an important influence on the quality of the clad plate. 4 The experimental study has been adopted by some researchers because it can credibly estimate the causal relationship. Mohamed and Washburn 5 investigated the mechanism of pressure welding in polycrystalline aluminum, copper, silver, and gold. The researches showed that there was no metal-to-oxide bonding contributed to the strength of the weld, and a two-stage model was suggested to explain the different behaviors of the metals studied. Factors that affect the relative difficulty of pressure welding were also discussed. These factors include stacking fault energy of the metal, relative hardness of the metal and its oxide film, and the mechanical properties of the oxide, surface roughness prior to welding. Nezhad and Ardakani 6 investigated the effects of pre-heat temperatures and thickness reductions on the bond strength by peeling test and metallographic examinations. Manesh and Shahabi 7 evaluated the bonding strength of roll-bonded multilayer plates by defining and measuring a relative bonding length parameter. Jing et al. 8 performed shearing and peeling tests to evaluate the bonding results. The interfacial microstructures, composition diffusion, and peeling fractographies of the clad plate samples were adopted to examine the bond quality. Both the shear strength and the peel strength increase with increases in bonding temperature and total reduction ratio. Multi-pass hot rolling generates a number of local embedment at the interface and improves the interfacial bonding strength. Although some results of specific process parameters on the bonding strength were obtained, the experimental study was time-consuming and laborious. The theoretical calculation method including analytical method and finite element method (FEM) has been applied to solve this problem. Although some results of specific process parameters on the bonding strength were obtained, the experimental study is time-consuming and laborious. Tzou and colleagues9,10 obtained the stress field of cold and hot bond rolling of unbounded sandwich plates by formulating an analytical model of the cold bond rolling of unbounded double-layer sheet. Hwang et al. 11 analyzed the effects of various rolling conditions such as total thickness reduction and initial thickness ratio upon bonding factors such as the mean contact pressure and bonding length by proposing an extended analytical model. However, the analytical calculation precision has its limitation because there were some differences between the actual conditions and the analytical model that was simplified too much. Moreover, the three-dimensional (3D) distribution of rolling pressure was unavailable because plane strain assumption was adopted in these models. Therefore, finite element analysis (FEA) has been adopted because of its powerful computation ability in obtaining results of stress and strain in the interface. Zhang and Yang 12 built a two-dimensional (2D) FEM model to predict bond results based on a bond criterion for laminated composites. Lin and colleagues13–15 established a 3D thermal–elastic–plastic–coupled FEM model, and results containing deformation, the equivalent strain, shear stress, residual stress, and the rolling force were obtained. Zong and Zhang, 16 Dong and Wu, 17 and Xu and Zhang 18 determined the minimum relative reduction for perfect bonding by the FEM simulation of single-pass roll bonding process. However, the researches mostly focused on the bonding of single-pass rolling process, and investigations on the multi-pass hot roll bonding process have not been investigated systematically.
In this article, a 3D thermo-mechanical-coupled elastic–plastic model has been established to simulate the multi-pass hot roll bonding process using FEA. The simulation results have been compared with the results of a rolling experiment of stainless clad plate to verify this FEA model. Moreover, the model has been adopted to analyze the effects of various rolling conditions such as pre-heating temperature, multi-pass thickness reduction rules, rolling speed, and assemble patterns in the multi-pass hot rolling bonding process.
Establishment of 3D FEA model
Hypothesis and simplification
The hot roll bonding process of stainless clad plate involves highly nonlinear behaviors including multiple objects contact and complex thermo-mechanical coupling problems. The contacts between the rollers and the plate, the strake and the base layer, and the strake and the clad layer have been considered in this model. Some simplified methods had been adopted as follows:
A quarter model of the plate and the roller was built because the symmetry of the heat transfer, the plate structure, and the influence of gravity were ignored.
The rollers were assumed to be the analytical rigid bodies during the process of hot roll bonding in order to reduce the solution time.
A thermal–elastic–plastic isotropic material model was used.
The welding structure was considered and the quarter simplified rolling model is shown in Figure 1. Element type DC3D8RT was chosen to mesh the plate. Interface between different layers shared the same nodes, and there were a total of 74,749 elements in this model.
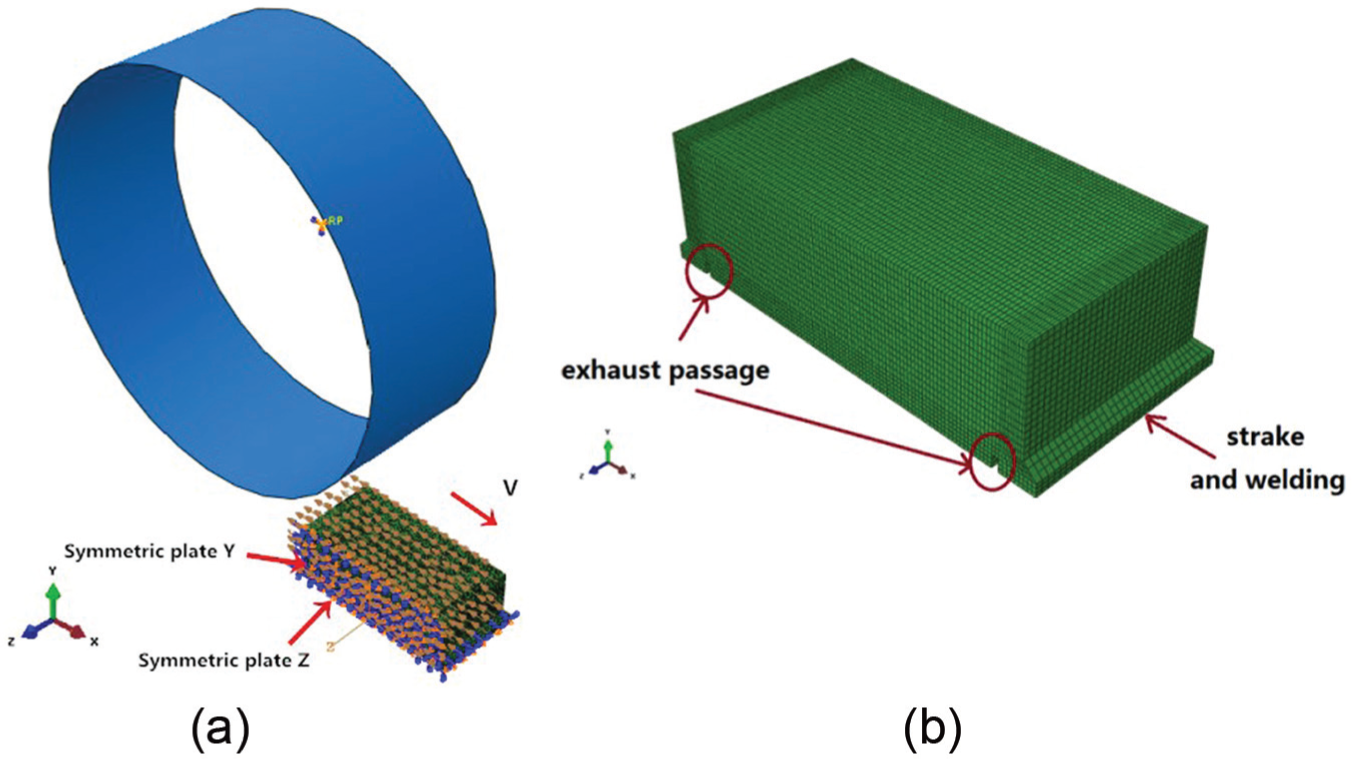
Three-dimensional FEA model of rolling for stainless steel clad plate: (a) quarter rolling model and (b) quarter of the slab lattice model.
The hot rolling bonding process was divided into seven passes. Accordingly, the simulation of rolling process was divided into seven modules. Results from the former pass can be transferred to the input file of next pass as initial conditions so that the simulation for multi-pass rolling can run continuously.
Mechanical properties
Material of the base layer is carbon steel Q345R and material of the clad layer is stainless steel 316L. Accurate mechanical properties are vital to the reliable FEA simulation. The mechanical tests of the experimental metal at different temperatures and strain rates were measured using the Gleeble-3500 machine. These typical flow stress curves are shown in Figure 2.

Plastic true strain and stress curves of materials 316L and Q345R: (a) flow stress of 316L at strain rate = 0.1 s−1, (b) flow stress of Q345R at strain rate = 0.1 s−1, (c) flow stress of 316L at strain rate = 1 s−1, (d) flow stress of Q345R at strain rate = 1 s−1, (e) flow stress of 316L at strain rate = 10 s−1, and (f) flow stress of Q345R at strain rate = 10 s−1.
Thermal expansion coefficients of materials Q345R and 316L were measured using DIL801 thermal dilatometer. Other thermal properties including density, thermal conductivity, specific heat, modulus of elasticity, and Poisson’s ratio were calculated using the software JMatPro. Relationship between these thermo-physical parameters and the temperature is shown in Figure 3.

Thermo-physical parameters of materials 316L and Q345R: (a) thermal expansion coefficient, (b) density, (c) modulus of elasticity, (d) Poisson’s ratio, (e) thermal conductivity, and (f) specific heat.
Boundary conditions and contact definition
The symmetrical displacement constraint was applied to the symmetry area of the quarter model.
Contact between the rollers and the plate was considered in this model, and the penalty friction model was applied to simulate the contact. The friction coefficient was defined as 0.3. 19
The convective heat transfer coefficient of the plate surface was defined as 10 W/(m2 K), and the rate of emission of radiation was defined as 0.8. 20
The temperature of the roller was assumed to be a constant value of 300 °C, and the contact heat transfer coefficient between the roller and the plate was defined as 20 kW/(m2 °C). 20
Plastic deformation work and friction heat were the heat sources in the process of rolling. The conversion rates of power and thermal were defined as 0.9. 20
The angular velocity was applied to the driving roller according to the rolling speed and radius of the roller.
Bond criterion
The theory and practice of welding by pressure in a broad sense were based on four classes of hypothesis: the mechanical hypothesis, the energy-barrier hypothesis, the diffusion-bonding hypothesis, and the joint-recrystallization hypothesis. 4 The descriptions of the bonding mechanism according to these hypotheses were various. No matter what the theory is, certain energy must be needed to achieve the combination of the metal. Namely, a certain normal pressure and a threshold deformation must be achieved. Two typical bond criteria were proposed. The first one was that a strong bond is made between two plates when the deformation during the rolling exceeds the threshold for welding. 13 However, the exact threshold strain is usually difficult to be determined, especially for multi-pass rolling bonding of thick stainless clad steel plate. The second one was the bond criterion of stress.14–16 Metals could be bonded as both materials being plastic stage and the normal pressure in the interface being up to or larger than the deformation resistance of harder layer material. Therefore, this criterion was adopted in this article because the normal stress and the flow stress of the interface at certain temperature and strain rate could be determined.
Pressure distribution
The normal stress distribution of the interface in the first four passes is shown in Figure 4 according to calculation results of layered structures. The stress along the width direction was not uniform. Pressure at the edge was less than that in the center. Taking the example of pass one, normal stress at the edge was about 50 MPa and the stress in the center was about 83 MPa. Stress near the edge was adopted to make sure of the complete bonding.

Normal stress distribution of the interface in the first four passes: (a) normal stress in pass one, (b) normal stress in pass two, (c) normal stress in pass three, and (d) normal stress in pass four.
Normal stress history of the interface in the first four passes is shown in Figure 5. The maximum normal stress of the interface in each rolling pass was 59.36, 71.32, 87.46, and 104.16 MPa, respectively. The maximum normal stress in the fourth pass was larger than the flow stress of the material 316L, which was 90 MPa. It indicated that the value was lower than 90 MPa in the first three passes. Therefore, the bond was not realized until the pass-four rolling process was completed.
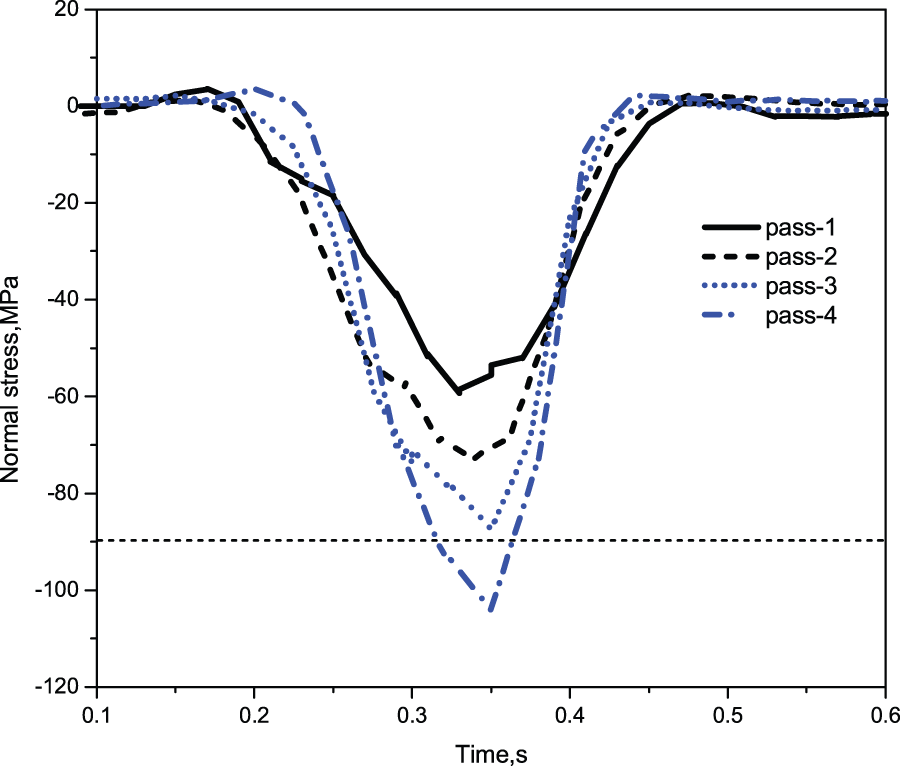
Normal stress history of the interface during hot rolling.
Finite element model validation
In order to verify this FEA model, a rolling experiment of stainless clad plate was completed using a ∅ 750 × 550 two-roller mill. Surface temperature during the rolling process and profile of the clad plate after rolling were measured and compared with the simulated results.
Rolling experiment
The stainless clad plate and carbon steel Q345R were assembled symmetrically as AB–BA to avoid bending caused by different deformation resistance of the layers during the rolling process. The initial thickness of the carbon steel layer was 85 mm and thickness of the stainless steel layer was 15 mm. The single-roller thickness reduction during seven-pass hot roll bonding process was 12.5, 12.5, 12.5, 12.5, 10, 8, and 7 mm, respectively. The pre-heating temperature was 1200 °C and the rolling speed was 1.1 m/s.
Temperature
The surface temperature of the plate during rolling process was obtained using thermal imaging system. These measured temperatures were compared with the calculation results of the FEA model. As shown in Figure 6, the surface temperature dropped quickly in each pass when the rollers were driven into the rolling zone because lot of heat was absorbed by the roller. The temperature increased quickly when the rollers left the deformation zone because the heat was rapidly transmitted from the center to the surface. Moreover, the heat carried away by heat transfer conditions is larger than the heat generated by plastic work in the first three rolling passes. Therefore, the temperature of the surface drops gradually. But the heat difference between the two parts was relatively small after the third rolling pass; the temperature change was also relatively small and the temperature dropped a little after the third rolling pass. The results of simulated temperature using FEA showed a satisfactory accordance with the measured temperature.

Temperature history of the surface during hot rolling.
Deformation
The profile of the layered structures after cooling was obtained using Handyscan 3D and is shown in Figure 7. There was a larger longitudinal extension in the center of the plate than the edge. This “tongue” feature was mainly caused by the large accumulative reduction in thickness.
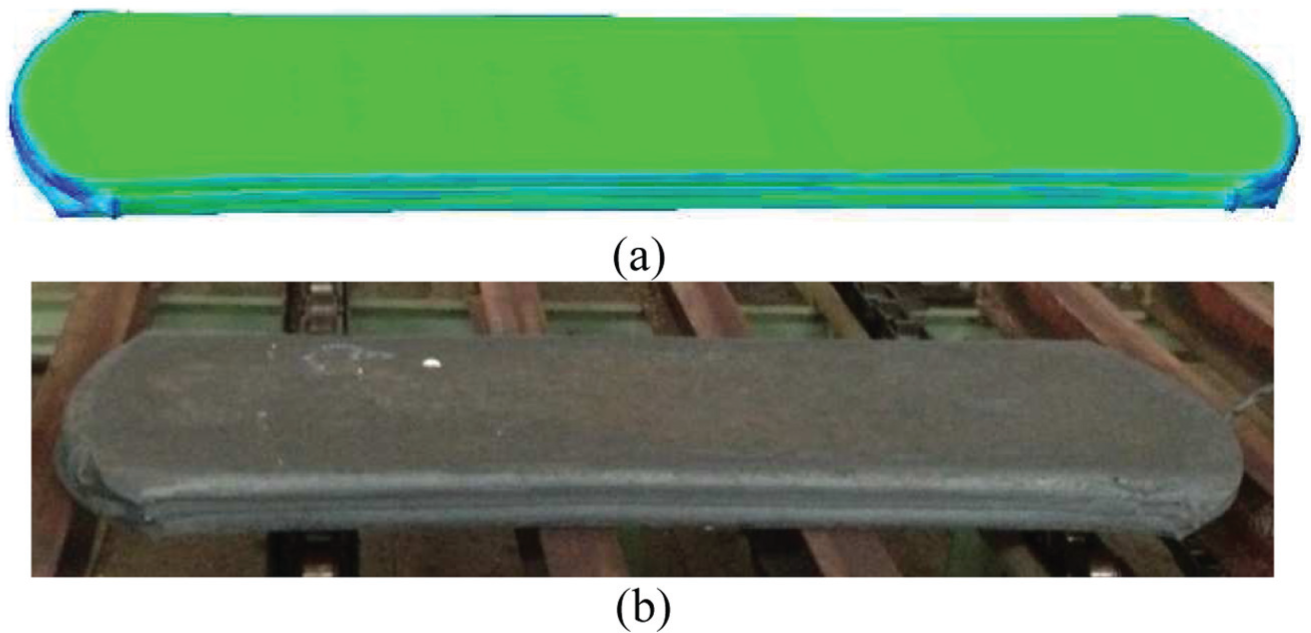
Contour of rolled stainless clad plate: (a) simulation and (b) experiment.
The measured profile schematic of rolled stainless clad plate is shown in Figure 8, and the comparison between measured profile and the simulated results is shown in Table 1. The length of the plate increased by about twice the initial length varying from 300 to 1200 mm, while the width increased from 300 mm to about 340 mm. The initial thickness ratio of the base layer and the clad layer was 85:15 and the value barely changed during the hot roll bonding process. The simulated deformation agreed well with the measured deformation and the error rate was less than 5%. Therefore, the 3D FEA model was considered reliable.

Measured profile schematic of rolled stainless clad plate.
Comparison of measured and simulated contour results.

Effects of different process parameters on the bonding
Rapid roll bonding process helps not only reduce the energy consumption but also increase the range of different thickness specifications of the finished layered structures. The effects on interface bonding of different process parameters, including pre-heating temperature, multi-pass thickness reduction rules, rolling speed, and covering rate, were analyzed as follows.
Pre-heating temperature
The normal stress and flow stress under different pre-heating temperatures and the thickness reduction of 30% are shown in Figure 9. When the pre-heating temperature was 1000 °C, the normal stress in the interface and the flow stress of the material 316L were 160.5 and 185.5 MPa, respectively. The value of normal stress was less than the flow stress, which indicated that the bond of two layers was not realized yet according to the bond criterion of stress mentioned before. When the pre-heating temperature was increased to 1050 °C, the value of normal stress and flow stress became 139.8 and 158.2 MPa, respectively. Both normal stress and flow stress decreased when the pre-heating temperature increased and the flow stress changed faster. Two layers were not achieved bonding until the temperature exceeded 1130 °C at the thickness reduction of 30%. The results indicate that higher pre-heating temperature is beneficial to achieve the bonding in vacuum hot rolling process. Meanwhile, higher pre-heating temperature helps reduce the rolling load as well.

Normal stress and flow stress at different temperatures.
The critical thickness reduction to realize the bond under different pre-heating temperatures is shown in Figure 10. The minimum single-pass reduction was 36.8% at the temperature of 1000 °C. When the temperature was 1250 °C, the value became 26%. The critical thickness reduction reduced by about 2% when the temperature increased by 50 °C during the range from 1000 °C to 1250 °C.

Critical reduction in bonding at different temperatures.
Thickness reduction
The thickness reduction is one of the most important parameters of the rolling bonding. The normal stress in the interface and the flow stress of the material 316L at different single-pass thickness reductions and the same rolling temperature of 1200 °C are shown in Figure 11. Both normal stress and flow stress increased when the thickness reduction increased. The normal stress changed faster than the flow stress when the relative thickness reduction varied. The critical thickness reduction to realize the bond was between 25% and 30%. In order to determine the accurate critical thickness reduction, more thickness reductions were adopted in the calculation. The maximum normal stress of the interface was smaller than the flow stress of the material 316L when the value was below 27%. The bond between two metals was not realized. The stress condition of bond criterion was met when the thickness reduction was up to 28%. It indicates that larger thickness reduction is beneficial to achieve the bonding.

Normal stress and flow stress at different reductions.
The bond will not be realized if the thickness reduction was too small. However, it is also inadvisable to adopt a very large thickness reduction in a single pass due to the difficulty in biting and the limitation of rolling mill. The method of multi-pass rolling bonding was adopted to solve the problem. The thickness reduction in the first several passes was assumed to be the same to simplify the question. Relationship between the thickness reduction and the minimum pass number to realize the bond at the temperature of 1200 °C is shown in Figure 12. Two passes would be needed at the thickness reduction of 18.5–27.5 mm. The accumulative reduction would be at least 37%. It was larger than the critical thickness reduction 28% in a single-pass rolling bonding. When the reduction was between 13.5 and 18 mm, three passes would be required to realize the bonding. The accumulative reduction would be at least 40.5%. Similarly, the thickness reduction of 11.5–13.5 mm responded to four passes and the minimum accumulative reduction was 46%. The reduction of 9.5–11.5 mm responded to five passes and the minimum accumulative reduction was 47.5%. The number of rolling passes to realize the bond would be no less than 11 when the thickness reduction in each pass was defined as 5 mm.

Relationship between thickness reduction and the minimum pass number.
The minimum pass number to realize the bond increases when the thickness reduction in each single pass decreases. It is vital to balance the thickness reduction in each pass and the minimum pass number needed. Taking the example of the rolling experiment, in which the thickness reduction in the first four passes was the same 12.5 mm, the bond between two metals was not realized until the fourth pass and the accumulative reduction was 50%. It would be better if the thickness reduction in each pass was adopted as 13.5 mm, because in this condition, less rolling pass number and less accumulative thickness reduction would be needed to realize the bond, which were three passes and 40.5%, respectively. The thickness reduction of 11.5 mm was another option and four passes would be needed. The accumulative reduction would be 46%, which was smaller than 50% as well.
Roller diameter and rolling speed
The normal stress in the interface and the flow stress of the material 316L under different roller diameters are shown in Figure 13. In this condition, the rolling speed was 1.1 m/s, the heating temperature was 1200 °C, and the relative reduction was 30%. The change in roller diameter slightly affects the flow stress. However, the normal stress in the interface increased significantly when the roller diameter increased. When the roller diameter was 550 mm, the normal stress in the interface was 81 MPa. The value was smaller than the flow stress of the material 316L, which was 92.6 MPa. When the roller diameter was increased to 900 mm, the normal stress in the interface became 98 MPa. The value was larger than the flow stress of the material 316L, which meant the bond was realized. In the range from 600 to 850 mm, the normal stress increased by about 1.4 MPa when roller diameter increased by 50 mm. Two layers were not achieved bonding until the roller diameter exceeded 725 mm at the rolling speed of 1.1 m/s. Therefore, a larger roller diameter is beneficial to achieve the bond of stainless clad plate.

Normal stress and flow stress at different roll diameters.
The normal stress and the flow stress at different rolling speeds are shown in Figure 14. In this condition, the heating temperature was 1200 °C and the relative reduction was 30%. Both stresses increased when the rolling speed increased. In the range from 0.5 to 2 m/s, the normal stress in the interface increased by about 3.6 MPa when the rolling speed increased by 0.5 m/s. The ratio of the normal stress and the flow stress increased slightly when the rolling speed increased. It indicates that the rolling speed affects the bonding process a little according to the bond criterion of stress.
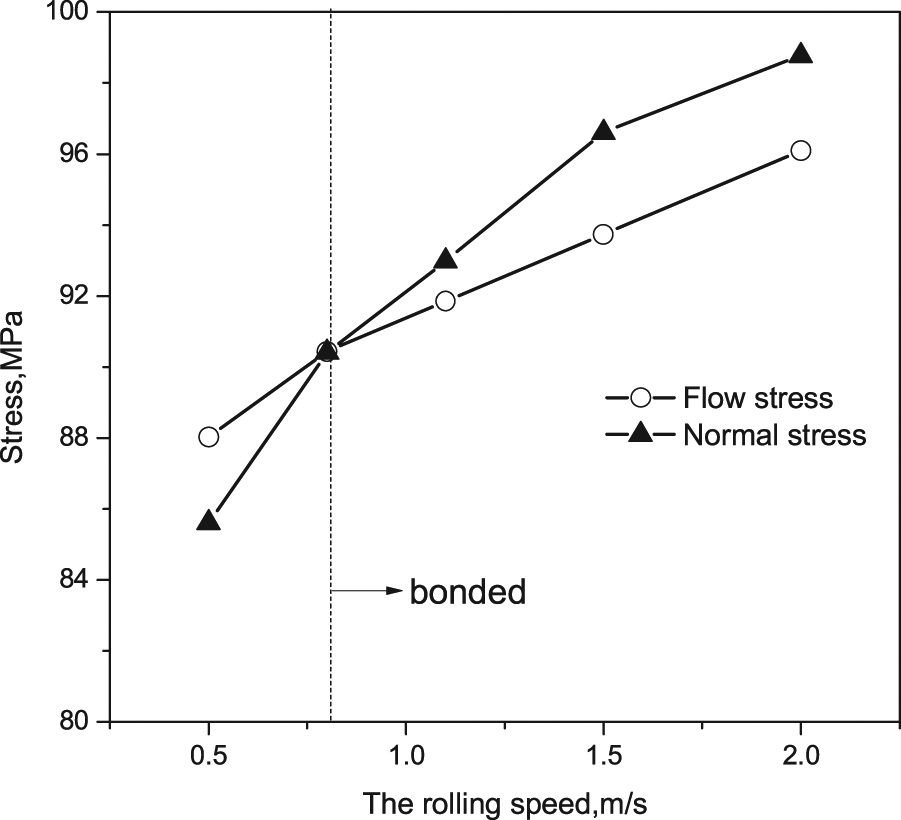
Normal stress and flow stress at different rolling speeds.
Assemble patterns
Currently, there are two typical assemble patterns for rolling stainless clad plate. The first one is outer soft and inner hard as shown in Figure 15(a), which meant that the softer material Q345R was located outside and the harder material 316L was located inside. The second one is inner soft and outer hard as shown in Figure 15(b).

Assemble pattern applied before rolling: (a) outer soft and inner hard and (b) inner soft and outer hard.
The normal stress and the equivalent plastic strain along the thickness direction at different assemble patterns are shown in Figures 16 and 17, respectively. Both values first increased and then decreased from the rolling surface to the center of the plate. There was a sudden change in stress and strain in the interface due to the property differences of different metals. The sudden change in stress in the interface was 1.54 MPa in the assemble pattern of outer soft and inner hard, while it was 5.44 MPa in the assemble pattern of outer hard and inner soft. The sudden change in equivalent plastic strain was 0.0078 in the assemble pattern of outer soft and inner hard, while it was 0.0704 in the assemble pattern of outer hard and inner soft. The value of both strain and stress in the assemble pattern of outer hard and inner soft was larger than that in the assemble pattern of outer soft and inner hard. It indicates that the assemble pattern of outer hard and inner soft might caught larger inconsistent deformation in the interface.

Normal stress along the thickness direction with assembly methods.

Equivalent plastic strain along the thickness direction with assembly methods.
The thickness ratio of stainless steel layer and clad plate is defined as the covering rate. The normal stress in the interface and the flow stress of the harder material 316L at different covering rates in the assemble pattern of outer soft and inner hard are shown in Figure 18. The flow stress barely changed, while the maximum normal stress increased when the covering rate becomes greater. When the covering rate was 0.05, which meant the initial thickness of the stainless steel layer and the carbon steel layer was 5 and 95 mm, respectively, the normal stress in the interface was 85 MPa and the flow stress was 92 MPa. The normal stress was smaller than the flow stress of the material 316L, which indicated that the bond was not realized according to the bond criterion of stress. When the covering rate was increased to 0.25, the normal stress in the interface became 97 MPa and the flow stress remained 92 MPa. Two layers were not achieved bonding until the covering rate exceeded 0.18. Therefore, a larger covering rate in the assemble pattern of outer soft and inner hard is beneficial to achieve the bond of stainless clad plate.

Normal stress and flow stress at different covering rates.
Layer materials
The normal stress in the interface and the flow stress of the harder material under different material combinations of the layers and the same thickness reduction of 22 mm are shown in Figure 19. The value of normal stress was mostly decided by material properties of the base layer when the covering rate was small. The normal stress increased when the deformation resistance of the base layer increased. When the base layer was softer, as shown in Figure 19(a) and (b), the difference between the normal stress in the interface and the flow stress of the hard material was smaller if the deformation resistance of the base layer and clad layer was closer. The bond was easy to be realized when the deformation resistance of the base layer and clad layer was chosen close in the assemble pattern of outer soft and inner hard. However, when the base layer was harder, as shown in Figure 19(c) and (d), the difference between the normal stress and the flow stress of the hard material was barely affected by the material combinations of different layers. Therefore, it is advisable to choose a harder carbon steel as the base layer when the certain stainless steel is selected.

Normal stress in the interface at different material combinations: (a) outer soft and inner hard with the same inner material, (b) outer soft and inner hard with the same outer material, (c) outer hard and inner soft with the same inner material, and (d) outer hard and inner soft with the same outer material.
Conclusion
Higher temperature and larger thickness reduction are beneficial to achieve the bonding in vacuum hot rolling process. The critical reduction to realize the bond at the temperature of 1200 °C is 28%. And the critical thickness reduction reduces by about 2% when the temperature increases by 50 °C during the range from 1000 °C to 1250 °C.
The relationship between the minimum pass number, thickness reduction, and accumulative reduction has been discussed. The minimum pass number to realize the bond increases when the thickness reduction in each single pass decreases. Two passes will be needed when the thickness reduction in each rolling pass is 18.5–27.5 mm. The accumulative reduction will be at least 37%. When the thickness reduction is 13.5–18 mm, three passes will be required and the accumulative reduction will be at least 40.5%. Four passes will be required and the accumulative reduction will be at least 46% when the thickness reduction is 11.5–13.5 mm, and five passes will be required and the accumulative reduction will be at least 47.5% when the thickness reduction is 9.5–11.5 mm. Moreover, the number of rolling passes to realize the bond would be no less than 11 when the thickness reduction in each pass was 5 mm.
The assemble pattern of outer hard and inner soft will lead to deformation incompatibility of the interface comparing with the assemble pattern of inner hard and outer soft. And large covering rate in the assemble pattern of outer soft and inner hard is beneficial to achieve the bond of stainless clad plate.
It is advisable to choose a harder carbon steel as the base layer when the certain stainless steel is determined. Moreover, large roller diameter is beneficial to achieve the bonding of stainless clad plate.
Footnotes
Academic Editor: Jianqiao Ye
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This study was financially supported by the National High Technology Research and Development Program of China (no. 2013AA031302).