
Abstract
In three-roll planetary rolling process, there is secondary torsion phenomenon that may lead to rolling instability. This article proposed a new idea to alleviate the secondary torsion phenomenon by dividing the secondary torsion segment out of the roll as an independent and passive one. To study the performance of the roll with passive segment, the three-dimensional finite element models of planetary rolling process using actual roll or new roll with passive segment involving elastic–plastic and thermal–mechanical coupling were established by the software ABAQUS/Explicit, and a series of analysis had been done successfully. The rolling temperature and rolling force of planetary mill were in good agreement with the measured results, which indicated that the finite element method would supply important reference merit for three-dimensional thermo-mechanical simulation of the three-roll planetary rolling process. Comparing the simulation results of the two models, the results indicated that the change in the roll structure had just a little influence on the metal deformation, temperature, and rolling force, but it lessened the secondary torsion deformation effectively and improved the outside roundness of the rolled tube slightly. The research provided a new idea for the roll design of three-roll planetary mill (PSW).
Introduction
Since the three-roll planetary rolling technology was first applied to the cogging process of copper by Outokumpu Company of Finland in the early 1990s, it has been improved gradually and widely used in copper tube processing industry. 1 However, the three-roll planetary rolling process is a complex non-closed volume deformation process under local cyclic load, and many researches have to be conducted to explore its rolling mechanism.
Considering the multiple nonlinear factors involved, such as material, geometry, contact, and temperature field, most of the studies on three-roll planetary rolling process have been carried out with numerical method. Hwang et al. 2 combined experimental and numerical analyses to study the spiral marks of rolled piece and the rolling forces. Al-Salmi and Hartley 3 analyzed the three-roll rotary rolling process for producing bimetallic rod using finite element method (FEM) and discussed the rolling pressure and rolling force. Binotsch et al. 4 used the FEM to achieve a deeper process understanding of planetary rolling. Xin-wang et al. 5 analyzed the model of simulation on rolling process of titanium alloy bar. Bing et al. 6 studied the deformation rules of three-roll planetary rolling process and simulated the temperature field in planetary rolling process; 7 besides, experiments were used to research microstructure and properties of copper tube in three-roll planetary rolling. 8 Luo et al. 9 found that friction and surface played an important role in three-roll rolling process. Peng-yue et al. 10 established a three-dimensional (3D) FE model of rolling bar by using software DEFORM 3D and analyzed the rolling force and rolling temperature. Limin 11 focused on the roll shape of planetary mill; in addition, Limin et al. 12 discussed the effect of friction coefficient on the rolling process. In summary, the studies on rolling technology mainly focused on metal flow, rolling temperature, and rolling force; just a few studies’ emphasis was roll shape, roll structure, and their influence on rolling process.
In order to meet the needs of the deformation of workpiece and rolling temperature, the roll is divided into five zones in the actual planetary mill, as shown in Figure 1. The secondary torsion of the workpiece will appear in the concentrating deformation zone. Preliminary studies have indicated that the torsion of tube billet may lead to rolling instability. Hence, new methods have to be suggested to reduce the torsion during the rolling process. It is proposed to divide the roll into several zones and make several of them to passive rotation structures. There are three schemes, namely, the concentrating deformation segment is designed as passive one, the roll under the concentrating deformation segment is designed as passive one, and the concentrating deformation segment and the roll segment under the concentrating deformation segment are designed as passive segments, respectively. Based on the 3D thermal–mechanical coupling simulation with the FE software ABAQUS, this article mainly focuses on the influence of the change in the roll structure on planetary rolling process, when the segment of the concentrating deformation zone is designed to passive one.

The roller shape with five zones.
FE model of actual three-roll planetary mill and verification
Model of three-roll planetary mill
The motion of three-roll planetary mill mainly contains three conical rollers’ rotation around its own axis and their revolution around the rolling line, the rotation of tube billet, and the axial movement of the back push. The three-roll planetary rolling process in actual mill is very complicated. So, it is reasonable to simplify the simulation model. The orbital revolution of the rollers is ignored. The shape curve of the rollers, the freedom of the mandrel, and the shape of back push are simplified. Thus, the simplified FE model of three-roll planetary rolling process will be established, as shown in Figure 2. The process parameters of three-roll planetary rolling are the data from field measurement, as shown in Table 1.

The model of the planetary rolling.
Parameters of the rolling process

In the three-roll planetary rolling process, the reduction rate reaches 96% rolling, and rolling temperature will increase from room temperature to the metal recrystallization temperature, and therefore, thermal effects must be included during rolling process. Thermal boundary conditions mainly contain the contact heat conduction between tube and rollers, mandrel, back push, thermal convection, and thermal radiation between the tube and the outside environment. In the FE analysis, the initial temperature of the tube, rollers, mandrel, and back push is taken at room temperature 25 °C, contact thermal conductivity is taken at 20 kW/(m2 °C), the equivalent heat transfer coefficient of thermal convection and radiation is taken at 0.9 kW/(m °C), and conversion factor of thermal power reaches 0.95. Meanwhile, in order to improve accuracy and achieve a complete simulation of the rolling process, the arbitrary Lagrangian–Eulerian (ALE) method of ABAQUS/Explicit is used to solve mesh distortion problems during simulation.
Comparison of the FE simulation with the measured results
To verify the reliability of the FE results, the rolling force and temperature of the copper tubes in three-roll planetary rolling process have been measured by the experiments. The rolling force and rolling temperature cannot be tested directly because of the restrictions of the structure of mill and production site. The head deformation of the support ring was obtained by full-bridge strain gauge measuring method in order to measure the rolling force. In order to obtain the rolling temperature of planetary rolling process, the temperature of mandrel after rolling was measured. Simple treatment for the data of mandrel temperature and the rolling temperature could be obtained. The measured results and FE results are presented in Table 2.
Rolling force and rolling temperature in the planetary rolling process.

FE: finite element.
As can be seen in Table 2, the rolling temperature in three-roll planetary rolling is about 700 °C. The relative error of the rolling force between FE result and measured result is 9.09%. Besides, the relative error of rolling temperature between FE result and measured result is 2.14%. The measured results verified the FE simulation results, which indicate the accuracy of the thermo-mechanical coupling simulation analysis. So the FE simulation could be used in follow-up study.
FE model of the rolling process with new roll
Principal theory
Based on the research of metal motion trajectory in three-roll planetary rolling process, as shown in Figure 3, one point on the tube billet in the rolling deformation zone has not only an angular velocity around the rolling line but also a forward speed along the rolling line direction. Tangential sliding between rolled piece and roll in the rolling process varies at different positions of the deformation zone, which causes the torsion of tube billet. According to the space geometric relation between roll and rolled piece, 9 the relationship between the tube speed and the roll speed is obtained.
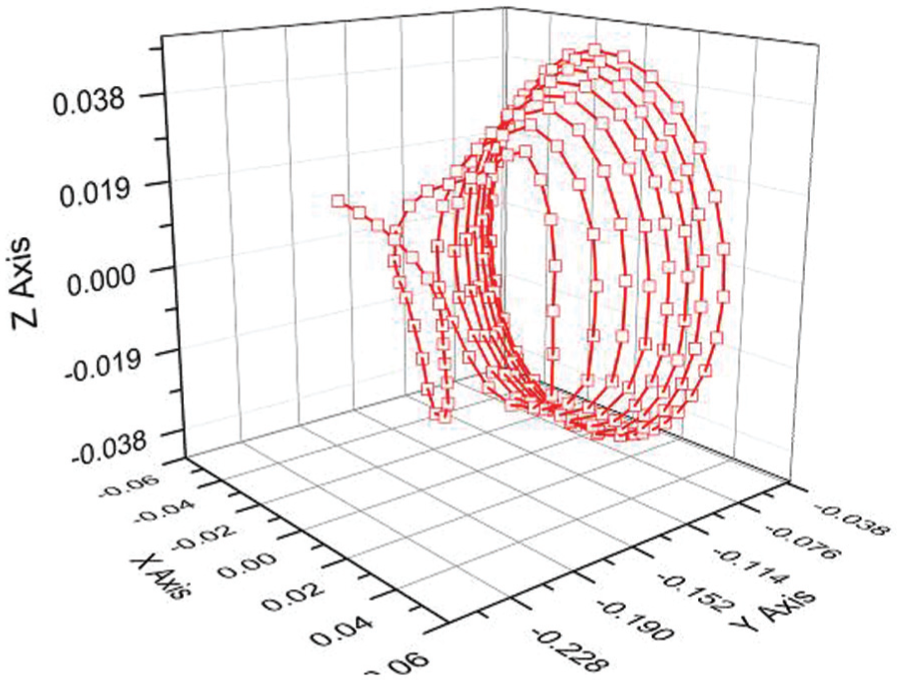
The motion trajectory of the point in the tube.
The axial velocity of the rolled piece is

The tangential velocity of rolled piece is

The angular velocity of rolled piece is

where
According to the formulas above, the torsion angular velocity can be adjusted by changing the roll speed and the tangential sliding coefficient. Thus, it is possible to reduce the secondary torsion during rolling process by changing the structure or shape of the roll.
Model of three-roll planetary rolling process with changed roller
Limin et al. 12 have proved that the concentrating deformation zone is the place in which the secondary torsion will appear. So, there is a possibility to reduce the secondary torsion of tube by changing the roll structure in the concentrating deformation zone. In this article, the roll segment at the concentrating deformation zone is changed into passive and driven by the tube, and the roll structure is shown in Figure 4.

The roll with passive segment.
Using the same modeling method as described in section ‘FE model of actual three-roll planetary mill and verification’ and replacing the roll in the former model with the roll with passive segment, a 3D thermal–mechanical FE model was established, which includes the tube billet, improved roll, mandrel, and back push, as shown in Figure 5.

The model of the planetary rolling.
Results and discussion
Torsion analysis
Figure 6 shows the angular velocity of the workpiece cross section in the rolling deformation zone before and after the roll structure being changed, respectively. As shown in Figure 6, the angular velocity of workpiece in the bite zone (the x-axis coordinate is 0–67.5 mm) keeps approximately invariant, maintaining at about 58 rad/s before the roll structure is changed. As the workpiece enters the reducing zone (the x-axis coordinate is 67.5–78.2 mm), the angular velocity decreases gradually to 50 rad/s. However, in the concentrating deformation zone (the x-axis coordinate is 78.2–85 mm), the angular velocity decreases intensely, and there is a minimum of 35 rad/s. In the calibration zone (the x-axis coordinate is 85–132.5 mm), there is a speed-up process. And finally into the rounding zone, the angular velocity roughly stabilizes at 39 rad/s. In the concentrating deformation zone and the calibration zone, the angular velocity decreases rapidly and then increases slightly. There are two torsions in this process, and the segment in the concentrating deformation zone is twisted most seriously during the whole rolling process. The angular velocity of workpiece reduces to a smaller value of about 43.5 rad/s in the reducing zone, after the roll structure is changed and the roll segment in the concentrating deformation zone becomes passive one. Although it still decreases in the concentrating deformation zone, its minimum is at a larger value, about 41.5 rad/s. In the calibration zone, the angular velocity continues to decrease slowly. As the workpiece enters into the rounding zone, its angular velocity also stabilizes at 39 rad/s roughly.

Angular velocity of the workpiece cross section.
To describe the torsion in rolling process more clearly, the change rate of angular velocity along the rolling line is further calculated, as shown in Figure 7. The change rate of angular velocity reaches a minimum of −1.7 in the concentrating deformation zone with the unchanged roll structure, while it reaches a minimum of −1.26 in the reducing zone with the changed roll structure. In summary, it can be known that the most seriously torsion section appears in the concentrating zone when the roll structure is unchanged. After the roll structure is changed, the most serious torsion section moves to the reducing zone, and the torsion degree decreases obviously; that is, the roll structure with the passive concentrating deformation zone is helpful to alleviate the secondary torsion phenomenon during rolling process.
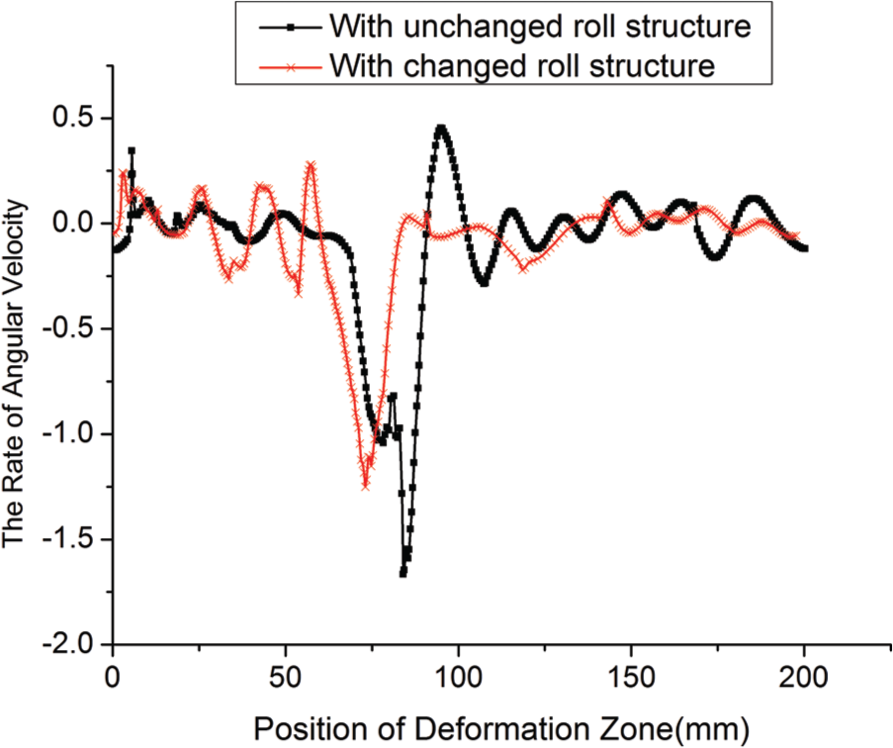
The rate of angular velocity.
Cross section deformation analysis of workpiece
In order to study the influence of the roll structure change on the deformation of cross section, eight cross sections along the rolling direction are shown in Figure 8. Through the results of FE simulation, it can be observed that the shape of cross section will be a circle, then a circular arc triangle, and finally a circle again when it is thrown out by the rolls, no matter whether the roll structure is changed or not. Sections 4 and 5 in Figure 8 are the most serious area of the triangle effect. It proves that it is hard to observe the influence of the change in the roll structure on the triangle effect of workpiece section.
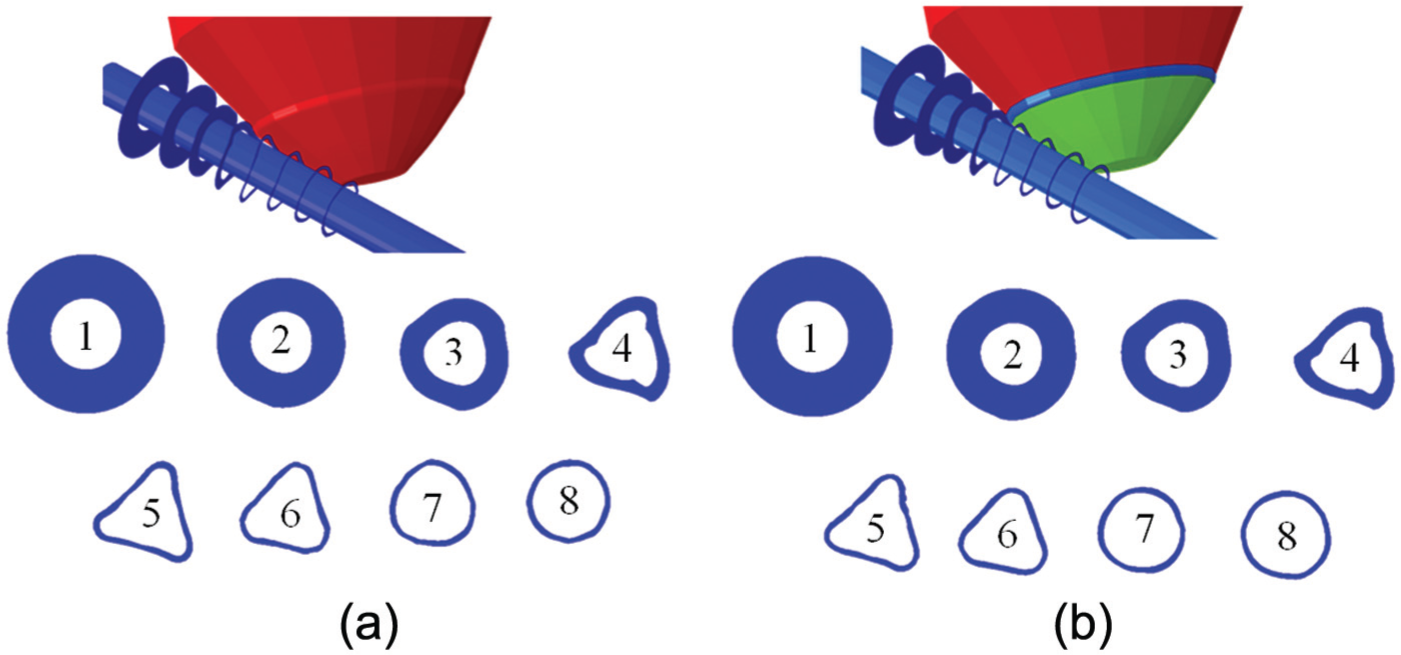
Deformation process of the workpiece cross section: (a) before roll structure changed and (b) after roll structure changed.
To study the triangle effect quantitatively, the ratio

where
To quantify the triangle effect, the ratio
The triangle effect coefficient

Temperature field
Figure 9 shows the temperature field contours in the rolling process with two different roll structures. Figure 10 shows the temperature distribution in the deformation region.

The temperature distribution of rolled piece: (a) before roll structure changed and (b) after roll structure changed.

The temperature along rolling line.
It can be seen from Figure 9 that the rolling temperature rises gradually as the wall reduction increases, until it reaches the highest in the rounding zone. Thereafter, the temperature begins to decline due to the cooling of the outside environment. Similarly, the temperature of the deformation zone along the rolling direction gradually increases at first and then slowly decreases as shown in Figure 10. The highest temperature is 675 °C in the rounding zone when the roll structure is changed, while it was 685 °C previously. The change in the temperature is the result of power consumption decrease as the concentrating deformation segment is changed into passive. In a word, the change in the roll structure influences the temperature of the deformation zone slightly.
Rolling force
As shown in Figure 11, the rolling force varies during the rolling time. After biting, the rolling force rises gradually with the increase in the contact area between the roll and the workpiece. Thereafter, the rolling force reduces slightly due to the rise in temperature. And then, the rolling force would keep basically steady. During three-roll planetary rolling process, the rolling force fluctuates as the cross section of tube billet in the deformation zone turns from circle to circular arc triangle and then to circle again.
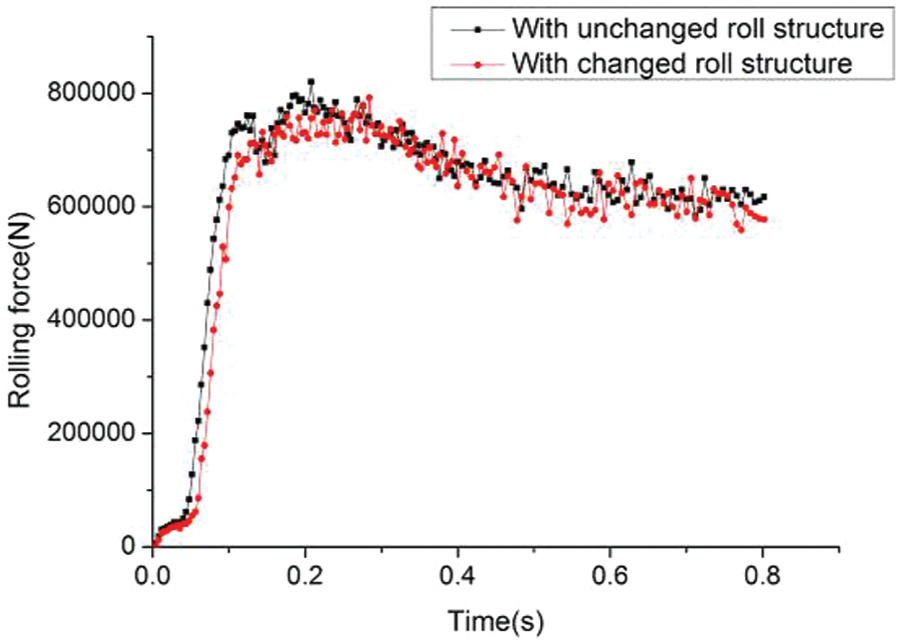
The rolling force of pinch roll.
The different roll structure causes the change in contact pressure. So, the rolling force during the steady rolling process with two different roll structures is also not equal. The rolling force reduces from 600 to 590 kN, as the concentrating deformation zone becomes passive one.
Roundness of the outer surface of rolled product
In order to research the influence of the roll structure on the quality of the rolled product, one section is cut out, respectively, from finished tube rolled by two kinds of rolls. The 10 points that are uniformly distributed on a section of the exterior surface and the roundness error of every point are picked up through reading its radius value. The results are shown in Table 4. It can be seen that the standard deviation of the radius of the finished tube rolled by the modified roll is much less, that is, the roundness of the finished product rolled by the modified roll is better.
Radius in the finished product surface.

Conclusion
The simulation analysis of planetary rolling process showed that the concentrating deformation zone was the reason for secondary torsion, which had adverse influence on the rolling process. To alleviate the secondary torsion phenomenon, the concentrating deformation zone was divided from the roll as a separated passive rotation segment.
The influence of the modification of the roll structure was analyzed with an FE model involving thermo-mechanical nonlinear behaviors. The rate of angular velocity changed from a minimum of −1.7 to −1.26 after the roll structure was changed. The results suggested that the change in the roll structure effectively reduced the secondary torsion and made the rolling process smoother.
The new roll structure just caused temperature drop with 10 °C and the change in the rolling force with 10 kN. The modification of the roll structure had just a little influence on the metal deformation, temperature, and rolling force, while improved the roundness of the rolled tube slightly. Therefore, the idea of reducing rolling torsion by using the new structure roll is feasible.
Footnotes
Academic Editor: Libardo Vicente Vanegas Useche
Declaration of conflicting interests
The authors declare that there is no conflict of interests regarding the publication of this article.
Funding
The research received support from the Provincial and Ministerial Research Cooperation Projects of Guangdong Province (2010B091000003).