
Abstract
This study develops an integrated monitoring system with a human–machine interface (HMI) for groove grinding on the outer surface of the inner ring of a bearing type 6205 in an industrial environment. The proposed system is specifically designed to ensure stable real-time monitoring under progressive grinding wheel wear evolution, rather than maximizing prediction accuracy under fixed and stationary operating conditions. The system combines a grinding wheel wear measurement setup using pneumatic sensors, machine learning algorithms, and multi-objective optimization methods. The input data are collected in real time from the pneumatic measurement system (PMS) to monitor wheel wear (
Introduction
Bearings are highly standardized products, coded and designed, manufactured, and tested according to international technical standards. This type of product is suitable for mass production and is widely used in industry. Control of the manufacturing process is necessary to ensure the accuracy, reliability, and performance of bearings. 1 The manufacturing process includes many stages, among which the outer groove grinding of the inner ring and the inner groove grinding of the outer ring using the centerless grinding method are highly complex and require strict technical precision, as these positions determine the bearing’s dimensional accuracy. Therefore, monitoring this process is truly necessary in large-scale mass production. 2
Recently, many studies have focused on monitoring the grinding process to deal with recurring issues such as wheel wear, thermal damage, and the gradual change in product quality over a grinding cycle. Early approaches relied mainly on physical measurements—force, temperature, vibration, and acoustic emission (AE)—to infer surface quality and the state of the wheel. Shen 3 applied AE sensors to assess grinding burn and grinding wheel life, while Feng et al. 4 examined vibration responses to estimate surface characteristics. Yin et al. 5 used pneumatic sensors to capture wheel–workpiece profiles and built an HMI for basic process visualization.
Building on these efforts, several studies have integrated multiple sensors with data-driven models. For instance, Pan et al.
6
combined force and vibration signals, compressed them with PCA, and fed them into BP neural networks to track surface roughness trends during grinding. Kumar et al.
7
relied on LabVIEW to trigger alarms for abnormal patterns in automotive grinding lines. Meanwhile, Lee et al.
8
used grayscale features from CCD images with ANN models to estimate wheel wear, while Wang et al.
9
predicted
Stable operation in real industrial environments remains difficult for many sensor-based systems. Dust, coolant mist, grinding debris, and humidity fluctuations routinely interfere with signal quality, and this behavior has been reported across several machining processes. Pneumatic sensors, however, tend to maintain signal stability under these conditions and can achieve resolutions on the order of ±1 µm.10,11 Proximity sensors also perform more reliably than optical sensors for workpiece counting in wet or contaminated environments.12,13 Similar observations were noted in applications ranging from face milling of Grade 6 titanium alloy 14 to drilling operations. 15 In contrast, vibration, AE, and force signals often exhibited drift or loss of fidelity when coolant and debris accumulated on the machine. For this reason, PMS and proximity sensors were the only sources that stayed consistently reliable during long-term production testing, and the predictive models in this study were built around these measurements.
In addition, data-driven techniques have become increasingly important in grinding monitoring because they can capture nonlinear relations between multiple inputs—such as feed, speed, and depth of cut—and outputs such as
Despite these improvements, grinding remains a highly variable process, mainly because the behavior of the wheel changes continuously as wear progresses. As the wheel dulls, maintaining surface integrity becomes more difficult, which directly affects both roughness and dimensional accuracy. 22 Many studies have reported a clear link between wheel wear and grinding performance, emphasizing the need for continuous monitoring and compensation.23–25 This issue is even more pronounced in bearing-groove grinding, where high cutting forces accelerate wear and make the process sensitive to small parameter deviations. These characteristics explain why monitoring and adjusting the process in real time remains a practical requirement rather than an academic exercise.
Previous work has extensively analyzed the stability and geometric quality in grinding processes. Rowe 26 proposed methods to assess rounding mechanisms and dynamic stability charts in centerless grinding, highlighting process stability as a key factor influencing geometric error formation. Subsequent studies have examined profile evolution and roundness error during centerless grinding operations, 27 and investigated the effects of process parameters on workpiece roundness in bearing raceway grinding. 28 Analytical investigations into geometrical origins of roundness also exist, 29 and broader reviews on centerless grinding technology provide context on process dynamics and quality challenges. 30 In contrast, the present study focuses on in-process monitoring and data-driven evaluation of tool wear and performance indicators, complementing these earlier stability and roundness analyses.
Multi-objective optimization plays an increasingly important role in machining problems, especially when operators must handle conflicting targets such as reducing wheel wear while still maintaining a material removal rate high enough to satisfy production output. NSGA-II is one of the algorithms capable of handling this trade-off stably and has been applied in many machining studies.31,32 These works show that NSGA-II can determine feasible operating parameter regions, particularly in grinding for automotive components. However, using NSGA-II directly on a production line is still limited because the algorithm requires high computational time and therefore decisions often suffer from noticeable latency. A more reasonable approach is using NSGA-II only to determine the optimal operating window before switching to the subsequent monitoring process.
In actual industrial grinding, an effective monitoring system cannot rely only on standalone sensors or standalone prediction models. A practical system must ensure three elements: (i) stable data acquisition under dust, coolant, and machine vibration; (ii) prediction models that do not collapse when operating conditions drift outside the training region; and (iii) real-time feedback presented through an interface that operators can use easily. Although multiple studies have addressed individual parts of this problem,2–4 integrating them into a unified system that is reliable in production environments remains challenging.16,33
The purpose of the monitoring system is to track tool wear progression and evaluate key grinding performance indicators during operation. The wear parameter
This study develops a monitoring framework based on PMS signals combined with machine-learning models, together with an NSGA-II optimization layer for the initial parameter-selection stage. The system provides direct visualization of predictions in real time and automatically warns when monitored values exceed technical limits. To enhance interpretability, SHAP is used to analyze the influence level of each input variable—something that machine operators often request when evaluating the reliability of a new monitoring tool. The overall workflow has five main steps: (1) collecting data under industrial conditions, (2) building and tuning models, (3) optimizing parameters with NSGA-II, (4) model-explanation analysis via SHAP, and (5) deploying and evaluating the HMI on the actual grinding line.
The final goal is to convert model predictions into operating decisions that operators can trust, especially in situations where wheel wear increases rapidly or where requirements for surface roughness and roundness become more stringent. 34 By relying on signals that remain stable in long-term operation and validating the system directly in production, this framework is designed to support immediate corrective actions instead of only providing offline analysis.
Materials and methods
Methodology flowchart
Experimental phase
The experiment was carried out directly on the grinding production line so that the data reflected the actual operating variations. Four input parameters were investigated, including
Data preprocessing and machine learning
After the data collection step, the dataset was reviewed and features showing duplicated or overlapping information were removed to keep the model compact and avoid redundancy. The cleaned dataset was then used to develop prediction models for the measured outputs using ANN, XGBoost, LightGBM, and CatBoost. Hyperparameters were tuned with Bayesian optimization, and model performance was evaluated using RMSE, MAE, and R2 to select the surrogate models for the optimization stage.
Multi-objective optimization
The selected models were used as surrogate functions in the NSGA-II multi-objective optimization. The optimization problem was set up to find the parameter region that satisfies multiple conflicting objectives in groove grinding. The obtained Pareto set was used as the basis for determining operating parameters.
Model refinement and interpretability
In the refinement stage, the input set was updated to include additional information reflecting the change in grinding conditions over time. The prediction models were retrained with the expanded inputs, and the hyperparameters were adjusted again using Bayesian optimization.
To support interpretability, SHAP was applied to quantify the influence of each input variable on the predicted outputs, ensuring the models could be explained and validated during deployment in the monitoring system.
HMI development and validation
The HMI was constructed to integrate measured signals
The system was then brought to the production line to check its ability to operate under actual manufacturing conditions.
Figure 1 summarizes the complete workflow, encompassing data acquisition, model development and refinement, NSGA-II optimization, SHAP-based interpretation, and final HMI deployment.

Methodological framework developed for real-time monitoring.
Experimental setup
The experimental setup was constructed to replicate the actual operating conditions of the groove-grinding stage used for finishing the inner-ring ball race of 6205 bearings (precision grade P5). This finishing operation governs the final geometry, surface finish, and roundness of the raceway. Supplemental Section 1 provides additional process details, and Supplemental Figure S2 includes the corresponding manufacturing drawings.
Prior to groove grinding, all inner rings were machined and inspected to meet dimensional and form tolerances. Only compliant workpieces were selected for experimentation, minimizing the copying effect inherent to centerless grinding.
Grinding trials were performed on a 3MK147B CNC groove-grinding machine. Figure 2 illustrates the main components involved in data acquisition: the workpiece, grinding wheel, workpiece feeding mechanism, proximity sensor, pneumatic probes positioned at the wheel top and wheel edge, profilometer probe, and ovality measurement device (D022). The roundness measurement device has a accuracy of 1 µm and was calibrated prior to experimentation. Considering that the specified roundness tolerance is 3 µm (Supplemental Figure S2), the measurement resolution is adequate to reliably evaluate form deviations. The workpieces were manufactured from AISI 52100 bearing steel, a material commonly used in bearing production because of its high hardness, wear resistance, and fatigue strength. 35 Material properties and chemical composition are listed in Supplemental Section 1.

Experimental setup and data collection scheme: ① workpiece; ② grinding wheel; ③ workpiece feeding mechanism; ④ proximity sensor; ⑤ pneumatic probe at the wheel top; ⑥ pneumatic probe at the wheel edge; ⑦ machined inner ring ball race; ⑧ SJ-400 profilometer probe; ⑨ ovality measurement probe (D022); (I) position for assembly proximity sensor-details in Supplemental Section 1.
The grinding wheel used in the trials was an A100LV5 vitrified-bonded Al2O3 wheel (grit #100, medium grade, dense structure), a specification typically selected for precision grinding of hardened bearing steels. Prior to each experiment, the wheel was dressed to establish a consistent initial condition.
Accurate measurement of wheel wear during grinding was obtained using a PMS. Pneumatic gauging is well suited for industrial use due to its robustness, stability under coolant mist and debris, and its favorable resolution compared with optical or contact alternatives. In this study, wear was monitored at two locations—
To ensure consistent indexing and reliable counting
Surface roughness at the wheel edge

The purpose of this work is process monitoring and multi-objective optimization under real production-line conditions, where mass measurement provides a direct and reliable performance indicator. Since the workpiece material (AISI 52100) has constant density throughout all experiments, conversion to volumetric MRR involves division by a constant value and does not affect the regression modeling, optimization procedure, or Pareto ranking.
The parameters
Experimental parameters and their values used in grinding trials.

Data collection and analysis
During each grinding trial, sensor readings and post-process measurements were gathered in parallel to capture how the process evolved from part to part.
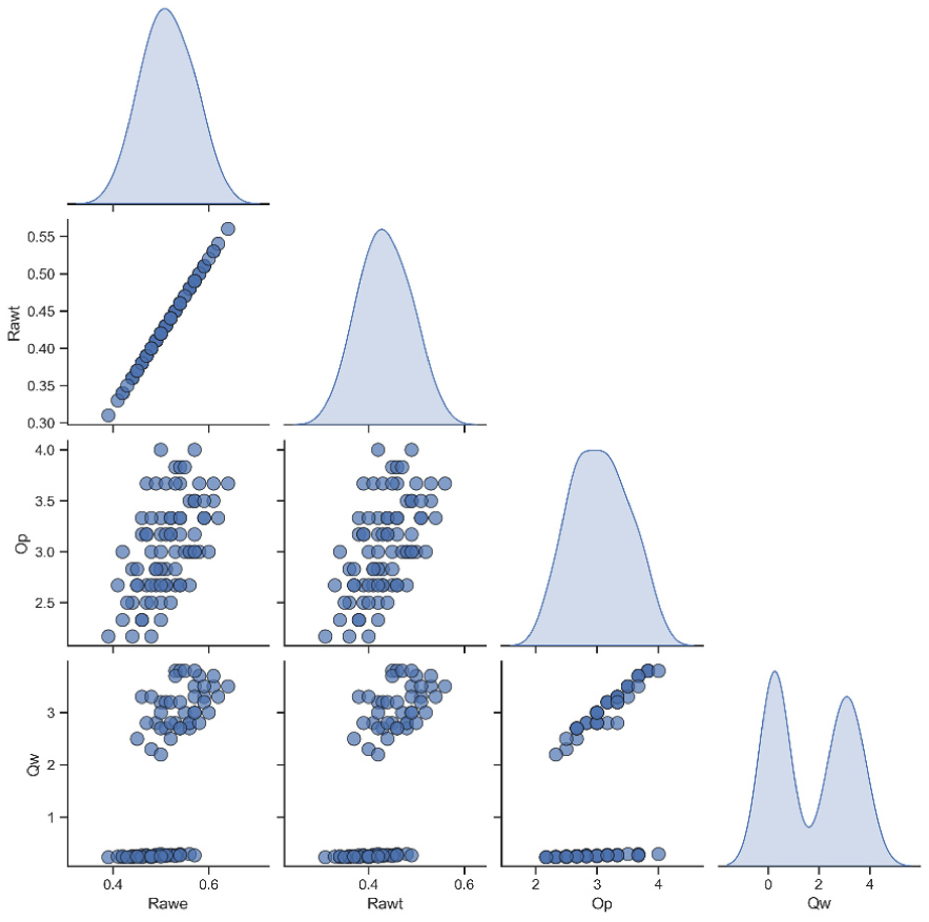
Pairplot visualization illustrating relationships among key output parameters:
Mass-based calculation was used to determine
Initial exploration of the dataset showed that the top-surface signals

Comparative plots of measured parameters across
Correlation heatmaps were then generated to examine the dependence between the remaining inputs and outputs. Prior to removing redundant variables, several groups of parameters appeared strongly clustered. After refinement, key dependencies—particularly those linking

Correlation heatmaps of experimental parameters: (a) before removal, and (b) after removal of redundant variables (
To further assess multicollinearity, Variance Inflation Factor (VIF) analysis was performed (Supplemental Material Section 4). The results show extremely high VIF values for
Machine learning models and tuning method
Four machine-learning algorithms—ANN, XGBoost, LightGBM, and CatBoost—were considered for predicting
Artificial neural networks (ANN)
ANNs provide flexible architectures capable of capturing nonlinear interactions. Their performance depends heavily on tuning and dataset quality, and interpretability may be limited. 36
Extreme gradient boosting (XGBoost)
XGBoost incorporates regularization and robust handling of noisy or incomplete data, making it suitable for manufacturing environments with natural variability. 37
Light gradient boosting machine (LightGBM)
LightGBM uses histogram-based feature binning and leaf-wise tree growth, offering fast training. Care is required when the dataset is modest in size, as the aggressive growth strategy may introduce overfitting. 38
Categorical boosting (CatBoost)
CatBoost handles ordered data effectively and mitigates prediction shift without heavy preprocessing. Training time is typically longer, but the model remains robust across many manufacturing-related tasks. 39
Tuning ML hyperparameters via BO
To enhance the predictive performance of the machine learning models employed in this research, hyperparameters were optimized using BO. Unlike conventional hyperparameter tuning methods such as grid search or random search, BO treats the hyperparameter tuning problem as the maximization of an unknown black-box objective function

where
BO builds a probabilistic surrogate—typically a Gaussian Process (GP)—to approximate
A commonly used acquisition function is the Expected Improvement (EI), defined as:

where

with
Data splitting and validation protocol
Because the grinding process is sequential and wheel wear accumulates progressively with increasing
Model interpretability using SHAP values
SHAP analysis was applied to clarify how each input parameter influenced the model outputs. Rather than relying only on global feature rankings, SHAP provides contribution values for individual predictions, making it possible to trace which parameters increased or decreased the estimated responses. This type of interpretation is useful in machining studies, where the relative impact of feed rate, speed, depth of cut, or wear progression must be understood before model outputs can be used confidently on the production line. 42 SHAP analysis was performed to interpret feature contributions. For tree-based models, TreeSHAP was applied. For the ANN model, SHAP values were computed using the KernelSHAP method to provide model-agnostic explanations.
Multiobjective algorithm
Optimal grinding conditions were determined using a multiobjective optimization procedure based on NSGA-II. The algorithm was used to explore combinations of the process parameters while accounting for the competing nature of the performance metrics. 43 The objectives were defined as:
Minimize:
Maximize:
Subject to the following input parameter constraints (Table 1):

NSGA-II was chosen because of its reliability in handling engineering optimization tasks with nonlinear and conflicting criteria. The procedure maintains a diverse set of candidate solutions through fast nondominated sorting and crowding-distance selection, resulting in a Pareto front that reflects feasible trade-offs among wheel wear, surface quality, dimensional accuracy, and productivity.44,45
HMI development
The HMI was designed to provide real-time visibility of the grinding process by combining live sensor readings with model-based predictions. The interface displays the measured
The system highlights the deviation and prompts operator attention. These limits reflect technical requirements and early experimental observations. By presenting both measured and predicted values in a single interface, the HMI helps operators recognize process drift more quickly and intervene before out-of-tolerance conditions propagate through the production batch.
Results and discussion
Machine learning model optimization and evaluation
Four machine-learning models—ANN, XGBoost, CatBoost, and LightGBM—were tuned using Bayesian optimization. The final hyperparameter settings are listed in Supplemental Table S6. Model accuracy was evaluated with RMSE, MAE, and R2. Figures 6 and 7 show the comparison across models for both the training and test datasets, with numerical values summarized in Table 2, where bold values indicate the best-performing model for each target and metric.

Graphical comparison of RMSE, MAE, and R2 among models predicting

Graphical comparison of RMSE, MAE, and R2 among models predicting
Comparison of RMSE, MAE, and R2 among models.
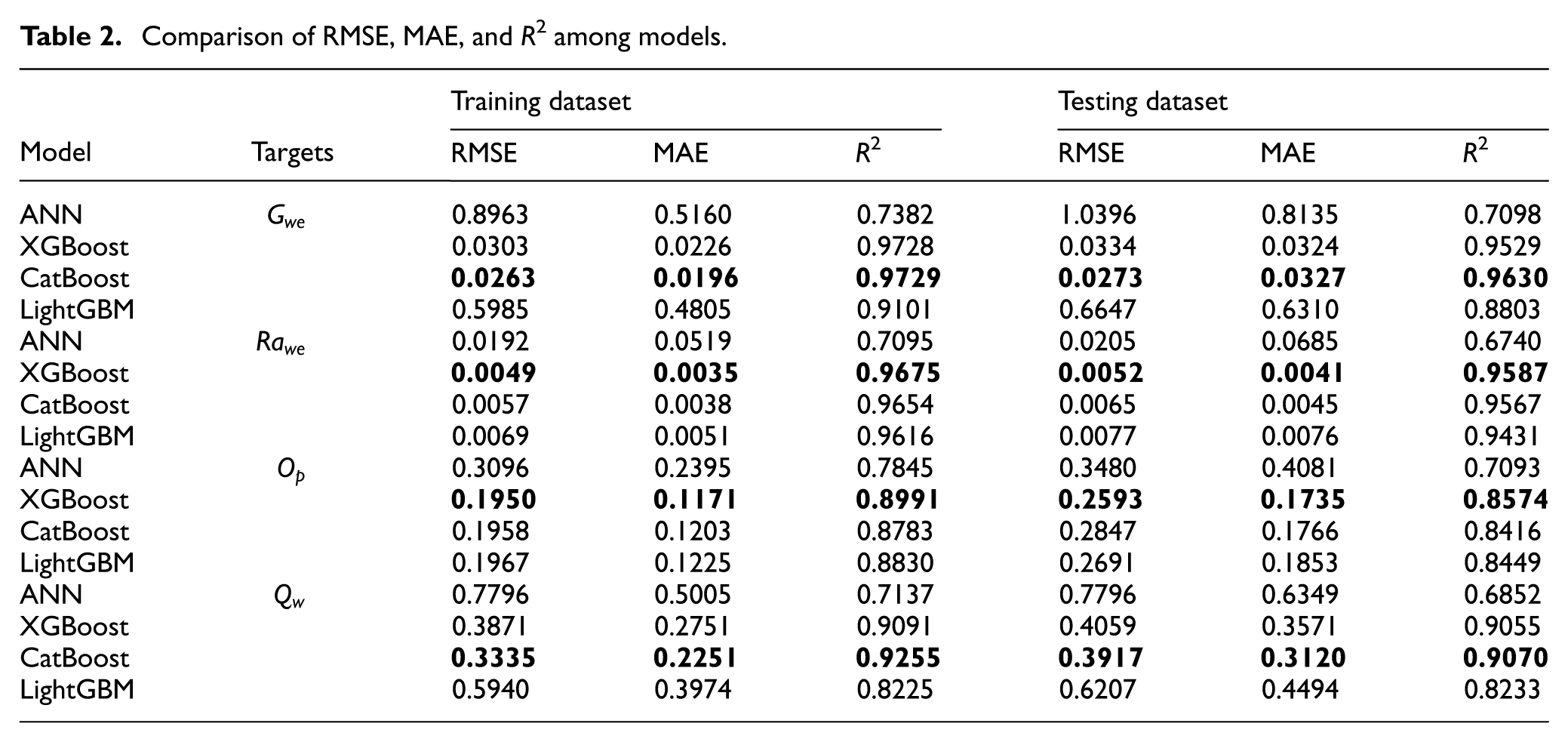
On the training set, CatBoost produced the lowest errors for
On the test set, CatBoost again performed best for
From these results, the models selected for subsequent optimization were:
These selected models were then used as surrogate functions in the multi-objective optimization stage.
Multi-objective optimization of grinding parameters
The previously selected optimal ML models were incorporated as objective functions into a multi-objective optimization framework using the NSGA-II algorithm. The NSGA-II approach successfully generated a set of Pareto-optimal solutions, effectively balancing competing objectives: minimizing
From these initial solutions, practical manufacturing constraints were applied to ensure industrial applicability:
Minimum
Applying these constraints reduced the Pareto-optimal set to 22 practical solutions, summarized clearly in Table 3. Table 3 explicitly provides recommended ranges for input parameters—
Practical Pareto-optimal input and output solutions derived from NSGA-II.

In Table 3, Solutions 5–6 and 7–10 correspond to different combinations of decision variables but produce identical objective values at the reported numerical precision. These solutions are distinct in the decision space but converge in the objective space. This behavior is consistent with multi-objective optimization, where locally low-sensitivity regions or discrete variables (e.g.
Figure 8 visually illustrates these 22 selected solutions via a three-dimensional scatter plot, clearly depicting trade-offs among

Visualization of Pareto-optimal solutions generated by the NSGA-II algorithm.
Input selection and predictive model refinement for HMI development
For real-time integration within the HMI, predictive accuracy alone is not sufficient; the model must also provide stable and consistent behavior during sequential monitoring as wheel wear progresses. Although CatBoost and XGBoost achieved slightly higher predictive accuracy in offline evaluation (Table 4), sequential monitoring tests revealed that the tree-based models exhibited locally discontinuous prediction behavior due to their piecewise structure.46,47
Performance comparison of ANN models (with

Since the selected models function as surrogate predictors for continuous real-time tracking, stable responses to incremental changes in
In addition, the modeling framework was structured in two configurations for different purposes. In the optimization stage, surrogate models were trained using only controllable process parameters (
In the real-time monitoring stage,
The ANN incorporated
As shown in Table 4, the ANN achieved predictive performance comparable to the best-performing tree-based models. Although XGBoost provided slightly higher offline accuracy for

ANN model training history illustrating convergence and error stabilization for: (a) predicting
SHAP-based model interpretation
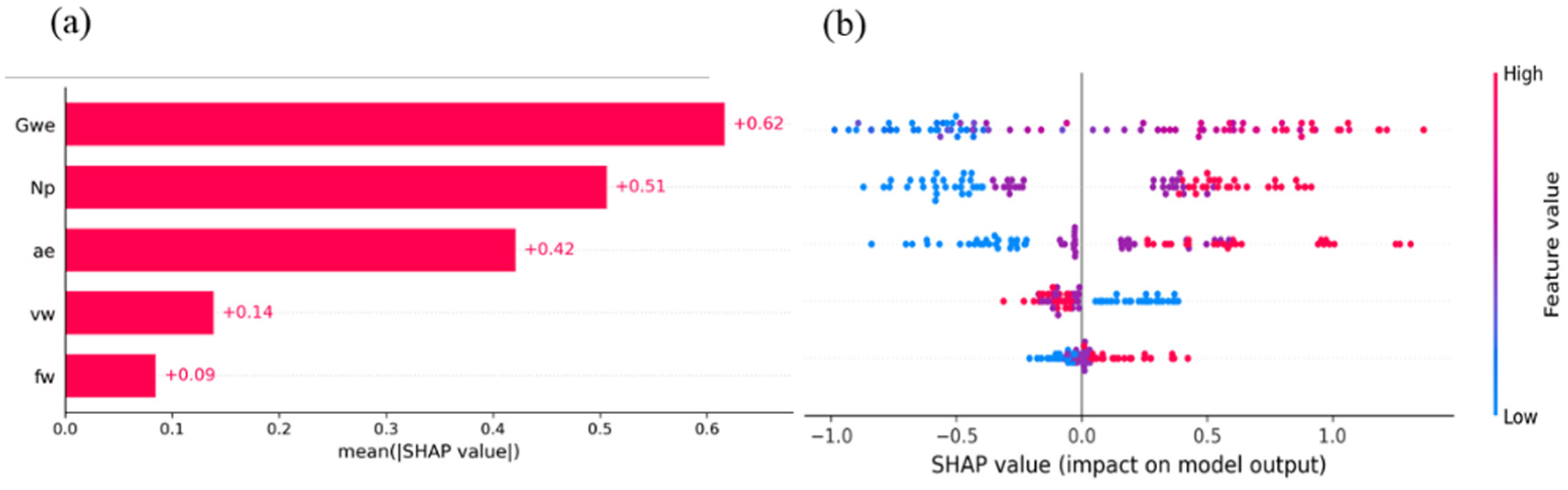
SHAP analysis was applied to the predictive models to examine how individual input parameters influenced each output. Because grinding wheel wear (
Figure 10 summarizes the SHAP results for the wheel-wear model. Among the four inputs, the

SHAP analysis for CatBoost prediction of grinding
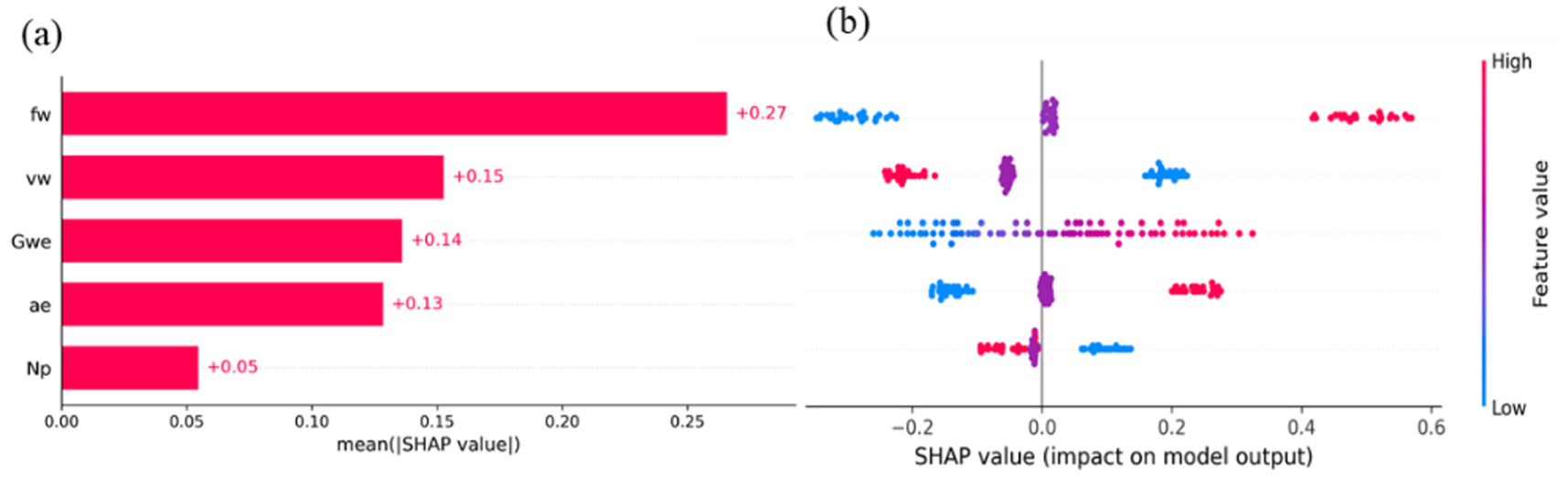
For surface roughness, the SHAP bar plot in Figure 11 shows that

SHAP analysis for ANN prediction of
Figure 12 shows that wheel wear again dominates the SHAP distribution for ovality. As wear increases, the effective wheel profile deviates from its nominal geometry, producing measurable changes in groove roundness. This behavior aligns with machining principles in which tool condition plays a central role in dimensional accuracy.2,51
SHAP analysis for ANN prediction of
For
SHAP analysis for ANN prediction of
HMI system and validation
The HMI used in this work was developed mainly to bring the sensor signals and the prediction models together in one place so that operators can follow the grinding process without switching between instruments. The interface layout in Figure 14 shows the three groups of information that the operators actually use on the shop floor.

HMI layout showing: ① manual inputs (
Input parameters
Operators still enter
Real-time predictions and visualization
Whenever new sensor values appear, the HMI refreshes the predicted
Alerts and limits
Warnings are triggered when any of the following are exceeded:
The alarm thresholds are derived from the design tolerances specified in the technical drawing of the 6205 inner bearing ring (Supplemental Figure S2). In particular, the roundness limit (≤0.003 mm) and surface roughness requirement (
On the actual HMI, the warning panel flashes and requires operator acknowledgment, reducing the risk of missing a necessary dressing operation.
Industrial validation
The interface was tested directly on the production line under three operating conditions selected from Table 3. Each condition was repeated three times. The comparison between measured and predicted values for
Validation and predictive accuracy metrics (MAPE) of the HMI system.

In most cases the prediction error stayed below about 5%. The deviations were small enough that the operator could rely on the displayed values without double-checking every part. This also confirmed that the ANN-based models remained stable when connected to the real sensors and running continuously for several hours.
The current validation focused on short runs to check that the system responds quickly and follows the main trends. However, in real production, operators run the line for many hours and through multiple dressing cycles. A longer continuous test is still needed to observe drift and to add simple confidence indicators so operators know how much they can trust each prediction during long shifts.
Recommendations for future enhancements
A few additions could make the system more stable in daily use. Extra signals such as vibration or temperature would help capture process changes that the pneumatic probes alone may miss. 52 Another practical step is adding a simple adaptive or feedback mechanism so the system can adjust certain parameters without waiting for manual input, which has been shown to reduce inconsistency in similar setups. 53
At the current stage, the HMI already combines the key measurements and predictions on one screen, giving operators a clear picture of the process and when corrections are needed. Future improvements would mainly focus on reducing operator workload and keeping the system steady even when conditions vary.
Deployment considerations and limitations
Despite significant advances demonstrated by the proposed predictive framework and integrated HMI system, several critical factors and limitations should be carefully addressed before practical industrial deployment.
Firstly, the reliability of trained machine learning models heavily depends on the similarity of new operational conditions to the original experimental scenarios used for model training. Extending these predictive models beyond their original operational domain—such as substantially different machining parameters or alternative workpiece materials—may lead to decreased accuracy or even model invalidation. This inherent limitation in supervised machine learning models underscores the necessity of periodic retraining or adaptive updates, particularly when substantial shifts in machining conditions or materials occur.54,55
Secondly, the effectiveness of the integrated sensor system depends on careful calibration, maintenance, and synchronization. Specifically, PMS is used for measuring wheel wear (
Finally, real-time latency is another point to keep in view. The current HMI responds in under 0.5 s, which is sufficient for the present setup, but production lines with higher throughput may demand faster updates. In such cases, moving the inference step to an edge device or a small embedded controller could reduce delays and avoid reliance on a central PC. 57
Although SHAP helps explain model behavior, it does not eliminate the black-box character of ML models. For this reason, the interface should present warnings and visual cues in a way that operators can interpret quickly, as noted by Nian 58 regarding effective adoption of ML tools on the shop floor.
The method in this study was developed for groove grinding of bearing inner rings. Applying it to other grinding tasks would likely require adjustments to reflect different workpiece shapes, fixturing, or material responses. In some cases, retraining or transfer learning may be needed.
There are also practical considerations for long-term use: sensor robustness, how often the model should be refreshed, and whether the interface remains simple enough for daily operation. Future versions may also link to MES or SCADA systems or support basic adaptive control and predictive-maintenance functions.
In this study, the models were trained and tested on a single wheel batch and a fixed machine setup. This helps keep the tests consistent, but of course it does not cover every production scenario. In actual factories, wheels, materials, and machine conditions vary from batch to batch. We plan to test the system across different wheels and longer production shifts to make sure the model stays stable under real production changes.
Conclusion
The work in this study was carried out to understand how a monitoring system could actually run on a groove-grinding line, not only under lab conditions. A few points came out clearly during the tests.
First, the pneumatic probes and the proximity sensors behaved much more consistently than other sensing options we tried earlier. This is not new in theory, but in our case the data showed that
Second, although tree-based models (CatBoost, XGBoost) gave the best numerical accuracy in the training domain, they became unstable when
Third, the multi-objective optimization produced parameter windows that the operators felt were reasonable, not just mathematically optimal. The solutions meeting
The HMI, once integrated, was able to show wear, roughness and ovality predictions with errors generally below 5%. During long shifts, operators reported that the early-warning behavior (especially for
Overall, the study indicates that a practical monitoring tool for groove grinding must combine:
(1) sensors that actually survive coolant and dust,
(2) models that remain stable when operating conditions drift, and
(3) a simple interface that lets the operator react quickly.
Future work will verify the optimized parameter ranges under more operating conditions and different wheel states. This will help confirm how well the optimization works on the line and make the system easier to apply in day-to-day production.
Supplemental Material
sj-docx-1-ade-10.1177_16878132261442324 – Supplemental material for In-process tool wear and performance parameters monitoring for real-time warning during groove grinding bearing production
Supplemental material, sj-docx-1-ade-10.1177_16878132261442324 for In-process tool wear and performance parameters monitoring for real-time warning during groove grinding bearing production by Anh-Tuan Nguyen and Van-Hai Nguyen in Advances in Mechanical Engineering
Footnotes
Appendix
Acknowledgements
The authors gratefully acknowledge the Pho Yen bearing manufacturing facility for supporting data acquisition and for permitting real-time deployment and evaluation of the proposed monitoring system on their production line.
Handling Editor: Rahul Davis
Author Contributions
Anh-Tuan Nguyen: Conceptualization, Methodology, Experimental investigation, Data curation, Writing—original draft. Van-Hai Nguyen: Supervision, Validation, Formal analysis, Writing—review & editing.
Funding
This research was supported by the Ministry of Science and Technology of Vietnam under project registration number 2024-24-0302/NS-KQNC.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data availability statement
The data supporting the findings of this study are available from the corresponding author upon reasonable request.*
Supplemental material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.