
Abstract
To extend the service life of garbage truck bucket arms, this paper proposes a redesign framework that prioritizes structural integrity while achieving lightweight performance. A parametric finite element model of the bucket arm has been developed to minimize mass, deformation, and von Mises stress. Design parameters are systematically investigated through a Box–Behnken design (BBD), and a radial basis function (RBF) surrogate model is constructed to approximate the objective functions. The accuracy of the RBF model is validated by comparison with Kriging and response surface methodology (RSM). Subsequently, the Non-dominated Sorting Genetic Algorithm II (NSGA-II) is employed for multi-objective optimization, resulting in 333 lightweight design schemes that meet all structural requirements. The optimal solution is then identified using the CRITIC–GRA method. Results show that the redesigned bucket arm achieves a maximum stress reduction of 37.4% and a stiffness enhancement of 61.8% relative to the initial design, accompanied by a 16.6% increase in mass.
Introduction
The rapid growth of the global economy and urbanization has significantly increased household and construction waste generation, placing immense pressure on urban environment and sustainable development. For municipal authorities, developing efficient waste transportation and treatment methods is critical given the large volume of urban waste. Rear-loader garbage trucks, commonly used by sanitation departments for their high loading capacity and excellent sealing performance, play a vital role in this process. 1
The bucket arm is a crucial component of these trucks, essential for the waste loading process. Different types of waste impose varying structural demands: low-density household waste causes minimal deformation, while high-density construction debris increases the risk of overloading. Excessive stress on the bucket arm raises the risk of structural failure, leading to operational disruptions, reputational damage, and extended vehicle downtime.
In automotive component design, achieving lightweight structures while maintaining structural integrity is key to reducing energy consumption.2,3 This not only lowers energy use but also enhances vehicle power and braking performance.4,5 Traditionally, optimizing bucket arm strength and lightness relied on computationally intensive iterative finite element calculations. However, surrogate model-based multi-objective optimization (MOO) frameworks provide a more efficient alternative by replacing complex simulations with mathematical approximations, streamlining strength and lightweight response calculations and accelerating design space exploration. 6 Mainstream surrogate modelling techniques include radial basis function (RBF), response surface methodology (RSM), and Kriging.7–9
In optimization algorithms, genetic algorithms (GA) have advanced significantly since Goldberg’s foundational work. 10 Notable applications include MOO for electric vehicle composite bodies, 11 multi-objective particle swarm optimization for lightweight automotive body reliability, 12 and the integration of Kriging with NSGA-II for lightweighting suspension arms and torsion beams. 13 Sun et al. 14 achieved a 24.84% mass reduction for hinge sleeves using central composite design (CCD), Kriging, and MOGA. Additionally, Liu et al. 15 developed the CRITIC–grey relational analysis (GRA) method, offering a novel approach to comprehensive evaluation indicator construction.
Existing research on garbage trucks has explored design and mechanical aspects, such as kinematic analysis of compression forces, 16 frame optimization via finite element analysis (FEA), 17 robotic arm topology optimization, 18 and ejector plate lightweighting using BBD–Kriging–NSGA-II. 1 However, few studies focus on critical loading components like the bucket arm, particularly regarding structural optimization.
To address this gap, this paper proposes an MOO framework based on an RBF surrogate model for garbage truck bucket arms, aiming to simultaneously optimize strength, stiffness, and weight. The key contributions are:
RBF surrogate model construction and validation: Developed via Box–Behnken design (BBD), demonstrating superior prediction accuracy and robustness over Kriging and RSM models.
MOO framework application: Integrating the RBF model with NSGA-II to optimize strength, stiffness, and lightweighting, validated for complex engineering problems.
CRITIC–GRA implementation: Objectively selecting the optimal solution from the Pareto front to facilitate improved bucket arm design.
The remainder of this paper is structured as follows: Section 2 details the numerical simulation methodology, including FEA modelling and target response extraction. Section 3 presents the bucket arm MOO process and optimal solution selection. Section 4 discusses the results, and Section 5 concludes the study.
Materials and methods
Computer-aided design (CAD) and finite element analysis (FEA) are critical in product design, optimization, and validation, enabling accurate prediction of automotive component safety performance without relying on time-consuming physical prototyping. 19 This study encompasses three main stages: (1) Modelling and failure analysis to correlate failure locations with the region of maximum stress. (2) Redesign and verification of the bucket arm to meet stiffness and strength requirements. (3) Optimization via experimental design, surrogate modelling, multi-objective optimization, and CRITIC–GRA for optimal dimension selection.
Garbage truck bucket and failure mechanism
As shown in Figure 1, the rear-loader garbage truck comprises a chassis, box body, hydraulic cylinders A/B, ejector plate, precompressor, and bucket. The bucket hinges to the precompressor, which compacts waste and pushes it into the box body; hydraulic cylinder A actuates the ejector plate for waste ejection. During operation (Figure 2), hydraulic cylinder B rotates the bucket from Position I (loading, 350–500 kg waste) to Position II (dumping).

Composition of the rear-loader garbage truck. (1) Chassis, (2) cylinder A, (3) ejector plate, (4) box body, (5) precompressor, (6) cylinder B, (7) bucket.

Working principle diagram of a bucket.
Critical failure risks arise from cyclic loading: in Position I, cylinder B’s short moment arm requires high thrust to initiate rotation; in Position II, short moment arm demands high tension for retraction. Alternating tension/compression induces cracks in the bucket arm (Figure 3), necessitating structural optimization via FEA to ensure lifetime reliability.

Diagram showing bucket damage. (a) Damaged location of arm model. (b) Damaged location of arm. (c) Enlarged image of arm’s damaged.
Finite element analysis of a bucket
A 3D model of the damaged bucket (Figure 4(a)) was imported into HyperMesh to generate an FE model (Figure 4(b)) with 98,514 nodes and 102,570 elements. Thin plates and rectangular hollow sections (RHS) were modelled using four-node quadrilateral shell elements, with rigid elements simulating welded connections and a 10 mm global element size balancing accuracy and efficiency.

Bucket model. (a) 3D model of the bucket. (b) FE model of the bucket.
The bucket is made of high-quality structural carbon steel (Q355B). Its properties are as follows:
Young’s modulus: 2.1 × 105 MPa
Density: 7850 kg/m3
Poisson’s ratio: 0.3
Minimum yield strength: 355 MPa
A multi-body dynamics simulation of the bucket mechanism was performed to determine the forces acting on cylinder B during bucket oscillation. Given the significant randomness in both the mass and placement of waste within the bucket, the simulation excluded waste loads and focussed solely on the influence of the bucket’s self-weight on the cylinder force.
Extension stroke (bucket rotation from Positions I to II): Maximum thrust occurs pre-rotation, decreasing sharply as the lever arm increases. At 436 mm stroke, the bucket’s centre of gravity crosses the hinge centreline, enabling gravity-driven rotation (Figure 5).

Force curve of cylinder B.
Retraction stroke (bucket rotation from Positions II to I): Maximum tension occurs pre-rotation, decreasing with lever arm growth. At 436 mm stroke, zero tension is reached, followed by gravity-driven retraction (Figure 5).
The value shown in Figure 5 corresponds to the force required for the kinematic motion of the unloaded bucket mechanism, as obtained from a multi-body dynamics simulation that considered only the self-weight of the components. Position I was selected as the critical loading condition, the maximum rated thrust of the hydraulic cylinder (76,930 N at 20 MPa; Table 1) applied along the cylinder axis (Figure 6) was applied in the subsequent finite element analysis (FEA) to evaluate the structural strength under the ultimate design load. FEA revealed maximum deformation (4.7 mm at the boom-cylinder connection; Figure 7) and von Mises stress (400.9 MPa at the bucket arm midsection, coinciding with the fracture zone; Figure 8), necessitating redesign for strength and weight optimization.
Parameters of hydraulic cylinder B.


Schematic diagram of the bucket constraint.

Displacement cloud map of the bucket.
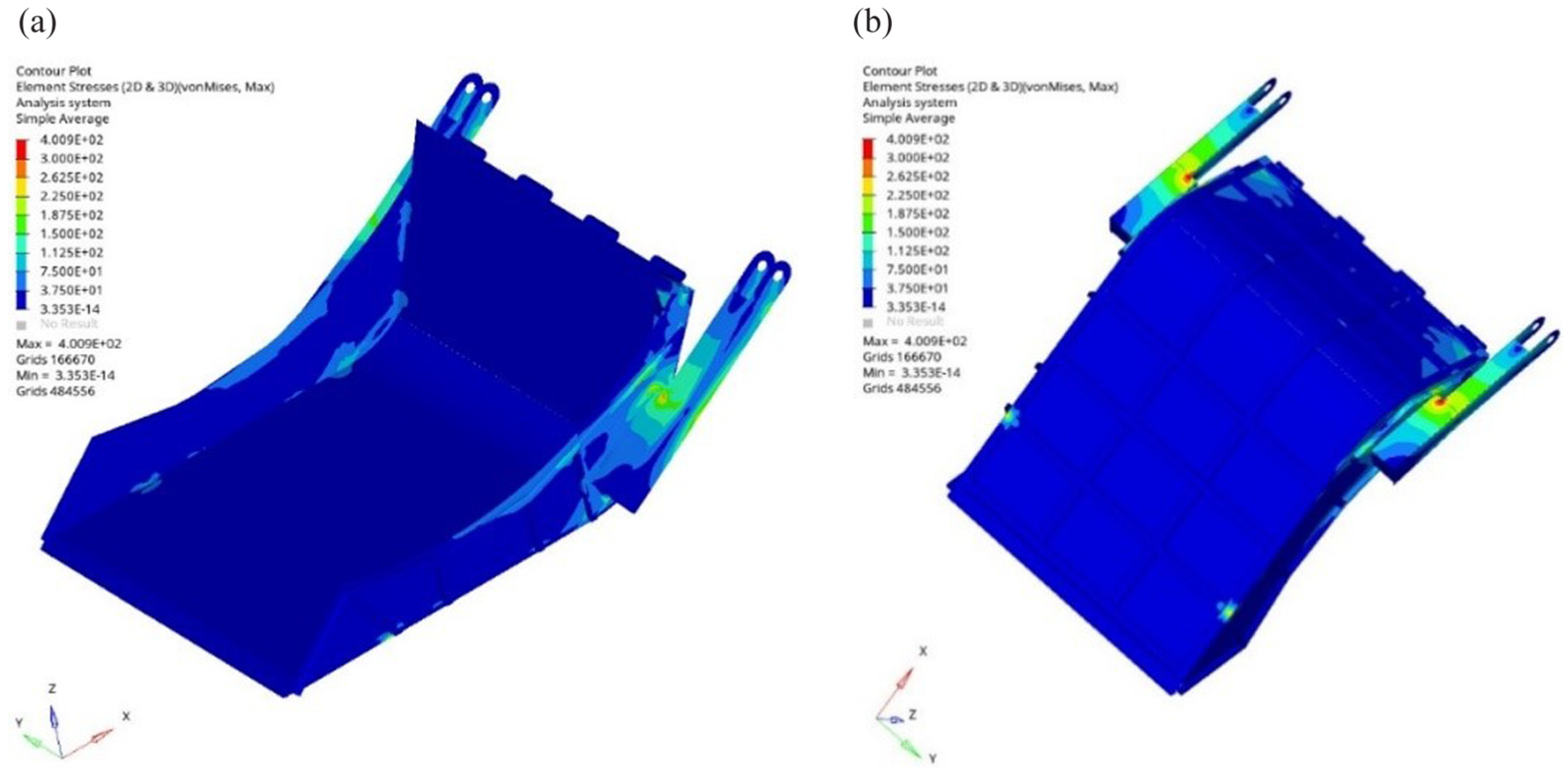
Stress cloud map of the bucket: (a) Front view and (b) back view.
To address the potential influence of mesh size on the simulation results, a systematic mesh sensitivity study was carried out specifically on the bucket arm (identified as the critical region with the highest stress concentration). Three different mesh configurations were tested: 10, 6, and 4 mm average element size. The corresponding results are summarized in Table 2 below.
Mesh sensitivity analysis for the bucket arm.

The data indicates that the maximum stress solution is converging, as the relative change between successive refinements diminishes significantly. The total change from the 10 to the 4 mm mesh is only 1.9%, which falls within accepted engineering margins. This confirms that the 10 mm mesh provides a mesh-independent solution, adequately balancing predictive accuracy with computational cost.
Redesign of the bucket
The original bucket arm, consisting of eight welded parts with a right-angle bend at the fracture zone (Figure 9), was redesigned. FEA under identical conditions confirmed performance improvements: Stiffness: Maximum displacement reduced by 61.8% (from 4.727 to 1.806 mm; Figure 10). Strength: Global maximum stress decreased to 318.5 MPa (side/back plate junction; Figure 11), with localized stress reductions of 44.7% (upper arm, 156.8 MPa) and 36.8% (lower arm, 253.3 MPa; Table 3 and Figure 12).

Comparison diagram of the damaged and redesigned arm models.
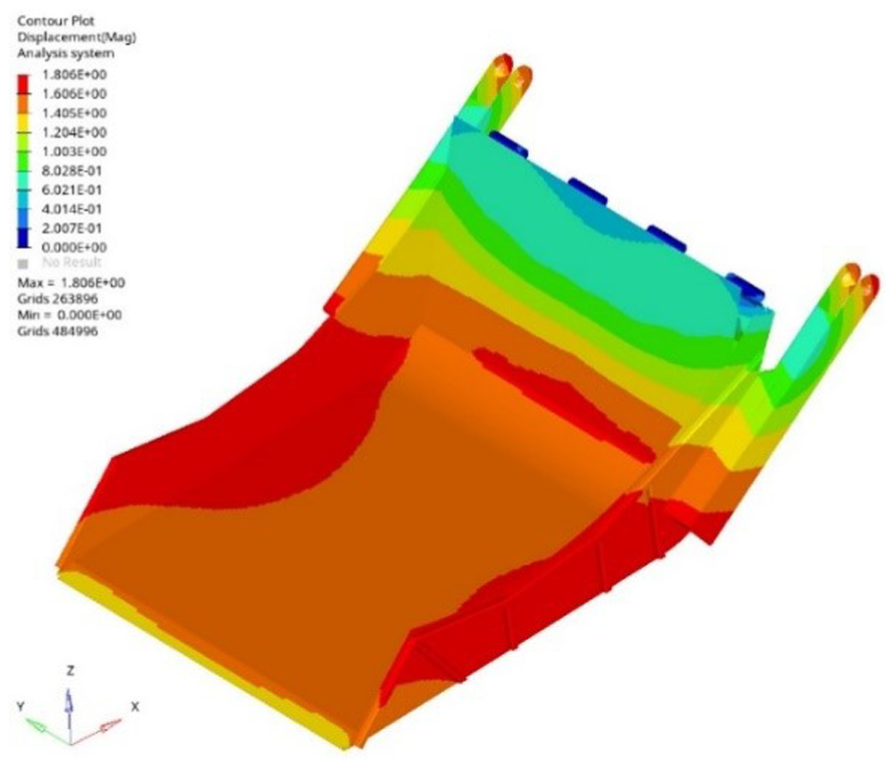
Displacement cloud map of redesigned bucket.

Stress cloud map of redesigned bucket.
Analysis results of damaged model and redesigned model.


Stress cloud map of redesigned bucket arm.
With a safety factor of 1.15, the allowable stress (300 MPa) exceeds the redesigned arm’s maximum stress (253.3 MPa), confirming a sufficient safety margin for subsequent lightweight optimization. The selection of a safety factor of 1.15 was based on a comprehensive consideration of relevant industry standards, material properties, and the specific loading conditions identified in our analysis.
Optimization process
Surrogate model of redesign bucket arm
A surrogate model is a mathematical representation constructed from a finite set of data generated through computational or physical experiments. For complex models that demand substantial computational resources, alternatives that are computationally less intensive, such as finite element-based approximations or statistical models, can serve as surrogate models. 20 In optimization problems where evaluating objective and/or constraint functions incurs significant computational cost, surrogate models effectively replace these expensive evaluations, 21 though their utility depends on accurate prediction of the original model’s behaviour.
Design of experiments (DOE) is an advanced statistical methodology that actively manipulates input parameters in systems rather than passively observing phenomena, accelerating the identification of global optima compared to conventional methods. 22 As a crucial step in surrogate model development, DOE uses mathematical frameworks such as probability theory and linear algebra to identify optimal discrete sample points. The spatial distribution of these points within the design space critically influences surrogate model accuracy, making experimental design selection fundamental to subsequent optimization. Common techniques include CCD, BBD, Latin hypercube sampling (LHS), and optimal space-filling (OSF) designs. 23 For this study, BBD was selected for its advantages: fewer experimental trials and elimination of vertex point measurements, enhancing efficiency without compromising reliability.
Box–Behnken design
As shown in Figure 13, the five thickness parameters (P1: left side plate; P2: right side plate; P3: lower enclosure plate; P4: reinforcing rib; and P5: upper sealing plate) were designated as independent variables. These variables, along with their initial thickness values and variation ranges, are summarized in Table 4. The total mass (abbreviated as M), maximum von Mises stress (abbreviated as S), and overall displacement (abbreviated as D) of the bucket arm served as evaluation metrics. Using this framework, 46 experimental samples with corresponding response values were generated. These are summarized in Table 5.
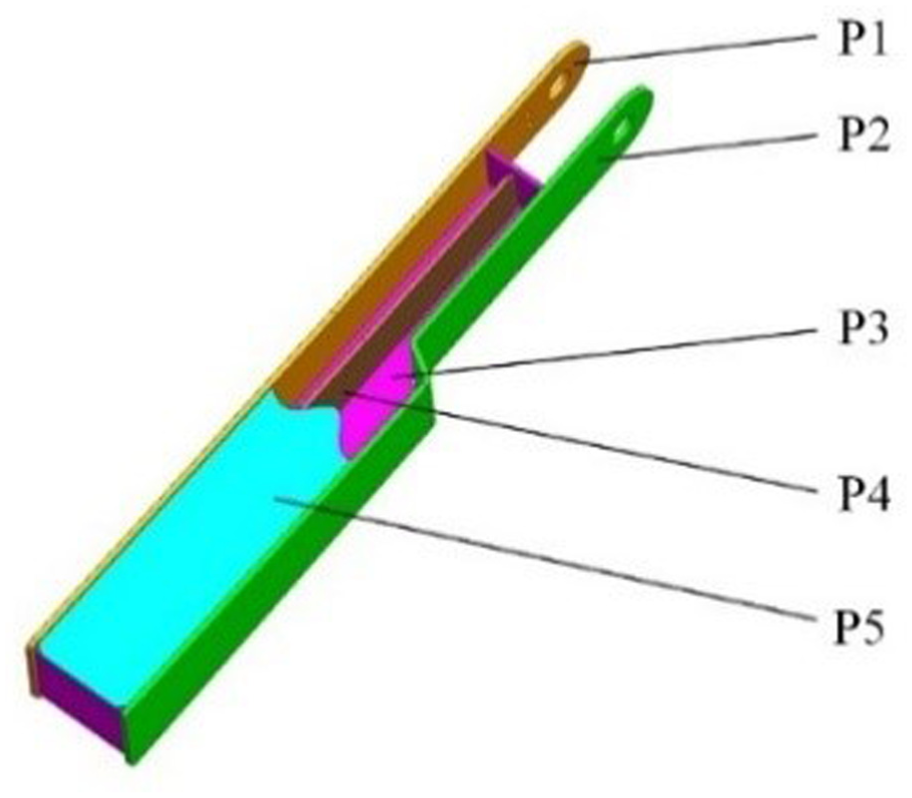
Position of each design variable.
Initial thickness and variation range of bucket arm (mm).

Test samples and response values for BBD testing.

Surrogate model accuracy validation
Surrogate models based on Kriging, RSM, and RBF were established using 46 experimental samples and their corresponding response values.
Model accuracy was evaluated using the coefficient of determination (R2) and the root mean square error (RMSE). R2 values range from 0 to 1, with values closer to 1 indicating stronger agreement between the model and the data. Conversely, lower RMSE values indicate greater predictive accuracy. The relevant metrics are calculated as follows:
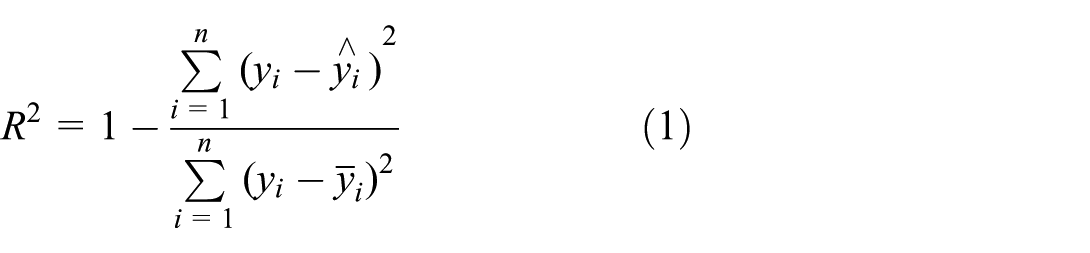

where yi—True values of the test point.
n—Number of sample points.
The fitting accuracy of the Kriging, RSM, and RBF surrogate models, as evaluated using equations (1) and (2), is presented in Figure 14 and quantified in Table 4. For all three objective functions of the ejector plate with respect to the five key design variables, the R2 values exceed 0.90. In engineering applications, a coefficient of determination (R2) >0.9 is generally considered acceptable for response surface models.
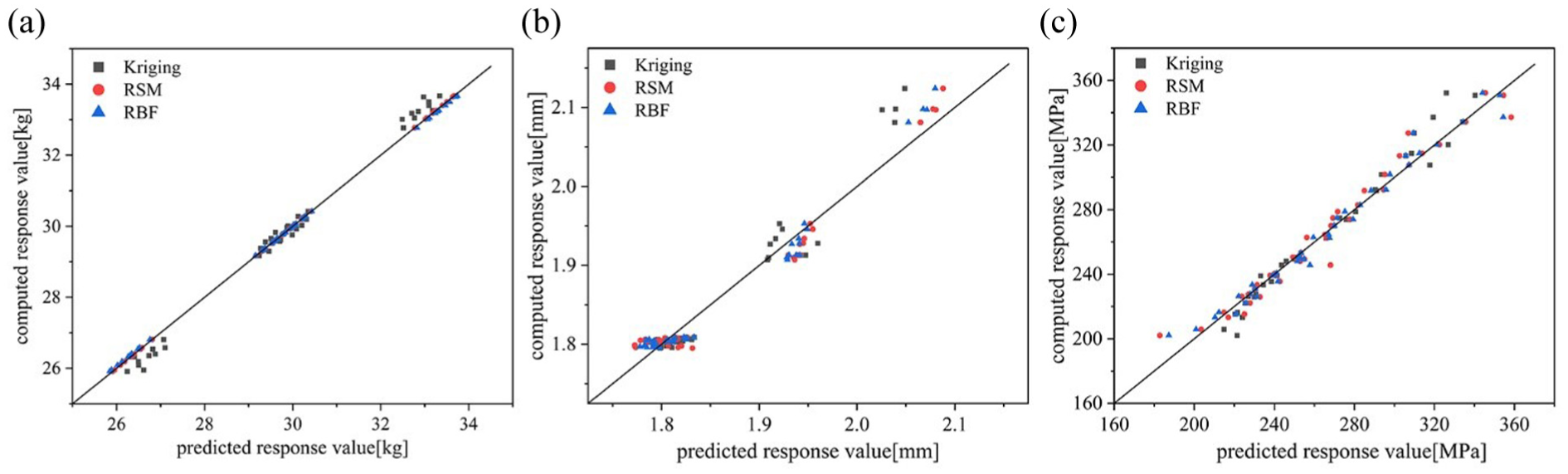
Surrogate model accuracy validation. (a) Mass; (b) displacement; and (c) von Mises stress.
Table 6 shows the specific index values of the accuracy test results of each surrogate model.
Accuracy of objective function.

The results demonstrate high accuracy for all evaluated surrogate models (Kriging, RSM, and RBF), with R2 values exceeding 0.90 and RMSE values below 0.08. The RBF model exhibited slightly higher accuracy than both Kriging and RSM. Based on this performance, the RBF surrogate model was selected for subsequent multi-objective optimization.
Multi-objective optimization of the bucket
Mathematical modelling
To achieve lightweighting of the bucket arm, a multi-objective optimization model was established based on the fitted RBF surrogate model. The model defines the parameters M, D, and S as objective functions. The parameter S was also applied as a constraint. Five key dimensions of the bucket arm (P1–P5), served as the design variables. The mathematical formulation of the bucket arm multi-objective optimization model is as follows:

where x is the set of design variables; M(x) is the mass of the bucket arm (kg); D(x) is the displacement of the bucket (mm); S(x) is the von Mises stress of the bucket arm (MPa); ximin and ximax are the lower and upper bounds of each design variable.
Multi-objective optimization using NSGA-II
NSGA-II is one of the most widely used and effective multi-objective evolutionary algorithms. It was originally proposed by Deb et al. 24 Unlike traditional genetic algorithms, NSGA-II incorporates a fast non-dominated sorting approach, an elitism strategy, and an efficient crowding distance mechanism. These features significantly accelerate convergence, reduce computational complexity, and maintain population diversity. 25
In this study, the NSGA-II algorithm is employed to solve the multi-objective optimization problem. The algorithm parameters are set as follows: population size = 20, number of generations = 50, crossover probability = 0.9, simulated binary crossover (SBX) distribution index = 10.0, and polynomial mutation distribution index = 20.0.
Results and discussion
The NSGA-II optimization yielded 333 non-dominated solutions after 1001 generations. Figure 15 shows the resulting Pareto front for the multi-objective optimization of the bucket arm lightweight design. For such problems, there is typically no single global optimum; rather, the solution comprises multiple optimal points, collectively termed the Pareto optimal set.

Pareto solution set.
Grey relational analysis (GRA) uses the grey relational coefficient 26 to quantify the similarity between a design solution and the ideal solution. However, disparities in the scales of different performance objectives can lead to certain objectives being overlooked during analysis. To ensure equitable comparison and enable quantitative analysis of all objectives, performance data must be normalized to dimensionless values between 0 and 1 prior to applying GRA. This normalization step, known as grey relational generation, precedes the calculation of grey relational degrees. The expression for the grey relational coefficient is as follows:

where γ is the grey correlation coefficient;
The CRITIC method 27 is an objective weighting technique that determines indicator weights by quantifying two key factors: contrast intensity (represented by the standard deviation) and conflict (represented by the correlation coefficient). Contrast intensity (standard deviation): The standard deviation (σ) measures the dispersion of an objective’s values across different solutions. A larger σ indicates greater variability in the objective’s performance, implying a higher influence on distinguishing solutions and thus warranting a higher weight. For example, in bucket arm optimization, significant differences in mass (M) across design solutions, influenced by design choices, justify a higher weight for M. Conflict (correlation coefficient): The correlation coefficient (r) quantifies the linear relationship between objectives. A high positive correlation (r ≈ 1) suggests redundancy, meaning the objectives convey similar information about the solutions. Consequently, the weights of highly correlated objectives should be reduced to avoid overemphasizing redundant information. For example, a strong positive correlation between displacement (D) and stress (S) indicates they reflect similar structural behaviours to some extent; their weights should therefore be adjusted downward to ensure balanced weighting.
The CRITIC method objectively assigns weights to each objective by synthesizing the contrast intensity and conflict metrics, thus eliminating the influence of subjective judgement.
where rij is the correlation coefficient between targets i and j. n is the total number of targets.
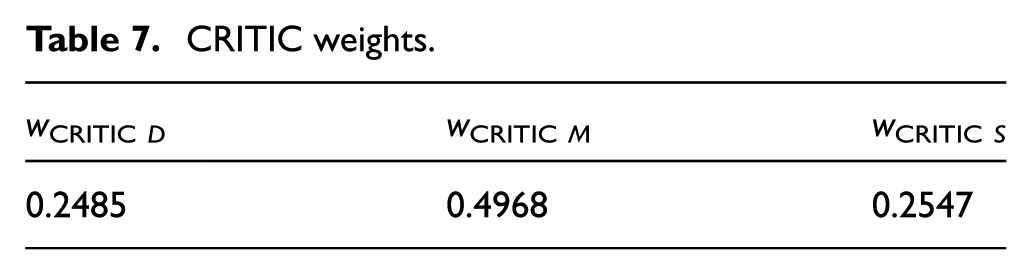
Table 7 lists the weights assigned to the three bucket optimization objectives using the CRITIC method. The CRITIC–GRA approach ranked Pareto solutions by grey correlation degree, with solution number on the horizontal axis and grey correlation degree on the vertical axis (Figure 16). Solution 273 exhibited the highest correlation value (2.8967) and was selected as the optimal design, with its dimensional parameters detailed in Table 8.
CRITIC weights.

Grey correlation ranking.
Predicted and FEA values for the bucket.

To validate the optimization model, Solution 273’s thickness parameters were input into the finite element model, and simulated results were compared with model predictions (Table 8). Strong agreement was observed, with absolute errors of 0.61% (displacement), 0.95% (mass), and 2.0% (maximum von Mises stress)—all within 2%, confirming high prediction accuracy.
Since the optimal thicknesses in Table 8 (specified to three significant digits) deviated from standard industrial gauges, parameters P1–P5 were rounded to the nearest standard gauge for manufacturability. Static structural characteristics were re-simulated with rounded values, and performance metrics across design stages (original, redesigned, optimized) are compared in Table 9.
Comparison of the design variables before and after optimization.

DM: damaged model; OM: optimal model (OM); RM: redesigned model.
Optimization yielded significant improvements: maximum displacement decreased from 4.727 mm (original) to 1.806 mm (redesigned), and maximum von Mises stress fell from 400.9 MPa (original) to 253.3 MPa (redesigned).
Although redesigned model mass increased by 22.8% (from 24.26 to 28.28 kg), the maximum stress (253.3 MPa) remained below the 300 MPa allowable limit, ensuring a safety factor of 1.18. Post-optimization refinement further reduced displacement to 1.804 mm, stress to 251.0 MPa, and mass to 28.28 kg (5.07% reduction from the redesigned model). These results validate the proposed scheme’s effectiveness in balancing performance, manufacturability, and safety (Figure 17).

Application of the bucket arm optimization.
Further improvements were achieved through post-optimization refinement. Displacement decreased from 1.806 to 1.804 mm (a reduction of 0.002 mm) and the equivalent (von Mises) stress decreased from 253.3 to 251.0 MPa (a reduction of 2.3 MPa). Although these reductions are modest, the values remain within design specifications. Additionally, the total mass was reduced from 29.79 kg for the redesigned model to 28.28 kg for the optimal model, representing a reduction of 1.51 kg (5.07%). Overall, the optimization process successfully met all objectives. The effectiveness of the proposed scheme has been validated in actual production, as illustrated in Figure 17. The mass of the bucket arm has been reduced, material utilization has improved, and safety is maintained.
Conclusions
This study proposes an innovative design framework that integrates multi-objective optimization with surrogate modelling to balance structural performance and lightweight. The principal findings are summarized as follows:
The established FE models proved high accuracy in validating the failure location under operational conditions, facilitating the redesign and optimization of the bucket arm.
The RBF surrogate model exhibited superior prediction accuracy compared to Kriging and RSM models, particularly in capturing the mechanical response of the bucket arm.
This study delves into the design response encompassing three dimensions—total mass, maximum von Mises stress, and maximum displacement of the bucket arm. The optimal trade-off solution was meticulously identified from 333 sets of Pareto frontier solutions using a combination of CRITIC weighting and GRA decision-making methods, with results verified through simulation.
A comprehensive comparative analysis of the optimal trade-off solution was conducted in terms of various decision methods and optimization strategies. The systematic optimization yielded a final design that reduced the maximum von Mises stress in the bucket arm to 251.0 MPa, representing a 37.4% reduction from the original model (400.9 MPa), while satisfying all structural strength requirements.
Notably, the proposed methodology is inherently adaptable and establishes a generalized framework for optimizing load-bearing components in heavy-duty vehicles, including chassis structures and actuator systems. The optimization results conclusively demonstrate the framework’s efficacy in designing structural components that are lightweight, durable, and cost-effective.
Footnotes
Handling Editor: Lin He
Ethical considerations
This article does not contain any studies with human or animal participants.
Consent to participate
There are no human participants in this article and informed consent is not required.
Author contributions
Conceptualization, H.L., W.S. and J.C.; methodology, F.D.; software, F.D. and H.C.; validation, H.C., and L.Z.; formal analysis, L.Z.; investigation, W.S.; resources, J.C.; writing—original draft preparation, F.D.; writing—review and editing, H.L.; visualization, F.D.; supervision, H.L.; project administration, J.C.; funding acquisition, H.L. All authors have read and agreed to the published version of the manuscript.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was funded by the National Natural Science Foundation of China (grant number: 51875494).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data availability statement
The original contributions presented in the study are included in the article. Further inquiries can be directed to the corresponding author.