
Abstract
Addressing the challenge of correlating extrusion amount with strengthening effects in cold extrusion-strengthened ear holes of press-fit bushings, this study examines the cold extrusion process for large-diameter ear hole bushings. Firstly, a finite element model was developed to simulate cold extrusion reinforcement, analyzing residual stress and hole wall deformation under varying extrusion amounts. Then, the finite element model was used to analyze the mapping relationship between the fatigue life of the ear piece and the extrusion amount. The reliability of the finite element model of the cold extrusion reinforced ear hole of the press-fit bushing was verified by the cold extrusion installation experiment of the press-fit bushing and the stress detection experiment of X-ray diffractometer. Finally, an improved cold extrusion strengthening process for press-fit bushings was proposed, and its effectiveness was verified by the finite element method. Results demonstrate that the strengthening effect of cold extrusion does not exhibit a positive correlation with extrusion amount; instead, it reaches a peak at a specific value. The enhanced cold extrusion process effectively addresses uneven deformation in the ear hole, thereby enhancing its fatigue life.
Introduction
Shaft-hole connection structures are widely employed in modern aircraft assembly due to their advantages, including simplicity, reliability in disassembly, and ease of maintenance.1–3 However, the hole compromises structural continuity, leading to stress concentration on the hole wall. 4 At the same time, fatigue cracks are easy to occur in the hole wall of the shaft-hole connection structure under long-term cyclic load. 5 In response to this phenomenon, Fatigue Technology Inc (FTI) proposed a bushing interference fitting method. 6 The approach is to utilize a special tool to compress the bushing within the connecting hole, so that the bushing and the hole expansion to produce plastic deformation. After the extrusion, the structure springs back and residual compressive stress is introduced into the hole wall, which can reduce the tensile stress of the connecting hole, delay the initiation of the crack of the hole wall, and improve the fatigue life of the connecting hole.7,8 Cold extrusion strengthening has also been proved to produce high-density dislocations and twins in the hole wall, thus delaying the fatigue crack propagation. 9
In foreign countries, scientists have taken the lead in the research on cold extrusion strengthening technology of press-fit bushing, and achieved systematic application in military and civil aircraft.10,11 Domestic relevant studies started relatively late, and at present, most studies focus on analyzing the effects of different extrusion amount and materials on the residual stress distribution law and fatigue life after cold extrusion strengthening, and there are few studies available on optimizing the process of cold extrusion reinforcement for bushing.12,13 Zhongliang et al. 14 verified the validity of the three-dimensional finite element model of the cold extrusion reinforcement of the press-fit bushing through experiments, and explored the distribution law of residual stress under different extrusion amounts, but did not propose measures to improve the uneven distribution of residual stress. Wei et al. 15 conducted a fatigue test on the ear piece of bushing after cold extrusion, established a fatigue simulation model, and obtained the rule of influence of different extrusion amounts on the fatigue life of the earpiece, but did not further study on how to improve the fatigue life of the earpiece. Hongqing et al. 16 improved the cold extrusion process of slotted bushings at small hole spacing by establishing a finite element model of cold extrusion strengthening of double-hole plates, but did not express the effect of improving the fatigue life of single-hole extrusion. Qiang et al. 17 found through experiments that the fatigue crack of the strengthened ear hole of the pressed bushing originated at the inserted end of the mandrel, indicating that the axial residual stress distribution and the uneven deformation are due to the “barrel effect” problems faced by the pressed bushing along the fatigue life. However, no effective improvement method was proposed for the axial residual stress distribution and the uneven deformation.
To deal with the shortcomings of cold extrusion strengthening, researchers have proposed some new cold extrusion processes, such as using the composite effect of laser and Hertz contact to improve the radial distribution of residual compressive stress and deformation, 18 but this method is difficult to operate and to achieve Hertz contact requires the design of extremely complex tooling structures, and it is difficult to accomplish mass assignments. By applying electromagnetic force to the hole circumference of the thin plate, the hole circumference protrusion caused by cold extrusion can be avoided to obtain the residual compressive stress and uniform deformation distributed along the axis. 10 However, the research on the perforated plate with large aperture and large thickness has not been carried out. Maximov et al. 19 introduced a post-cold-expansion precision machining process for bolt holes that successfully achieved axially uniform residual stress distribution. But this approach failed to establish quantitative relationships between Extrusion amount and strengthening effects. Later, they 20 developed an innovative symmetric cold expansion method that effectively improved the symmetry of residual stress fields around fastener holes. Nevertheless, this research did not investigate the nonlinear effects of process parameters on fatigue performance. Duncheva et al. 21 proposed a friction-stirred hole expansion process, which significantly improved the distribution uniformity of residual stress around the hole. However, this process requires customized tools, which are not only expensive but also difficult to maintain.
In this paper, a three-dimensional finite element model of cold extrusion strengthened lug structure of a large aperture press-fit bushing for a certain type of aircraft was established. Combined with experiments, the residual stress distribution and deformation law of the ear and press-fit bushing were explored. Aiming at the problem of uneven distribution of residual stress along the axis and uneven deformation of the hole wall, a low-cost process improvement method with fixture is proposed and the feasibility of the improved process is verified.
Press-fit bushing enhanced earpiece finite element simulation
Press-fit bushing cold extrusion process
At present, the hand-held hydraulic tension cylinder equipment is widely used for press-fit bushing installation. It has the advantages of convenient operation and complex installation scenarios. Cold extrusion installation of press-fit bushing is shown in Figure 1.

Schematic of press-fit bushing cold extrusion installation.
First place the press-fit bushing in the ear piece hole, and then pass the clamping end of the removable mandrel through the press-fit bushing and fix it to the hydraulic device. The hydraulic device exerts tension on the mandrel while the cap restricts the axial movement of the earpiece and the press-fit bushing. The mandrel squeezes the bushing under the action of the hydraulic device, making the bushing to be press-fitted into the hole with an interference fit. The inner hole wall undergoes elastoplastic deformation, whereas regions distal to the wall exhibit elastic deformation. After the extrusion is completed, the elastic deformation is released, thereby the residual compressive stress is introduced into the hole wall. To avoid confusion, the interference amount is referred to as the extrusion amount, assuming that the diameter of the extrusion mandrel working section is D1, the initial diameter of the bushing hole is D2, and the extrusion amount Es is (D1−D2)/D2.
Cold extrusion strengthened finite element model
Effective application of finite element simulations significantly reduces research time and material costs. To investigate the residual stress distribution and hole deformation law of the earpiece after strengthening by press-fit bushing, a finite element model of the cold expansion process was developed in ABAQUS 2021 according to the strengthening process of the press-fit bushing, as shown in Figure 2.

Finite element model of cold extrusion strength.
During cold extrusion, the mandrel slowly and evenly extrudes the bushing from the insertion end to the exit end. In the whole extrusion process, the deformation degree of the material is small, so the cold extrusion installation process of the press-fit bushing is a quasi-static process, so the static analysis method is used to simulate the cold extrusion process. When defining the contact between each part, considering that the mandrel has a large sliding relative to the press-fit bushing, the tangential direction of the contact surface is defined as finite sliding, and the Coulomb friction model is adopted, with a friction coefficient of 0.1. The tangential relative sliding between the other contact surfaces is small, so it is defined as small sliding to enhance the calculation efficiency. The normal behavior of the contact surface between the contact pairs is defined as hard contact, which means they cannot penetrate each other. The cold extrusion process induces elastoplastic deformation in both the earpiece and press-fit bushing. The material plasticity is defined using Isotropic hardening model in ABAQUS, with parameters calibrated from experimental data as shown in Figure 3. The bushing is made of PH13-8 steel and the earpiece of 7050 aluminum alloy, with selected material parameters given in Table 1.

Stress-strain curve.
Material parameters.

The process of pressing the bushing is simulated by applying fixed constraint to the bottom of the earpiece and enforced displacement to the mandrel. The hardness and stiffness of the mandrel and the cap are high enough relative to the press-fit bushing and earpiece, so it is considered that no deformation occurs in the cap and mandrel during the entire cold extrusion installation of the press-fit bushing. To reduce the computational cost, the mandrel and the cap are defined as rigid body, with the shell element mesh.
To ensure the accuracy of the simulation results, the mesh independence of the finite element model is verified by dividing different numbers of elements. The mandrel and top cap are modeled using R3D4 elements, while the bushing and lug are discretized with C3D8R elements. Multiple groups of finite element models are established as shown in Figure 2. Taking the maximum drawing force

Comparison of pulling forces for different numbers of elements.
When the number of elements is 27,284, the drawing force is not sensitive to the change of the number of elements, therefore will be selecting 27,284 number of elements as the element division scheme in the subsequent calculation and analysis.
Residual stress analysis of earpiece
The initial diameter of the bushing hole is 43 mm, and the extrusion amount is adjusted by changing the outer diameter of the mandrel. The residual stress distribution law under extrusion amounts of 1.7%, 1.9%, 2.1%, 2.3%, and 2.5% was simulated. The measurement paths of residual stress are shown in Figure 5.

Measurement paths of residual stress.
h is the length from the insertion end; R is the length from the hole wall; Path-1, Path-2, and Path-4 are X-axis residual stress S11; Path-3 is the Y-axis residual stress S22; The insertion end is the starting end of the mandrel pressing; The extraction end is the extruded end of mandrel pressing.
The residual stress distribution extracted according to Path-1, Path-2, Path-3, and Path-4 in Figure 5 is shown in Figure 6.

(a) Path-1 residual stress, (b) Path-2 residual stress, (c) Path-3 residual stress, and (d) Path-4 residual stress.
In general, the residual stress is positively correlated with the extrusion amount. Residual stress distributions in Path-1 and Path-2 exhibit tangential residual stress at the extraction end significantly greater than at the insertion end. Residual compressive stress at the extraction end extends slightly deeper along the diameter than at the insertion end. Path-3 and Path-4 show that tangential residual stress sharply increases from the insertion end to approximately 10 mm distance, with a more uniform distribution in the middle segment, and a significant decrease in residual compressive stress within 10 mm distance from the extraction end. Under different extrusion amounts, the difference in tangential residual stress between the insertion and extraction ends of Path-4 is minimal. For Path-3 under different extrusion amounts, there is a significant difference in residual compressive stress at the end sections. The higher residual compressive stress at Path-3 compared to Path-4 is related to the varying thickness of the hole wall of the earpiece in different directions.
Strain analysis of earpiece
By magnifying the deformation tendency of the earpiece with a cold extrusion amount of 2.5%, it can be observed that both the end surface and the hole wall of the earpiece undergo uneven deformation, as shown in Figure 7.

Deformation tendency of the earpiece.
The flatness of the upper and lower end surfaces of the earpiece decreases, with slight protrusions at both ends of the hole wall, while cylindricity of the earpiece hole decreases, exhibiting slight overall warping. According to the actual working conditions, these deformation tendencies result from the asymmetric loading between the insertion and extraction ends of the earpiece during the cold extrusion process. For clarity, a scalar “deformation difference” (

Deformation tendency of the hole wall.
The distribution of
Cold extrusion installation experiment of the press-fit bushing
To verify the accuracy of the finite element model calculations, a cold extrusion installation experiment of press-fit bushing was conducted. Using a handheld puller and a press-fit bushing made of PH13-8Mo, experiment was performed on 7050 aluminum alloy earpieces with an interference fit of 2.1%, as illustrated in Figure 9.

Cold extrusion installation experiment of press-fit bushing.
Before installation, ensure the stable operation of the hydraulic device, and clean the outer surfaces of the mandrel, cap, press-fit bushing, and ear piece to prevent surface scratches. Post-installation, residual stress measurement of the strengthened ear hole’s surface of the insertion end was conducted using an X-ray diffractometer, depicted in Figure 10.

X-ray diffractometer.
The experiments were performed using an XL-640 X-ray diffractometer with the following settings: CrKα radiation, (311) diffraction plane, a 2 mm spot diameter, 20 kV tube voltage, and 5 mA tube current. The measurement path (Path-1 in Figure 5) had a 1 mm spacing between detection points. A comparison of experimental and simulated residual stresses is presented in Figure 11.

Comparison of experimental and simulated residual stresses.
From the experimental and simulated residual stress along Path-1, it is evident that the distribution trend is largely consistent. Although there are slight differences in the magnitude of residual stress between the experiment and simulation, these errors fall within acceptable limits, confirming the accuracy of the finite element model calculations.
Fatigue life analysis of press-fit bushing strengthened earpiece
To investigate the effect of different extrusion amounts on the fatigue resistance of the ear pieces, the fatigue life of the pressed bushing strengthened earpiece was analyzed by a combined ABAQUS and fe-safe simulation approach. ABAQUS was used to compute the stress and strain distributions of press-fit bushing strengthened ear pieces under different extrusion amounts. Due to the difficulty in obtaining actual load spectrum, a simplified load condition was used for qualitative analysis. The stress state of the earpiece under unloaded condition was taken as the minimum load
Because the earpiece material is 7050 aluminum alloy, known for its good plasticity, the Brown-Miller analysis method was used for calculating fatigue life, with Morrow correction. The fatigue life

Fatigue life of the ear piece under different extrusion amounts.
The analysis of fatigue life under different extrusion amounts reveals that press-fit bushing strengthened earpieces exhibit significantly longer fatigue life compared to non-strengthened earpieces. When the extrusion amount is less than 2.1%, fatigue life shows a positive correlation with extrusion amount, whereas when the extrusion amount exceeds 2.1%, fatigue life shows a negative correlation. This contradicts the expected trend that a greater extrusion amount leads to a better strengthening effect. Initial fatigue failures consistently occurred at the mandrel insertion end. For extrusion amounts less than or equal to 2.1%, initial fatigue damage occurred at Path-3, which is the location of maximum tension. However, for extrusion amounts greater than 2.1%, initial fatigue damage occurred at Path-4, where maximum compression is observed. As shown in Figure 6(d), with increasing extrusion amount, residual stress variation at the location of maximum compression of the earpiece is not significant. Therefore, it can be inferred that it is not the variation residual stress that causes the sudden changes in the initial fatigue failure location or fatigue life reduction.
Analysis of earpiece deformation indicates that as the taper of the hole wall increases to a certain extent, earpiece fatigue life decreases, and the location of initial fatigue failure changes. This can be attributed to stress concentration caused by the taper of the hole wall leading to fatigue failure.
Control method for uniform deformation of the earpiece
Analysis of the force during the press-fit bushing installation was conducted by selecting elements 1, 2, and 3 on sections efgh as the analysis objects. The axial force analysis on the thick-walled cylinder is shown in Figure 13.
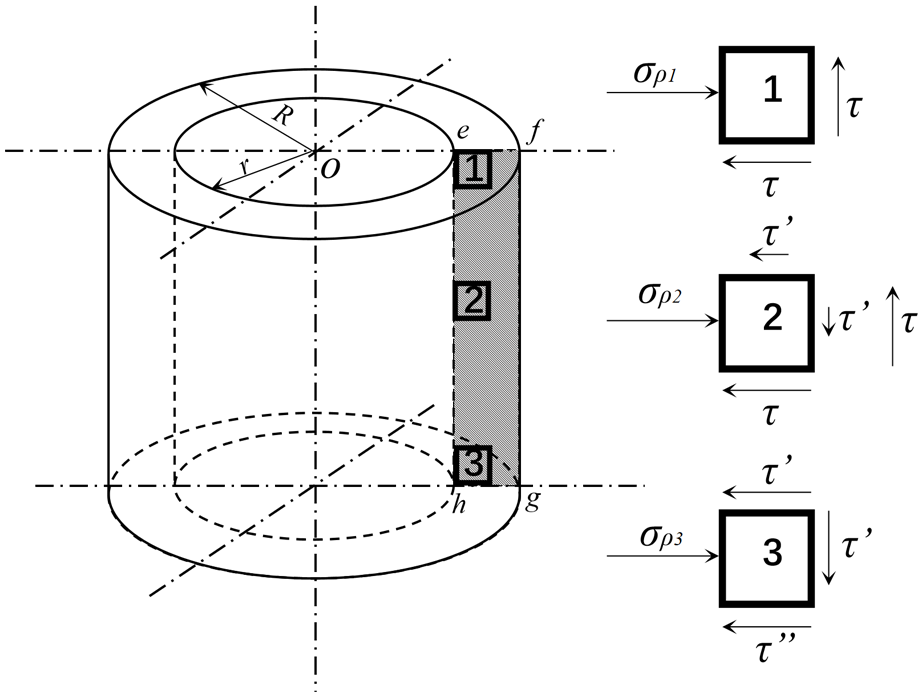
Force analysis along the axial direction of a thick-walled cylinder.
Element 1, being the free end at its upper part, experiences only shear stress from the unpressed material at its lower end during compression. Element 2 experiences shear stress at both its upper and lower ends. Element 3 experiences shear stress at its upper end from the upper material and through friction provided by the cap. According to the equilibrium condition,
To control the warping of the earpiece and provide radial friction resistance at the insertion end, a dedicated fixture was designed to assist the cold extrusion installation of the press-fit bushing, ensuring uniform deformation of the ear hole. The fixture diagram is shown in Figure 14.

Diagram of the fixture.
The fixture consists of upper and lower splint, connecting bolts, and nuts. Before cold extrusion installation of the pressed bushing, the fixture is mounted on the earpiece and secured by tightening the nut. After securing, the bushing is pressed by the mandrel, with the lower splint also acting as a cap during the extrusion process. The ear hole insertion end has a tendency of axial protrusion deformation during extrusion, which is hindered by the upper splint. Axial extrusion force is generated between the upper surface of the earpiece and the upper splint, along with radial friction resistance.
To validate the effectiveness of the improved process, a finite element model of reinforced earpiece with the fixture-mounted press-fit bushing was established for residual stress and deformation studies, depicted in Figure 15 of the cold extrusion finite element model of a press-fit bushing with the fixture.

Cold extrusion finite element model of a press-fit bushing with fixture.
To enhance computational efficiency, the fixture was simplified as a rigid body in the cold extrusion finite element model and the shell elements are divided into the clamp. The contact settings are similar to the cold extrusion finite element model of the press-fit bushing. The comparison of hole wall deformation is shown in Figure 16.

Comparison of hole wall deformation.
After using the deformation-control method, the slope of the hole wall is obviously improved, which is beneficial to reduce the stress concentration of the insertion end.
The friction coefficient is a critical process parameter in metal plastic forming. In the strengthening process of press-fit bushing earpiece with fixture, friction plays a key role. To investigate the effect of friction coefficient on the control method of residual stress uniformity, finite element simulations of press-fit bushing reinforced earpiece with the fixture were conducted with different extrusion amounts and friction coefficients, as shown in Table 2.
The coefficient of friction set for each extrusion amount.

Five sets of different friction coefficients were taken under different extrusion amounts, and simulations were calculated according to Table 2 for earpieces under different extrusion amounts and friction coefficients, revealing the variation of the fatigue life of the earpiece as shown in Figure 17.

The variation of the fatigue life of the ear piece.
A three-dimensional graph was plotted with extrusion amount on the X-axis, friction coefficient on the Y-axis, and fatigue life of the earpiece on the Z-axis. The overall trend of fatigue life of the earpiece increases as the friction coefficient increases from 0.05 to 0.2, demonstrating the effectiveness of the improved process using the fixture. When the friction coefficient increases from 0.2 to 0.25, the increase in fatigue life of the earpiece becomes insignificant, indicating that the influence of the friction coefficient on the improved process has converged. Therefore, in practical production, the friction coefficient can be controlled within the range of 0.2–0.25 by modifying die surface characteristics such as surface roughness. This approach achieves the desired performance goals while reducing the difficulty of controlling the friction coefficient.
Conclusion
Through finite element analysis and experimental validation, this study investigated the strengthening effect on cold extrusion earpiece of press-fit bushing under different extrusion amounts, and proposed improvement methods.
The fatigue life of the earpiece reinforced by cold extrusion of the press-fit bushing exhibits a trend of initially increasing and then decreasing with increasing extrusion amount, reaching a relative optimum at 2.1% extrusion.
As the extrusion amount increases, the difference in the radius of the ear hole from the insertion end to the extraction end increases after cold extrusion strengthening, leading to stress concentration and relative reduction in fatigue life.
The design of the fixture improved the uniformity of the hole deformation of the earpiece after cold extrusion, further enhancing the fatigue life of the earpiece.
Future research will delve into the impact of processing defects on fatigue life, analyzing the inherent relationship between residual stress and fatigue crack propagation rate.
Footnotes
Handling Editor: Chenhui Liang
Ethical considerations
This article does not contain any studies with human or animal participants.
Consent to participate
There are no human participants in this article and informed consent is not required.
Author contributions
Rujun Liu: Data curation, Formal analysis, Methodology, Software. Xiao Cai: Validation, Visualization, Writing-original draft. Miaofei Tang: Writing-original draft, Writing-review & editing. Yidong Bao: Conceptualization, Funding acquisition, Project administration. Xiang Huang: Resources, Supervision.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China [grant number 51975280].
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data availability statement
The datasets generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.