
Abstract
Regarding the importance of annealing and solution treatments on the final microhardness of maraging steel, this study investigates the impact of different treatment times and temperatures on the microhardness of additively manufactured maraging steel. Annealing temperatures ranged from 815°C to 845°C, annealing times from 60 to 120 min, aging temperatures from 540°C to 580°C, and aging times from 90 to 180 min. The study examines the unique features of the fractured surface and the behavior of maraging steel after these treatments, as well as the critical limits of these treatments on the microstructure and fracture behavior. Results show that the oxygen diffusion rate in additively manufactured material is significantly higher than in bulk material, leading to considerable oxide formation, especially in porosities, after heat treatment. This phenomenon could contribute to porosity regrowth, resulting in abnormal dimple sizes in the fractography of additively manufactured maraging steel. An aging temperature of 580°C is critical, leading to severe necking under tensile load, resulting in low UTS, microhardness, and elongation, despite extreme softness and brittle fracture behavior. Aging temperature is identified as the most effective parameter on microhardness, with increasing temperatures reducing it. Annealing time and temperature have the opposite effect, with maximum microhardness at lower aging and higher annealing temperatures.
Introduction
Maraging steels, low carbon martensitic steel, are renowned for their exceptional mechanical properties, making them highly applicable in demanding industries such as the injection mold industry. These steels offer a unique combination of high strength, toughness, and resistance to crack propagation, which are critical for applications requiring durability and precision. 1 Specifically, in the injection mold industry, maraging steels are used due to their ability to maintain dimensional stability and withstand the repetitive mechanical stresses involved in the molding process.2,3 Maraging steels are renowned for their exceptional mechanical properties, which make them ideal for high-performance tooling applications. These properties are a result of their unique composition and microstructure, achieved through a meticulous heat treatment process. Initially, the steel is austenitized at approximately 850°C, followed by slow cooling in air. Due to the high nickel content, this slow cooling leads to the formation of a martensitic structure rather than the ferrite and pearlite typically found in other steels. Then, maraging steel undergoes a crucial strengthening phase through thermal aging, typically at temperatures between 480°C and 500°C for several hours. During this process, a fine dispersion of intermetallic precipitates forms within the martensitic matrix, significantly enhancing the hardness and strength of the steel. The primary precipitates that form include Ni3Mo (nickel-molybdenum), Ni3Ti (nickel-titanium), Ni3Al (nickel-aluminum), and Fe2Mo (iron-molybdenum). These precipitates are critical to the precipitation hardening mechanism, as they obstruct dislocation movement, thereby increasing the steel’s yield strength. An important development in modern maraging steels is the formation of complex Ni50(X, Y, Z) 50 precipitates, where X, Y, and Z represent solute elements such as molybdenum (Mo), titanium (Ti), and aluminum (Al). These complex precipitates are designed to enhance the mechanical properties of the steel further. The inclusion of multiple alloying elements in these precipitates allows for a tailored microstructure that optimizes the steel’s strength, toughness, and resistance to deformation under high stress. These precipitates contribute to the uniform dispersion of hard phases throughout the martensitic matrix, ensuring that the steel maintains its high strength while also offering excellent machinability. Cobalt plays a key role in the precipitation process, particularly in the formation of molybdenum-rich precipitates like Ni3Mo and Fe2Mo. Cobalt reduces the solubility of molybdenum in the matrix, which increases the volume fraction of these precipitates and promotes their even distribution. Additionally, cobalt accelerates the precipitation process, allowing the steel to reach its peak hardness more quickly. The interplay of these precipitates both the more traditional ones like Ni3Mo, Ni3Ti, and the advanced Ni50(X, Y, Z) 50 types significantly enhances the mechanical properties of maraging steels. When aged at the optimal temperature range, maraging steel can achieve a yield strength of approximately 2000 MPa, making it ideal for tooling applications that demand high strength, precision, and durability. However, it is crucial to control the aging process carefully.4–6 Aging for a prolonged period at relatively high temperatures can lead to the formation of high-alloy austenite, known as reverted austenite. This reversion reaction becomes significant, particularly when aging occurs at temperatures higher than 550°C. The formation of reverted austenite can reduce the overall strength of the steel due to the decomposition of the martensitic structure. 7
With the advent of additive manufacturing (AM), traditional manufacturing methods are increasingly being replaced. 8 Additive manufacturing, particularly Laser powder bed fusion (LPBF), has shown great promise in the production of maraging steels. This technique offers several advantages, including the ability to produce complex geometries, reduce material waste, and customize mechanical properties through controlled processing parameters. Specially its application in the design of the conformal cooling challenge (CCC) of the injection molds has been proven.9–11 The recommended manufacturing parameters provided by EOS company for LPBF maraging steel have demonstrated success in achieving high-quality components with desirable mechanical properties. However, the mechanical characteristics and microstructure of LPBF-produced maraging steels differ from those of conventionally manufactured ones. As fabricated maraging steel induces distinct microstructural features due to its rapid cooling and localized melting processes. The rapid solidification of melt pools leads to the formation of a ferrite (α) matrix with a fine lath martensite structure, which is dense with dislocations. These microstructural characteristics are a direct consequence of the high thermal gradients and fast cooling rates inherent in LPBF. Additionally, small amounts of retained austenite (γ) are often observed around the melt pool boundaries, exhibiting a specific crystallographic orientation relative to the martensitic matrix. The orientation relationship between these retained austenite grains and the surrounding martensitic structure is typically (111)γ//(011)α and [−101]γ//[−1−11]α. 5 LPBF also introduces high residual stresses, which arise from the rapid cooling and solidification. Furthermore, the process can lead to the formation of precipitation of intermetallic phases such as (TiO2:Al2O3).12,13
Several studies have investigated the effects of processing parameters and post-treatments on improving the mechanical behavior of LPBF fabricated maraging steel. Researchers have focused on optimizing laser power, scan speed, layer thickness, and energy density to enhance density, reduce porosity, and minimize residual stresses. Additionally, post-processing treatments, particularly aging heat treatments, have been explored to improve hardness, strength, and overall mechanical performance. Mooney and Kourousis 14 conducted a comprehensive review of these studies, highlighting how variations in processing parameters influence microstructural development and mechanical anisotropy. They discussed works that optimized energy density to achieve near-full density components while identifying potential trade-offs, such as increased residual stresses. The review also analyzed studies on heat treatments, showing that standard aging treatments (e.g., 490°C for 6 h) effectively enhance strength but may not fully eliminate anisotropy. Furthermore, the role of scan strategies and build orientation was examined, demonstrating their impact on tensile properties and fatigue resistance. The findings emphasize the need for a multi-factor optimization approach that balances processing conditions and post-treatments to achieve superior mechanical performance in L-PBF-fabricated maraging steel 300.
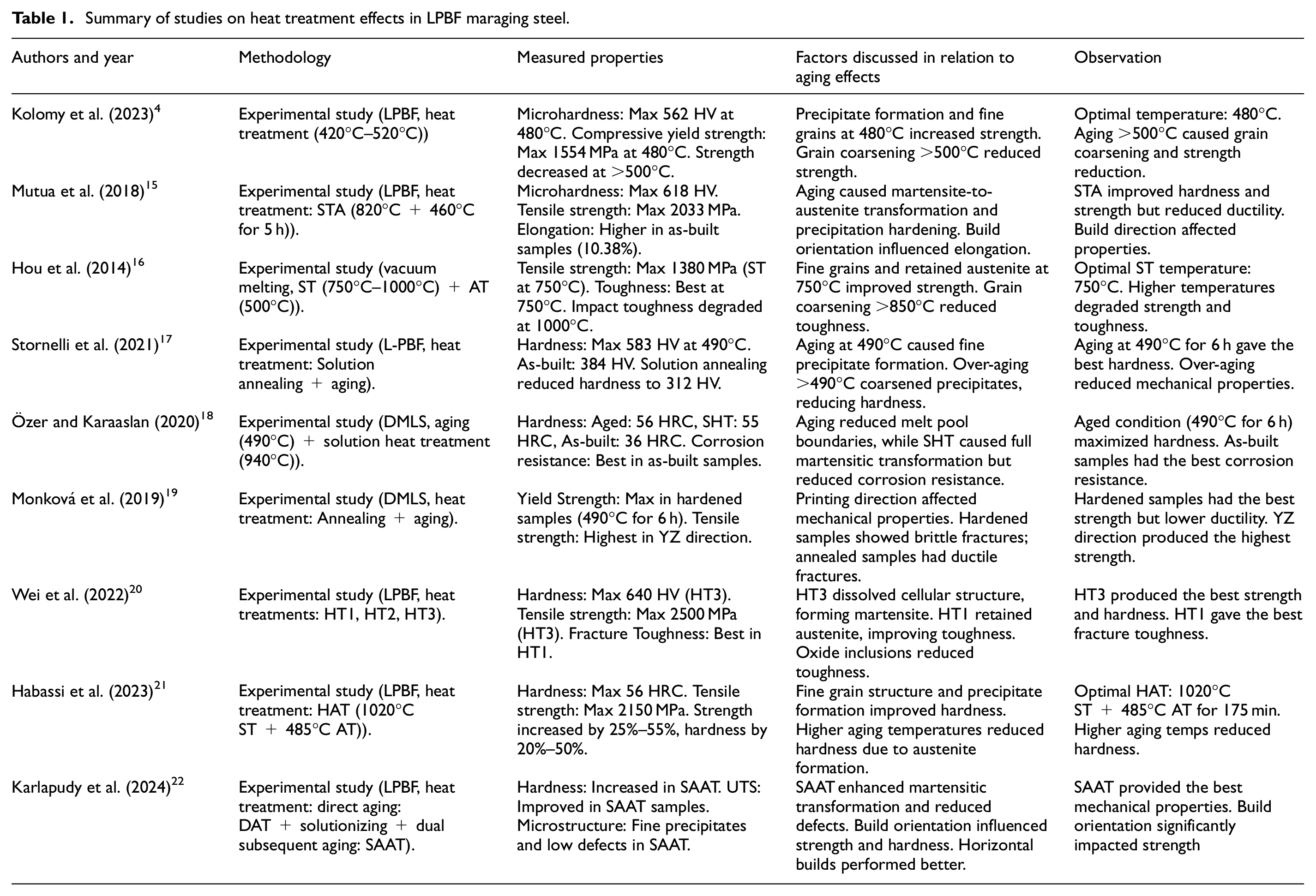
Some previous papers in the literature have focused on the effect of different heat treatment processes, particularly aging temperature, on the microstructure, mechanical properties, and microhardness of post-heat-treated LPBF-manufactured maraging steel. A summary of these studies is provided in Table 1. Most of these studies were experimental, investigating various heat treatment conditions, including solution treatment, aging, and stress-relief annealing. However, a systematic sensitivity study regarding the influence of aging time and temperature on the microstructural evolution and mechanical performance has not yet been reported.
Summary of studies on heat treatment effects in LPBF maraging steel.
Microhardness, a critical mechanical characteristic in selecting materials for injection molds, has also been extensively studied. Results from other studies indicate that LPBF maraging steels exhibit relatively large porosities or abnormal dimples.23–26 Importantly, the abnormal fracture surface effect of heat treatment on porosity increase has not been considered and investigated yet.
This study aims to investigate the effects of different solution and aging treatments on the hardness of additively manufactured maraging steel. The effects of time and temperature are examined to present the relationship and impact of these treatments on the hardness profile of the material. Additionally, the study investigates the impact of these treatments on the microstructure, including material phases and oxidation during heat treatment, to compare it with conventionally manufactured steels. The uniqueness of this study lies in its dedicated investigation into phenomena reported previously and explaining them concerning the unique features of additively manufactured maraging steel.
Materials and method
The chemical composition of the maraging steel powder (MS1), supplied by EOS, is given in Figure 1(a). The SEM image of the morphology of the powder encompasses the rounded morphology with particle sizes ranging from 15 to 40 μm, which provides good flowability as shown in Figure 1(b). The particle size distribution with the majority of the powder sized less than 15 μm is also provided in Figure 1(b). The processing parameters chosen based on the recommended parameters by the powder manufacturer and based on the previous study of the author, 12 to minimize manufacturing defects, particularly porosity, which are given in Figure 1(c). However, despite this optimization, a certain level of porosity remains inevitable due to the inherent characteristics of the LPBF process, which can lead to insufficient melting, lack of bonding, lack of fusion, or gas entrapment during solidification. The samples were manufactured using an EOS M290 metal additive manufacturing system. The samples were manufactured within the size of ASTM E8 for sub-sized samples, and the size of the printed material is given in Figure 1(d). After printing, the material underwent solution annealing and aging treatment for different times and temperatures. The selected range is based on the previous research taken from Table 1. The recipe for the treatments schematically is given in Figure 1(e). The Taguchi orthogonal method was used for the design of the experiment, which is shown in Figure 1(f), resulting in nine sets of arrangements for the various processing parameters.

Experimental setup details: (a) chemical composition of MS1 steel powder, (b) SEM image and particle size distribution of the powder, (c) processing parameters, (d) schematics of manufactured samples, (e) heat treatment schematic, and (f) DOE of ….
Results and discussion
Tensile test and fracture behavior
The tensile test results are depicted in the stress-strain diagram in Table 2. The ultimate tensile strength (UTS) of the material ranged from 1036 MPa to 2026 MPa after heat treatments. The elongation values, post-heat treatment, ranged from 6.79% to 8.29%, with the as-built material having an elongation of 15.53%. Compared to the as-built material, the heat-treated samples exhibited a significant reduction in elongation. The behavior of UTS varied significantly with the heat treatment temperature. Two distinct behaviors emerged post-heat treatment. Firstly, the material exhibited a relatively brittle response, with UTS values ranging from 1953 MPa to 2026 MPa and elongation between 6.79% and 8.29%. Secondly, there was a pronounced decline in both UTS and elongation. In this latter scenario, the material displayed abnormal necking prior to fracture, as evidenced by the stress-strain curves. The fracture occurred following extensive plastic deformation, accompanied by a marked decrease in UTS, with values dropping below 1200 MPa and elongation reducing to less than 7%. This can be attributed to the substantial reduction in cross-sectional area due to severe plastic deformation.
Tensile test results.

The results show that the material’s behavior is strongly correlated to the aging temperature at any annealing temperature (ranged from 815°C to 845°C). When the aging temperature is less than 580°C, the material exhibits a high degree of UTS. However, an aging temperature of 580°C is critical for this material, causing it to become excessively soft with low UTS and severe necking behavior before fracture.
The fractography of the material at aging temperature of 540°C and 560°C consistently showed brittle fracture characteristics, as observed in the SEM fractographic images given in Figure 2(b) and (c). At low magnifications, the fracture surface displayed smooth and flat features, indicative of a brittle fracture mechanism. The presence of relatively large cleavage facets suggests that the material underwent abrupt fracture with minimal plastic deformation. These cleavage facets are typical of brittle fracture and imply a rapid propagation of cracks through the material. Upon closer examination at higher magnifications, as shown in Figure 2(c), the fracture surface revealed a dense network of microvoids and fine dimples. This microstructural feature is indicative of localized plastic deformation occurring just before the final fracture. The microvoids are formed due to the nucleation, growth, and coalescence of voids, which is a characteristic of ductile fracture mechanisms. The presence of fine dimples within the microvoids suggests that, although the overall fracture behavior was brittle, there were regions within the material that experienced plastic deformation at a microscopic level. The combination of large cleavage facets and fine dimples indicates that the material exhibited a mixed-mode fracture behavior, where the primary fracture mechanism was brittle, but localized areas underwent significant plastic deformation. This mixed-mode fracture behavior can be attributed to the inherent properties of the maraging steel and the specific conditions of the heat treatment process.

Results of the tensile test: (a) stress-strain curve, SEM image of the fractured surface, (b) and (c) low and high magnification SEM images of samples S1, S2, S4, S6, S8, and S9, (d) and (e) SEM images of sample S3, (f) and (g) SEM images of sample S5, (h) and (i) SEM images of sample S7, (j) and (k) optical microscopy images of the polished samples before fracture and after treatment.
The critical aging temperature of 580°C appears to play a significant role in altering the fracture characteristics, leading to a predominantly brittle fracture with localized ductile features.
In addition to these features, evidence of ab normal size dimples could be seen on the fracture surface, which is a well-known characteristic of additively manufactured materials. This porosity was also observed in the polished cross-sections of the manufactured and heat-treated material before fracture, as shown in Figure 2(k). The small, irregular, and rectangular porosities are indicative of a lack of fusion during the additive manufacturing process. These porosities contribute to the brittle fracture by acting as crack nucleation sites and facilitating crack propagation.
The fracture surface of the material at high aging temperatures of 580°C with severe necking consistently shows different behavior. The severe necking behavior observed at an aging temperature of 580°C can be attributed to localized softening caused by over-aging, where excessive precipitate coarsening reduces the material’s strength. Additionally, the formation of reverted austenite at this temperature further contributes to reduced mechanical stability, facilitating excessive plastic deformation before fracture. The fractographic surface of these materials is shown in Figure 2(d) to (i). These materials exhibit abnormal sizes of dimples on the fracture surface. These abnormal sized dimples could be attributed to the porosity regrowth after heat treatment, since the increased size of the porosities has been seen in the cross section of the material after aging heat treatment above 580°C (shown in Figure 2(j)), despite being manufactured with the same processing parameters.
The phenomenon of porosity regrowth in additively manufactured maraging steel has not yet been reported. However, several studies on additively manufactured materials indicate the occurrence of porosity regrowth after heat treatment. For instance, Cunningham et al. 27 observed increased porosity in electron beam melted Ti-6Al-4V after heat treatment. Similarly, Miao et al. 28 reported that the porosity of Al–Cu alloy fabricated using wire arc additive manufacturing increased when subjected to solution treatment at temperatures above 530°C. Additionally, Hirsch et al. 29 demonstrated that AlSi7Mg0.6, fabricated by Field Assisted Sintering, exhibited increased porosity after heat treatment. This phenomenon is driven by internal gas pressure, heat-induced diffusion, and reduced surface energy from coalescing micropores, which enlarge previously undetectable inhomogeneities, leading to porosity in the heat-treated alloy. Furthermore, Tammas-Williams et al. 30 showed that the porosity of additively manufactured titanium components could increase after hot isostatic pressing.
This increase in porosity in this study size can be attributed to several factors related to the heat treatment process. Firstly, phase changes during the heat treatment can lead to the formation of new phases that occupy more volume, thus enlarging existing pores. Specifically, during the aging process of maraging steel, the precipitation of intermetallic compounds such as Ni3(Ti,Al) and other nickel-rich phases can occur. These precipitates form within the existing matrix and can cause a volumetric expansion, contributing to the enlargement of pre-existing pores. Additionally, the transformation of retained austenite to martensite upon cooling can also contribute to volume changes and the formation of new microvoids or the expansion of existing ones. Secondly, stress relieving that occurs during the annealing process may cause the material to expand slightly, increasing the size of pre-existing porosities. Additionally, the high temperature can cause any trapped gases within the pores to expand, further increasing their size. These phenomena could collectively contribute to the increased porosity observed in the heat-treated samples. The porosities in the cross-section are irregular in shape and contain trapped particles that could be newly formed material from the trapped powders. The justification for this difference is the reduction in yield strength and increase in ductility at elevated temperatures, which allows for the coalescence and growth of these irregular porosities into larger voids under applied stress. At higher temperatures, the material’s reduced resistance to deformation facilitates the movement and accumulation of dislocations around the porosities, leading to their expansion. This process, known as void coalescence, is exacerbated by the severe plastic deformation that occurs during mechanical loading, causing the porosities to evolve into larger voids.
Microstructure
Figure 3 presents the microstructural observation results. Figure 3(a) shows the microstructure of the as-built material in the building direction, revealing a combination of columnar and equiaxed grains with austenite present in a cellular structure. The highly oriented grains and the small-sized equiaxed cellular structure result from the complex heat flux during the rapid solidification process inherent to additive manufacturing. The cellular format of the grain structure is due to the rapid cooling rates, typically around 103 to 106 K/s, which promote the formation of fine cellular dendrites. The columnar grains are aligned along the build direction, indicative of directional solidification, while the equiaxed grains form in regions with more isotropic thermal gradients. The rapid solidification results in a fine microstructure with a high density of dislocations and refined grain structure, enhancing the material’s mechanical properties. The presence of austenite in the cellular structure suggests thermal conditions during solidification that suppress larger austenitic dendrite formation, leading to the fine cellular morphology observed. The interplay between columnar and equiaxed grains, along with the cellular austenite structure, underscores the intricate balance of thermal gradients and cooling rates during the layer-by-layer fabrication process.

Optical microscopy images of: (a) as-built material, (b) S6, (c) S9, (d) S2, (e) S4, (f) S8, (g) EDS mapping of inclusions, and (h) EDS of point.
Figure 3(b) to (f) show the microstructure of the material after heat treatment. After heat treatment, the fine cellular martensitic structure present in the as-built material dissolves, leading to a more homogeneous and refined microstructure. Solution treatment removes segregation and reduces anisotropy, and aging promotes the precipitation of strengthening phases such as Ni3(Ti,Al) and Fe2Mo, Fe7Mo6 31 enhancing hardness and strength. However, at higher aging temperatures (≥490°C), excessive precipitate coarsening and reverted austenite formation 32 possibly reduce strength and ductility, contributing to brittle fracture behavior. Figures show that the microstructure of the material is predominantly martensitic with retained austenite, probably less than 3%. The microstructure across all samples shows different grain sizes and martensitic structures, mainly depending on the solution and aging temperatures. The effect of time is not clear in the microstructure. Figure 3(d) to (f) show the microstructure of samples S2, S4, and S8, respectively, highlighting the effect of annealing temperatures at 815°C, 830°C, and 845°C. An increase in the lath size can be seen in these images, with a very fine martensitic structure in Figure 3(d), a slight increase in lath size in Figure 3(e), and a significant increase in Figure 3(f). Some inclusions can be seen in Figure 3(f). This is especially evident at 845°C, where the material is annealed for about 90 min, leading to significant lath growth. The black sections observed could be porosity or inclusions with some particles evident within them. The size and number of these inclusions increase with higher annealing and aging temperatures, reaching a maximum in samples treated at an aging temperature of 580°C. These inclusions are probably the source of the large dimples formed, as seen in the fractography section.
Figure 3(b) and (e) show the effect of the aging temperature in samples S6 and S5, with aging temperatures of 540°C and 560°C, respectively. These materials underwent the same solution treatment at 830°C followed by aging at 540°C and 560°C. At the aging temperature of 540°C, the material shows smaller lath martensitic structures compared to 560°C, and retained austenite grains can also be seen in Figure 3(b). Figure 3(c) and (f) compare the microstructure at 540°C and 560°C but after solution treatment at the higher temperature of 845°C. This comparison highlights that the solution treatment plays a significant role in determining the martensite lath size after aging treatment. Figure 3(c) shows smaller lath martensite with a very small amount of retained austenite.
The EDS mapping of these inclusions is given in Figure 3(g), with element maps of Cr, Mo, Ni, Co, and Oxygen. The presence of oxygen, which was not observed in the initial powder or as-built material, indicates contamination from the unprotected furnace environment. This evidence shows that additively manufactured materials are not suitable for heat treatment in unsealed furnaces, as they exhibit a high rate of oxygen diffusion compared to conventionally bulk materials. The EDS map of point 1 in Figure 3(g) is also shown in Figure 3(h), confirming the presence of an oxygen peak at this point.
Microhardness
The results of the microhardness measurements are provided in Table 3. These results indicate that the minimum microhardness value is 44.07 HRC (Sample 5), and the maximum microhardness value is 51.70 HV (Sample 8). The observed variability in microhardness is due to the differences in heat treatment conditions. Microhardness depends on the annealing time, solution temperature, and aging temperature. The results show a correlation between these parameters and the microhardness. In maraging steel, which is a low-carbon, high-nickel alloy steel known for its excellent strength and toughness, aging and solution treatment significantly influence the microstructure, thereby affecting microhardness. During aging, precipitates such as intermetallic compounds (e.g., Ni3(Ti,Al), Ni3Mo) form within the martensitic matrix, contributing to precipitation hardening, which increases hardness by hindering dislocation motion. The size, distribution, and coherency of these precipitates with the matrix are crucial factors determining the extent of hardening. Solution treatment, typically performed at high temperatures, dissolves existing precipitates and homogenizes the microstructure, reducing residual stresses and eliminating segregation of alloying elements. Upon quenching, the material undergoes a martensitic transformation, forming a hard and brittle martensitic phase. Subsequent aging treatment optimizes the balance between hardness and toughness by precipitating secondary phases within the martensitic matrix. Changes in phase and lattice structure during these treatments also play a significant role. The formation of fine martensitic laths during rapid cooling enhances hardness due to increased dislocation density, whereas over-aging or excessive time at high aging temperatures can lead to the coarsening of precipitates and transformation of some martensite back to softer austenite, reducing hardness.
Microhardness result.

A correlation analysis was performed to evaluate the relationship between microhardness (HRC) and yield stress (MPa), as shown in Figure 4. The results indicate a positive correlation, where an increase in microhardness generally corresponds to higher yield stress. However, the trend is non-linear, suggesting a possible polynomial or exponential relationship. Some data points deviate from the main trend, likely due to material variability or experimental factors. Despite these variations, the observed correlation aligns with typical behavior in engineering alloys, where hardness and yield strength are interrelated. The correlation between yield stress and microhardness suggests that microhardness is a good representative of the material’s properties in the elastic region, which is crucial for industrial applications. Since yield stress defines the transition from elastic to plastic deformation, hardness measurements can serve as a reliable indirect indicator of mechanical performance. To further investigate this relationship, a statistical analysis was conducted to evaluate the sensitivity of hardness to heat treatment conditions.

Correlation between microhardness (HRC) and yield stress (MPa).
To perform a sensitivity analysis of microhardness to each of these parameters, an ANOVA (Analysis of Variance) statistical analysis was conducted. ANOVA is a statistical method used to compare means among multiple groups and determine if there are any statistically significant differences between them. This method decomposes the total variation observed in the data into components associated with specific sources of variation. The F-value, a ratio of the variance between the group means to the variance within the groups, is used to determine whether the observed variances are statistically significant. A higher F-value indicates a greater probability that the observed differences are not due to random chance. The p-value, associated with the F-value, indicates the probability of observing the data assuming that the null hypothesis (no effect) is true. A low p-value (typically <0.05) suggests that the observed effect is statistically significant and not due to random variation. By analyzing the p-values and F-values, we can assess the relative importance and statistical significance of each processing parameter.
The results of the ANOVA analysis are presented in Table 4, which details the percentage contribution of the annealing temperature, aging time, and aging temperature to the observed variations in microhardness. From the ANOVA results in Table 4, it is evident that the aging temperature has the most significant impact on microhardness, contributing 76.13% of the total variation, with a high F-value of 27.47 and a low p-value of 0.006, indicating statistical significance. An increase in aging temperature typically leads to a decrease in microhardness due to the over-aging effect, where precipitates coarsen and reduce the material’s strength. The annealing temperature also affects microhardness, contributing 11.02% of the variation, with an F-value of 3.98 and a p-value of 0.117. Although the p-value is slightly above the typical threshold of 0.05, the effect is still notable, as higher annealing temperatures enhance microhardness by homogenizing the microstructure and dissolving undesirable phases. In contrast, the effects of annealing time and aging time on microhardness are minimal, contributing only 1.59% and 0.18% of the variation, respectively, with high p-values indicating that these parameters’ effects are not statistically significant.
ANOV table.

The ANOVA analysis confirms that annealing temperature and aging temperature have the most significant influence on microhardness, while annealing time and aging time appear to have minimal effects within the investigated range. However, it is important to note that the ANOVA results are valid for the specific parameter steps used in this study, where the time variations were 30 min, and the temperature increments were 15°C for annealing and 20°C for aging. The sensitivity analysis suggests that within these small increments, the effect of time is negligible. However, this does not necessarily imply that time is insignificant in a broader context. If larger time variations were considered, the impact of time might be more pronounced.
The main effect plots in Figure 5 illustrate the influence of each parameter on the mean microhardness of the material. The annealing temperature shows a positive correlation with microhardness, where an increase from 820°C to 845°C leads to higher hardness, likely due to the homogenization and refinement of the microstructure at higher temperatures (Figure 5(a)). In contrast, Figure 5(b), the annealing time has a minimal effect on microhardness, with only a slight increase observed as the time extends from 60 to 120 min, indicating that within this range, the duration of annealing does not significantly impact hardness. The aging temperature (Figure 5(c)) has a strong negative correlation with microhardness; as it increases from 540°C to 580°C, hardness decreases significantly due to the over-aging effect, where precipitates coarsen and reduce the strengthening effect. Similarly, aging time (Figure 5(d)) shows a minimal effect, with a slight increase in hardness observed as the time increases from 90 to 180 min, suggesting that within this range, the duration of aging does not substantially influence hardness. These observations are consistent with the ANOVA results, which highlight the aging temperature as the most significant factor, followed by the annealing temperature, while the effects of annealing time and aging time are minimal. Understanding these relationships helps optimize the heat treatment process to achieve the desired mechanical properties.
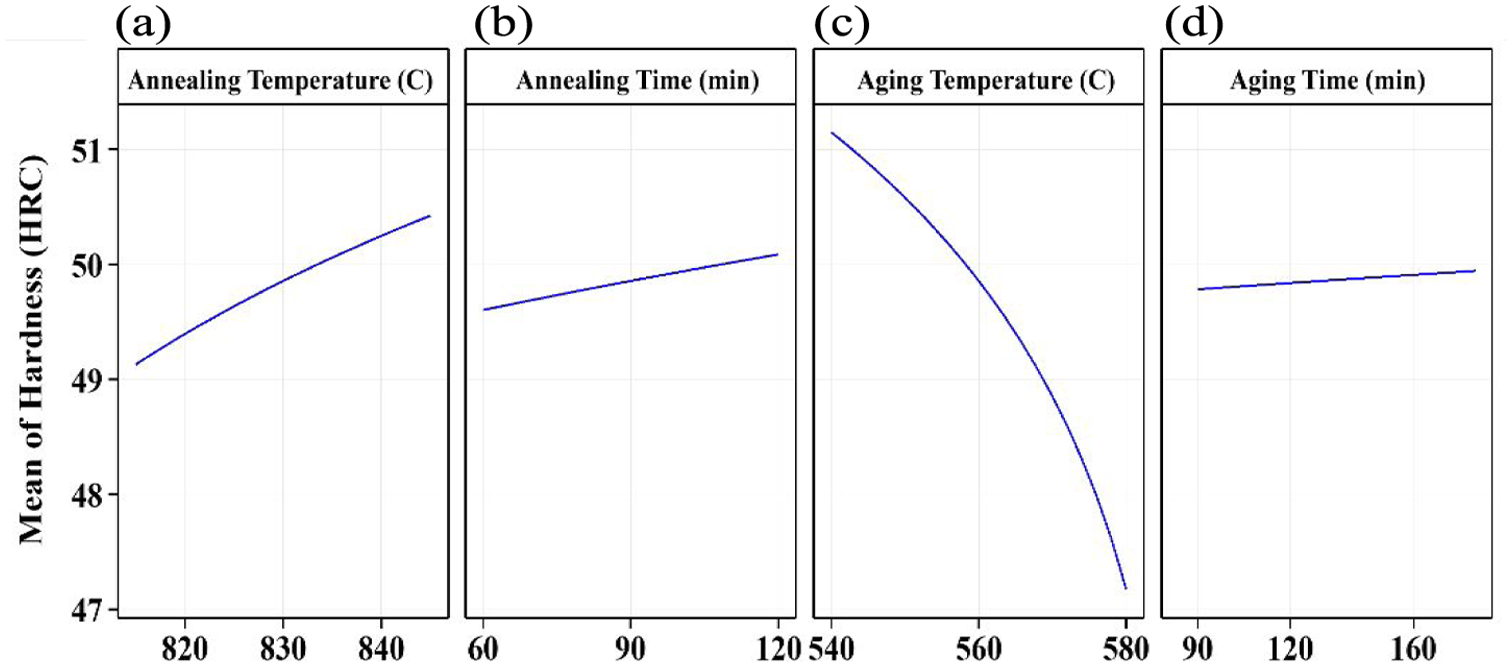
Main effect plots of hardness versus: (a) annealing temperature, (b) annealing time, (c) aging temperature, and (d) aging temperature.
A regression analysis was conducted to optimize the microhardness of maraging steel by identifying the effects of aging time, aging temperature, and annealing temperature, which were determined to be the most influential parameters. Regression analysis, a statistical method, is useful for understanding relationships between variables and predicting outcomes. This approach involved designing experiments, fitting a model to the experimental data, analyzing the resulting response surface, and identifying the conditions that optimize microhardness. The primary goal was to understand the relationship between these parameters and microhardness, and to determine the optimal conditions for achieving maximum and minimum hardness values. In this study, annealing temperature and aging temperature were found to be the main contributors to microhardness. Through regression analysis, a mathematical model was developed to describe how these parameters influence microhardness, enabling predictions of the response and identification of optimal conditions. Figure 6(a) presents a 3D response surface plot, while Figure 6(b) displays a 2D contour plot of microhardness, ranging from 46.2 HRC to 51.1 HRC. The plots reveal that the maximum microhardness of approximately 51.5 HRC was achieved at higher annealing temperatures (around 845°C) and lower aging temperatures (around 540°C). Conversely, the minimum microhardness of approximately 43.8 HRC was observed at lower annealing temperatures (around 815°C) and higher aging temperatures (around 580°C).

(a) 3D curve and (b) 2D contour plot.
Conclusion
The aim of this study was to investigate the effect of different solution and aging treatments on additively manufactured maraging steel and their mechanical behavior. The results are as follows.
Firstly, the mechanical properties of the material showed a significant reduction in ductility, approximately half that of the as-built material. The material exhibited two predominant types of fracture: highly brittle fracture and severe necking with superplastic deformation. These fracture behaviors were correlated with the presence of high porosity and its coarsening in the cross-section of the manufactured material. The microstructure analysis consistently revealed a predominantly martensitic structure, with some samples containing retained austenite.
To mitigate the adverse effects observed at an aging temperature of 580°C, careful optimization of heat treatment parameters is required. Reducing the aging temperature to 540°C–560°C prevents excessive precipitate coarsening and minimizes reverted austenite formation, maintaining a favorable strength-ductility balance. Additionally, limiting the aging time to 90–120 min can reduce over-aging effects while preserving the fine dispersion of strengthening precipitates. Higher solutionizing temperatures (above 840°C) effectively dissolve retained austenite, ensuring a fully martensitic matrix before aging, while rapid cooling after solution treatment minimizes undesirable phase transformations. Furthermore, performing heat treatments in an inert gas or vacuum environment can significantly reduce oxygen diffusion, preventing oxidation-induced embrittlement and porosity growth. These optimizations collectively enhance the mechanical integrity of additively manufactured maraging steel, ensuring high strength and ductility without excessive necking or brittle fracture.
The Response Surface Methodology (RSM) was employed to optimize the microhardness, focusing on annealing temperature and aging temperature as the most effective parameters. The RSM analysis highlighted that the maximum microhardness of approximately 51.5 HRC was achieved at higher annealing temperatures (around 845°C) and lower aging temperatures (around 540°C). Conversely, the minimum microhardness of approximately 43.8 HRC occurred at lower annealing temperatures (around 815°C) and higher aging temperatures (around 580°C). The statistical analysis, including ANOVA, confirmed that aging temperature had the most significant effect on microhardness, followed by annealing temperature, while the effects of annealing time and aging time were minimal.
Footnotes
Handling Editor: Sharmili Pandian
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.