
Abstract
Existing agricultural practices generate a lot of straw, and the common and effective solution of crushing the straw and returning it to the field has problems with the crushing equipment, such as its large size, low power output ratio, and blades jamming. A new modularized multi-stage rice straw crusher was developed featuring material conveying, synchronous feeding chopping, and secondary crushing modules. Using Box-Behnken design with Design-Expert V10.0.7, crushing efficiency (targeting 30 mm particle size, 82.31%) and power consumption (2103.7 W) were optimized via response surface methodology. Optimal parameters included primary chopping at 0.274 m/s, secondary crushing at 26.72 rad/s, and chain drive at 0.083 m/s. Experimental validation showed 84.19% crushing efficiency and 2076.24 W power consumption, with relative errors of 1.88% and 27.5 W respectively, demonstrating synergistic improvement in anti-jamming capability and energy-efficient crushing. This study provides theoretical guidance for enhancing straw processing equipment performance.
Keywords
Introduction
Straw, a by-product of stem crops including wheat, rice, and corn, is a significant source of biomass energy, with rice straw comprising a substantial portion.1–3 With the development of agricultural production, there is a large surplus of rice straw in rural areas. 4 The primary reason farmers hesitate to dispose of rice straw responsibly is that its recycling involves considerable human and material resources, encompassing processes such as harvesting, baling, transportation, and storage. Consequently, the issue of resource wastage has become increasingly severe.5,6 The most basic way to solve these problems is to return rice straw to the field and design a portable and efficient rice straw crusher. Farmers are willing to process and reuse rice straw for environmental protection.
Research and development of rice straw crushers have a long history and relatively mature technologies.7,8 Feng et al. 9 have proposed a design for field self-propelled rice straw crushing and collection equipment, which combines roller crushing tools with hammer crushing tools. The design includes the overall structure of the equipment and the crushing system. Although this equipment is capable of highly efficient straw crushing, its large size and high power consumption make it impractical for extensive large-scale implementation. Xu et al. 10 have designed a novel straw-picking and cutting device that incorporates a new type of roller dynamic knife mechanism, which enables simultaneous picking and cutting operations. Mahmoud Okasha et al.11,12 have developed a combine harvester that has been designed for the purpose of harvesting and crushing rice straw stalks. The utilization of the hammer-crushing principle resulted in the determination of a minimum straw size of 6 mm post-crushing. The resultant crushed straw was found to be suitable for use as animal feed. Ramulu et al. 13 have developed a crop residue management machine capable of chopping rice residue and mixing it with the soil of the rice field after harvest by a combined harvester. They have also attempted to correlate the structural and operational parameters of the straw chopper with the mechanical and physical properties of crop straw among other factors. The HM series of teardrop-type horizontal pulverizers designed by Roskamp Champion Company in the United States 14 can maximize the effective area of the screen and ensure the efficiency of straw pulverization. At present, the related rice straw crushing devices still have problems such as large body size, low power output ratio, and blade jamming which need to be further improved.
This study sets out to address three critical challenges currently faced by existing straw crushing technologies. These challenges are as follows: blade roller entanglement, excessive energy consumption, and bulky equipment. The study proposes an innovative modular multi-stage crushing design as a solution. This innovative approach diverges from conventional single-stage crushing methods (chopping and crushing of straw) and multi-stage crushing techniques,15–17 effectively resolving the issue of tangled axles in knife rollers, which is often caused by the excessive length of the straw. The development of a new modular multi-stage straw crusher was achieved through the optimization of key components, such as the synchronous feeding chopping module and secondary crushing module. This new straw crusher boasts a small body size, high power consumption-to-output ratio, and high crushing efficiency. Furthermore, the relationship between crushing efficiency and average power consumption as response indexes was investigated. The investigation involved the study of the relationship between the crushing and power consumption of the straw crusher and the experimental indexes.
General structure and working principle
General structure
Current straw crushers on the market are equipped with only a single crushing mechanism, which leads to inadequate crushing of rice straw, extended processing times, and other issues. Furthermore, these crushers face challenges with the reamer component, where rice straw quickly becomes entangled around the knife rollers upon contact, which prevents effective crushing. To solve the above problems, we applied functional analysis and method adjustments from TRIZ theory to create a matter-field model, designing a new modular, multi-stage rice straw crusher (Figure 1).

Modular design idea of rice straw crusher.
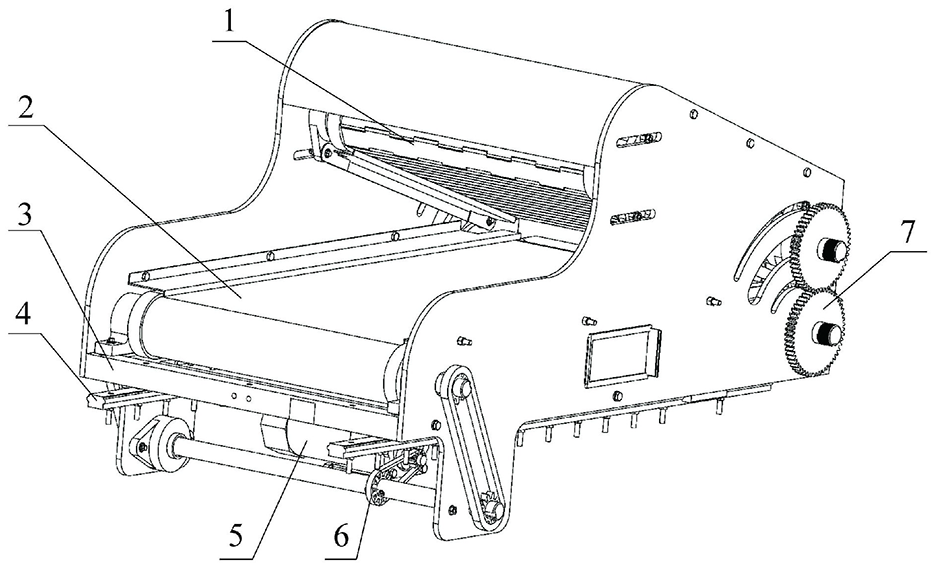
Figure 2 shows the overall design scheme for the front-cutting and back-powdering modes of operation. It consists of frame fixed module 1 (Q235 general structural steel), material conveying module 2 (chain drive, V-shaped conveyor chain plate transmission, and arc backlash gear drive), synchronous feeding chopping module 3 (crankshaft linkage mechanism and the press head compression mechanism), secondary crushing module 4 (belt drive, gear drive with toothed cutter discs, etc.), and motor control module 5 (speed motor, three-phase motors, and frequency converter).

Rice straw crusher structure.
Principle of operation
The motor of material-conveying module 2 transmits power to the active roller shaft via chain drive. The driven roller shaft’s end is fitted with a suspension adjustment gear, linking the upper and lower portions of the V-shaped feeding aperture. It enables the entire material-conveying module to function. Rice straw is fed through the relative squeezing force of the V-shaped conveying chain plate for feeding. Combed and extruded rice straw enters synchronous feeding chopping module 3 through the conveying chain plate, including the chopping device and the synchronous feeding device. As rice straw enters the chopping platform, the chopper is connected to the conveyor base and the rice straw press through a crankshaft linkage mechanism and a press head compression mechanism, respectively. The compression spring immediately secures rice straw, and the chopper performs the chopping action. Finally, the conveyor base supplies the backward thrust for rice straw. This setup ensures that rice straw and the chopper are nearly stationary in the feeding direction, which guarantees continuous and adequate chopping of rice straw. After rice straw is chopped once, it enters secondary crushing module 4 through the channel of the inclined funnel. The motor of secondary crushing module 4 transmits power to the crushing box through the belt drive and gear drive. The box is fitted with double-axis differential roller knives, and the staggered meshing-toothed knives on the high-speed rotating knife rollers continuously tear the descending rice straw, reducing its length to less than 30 mm. Table 1 lists the main parameters of the device.
Structure and working parameters of rice straw crusher.

Design of key components
Design of material handling module
The material-conveying module adopts the structural design of upper and lower conveying chain plates to realize the efficient conveying of rice straw. Rice straw is conveyed horizontally due to the feeding effect of the lower conveying chain plate. Besides, power is then transferred to the upper conveying chain plate through the circular arc backlash gear drive. It is extruded by the formed V-shape opening for the combing, dehumidifying, and feeding of rice straw. The device mainly includes an upper conveyor chain plate, lower conveyor chain plate, conveyor base, horizontal slide, motor, chain drive, and arc backlash gear drive (Figure 3).
Schematic structure of the material conveying module.
For materials such as harder, larger-diameter wood, the conveyor mechanism is usually a linear belt drive. However, for rice straw that is slender with great toughness and humidity, the reamer problem in the crushing stage cannot be solved. Therefore, this design adopts the special transmission method of the circular arc backlash gear transmission connection (the tooth number of 70, the module of 2 mm, and the transmission ratio of 1:1). In addition, this device adopts the upper and lower conveyor chain plate (a chain width of 545 mm and a pitch of 38 mm) for combing, dehumidifying, and feeding of rice straw. The gears in the circular arc backlash gear transmission are mounted on the concentric arc holes to adjust the clearance between the ends of the upper and lower conveying chain plates. It adjusts the thickness of rice straw and the pressure applied to meet the needs of different rice straw. A horizontal slide rail is provided between the conveyor base and the frame to facilitate the synchronized feeding of the chopping module for chopping.
Design of the synchronized feed chopping module
The crusher initially processes rice straw through the synchronized feeding and chopping module, followed by crushing the straw to prevent issues with reaming. The module utilizes a crankshaft linkage mechanism to facilitate the vertical movement of the cutter and the horizontal movement of the conveyor base. Additionally, a compression spring is installed on the rice straw pressing platform for pressing, cutting, and breaking rice straw. This process cuts rice straw to a predetermined length, which aids in the subsequent secondary crushing of straw. The device primarily consists of a slider, rice straw pressing platform, chopping platform, crankshaft, sprocket, conveyor base, connecting rod, fixed slide, compression spring, and cutter. The fixed slide rail is fixed on the frame (Figure 4).
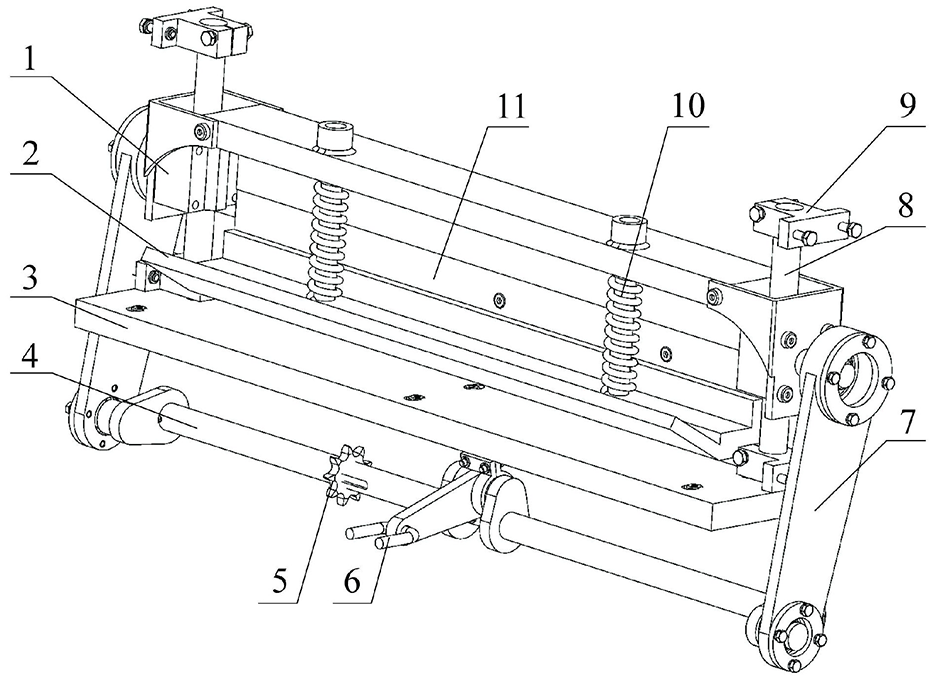
Schematic structure of the synchronized-feed chopping module.
The motion of the synchronous feed chopping module mainly depends on the crankshaft linkage mechanism, so the kinematic characterization of the crankshaft linkage mechanism is necessary. The crankshaft linkage mechanism refers to two concentric crank-slider mechanisms. The parts that form the moving pair with the frame are called sliders, and sliders C and D convey the base and cutter mount, respectively. Connecting rods L1 and L2 are connected to the rolling bearings and bearing housings through rotating pairs A and B. Both are connected by the rolling bearings and bearing housings. The center of rotation of the crankshaft is set at the intersection of the travel directions of the two sliders to avoid the rapid return characteristic as much as possible and improve the smoothness of feeding and chopping.
When OB rod length R1 (OB) is less than connecting rod L2 (BD), rod OB becomes crank; when rod length R2 (OA) is less than connecting rod L1 (AC), the OA rod assumes the role of a crank (Figure 5). That is to say, R1 < L2 and R2 < L1. In this design, the crankshaft (triple crank) is the driving part. There is no dead space in the crankshaft linkage mechanism because the slider stroke is long enough to satisfy R1 < L2 and R2 < L1. In this design, there are many limitations on the actual working of the conveyor base and the cutter mount, and there is a pole pinch angle in the crank linkage mechanism. The analysis indicates that the mechanism satisfies the criteria for the pole length, with the slider stroke being sufficiently long and devoid of any dead spots. The polar pinch angle should be acute to meet the transmission requirements. Equation (1) serves as the proof equation.

where φ is the pendulum angle of the long pole; θ is the polar angle.

Synchronized feed chopping principle: (a) start position, (b) transition position, and (c) end position.
According to equation (2), 0° < θ < 90°.

where Q1 and Q2 are the angles of ∠OAC and ∠OBD, respectively.
When R1 is vertical at the top and R2 is horizontal to the right, slider C is at the rightmost and slider D is at the top (Figure 5). That is, the feeding device is at the rightmost and chopping knife is at the start position. Rice straw feeding is completed, and the chopping knife starts to work at this working point. On the contrary, when R1 is vertical at the bottom and R2 is horizontal to the left, slider C is at the leftmost and slider D is at the bottom. That is, the feeding device is at the leftmost, and feeding is at the start position. The chopping work is completed. The conveyor base and the cutter reciprocate with a stroke of 40 and 80 mm, respectively.
Design of the secondary crushing module
To ensure thorough crushing of rice straw, the crusher incorporates a secondary crushing module, which performs post-crushing on rice straw using a front-cutting and rear-crushing working mode. The module, the final rice straw processing device, directly affects the final rice straw crushing efficiency. The device (Figure 6) mainly consists of the toothed knife plate, gear drive, driven roller, pulley, active roller, crushing box, and positioning parts (i.e. thrust nut, thrust washer, deep groove ball bearings, and bearing end caps). The crushing box body and above the inlet and synchronous feeding chopping device are seamlessly connected to the discharge port. The secondary crushing module features a differential staggered engagement with toothed blades. It allows rice straw that has undergone primary chopping to be predominantly crushed by the higher-speed blade towards the lower-speed blade. This mechanism achieves efficient crushing of rice straw.
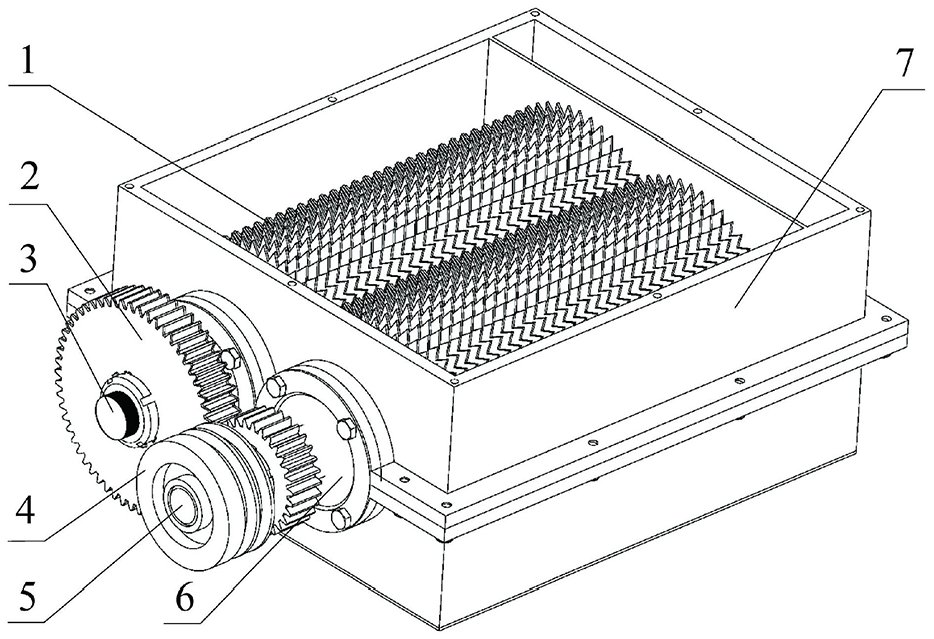
Schematic structure of the secondary crushing module.
Balancing accuracy reaches the G6.2 standard after the further dynamic balancing test (rigid rotor balancing). The motor is specified at the rated power of 3000 W and a rated speed of 2800 revolutions per min in the design of this module. The transmission ratio from the main shaft to the driven shaft (pinion gear to large gear, 28/56) is set at 1:2 for the knife roller shaft. Additionally, each knife roller is equipped with 30 toothed blades with a spacing of 8 mm.
ADAMS analysis of the stability of the synchronized feed chopping module
The model of the synchronous feed chopping module is streamlined to minimize the computational load of the simulation. All components, including screws, nuts, spacers, cutters, and sliders, are standardized. Subsequently, the simulation model is transferred from SolidWorks 2022 to ADAMS 2020 for further analysis. The computer configuration used for simulation and subsequent experimental design was: windows 10, Intel® Core™ i5-8265U CPU of 1.80 GHz, Memory 8.00 GB. Material properties, constraints, and driving forces are carefully defined for the imported 3D model in ADAMS to ensure that the virtual prototype accurately reflects the physical characteristics of the real object. It is performed based on the analogous physical conditions between the virtual and real environments. Additionally, solid-to-solid contact interactions are established between the components to enhance the accuracy of the simulation results.
Given that the entire device is constructed from Q235 steel, a material with comparable properties is selected for the simulation. The conveyor base and the connecting rod together form a rotating vice with the crankshaft, while the slider and the conveyor base create a moving vice with the frame. Additionally, a pull-pressure spring damper is considered between the grass press table and the slider, as well as between the conveyor base and the frame (all four springs have identical coefficients, with a stiffness coefficient of 430 N m−1 and a damping coefficient of 110 N m−1 s). The virtual prototype of the device applies the drive to the rotating vice of the crankshaft. Figure 7 shows the virtual prototype.

ADAMS simulation model of the synchronized feed chopping module.
Since the reciprocating motion of the cutter and the conveying base directly influences the efficiency of rice straw crushing, a simulation is conducted to replicate the real motor’s startup, operation, and shutdown sequences (initially accelerating from 0 to 16.5 rad s−1 over 1 s, maintaining a constant speed for 3 s, and finally decelerating back to 0 rad s−1 within 1 s). This simulation aims to analyze the trajectories of the cutter and the conveying base, which assesses the stability of the device’s motion. The center-of-mass displacement, velocity, and acceleration curves of the two are taken as the observation objects in the simulation.
The trajectories of the cutter and the conveyor base exhibit smooth, simple harmonic motion (Figure 8). The displacement change of the conveyor base follows that of the cutter, which corresponds to the theoretical design of the synchronized feeding and chopping module for rice straw, where cutting precedes pulling. This confirms that the synchronized feeding and chopping operations function properly and continuously.
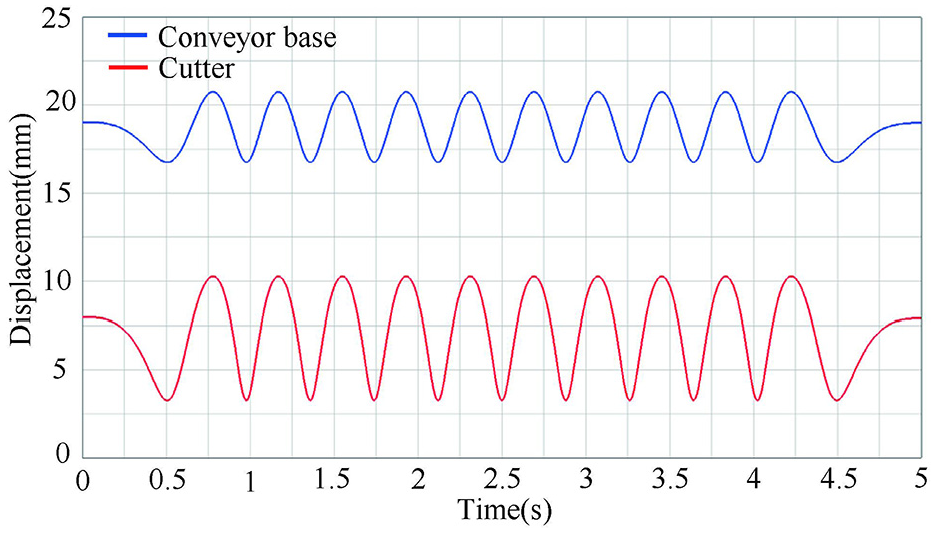
Mass-center displacement curves of the cutter and conveyor base.
The speed curves for the cutter and conveyor base are smooth and devoid of abrupt changes (Figure 9). The maximum acceleration for the cutter and conveyor base approaches 20 and 7.5 m s−2, respectively. This demonstrates synchronous feed chopping module’s high operational stability and smoothness. As the cutter performs chopping, its speed drops rapidly, with acceleration peaking and chopping force reaching its maximum. This ensures optimal rice straw chopping effectiveness and aids in subsequent secondary crushing.

Mass-center velocity and acceleration profiles for the cutter and conveyor base.
Experimental validation of the rice straw crusher
Experimental materials and apparatus
The team has completed the physical prototype and conducted rice straw crushing experiments. Figure 10 shows the prototype.

Modularized multi-stage rice straw crusher.
The rice straw crusher designed in the work was adapted to a range of not more than 2000 mm, and the experiment was carried out from May 6 to June 6, 2023, at Nanchang Institute of Technology, No. 289 Tianxiang Avenue, Nanchang, Jiangxi, China. The experimental material for this experiment was dry rice straw from southern China with a moisture content of about 10%, a height of 800–1000 mm, and a diameter of 4–6 mm at the bottom.
Equipment and tools used in this experiment included YL series asynchronous motors (of different powers), TGT electronic bench scale (100 kg), HS electronic stopwatch, multifunctional electronic scale (200 g, accuracy 0.01 g), general-purpose vector inverters (three-phase 220 V in and out), heavy-duty vector inverters (three-phase 220 V in and out), HY19 series power meter (2 pcs.), metering sockets, sieve mesh (Mesh diameter 5–30 mm), tape measure, paper, and pen.
Experimental process
Each group of experiments was repeated three times and the average value was taken, with a single feed of 1 kg. The main experimental procedure is as follows.
(1) The speed parameters for the conveyor chain plate, cutter, and toothed cutter plate were pre-set using the inverter and governor before the experiment commenced.
(2) A power meter was used for power recording of individual motors during the experiment, and a box was used to collect crushed rice straw.
(3) The qualified length of rice straw was manually screened through the sieve and straightedge after the experiment. Rice straw was saved and weighed, and the experimental data of rice straw crushing efficiency and average power consumption were recorded.
(4) Finally, experimental data were analyzed by the software Design-Expert V10.0.7, and the unreasonable data were re-experimented with the above steps to optimize the experiment.
Experimental program and results
Based on the previous single-factor experimental observation and theoretical analysis, primary chopping speed A, secondary crushing speed B, and chain drive speed C, which had a greater impact on the crushing and conveying performance of the rice straw crusher, were selected as the factors of this experiment.
Crushing efficiency X and average power consumption Y were used as crushing indices. The Box-Behnken response surface experimental design is utilized, with the software Design Expert V10.0.7 being employed for this purpose.18,19 Table 2 lists the Parameters of Plackett-Burman test.
Parameters of Plackett-Burman test.

Plackett-Burman test was used through the software Design-Expert V10.0.7, and Table 3 presents the results.
Results and design of Box-Behnken test.

The results were analyzed and the regression model equations of crushing efficiency X and average power consumption Y were fitted separately to study the influence of each factor on the evaluation indices and the influence law of interaction.
Experimental indicator measurement methods
The main evaluation indices of rice straw crushers include crushing efficiency and average power consumption.
Crushing efficiency
Crushing efficiency X is calculated from the ratio of the length of experimentally crushed stalks less than 30 mm to the total amount of stalks crushed (equation (3)).

where X is the crushing efficiency; M1 is the amount of crushed rice straw with a length less than 30 mm; M is the total amount of crushed rice straw.
Average power consumption
Average power consumption Y is obtained by summing the average power consumed by each part of rice straw crushed per unit time (equation (4)).

where Y1 is the power consumed by the synchronized feed chopping module; Y2 is power consumed by the secondary crushing module; Y3 is power consumed by the material conveying module.
Crushing efficiency and average power consumption are used to comprehensively analyze the experimental results and derive the optimal combination of crushing performance parameters of the rice straw crusher in this experiment.
Analysis of experimental results
Regression model and significance analysis
Table 3 lists the test results. The quadratic regression analysis of the test results is carried out using software Design-Expert V10.0.7. The regression equations of crushing efficiency X and average power consumption Y are obtained by multiple regression fitting (equations (5) and (6)).


Significance analysis of crushing efficiency X
Table 4 presents the variance of crushing efficiency X. As indicated in Table 4, within the specified range of factors of the experimental design (primary chopping speed ranging from 0.17 to 0.35 m s−1, secondary pulverizing speed ranging from 25 to 45 rad s−1, and chain drive speed ranging from 0.10 to 0.16 m s−1), the experimental response surface model has a significance level of 0.0001, which is far below the threshold of 0.01, confirming its high significance. The lack of fit value is 0.9661, which exceeding 0.05, suggesting that the experimental error is minimal. Consequently, the model is deemed suitable for predicting the crushing efficiency of the rice straw crusher.
Variance analysis of differences in the crushing efficiency.

Note. ** indicate extremely significant (p < 0.01) effects of parameters on crushing efficiency. p < 0.01 (extremely significant, **); p < 0.05 (significant, *).
According to the significance analysis, the effect of A, B, BC, A2, B2, and C2 on the response surface model of crushing efficiency X is highly significant. The factors influencing the failure rate, in descending order of significance, are the primary chopping speed, secondary crushing speed, and chain drive speed.
Significance analysis of average power consumption Y
Table 5 shows the variance of average power consumption Y. Within the specified range of factors of the experimental design, the response surface model exhibits a p-value of 0.0001, which is significantly below the threshold of 0.01, indicating high-level significance. The lack of the fit value is 0.6716, which exceeding 0.05, suggesting that the experiment incurs a relatively low error. Consequently, the model is considered reliable for predicting and analyzing the average power consumption of the rice straw crusher.
Variance analysis of differences in average power consumption.

Note. * and ** indicate significant (p < 0.05) and extremely significant (p < 0.01) effects of parameters on average power consumption, respectively
According to the significance analysis, the effects of B and B2 on the response surface model of average power consumed Y are highly significant while the effects of A and C2 on the model are significant. The factors influencing the average power consumption, in descending order of impact, are the secondary crushing speed, primary chopping speed, and chain drive speed.
Response surface analysis
Crushing efficiency analysis
Figure 11(a) illustrates the interaction between the primary chopping speed and the secondary crushing speed on the crushing efficiency, with the chain drive speed held constant at 0.10 m s−1. The crushing efficiency first increases and then decreases with the same primary chopping speed and the increased secondary crushing speed. As the secondary crushing speed increases, the staggered meshed toothed blade discs in the secondary crushing module operate at a higher frequency. Meanwhile, rice straw is propelled by the toothed knife disk and ejected into the surrounding box, where it falls and is thrown to create a convective mixture. These results are similar to those of Ma et al.’s 20 study on straw, in which the process improved the uniformity of pulverization. This, in turn, increased the efficiency of crushing the straw. However, when the secondary crushing speed is excessively high, rice straw moves too quickly in the circumferential direction, which leads to inadequate secondary crushing. As a result, the overall crushing efficiency decreases. The crushing efficiency increases first and then decreases with the increased primary chopping speed under the same secondary crushing speed. As the primary chopping speed increases, it intensifies the cutting effect on rice straw. However, if the primary chopping speed becomes too high, the crankshaft linkage mechanism causes the conveyor belt to impart larger and more frequent horizontal impulses and displacements to rice straw. This can result in rice straw being cut to lengths that are too long and the reduced overall crushing efficiency.

Crushing efficiency analysis: (a) Y = f (A, B, 0), (b) Y = f (A, 0, C), and (c) Y = f (0, B, C).
Figure 11(b) shows the interaction of the primary chopping speed and chain drive speed on the crushing efficiency when the secondary crushing speed is 35 rad s−1. The crushing efficiency first increases and then decreases as the primary chopping speed increases at the same chain drive speed. The uniformity of the crushing process improves with the increased primary chopping speed. However, if the primary chopping speed is excessively high, rice straw tends to bend easily due to its high toughness.21,22 It leads to the retention of fibers during chopping and a reduction in crushing efficiency. The crushing efficiency first increases slowly and then decreases slowly with the increased chain drive speed under the same chopping speed. The uniformity of rice straw crushing increases because the chain drive speed increases to a certain value. The influence of the chain drive speed on the crushing efficiency is relatively small under the same primary chopping speed.
Figure 11(c) shows the interaction of secondary crushing speed and chain drive speed on crushing efficiency when the primary chopping speed is 0.26 m s−1. The crushing efficiency first increases and then decreases as the secondary crushing speed increases at the same chain drive speed. The crushing efficiency first increases and then slowly decreases as the chain drive speed increases at the same secondary crushing speed. As the secondary crushing speed increases, the uniformity of rice straw crushing is enhanced. However, if the secondary crushing speed becomes too high, the throwing effect on the rice straw diminishes, which decreases overall crushing effectiveness. At the outset, the total quantity of rice straw crushed increases with the increased chain drive speed, which promotes the uniformity of the crushing process. However, if the chain drive speed is excessively high, the rice straw length during the secondary crushing stage tends to be too long. Moreover, this can lead to issues such as knife roller winding and insufficient crushing and decreases the crushing efficiency.
In summary, the three factors are near the experimental median when the crushing efficiency of rice straw is at its peak.
Average power consumption analysis
The effects of each factor on the average power consumption are investigated in this experiment (Figure 12). The average power consumption increases with the increased primary chopping speed, secondary crushing speed, and chain drive speed. As the primary chopping speed increases, the relative motion between the conveyor belt and rice straw intensifies. Subsequently, as the rice straw falls into the secondary crushing module, the enhanced shearing action on the rice straw consumes a significant amount of energy. The crushing of rice straw in the machine increases with the increased secondary crushing speed. Besides, the friction, shear, collision, and other effects of rice straw crushing increase the power consumption. When the chain drive speed increases, the friction effect between the conveyor belt and rice straw increases, which increases the power consumption.
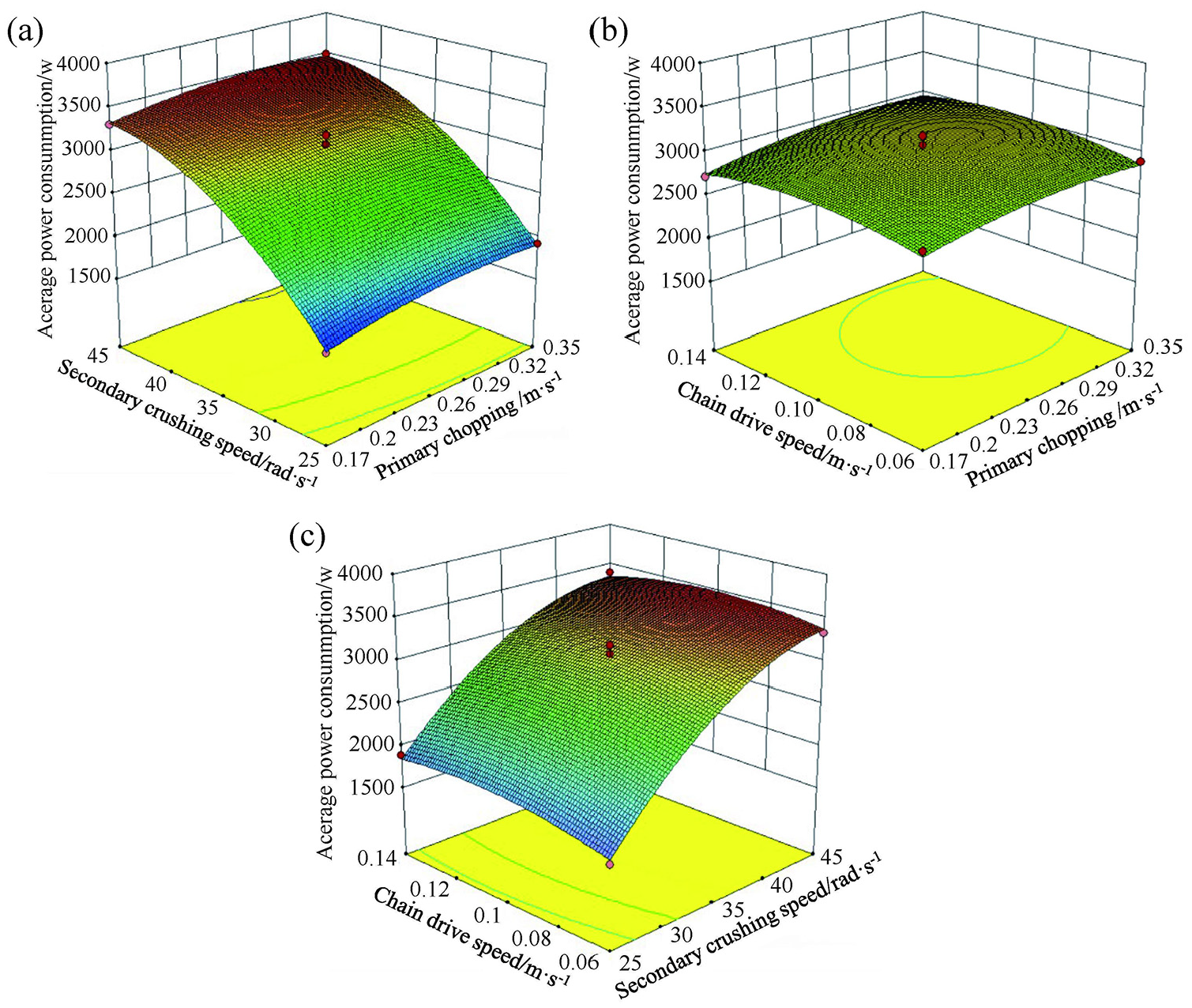
Power consumption analysis: (a) Y = f (A, B, 0), (b) Y = f (A, 0, C), and (c) Y = f (0, B, C).
Figure 12(a) shows the interaction between the primary chopping speed and secondary crushing speed on average power consumed when the chain drive speed is 0.10 m s−1. The average power consumption increases firstly and then slowly at the same primary chopping speed with the increased secondary crushing speed. The effect of the primary chopping speed on the average power consumption is not as significant as the effect of the secondary crushing speed on the average power consumption.
Figure 12(b) shows the interaction of the primary chopping speed and chain drive speed on average power consumed at the secondary crushing speed of 35 rad s−1. The average power consumption increases and then decreases at the same chain drive speed with the increased primary chopping speed. However, the ups and downs are not obvious enough. The effects of the primary chopping speed and chain drive speed on the average power consumption are not significant.
Figure 12(c) shows the interaction between the secondary crushing speed and chain drive speed on the average power consumption at the primary chopping speed of 0.26 m s−1. The average power consumption increases rapidly and then slowly at the same chain drive speed with the increased secondary crushing speed. Therefore, the effect of the chain drive speed on average power consumption is not as significant as that of the secondary crushing speed on the average power consumption.
In summary, the effect of the secondary crushing speed on the average power consumption is significant. Besides, the effects of the primary chopping speed and chain drive speed on average power consumption are less significant.
Parameter optimization and measurement validation
Parameter optimization
In summary, the performance of the rice straw crusher will be optimized by maximizing the crushing efficiency and minimizing the average power consumption. Several target parameters should be optimized to find the optimal combination of parameters. According to the actual situation production design requirements and other relevant standards, the crushing efficiency should be greater than 80% and the average power consumption should be less than 3000 W. Equation (7) shows the constraints.

Software Design-Expert V10.0.7 was used to optimize the solution of each parameter. The optimal solution of the operating parameters of the rice straw crusher is as follows. The primary chopping speed was 0.274 m s−1, with a secondary crushing speed of 26.722 rad s−1, a chain drive speed of 0.083 m s−1, a crushing efficiency of 82.308%, and an average power consumption of 2103.736 W.
Experimental validation
The accuracy of the above model was verified by a validation experiment on July 28, 2023, at Nanchang Institute of Technology, 289 Tianxiang Avenue, Nanchang, Jiangxi, China. Considering the feasibility of the experimental parameter settings, the parameters were optimized as follows: the primary chopping speed of 0.277 m s−1, the secondary crushing speed of 26.7 rad s−1, the chain drive speed of 0.084 m s−1, the crushing efficiency of 84.191%, and the average power consumption of 2076.24 W. The relative errors of the experimental and optimized values were 1.883% and 27.496 W, respectively, showing perfect matching. The results can provide a reference for controlling the working parameters and improving the mechanism of the rice straw crusher.
Conclusions
The work developed a crushing machine specifically designed for rice straw, comprising a frame-fixed module, a material conveying module, a synchronous feeding and chopping module, a secondary crushing module, and a motor control module. This machine could address issues prevalent in existing crushing equipment, for example, excessive size, high costs, low power output efficiency, and knife disk jamming.
Synthesizing the results of multi-factor response surface experiments, the rice straw crusher designed in the work could meet the requirements of different kinds of rice straw crushing and adaptable work requirements. The optimized parameters of the rice straw crusher are as follows: the primary chopping speed of 0.277 m s−1, the secondary crushing speed of 26.7 rad s−1, the chain drive speed of 0.084 m s−1, the crushing efficiency of 84.191%, and the average power consumption of 2076.24 W.
This work systematically evaluated the performance of the prototype through comparative experiments involving straws of varying diameters and species. The results demonstrated consistent repeatability and robust adaptability across different feedstock conditions. Nevertheless, the measurement accuracy was constrained by inherent limitations in manual sampling procedures, including temporal recording and gravimetric analysis. To mitigate these uncertainties, subsequent research will implement automated online particle size analyzers and adhere to ISO-compliant testing protocols to reduce operator-dependent variability.
A salient limitation of the current design is its suboptimal comminution efficiency when processing high-moisture straw (>25%). In subsequent studies, the following aspects will be addressed in order to enhance machine performance:
(1) The geometric optimization of the serrated roller profile was conducted with the objective of enhancing fiber separation.
(2) The development of a power consumption particle size distribution (PSD) correlation model was undertaken to enable the quantification of energy efficiency.
(3) The integration of moisture-adaptive control algorithms was implemented. It is anticipated that these advancements will yield an enhancement in overall system performance ranging from 15% to 20%, while ensuring the continuity of operational reliability.
Footnotes
Handling Editor: Rafael R. Sola-Guirado
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by Natural Science Foundation of Jiangxi Provincial [No. 20242BAB25364]; Education Science and Technology Research Project of Jiangxi Provincial [No. GJJ2401412]; and the Major Science and Technology Research and Development Project of Jiangxi Province [No. 20233AAE02003].
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.