
Abstract
Grinding is a critical method for enhancing the quality of worm tooth surfaces, and its process optimization has long been a significant research focus; however, existing methods are insufficient in addressing the nonlinearity and complexity inherent in the grinding of complex surfaces. In this study, a three-objective optimization function tailored for grinding complex spiral surfaces is developed and experimentally validated. We have successfully applied the innovative integration of the Multi-objective Grey Wolf Optimization Algorithm (MOGWO) and the optimization function to optimize the grinding process of the Roller Enveloping Worm Reducer (REWR). To account for actual working conditions, we developed constrained models for grinding ratio and machining rigidity and improved the boundary processing method for MOGWO optimization. The enhanced MOGWO demonstrates superior search capabilities during the optimization process, with its optimal solution outperforming traditional optimization algorithms. The optimized grinding process parameters reduce the grinding time by 17.41%, improve the grinding surface quality by 4.46%, and reduce the grinding cost by 1.12% compared with the conventional machining scheme. This provides practical guidance for optimizing the REWR and other complex surface grinding processes.
Keywords
Introduction
Grinding is the final process to eliminate tooth surface deformation and achieve the desired geometric accuracy and surface quality. 1 Tooth surface roughness is a key grinding index, optimized by controlling machining factors. The Roller Enveloping Worm Reducer (REWR) is a novel transmission mechanism that transforms sliding friction into rolling friction. 2 It offers high precision and strong load capacity, making it useful in robotics, CNC machine tools, radar technology, aerospace, and more.3,4 The complex contact surface of the REWR presents significant optimization challenges, often requiring extensive precision machining experiments for feedback. However, actual processing must also consider efficiency and economic benefits, making comprehensive optimization of processing factors essential for multi-objective improvement. 5
Traditional grinding mechanism research forms the foundation of grinding optimization and plays a critical role. In their theoretical study of grinding processes, Dražumerič et al. proposed a novel unifying modeling framework to address the difficulty of modeling and quantifying abrasive tools during grinding, using the theory of aggressiveness. 6 Setti et al. studied the trajectory of abrasive particles and their interaction with workpieces in micro-grinding, developed a theoretical undeformed chip thickness model. 7 In experimental research on grinding processes, Guo et al. investigated the shape, size, posture, and distribution of CVD diamond grains and established an effective grinding wheel model to analyze and optimize the grinding process. 8 Zhang et al. contributed significantly to the research on the grinding mechanism of diamond grinding wheels, establishing a new model for maximum undeformed chip thickness, which they verified through experiments.9,10 They extensively studied the scratch grinding mechanism of individual grains and developed a new method for nanoscale cutting. 11 With the breakthrough of theory and experiment, many novel grinding methods have been developed.12,13 These studies provide rich experience for the accurate control of grinding process and promote the development of the universality of grinding optimization.
Currently, controlling grinding processing factors relies heavily on engineers’ practical experience, requiring extensive trial and error, which impairs efficiency. To achieve high-quality, precise, efficient, and energy-efficient machining, engineers often use multi-objective nonlinear programming models to determine optimal machining parameters by studying the influence of process parameters. Traditional optimization models for grinding surface quality mainly use classical methods based on experimental data, such as quadratic programming with Multi-Criteria Decision Making (MCDM) techniques. For instance, Gao et al. developed a linear regression roughness prediction model based on diamond belt grinding data and optimized processing parameters by considering the material removal rate. 14 Wang et al. analyzed gear grinding parameters using worm grinding wheels and established a quadratic regression model for tooth surface roughness. These traditional methods are inefficient and lack adaptability in solving mathematical models, highlighting the need for prediction models that do not rely on extensive experimental data for optimization. 15 In studying multi-objective optimization models for the grinding process, Wen et al. proposed a three-objective model considering roughness, cost, and time, using quadratic programming with a weighted objective function to determine optimal grinding parameters. 16 However, this algorithm’s limitations result in inexact Pareto solutions. Researchers have since applied more effective methods to improve computational model efficiency.17–21 These methods typically transform multi-objective problems into single-objective ones, failing to provide true Pareto optimal solutions. The weighted sum approach only yields solutions within the convex hull of the solution space. In multi-objective problems, objectives often conflict, making it impossible to find a single solution that optimizes all objectives simultaneously. 22
To achieve precise Pareto solutions, researchers have applied various intelligent algorithms to optimization problems. Techniques such as Genetic Algorithm (GA),23,24 Particle Swarm Optimization (PSO),25,26 and Scatter Search algorithm (SS) 27 have been used for multi-objective problems in diverse machining operations. Recently, new intelligent optimization algorithms have also been applied to the grinding process. Alajmi et al. introduced a quantum computing-based method (QBOM) to solve the three-objective optimization problem of processing cost, time, and surface finish in grinding. 28 Khalilpourazari and Khalilpourazary used a metaheuristic multi-objective dragonfly algorithm, proposing an effective static penalty method to address complex constraints and find the Pareto optimal solution for the three-objective optimization in grinding. 29
The Multi-objective Grey Wolf Optimization Algorithm (MOGWO) used in this study is a swarm-based metaheuristic optimization algorithm. Metaheuristic methodologies are categorized into trajectory, evolutionary, and swarm-based methods. 30 Swarm-based methods like MOGWO can traverse the entire Pareto front and mitigate local optima issues. MOGWO effectively navigates multi-dimensional spaces, avoiding local optima by mimicking grey wolves’ social hierarchy and predatory behaviors. Comparisons with methods like Differential Evolution (DE) and Particle Swarm Optimization (PSO) show MOGWO’s superior performance. 31 MOGWO also features rapid convergence, robust development, and a straightforward search mechanism. 32 Innovations in grinding optimization models increasingly use intelligent optimization methods. Optimizing the roughness model requires extensive experiments to establish prediction models, often focusing on plane grinding. This study optimizes the grinding process for the complex spatial surface of the REWR. Traditional plane grinding models are inadequate for this, and the roughness varies across different positions, which renders the collection of large amounts of experimental data impossible.
In this study, several key components are considered for optimizing the worm grinding process. Section “Optimization model of tooth surface grinding” introduces a model for predicting worm tooth surface roughness, tailored for process optimization. A multi-objective optimization mathematical model is formulated, aiming to enhance machining efficiency, economic benefits, and tooth surface roughness. Section “Multi-objective optimization of worm grinding” utilizes the Grey Wolf Optimization Algorithm to solve this model, striving to achieve non-dominated Pareto solutions. The algorithm identifies optimal processing conditions while adhering to dynamic constraints, minimizing both cost and time while ensuring optimal surface roughness. Section “Results and discussion” employs the TOPSIS evaluation principle to consolidate and compare optimization outcomes, validating the effectiveness of the proposed Pareto optimal solutions through comprehensive analysis.
Optimization model of tooth surface grinding
Modeling of grinding roughness
As part of our comprehensive study on surface roughness in worm grinding, we have detailed the calculation principles applied in our model. 33 Surface roughness in grinding primarily results from furrows formed by the interaction between the abrasive cutting edge and the workpiece. Ono et al. analyzed grinding surface roughness geometrically, focusing on the movement trajectory of the abrasive cutting edge. They employed the concept of subsequent cutting edges and the analytical method from the theory of equal cutting height to analyze processed surfaces. 34 Zhu et al. investigated the impact of “plowing” on extrusion protrusions at groove ends. 35 This theory has been instrumental in predicting the roughness of grinding transmission structures, such as gears and face gears.36–39 Equation (1) shows the proposed surface roughness prediction formula for REWR:

where V and
During the grinding process of a worm, the interaction between the rotating grinding wheel and the rotating worm results in the formation of the tooth surface. The relative motion rate and contact curvature radius at the grinding contact points vary depending on the contact position, thereby producing a variety of grinding surfaces. Therefore, the grinding wheel contact point velocity can be expressed as:

where N is the rotational speed of grinding head, R is the radius of the roller. The velocity and angular velocity of the workpiece contact point can be expressed as follows:


where θ is the worm rotation Angle, ω1 is the worm angular velocity, ϕ2 is the worm wheel Angle, d2 represents the same radius of the worm gear tooth top circle as the grinding wheel, u is the height parameter of the grinding wheel, and i21 is the transmission ratio.
Throughout the grinding process, a consistent grinding wheel is utilized to maintain alignment between the machined tooth surface and the theoretical tooth profile. As a result, the diameter of the grinding wheel varies at different grinding positions, and this variation can be expressed as:

The REWR exhibits a more complex tooth surface, where the curvature of each contact point varies due to changes in the worm angle. This variation can be expressed as follows:

When measuring the tooth surface roughness of the REWR, the process involves calculating an arithmetic average within a specified range rather than point-to-point measurements. To align the surface roughness model of the REWR with the practical measurement method, the equation should be adjusted as presented in equation (7).

where i and j are the length and width of unit sampling range, m0 and n0 are the number of sampling points on the i × j area.
Modeling of machining time
In worm grinding, the efficiency of the grinding tool system is evaluated by the processing time, which serves as a key metric. To enhance efficiency, the objective is to minimize the total processing time Ttotal mainly includes the machine tool’s no-load time tnl, the material removal time tg, and other auxiliary time ta (including setup and standby periods of the grinder). Thus, the total time can be expressed by the equation 24 :

No-load time
During the no-load phase in worm grinding, initiating spindle rotation is crucial to ensure consistent speeds for both the worm and the grinding wheel. Once stable speed is achieved, the grinding wheel undergoes a no-load feeding process until it makes contact with the worm. Following grinding, the operator performs a no-load cutting-back operation, and then stops the spindle. The brief start acceleration and stop deceleration times of the spindle are negligible in total time considerations. The no-load feed time tnl can be divided into x axis feed return time txnl and z axis feed return time tznl. Therefore, the no-load time can be expressed as:

where Lxf and Lzf are the feed and back-off distances of x-axis and z-axis; vxf and vzf are the feed and back speed of x axis and z axis; Lx and Lz are the x-axis and z-axis feed distances, ap is the depth of grinding.
Material removal time
The material removal time in worm grinding refers to the duration during which the grinding wheel and the worm come into contact and subsequently separate. This duration is determined by the angular velocity of the worm and the total rotation angle:

where ψ represents the total worm rotation Angle.
Other auxiliary time
As the grinding wheel makes prolonged contact with the worm tooth surface, its abrasive particles gradually wear down, necessitating regular dressing. Typically, dressing is manually conducted by operators based on experience, and its duration remains constant, unaffected by grinding parameters. Additionally, at the start of processing, activities such as machine tool startup, workpiece clamping, program and tool operation control are essential. Similarly, machine tool shutdown and workpiece disassembly occur upon completion, with the durations of these activities determined by pre-designed process parameters and remaining constant.
In summary, the grinding process time function is as follows:

Modeling of machining cost
This model focuses solely on the costs associated with the worm grinding process. Therefore, the total cost of the grinding process, denoted as Ctotal mainly comprises the following components: grinding fluid consumption cost Cgl, grinding wheel cost Cw, waste disposal cost Ch, grinding process energy cost Ce, equipment usage cost Cu, and labor cost Cl. Then the total cost can be expressed as follows:

Grinding fluid consumption cost
In worm grinding, despite recycling efforts, grinding fluid incurs losses through evaporation, adhesion to the workpiece, and contact with the grinding machine’s surfaces. Therefore, when accounting for the entire cycle from initial usage to replacement, the calculation of the grinding fluid cost is as follows:

Where Tcl is the replacement cycle time of grinding fluid, Cpl is the unit volume cost of grinding fluid, Vs is the volume of grinding fluid under a single load.
Grinding wheel cost
The cost of the grinding wheel includes expenses for both wear and dressing incurred during the grinding operation. Macro wear of the grinding wheel involves deviations in shape, roundness, and edge passivation, 41 which can significantly affect grinding efficiency and workpiece surface accuracy. 42 Therefore, the formula for calculating the amount of wear is as follows 43 :


where A is a constant and takes the value 0.0002, VOL is the wheel bonding percentage and the values of X are 0, 1, 2, …, for wheel hardness H, I, J, …. While S is the wheel structure number 4, 5, and 6. Doc is dressing depth, L is dressing advance, de is equivalent diameter of grinding wheel.

where G represents the grinding ratio of the grinding wheel,
Waste disposal cost
During the grinding process, grinding waste is inevitably generated. Waste disposal is usually scheduled at regular intervals, where accumulated waste is centrally processed once it reaches a certain threshold. Therefore, the cost associated with waste disposal can be expressed as:

where mr is the mass of waste slag produced by processing once, mwr is the mass of waste slag processed once, Cwr is the cost of waste slag processed once, and ρ is the density of the workpiece.
Energy cost of grinding process
During the grinding preparation stage, the grinder consumes electrical energy, the amount of which varies based on the grinding conditions. Therefore, this component accounts for the electrical energy cost incurred specifically during the grinding process. The energy cost of the process is calculated as the product of the total energy consumption and the unit price of electricity. Hence, the cost can be expressed as follows:

where Eg is the energy consumption of machine grinding material removal,
Equipment usage cost
The cost of equipment usage primarily reflects the value of significant fixed assets such as grinders and fixtures. Therefore, the cost associated with using these components is of primary concern. However, capital also carries a time value, and traditional depreciation methods may overlook this temporal aspect of asset valuation, potentially leading to significant inaccuracies and failing to objectively reflect the true value contribution of fixed assets. 46 In accordance with the time value theory of capital, the cost of using the grinding machine and grinding wheel can be expressed as follows 24 :

where ri represents the depreciation rate in the ith year, Ns denotes the life cycle life of the grinder, Δ i signifies the depreciation amount in the ith year without considering the time value of funds, Mk stands for the total value of grinders and grinding wheels, ML indicates the salvage value after reaching the life cycle, Vn represents the net present value of grinding wheels and grinding wheels considering the time value of funds, j denotes the effective annual interest rate, S0 represents the annuity, (S/Vn, j, Ns−1) is the present value coefficient of the annuity, and Δ ri denotes the actual depreciation allocation. Tcai represents the total useful life in the ith year.
Labor cost
During the grinding operation, workers are required to perform the tasks and receive corresponding remuneration. Therefore, labor costs can be calculated based on hourly wages:

where kh is the operator’s hourly wage.
In summary, the multi-objective optimization function incorporating surface roughness, processing time, and processing cost as optimization objectives can be expressed as follows:

Experimental setup
In the process of grinding worm tooth surfaces, setting parameters for processing time and cost models is complex, influenced by various uncertain factors including tool setup time, labor costs, and power expenses. This section focuses on validating the effectiveness of the roughness model. Further analysis of the morphological characteristics of the tooth surface was conducted through grinding experiments. Details of the experimental setup and measurements of the tooth surface are described in this section.
The worm grinding process and tooth surface measurement setup are depicted in Figure 1. To minimize the impact of machine feed errors on tooth surface roughness, 44 the worm blank was ground using a SCHNEEBERGER NORMA NGC grinder in Figure 1(a) and (b). The grinding process is illustrated in Figure 1(c), while Figure 1(d) and (e) exhibit the machined 20CrNiMo worm with a tooth height of 9 mm and a tooth surface hardness of 55–60HRC. To mitigate the effects of grinding wheel wear on surface topography after grinding, an alumina grinding wheel was employed, maintained through the self-sharpening process inherent to the grinding wheel and the dressing system of the machine tool. Detailed parameters of the worm and abrasive are provided in Tables 1 and 2.
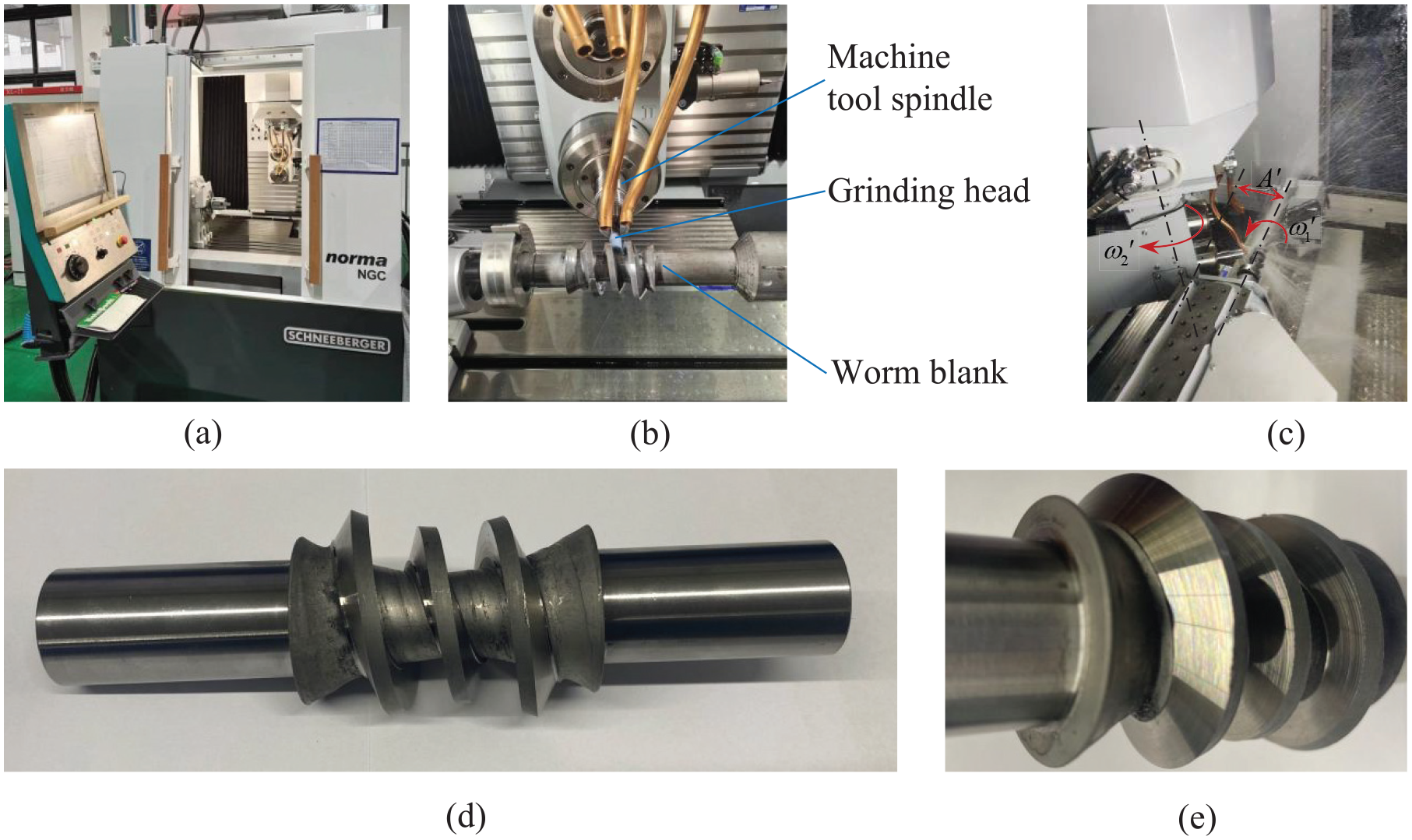
Experimental setup for grinding tests: (a) and (b) are the grinding machine machines; (c) shows the grinding process, (d) and (e) show the worm and tooth surface after grinding. 33
Experimental parameters of worm.

Experimental parameters of grinding tools.

To facilitate the measurement of the tooth surface, wire electrode cutting technology was employed to pre-cut the worm. As depicted in Figure 2(a) and (b), the worm was segmented into five sections along the axial direction and subsequently cleaned using ultrasonic waves. A contact line was taken on the tooth surface of each worm segment, distinguishing between the dedendum and addendum. In Figure 2(c), the surface morphology at the tooth root and tooth top positions of these contact lines was measured using a white light interferometer (Atometics-ER230). Detailed parameters measured are outlined in Table 3.

Roughness measurement experiment: (a) the cutting dimension of the worm, (b) the worm after wire cutting, and (c) white-light interferometer. 33
Measurement parameters.

In Figure 3(a) and (b), identical experimental parameters were employed for simulation to generate surface quality distribution diagrams of the left and right tooth surfaces. Observing the abrasive tool’s rotation around the center of revolution at varying angles during grinding, significant changes in the quality of the REWR surface are evident. Figure 3(c) and (d) illustrate expansion and mapping diagrams of surface roughness, indicating an irregular ribbon-like distribution pattern. Notably, the root of both left and right tooth surfaces exhibits lower roughness compared to the tooth tops, maintaining a consistent trend throughout. Table 4 provides surface roughness values (Sa) from experimental and simulated data at different positions under identical machining parameters. We observe a maximum error of 15.01% between simulated and experimental results, validating the accuracy of our surface roughness prediction model for worm tooth surface grinding.
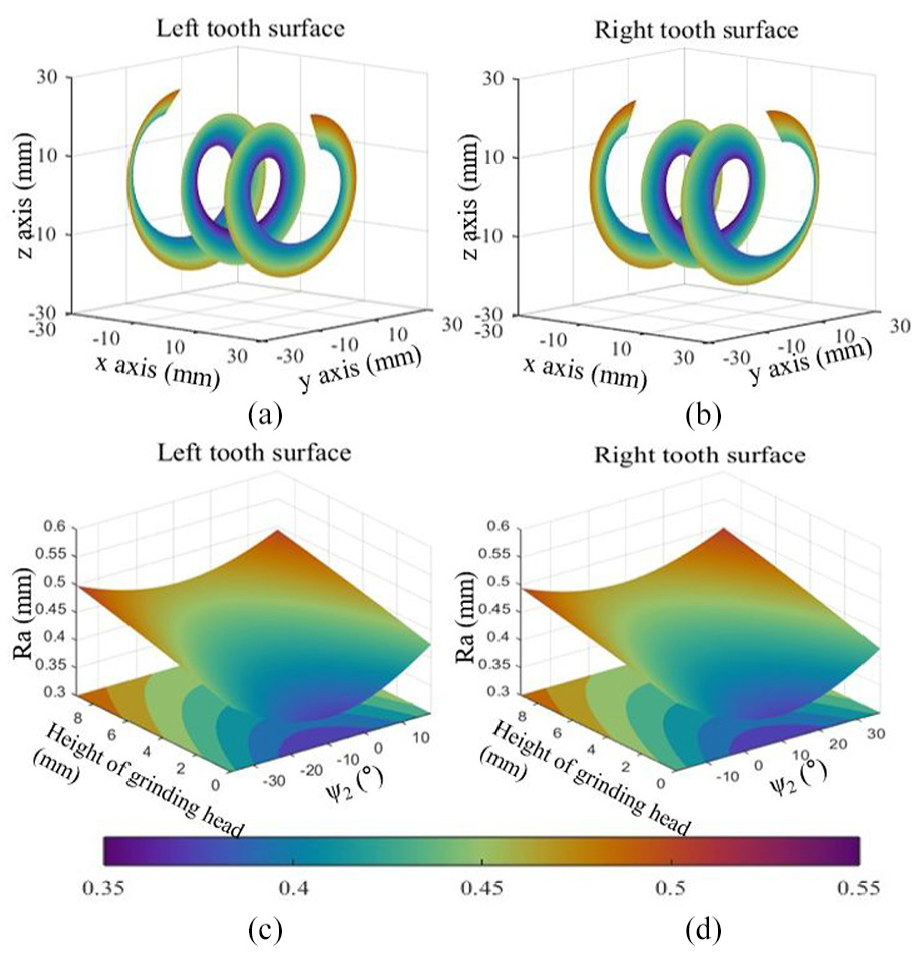
Simulation results of roughness distribution of tooth surface of worm: (a) and (b) represent the roughness distribution of the left and right tooth surfaces, (c) and (d) show the plane projection results along the height and feed angle of the grinding head.
Comparison of measured and calculated results.

In Figure 4, the surface roughness of both the tooth root and the tooth top is depicted as a function of the grinding head’s machining angle. The striking similarity in the trends between experimental and simulation results suggests that our surface prediction model effectively captures the relationship between machining parameters and tooth surface topography.
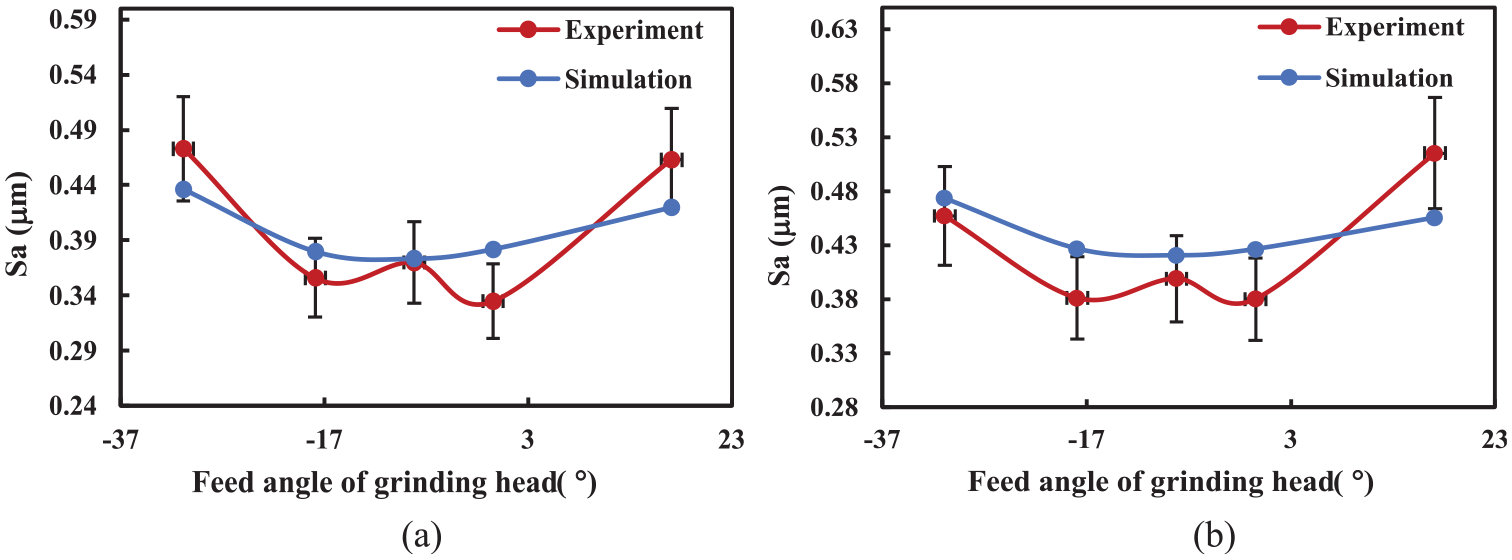
Comparison of Sa between experimental and simulation result: (a) dedendum of the worm tooth and (b) addendum of the worm tooth.
The observed disparity between measured and simulated results may be attributed to several unaccounted factors in our model. These include machine tool vibration, grinding wheel wear, and grinding wheel rigidity. Machine tool vibration can cause abrasive particles to deviate from their intended trajectory during cutting, leading to discrepancies between predicted and experimental outcomes. Furthermore, grinding wheel wear alters abrasive particle shape during grinding, introducing errors in surface topography predictions. Additionally, fluctuations in roughness observed at the third measurement position may stem from unique local material characteristics or the presence of impurities, among other factors. These elements contribute to inaccuracies in our measurement data.
Multi-objective optimization of worm grinding
This section initiates by defining constraint criteria tailored to the practical machining environment. A constraint model is developed that integrates the dynamics and contact relationships inherent in worm grinding, emphasizing parameters such as grinding ratio and machining stiffness to accurately reflect real-world machining influences. Next, we present a concise introduction to the classical Grey Wolf Optimization Algorithm (GWO) and its application in multi-objective optimization scenarios. This algorithm is chosen for its effectiveness in optimizing complex systems with multiple objectives. Lastly, we outline the specific optimization methodology adopted in this study, detailing our approach to integrating the constraint model with the GWO algorithm to achieve optimal machining outcomes.
Constraint setting
Processing condition constraints
As machining requirements and equipment specifications vary widely, determining the optimal range of machining variables relies heavily on production experience and the characteristics of the grinding equipment. This ensures that the results of model optimization are applicable to real-world machining scenarios. Surface roughness directly influences the operational stability and meshing accuracy of the worm. Key parameters such as grinding wheel speed, worm angular velocity, and grinding depth significantly impact the roughness of the worm tooth surface. During the actual grinding process, it is essential to maintain the spindle speed within the permissible range and ensure that operating power stays within rated limits. Operators should also adjust grinding allowances promptly to improve processing efficiency and reduce costs. Based on the above considerations, the constraints for the machining process can be summarized as follows:








where d0 is the spindle diameter,
Grinding ratio constraint
King and Hahn established a grinding ratio constraint based on surface grinding characteristics, defined as the ratio between the workpiece removal parameter WRP and the wheel wear parameter WWP. 43 This constraint is expressed as:


where dg is abrasive size of grinding wheel, Rc is Rockwell hardness of workpiece, ka is constant depending on coolant and grinding type of grinding wheel.
As the mathematical model is grounded in plane grinding, both velocity and contact curvature remain constant. However, the worm tooth surface of the REWR discussed in this paper presents a complex spatial surface, where contact rate and curvature vary across different positions. Therefore, combined with equations (2), (3), (5), and (6) above, the formula of improvement workpiece removal parameter IWRP and improvement wheel wear parameter IWWP suitable for complex space surface can be obtained:


Therefore, the constraint of grinding ratio G′ can be obtained as follows:

where G is the constant value of grinding ratio.
Machining stiffness constraints
During grinding, vibrations can induce corrugated roughness on the workpiece surface, compromising surface quality and meshing performance. To mitigate grinding chatter, reducing the workpiece removal rate is often necessary. Additionally, irregularities on the grinding wheel surface require frequent dressing. Therefore, ensuring stable conditions to prevent chatter is critical in selecting operating parameters. The relationship between grinding stiffness Kc, wheel wear stiffness Ks, and operating parameters during the whole grinding process is expressed as follows 43 :


where fd represents the z rate. Same as the grinding ratio constraint, the contact rate and curvature of the stiffness parameters also change in the grinding of the REWR tooth surface. The stiffness parameters are modified by combining formulas (2), (3), (5), and (6) above to apply to the complex space surface in this paper.


Based on the improved grinding stiffness and wheel wear stiffness proposed in this section, the corresponding machine static stiffness constraints are proposed as follows:

Multi-objective Grey Wolf optimization algorithm
Mirjalili et al. 47 introduced the classical Grey Wolf Optimization Algorithm as a novel population metaheuristic. Building upon this foundation, Mirjalili et al. 48 subsequently proposed the multi-objective Grey Wolf Optimization Algorithm. The algorithm mimics the strict leadership hierarchy of grey wolves in nature and their group hunting mechanism.
As illustrated in Figure 5, grey wolves are hierarchically divided into levels: α (alpha), β (beta), δ (delta), and ω (omega). Alpha holds dominance at the apex of the hierarchy, while Beta aids Alpha in exerting dominance and making supplementary decisions. Delta Wolf follows Beta and leads the omega-level wolves. Hunting behavior is mathematically modeled by defining new positions for all wolves in the pack based on the three leading wolves. Each wolf represents a solution to the optimization problem, while the group interaction symbolizes the optimization process. The search process of the Grey Wolf Optimizer (GWO) can be divided into the following two stages.

The social hierarchy of a grey wolf pack.
Encircling prey
During hunting, grey wolves first surround prey. The bounding behavior can be mathematically defined below.


where t is the index of the current iteration.


where
Search for prey (exploration)
In the abstract search space, the optimal position of the prey, denoted as the limit position in equation (40), remains unknown. To mimic the hunting behavior of grey wolves, α, β, and δ are presumed to possess a better understanding of the potential location of the prey. Consequently, the Wolf updates its position based on α, β, and δ to initiate an attack on the prey. Mathematically, this hunting behavior is expressed as:
and

where
The Multi-objective Grey Wolf Optimization Algorithm (MOGWO) enhances the classical Grey Wolf Optimization Algorithm (GWO) with two novel components, reminiscent of those in MOPSO. 49 The first component is an archive that stores non-dominated Pareto optimal solutions obtained thus far. The second component involves a leader selection strategy that selects alpha, beta, and delta solutions from the archive to guide the hunting process. MOGWO’s computational complexity is comparable to NSGA-II, 50 MOPSO, 49 and PAES, 51 and it surpasses algorithms like NSGA 52 and SPEA. 53 Detailed calculations are illustrated in Figure 6.
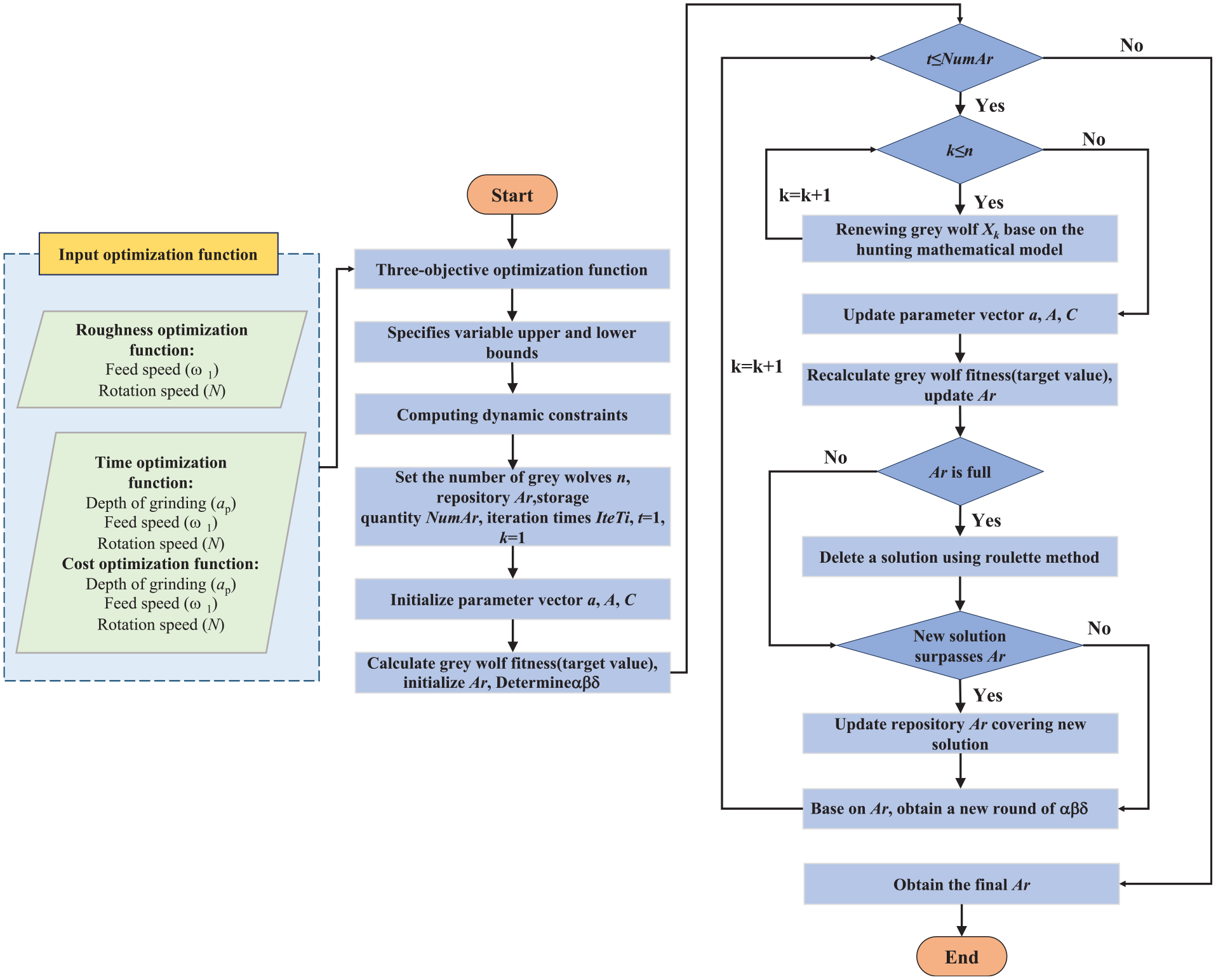
Solution flow chart.
Results and discussion
Analysis of optimization results
In this study, the parameters were set as follows: the maximum number of iterations was 300, the population size was 100, and there were 50 grey wolves per iteration. A test case is used to study the effectiveness of the proposed optimization algorithm with the numerical data listed in Table 5 and the feasible ranges of the variables in Table 6. The Multi-objective Grey Wolf Optimization Algorithm (MOGWO) was utilized to generate a set of Pareto optimal solutions. To evaluate the effectiveness and efficiency of MOGWO, a three-objective function model was also solved using NSGA-II, and the results were compared.
Values of the constants and parameters used in process parameter optimization of grinding process.

The grinding process variables, upper and lower bound.

Table 7 presents the optimization results obtained using NSGA-II alongside those obtained through MOGWO in this study.
Results of NSGA-II and MOGWO in solving tri-objective model of grinding process.

Table 7 clearly demonstrates that several Pareto optimal solutions obtained by MOGWO significantly outperform those generated by NSGA-II, indicating superior performance. For instance, MOGWO’s ninth Pareto optimal solution notably dominates a majority of NSGA-II results. While NSGA-II provides trade-offs among objective functions within its Pareto optimal solutions, MOGWO consistently delivers higher-quality solutions termed as efficient Pareto optimal solutions, which cannot be surpassed by others. As depicted in Figure 7(b), while NSGA-II demonstrates good convergence, it may converge to a local optimal solution if the solutions are overly concentrated. On the other hand, MOGWO exhibits a robust feedback mechanism, achieving a balance between local optimization and global search. Figure 7(a) illustrates that MOGWO displays strong search behavior during the process of solving Pareto optimal solutions, thereby offering more reliable candidate solutions and effectively avoiding the pitfalls of local optimal solutions.

Results of solving Pareto optimal solutions: (a) solution results of MOGWO and (b) solution results of NSGA-II.
Figure 8(a) to (c) display the scatter distribution of the obtained optimal objective function solutions and their centroids. It is evident that the optimized solution set is evenly distributed and of high quality. Figure 8(d) illustrates the distribution and variation trend of the processing parameters within the optimal solution set. The centroid diagrams provide specific ranges for selecting the optimal solutions. It can be observed that the centroid range of Ttotal is between 230 and 270, the centroid range of Ctotal is between 5 and 6, and the centroid range of roughness is between 0.43 and 0.48. The centroids of the three objectives all concentrate on the Pareto solutions from the 10th to the 18th group, providing a fundamental range for selecting the optimal solution.
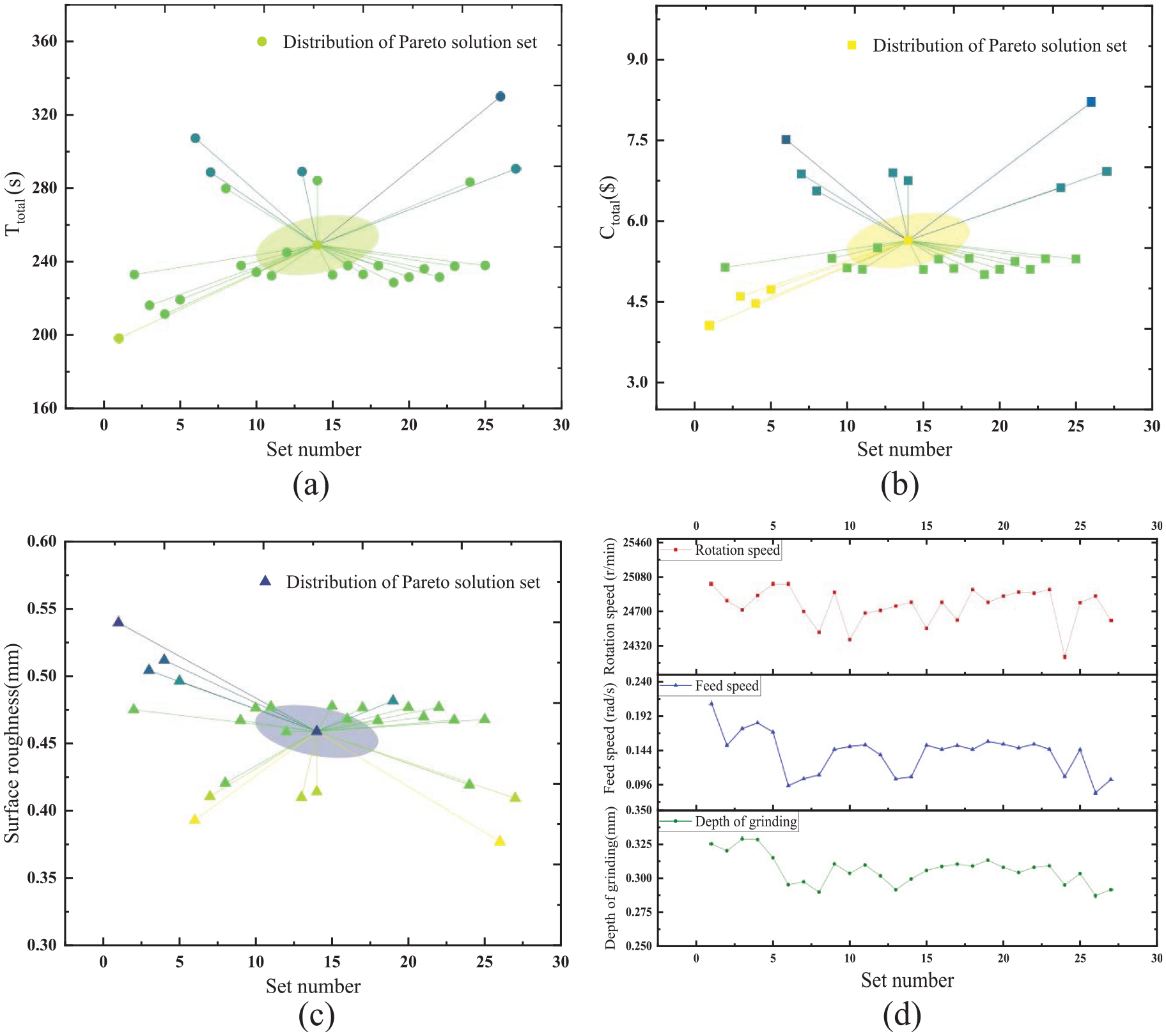
Distribution of optimal solution set for MOGWO: (a) scatter distribution and centroid of machining time, (b) scatter distribution and centroid of processing cost, (c) roughness scatter distribution and scatter centroid, and (d) range of rotation speed, feed speed and depth of grinding.
To screen the Pareto optimal solution set acquired through the MOGWO, the optimal processing parameter combination is selected. The dataset was processed using the Technique for Order Preference by Similarity to an Ideal Solution (TOPSIS), a widely used method for solving Multiple Criteria Decision Making (MCDM) problems. The specific steps adopted in this study are as follows:
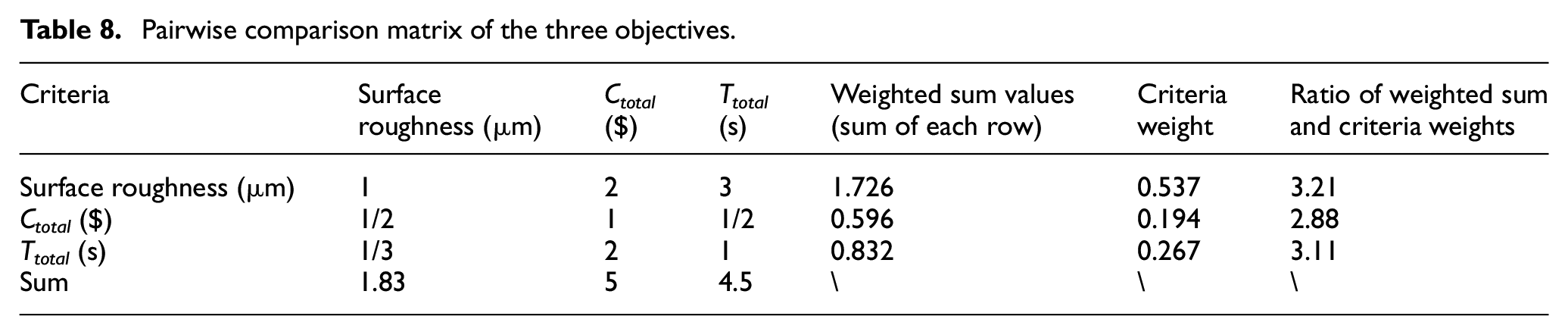
Step 1: The Analytic Hierarchy Process (AHP) proposed by Saaty et al. is used to determine the priority values of different criteria. 54 The standard weight value of each row is calculated, and the obtained values are: Surface Roughness = 0.537, Ctotal = 0.194, and Ttotal = 0.267. The consistency value was determined by multiplying the pairwise matrices with the criteria weights and summing them by columns. This process yielded the ratio of the weighted sum to the criteria weights, as illustrated in Table 8. Then, the average of the consensus value λmax is calculated as shown in equation (47):

Step 2: Calculate the consistency index CI using equation (48) and then calculate the random consistency index CR via equation (49). Where RI is the random index and 0.58 is selected as the reference value according to Table 9. The comparison indicates that the inconsistency degree of the decision matrix falls within the allowable range, and the consistency test is successfully passed.


Step 3: To obtain the weighted normalized matrix, multiply the standard weights by the output values of each output factor, as depicted in Table 10.
Step 4: Rank the alternatives according to the shortest Euclidean distance (PIS) from the positive ideal solution (PIS) and the longest Euclidean distance from the negative ideal solution (NIS). The positive ideal (best) Si+ and negative ideal (worst) Si− results were calculated using the following formula, and the relative proximity coefficient Ci for each combination of grinding factors was calculated as shown in Table 11.


and

Pairwise comparison matrix of the three objectives.
Random Index Reference.
Weighted normalized matrix for MOGWO solutions.

Ideal positive and negative solutions, and relative closeness to the ideal solution of grinding process.

This paper introduces a constraint model based on dynamic variations in grinding ratio and machining stiffness. This model effectively regulates optimization outcomes, ensuring parameter combinations align closely with real-world machining conditions. Furthermore, to manage technological costs, parameter ranges are tailored to existing processing conditions. This strategic approach confines MOGWO’s optimization scope, preventing significant deviations in processing factors. As depicted in Table 11, the comprehensive score Ci of Pareto optimal solutions obtained by TOPSIS is relatively close. Nevertheless, due to its non-gradient mechanism, adaptive parameter adjustment, and flexibility, MOGWO exhibits robust convergence across various processing ranges. It can select the collocation combination with practical reference significance.
Figure 9 indicates that the TOPSIS score is consistently high with minimal change, signifying the ideal optimization result achieved by MOGWO. In this study, the highest score serves as the final optimization result, as detailed in Table 12. By comparing the results of the three objective optimizations, it becomes apparent that time and cost exhibit similar trends, with the processing cost objective function closely proportional to the time function. Within the chosen parameter range, the variability in processing cost is minimal. However, due to factors like weight and change amount, the substantial variation in processing time notably impacts the roughness model. Therefore, optimizing processing time alongside processing quality holds significant practical importance in real-world processing scenarios. The optimization results shown in Table 12 indicates that the processing cost adheres to the constraints, while both processing time and surface roughness undergo significant reductions.

The Pareto front showing the tradeoff between roughness, cost, and time.
Experimental comparison of optimization results.

To facilitate a direct analysis of the differences in optimization results, the outcomes are normalized for comparison, as shown in Figure 10. Table 12 and Figure 10 collectively demonstrate that the MOGWO algorithm significantly enhances the optimization objectives compared to conventional parameters. Particularly noteworthy is the comparison with commonly used grinding process parameters, wherein the optimized grinding time is reduced by 17.41%, surface quality improves by 4.46%, and grinding cost decreases by 1.12%. This substantiates the feasibility and practicality of the method.
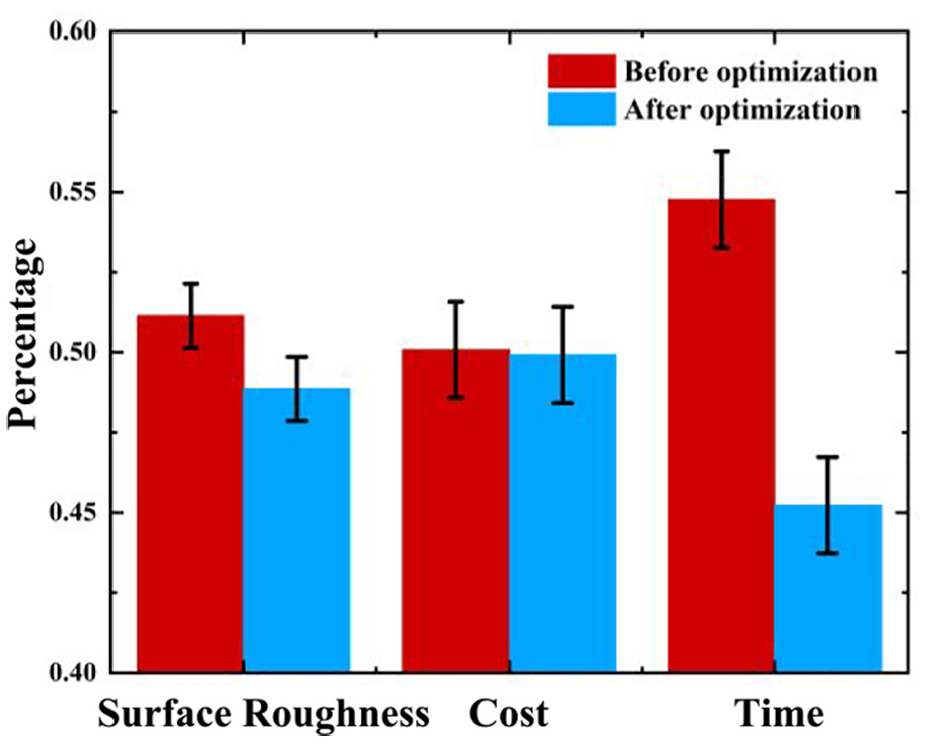
Comparison of optimization results.
Analysis of different worm transmission coefficients
The REWR exhibits varying specifications and sizes across different application scenarios. To assess the adaptability of the optimization model, Table 13 presents three sets of different transmission coefficient combinations based on common size specifications for comparative analysis.
Optimization results for different transmission coefficient combinations.

Worm manufacturing in diverse operational scenarios often involves varying sizes. To validate the effectiveness of the proposed optimization model, three sets of commonly used size specifications are compared and analyzed. Table 14 delineates the range of processing parameters. As the overall processing size decreases, there is an increased demand for processing accuracy and other aspects, necessitating more stringent control requirements for processing quality. Conversely, the larger size of the large Roller Enveloping Worm Reducer (REWR) surface grinding affords enhanced overall stiffness and stability, thereby facilitating better control over processing quality. Figure 11 illustrates the optimization results for the three sets of commonly used specifications. The Pareto solution set is evaluated using TOPSIS screening, and the optimal solution is selected and normalized for comparison. The proposed three-objective optimization function demonstrates excellent adaptability across various processing scenarios, as observed in the optimization of parameter combinations with reference values using MOGWO. Significant enhancements in processing efficiency are evident after optimizing various transmission coefficients. However, as size increases and material removal volume grows, cost control becomes more challenging. Therefore, MOGWO not only greatly improves processing efficiency and surface quality but also endeavors to control costs as much as possible. When designing machining parameters, considerations such as load-bearing capacity, size constraints, and machining precision must be balanced comprehensively. Optimization of these three objectives is crucial for achieving optimal outcomes.
Grinding process variables with different transmission coefficients, upper and lower bounds.


Comparison of optimization results of different transmission coefficients: (a) center distance is 53 mm, roller radius is 4 mm, and transmission ratio is 25, (b) center distance is 63 mm, roller radius is 7 mm, and transmission ratio is 20, and (c) center distance is 73 mm, roller radius is 6 mm, and transmission ratio is 23.
Conclusion
This paper investigates challenging combinatorial optimization problems in complex surface machining processes, such as roller enveloping worms, focusing on optimizing surface quality, machining time, and cost while adhering to predefined constraints. The specific innovation points are reflected in the following aspects:
We leveraged the geometric and kinematic mechanisms governing worm tooth surface grinding by the grinding wheel to establish a predictive model for tooth surface roughness. Drawing from real-world machining processes, we developed a predictive model for machining time and cost, specifically tailored for complex surfaces, and integrated it with a prediction model for surface roughness. Experimental validation confirmed the effectiveness of our model, providing a robust basis for multi-objective optimization.
For the unique machining surface under study, we devised a grinding ratio constraint model incorporating the improvement workpiece removal parameter (IWRP) and improvement wheel wear parameter (IWWP). To mitigate the risk of tooth surface quality degradation due to machine tool chatter, we introduced improvement grinding stiffness (IKc) and improvement wheel wear stiffness (IKs) to establish a machining stiffness constraint model. The feasible region of the specification solution increases the reality of the optimization function.
The Multi-objective Grey Wolf Optimization Algorithm (MOGWO) decision model is utilized to optimize the three objective functions and produce a set of non-dominated Pareto optimal solutions, providing technicians with a parameter selection space. The results of the MOGWO analysis demonstrate good feasibility across all cases.
In light of the inherent conflict between achieving tooth surface roughness and the other two objectives, we employ the Analytic Hierarchy Process (AHP) method to balance the three objectives and determine the optimal weight allocation for optimization. Subsequently, we utilize the TOPSIS evaluation system to assess the obtained optimal solution set, providing a combination of optimal Pareto solutions. Verification has demonstrated that this combination optimizes surface quality, processing time, and processing cost holistically.
Footnotes
Handling Editor: Divyam Semwal
Author contributions
Jiongkang Ren: Conceptualization, Methodology, Investigation, Software, Validation, Data curation, Writing-original draft, Visualization. Shisong Wang: Methodology, Writing-review & editing, Visualization. Keqi Ren: Methodology, Software, Data curation.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China (Nos. U23A20619 and 52175039) and the Chengdu Municipal Science and Technology Program (2023-JB00-00024-GX). The authors would also like to thank the support from Sichuan CNC Equipment Ultra-Precision Drive and Transmission Engineering Research Center and Chengdu Zhongliang Chuangong Technology Co., Ltd.
Ethics approval
The article follows the guidelines of the Committee on Publication Ethics (COPE) and involves no studies on human or animal subjects.
Data availability statement
The authors state that all the data necessary to replicate the results are presented in the manuscript. Relevant parts of the code can be shared by contacting the corresponding author.